Лидеры




Популярный контент
Показан контент с высокой репутацией 12.04.2016 во всех областях
-
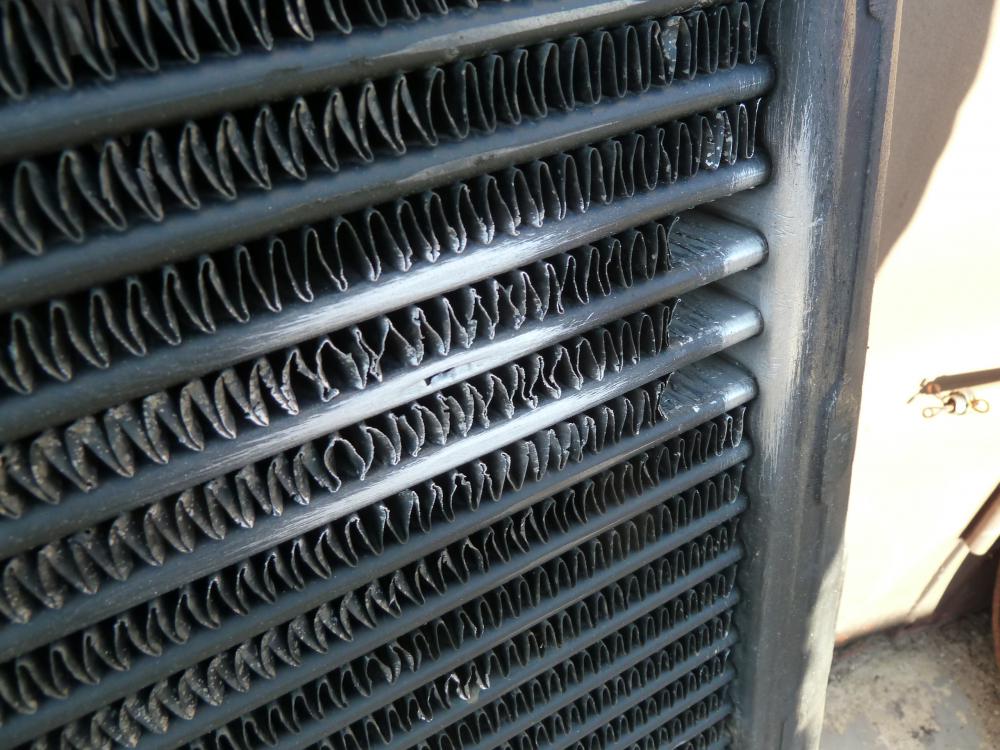
Про казусы. Добрался до фото сессии. Радиатор приезжает второй раз (точнее его привозят ). Радиатор от новой газели с дизельным движком. Радиатор и интеркулер соединены по середине двумя пластинками, эти пластинки вибрацией (или еще какой неведомой силой) отрывает и он успевает протереться друг о друга. Первый "поход" клиенты делали к диметчикам (ранние описывал проблемы после их ремонта) и этот раз рассмотрел как был отремонтированы соты - на фото черная точка видна (надо было по свежему сфоткать) я как то возненавидел пайку АЛ, тем более сот радиатора да и к тому же после димета. Принял решение глушить три трубки, одна сторона (где димет не прикасался) проблем не создало а вот там где побывала рука "мастера" да плюс залили туда лака т.к. им устранить течь не удалось но и клиенту не сказали а мне всю эту дрянь надо выжигать ТИГом (хорошо не додумался применить СО2 ) . в итоге залепил. Далее решил теперь укрепить радиаторы между собой дополнительными уголками, надеюсь теперь рвать его так не будет. Отдельноее обращение к мастерам кто пользует димет - не надо лить всякую хрень, если не получилось запылить - это раз, во вторых - не надо лениться и убирать ламели между сот и тогда легко можно запылить но предварительно отпескоструить. В третьих - если предполагается все же сварка то даже не пытайтесь туда пхать свой порошок (вам будет икаться). Вот она шишка от димета так пришлось лепить другая сторона интересная вставка насквозь соты сплашняком (наверное для усиления) Правильно фото не получилось вставить.
 17 баллов
17 баллов -
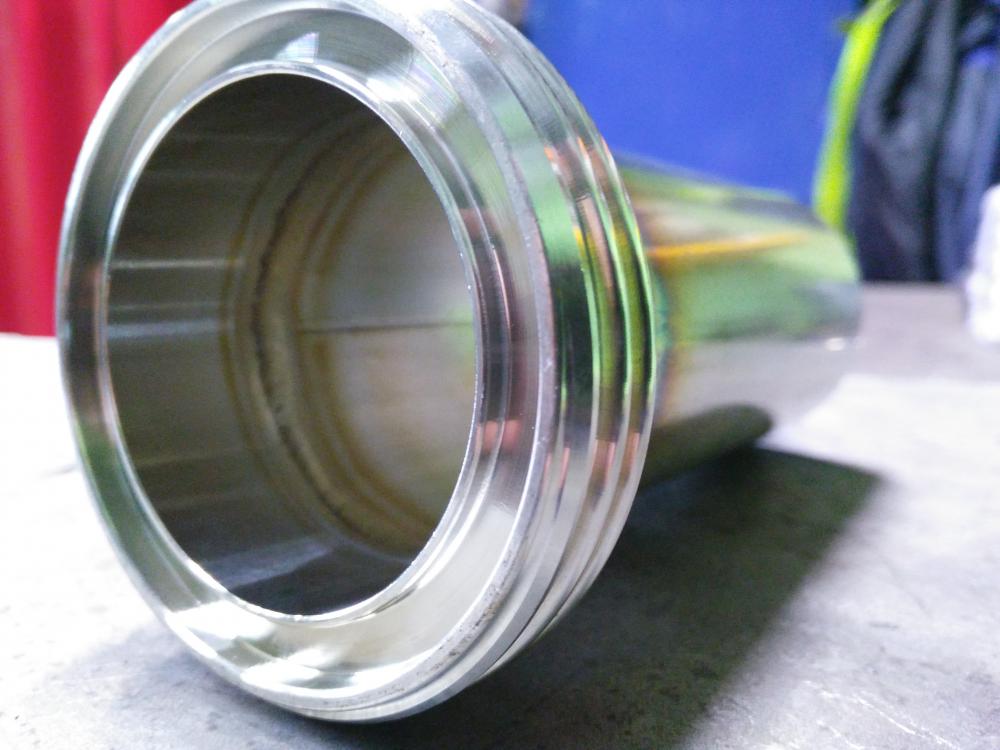
Нержавеечка
12 баллов
-
Похоже на продолжение анекдота про сварщика, колхоз и подводные лодки...Тут главное, что эти самолеты над вашей мастерской не летали...10 баллов
-
Ну, может и есть, не знаю, никогда не интересовался. У меня обычный бытовой висит Митсубиси для 50м2. На каморку в 8м2 за глаза хватает. Лишняя влажность мне там точно не нужна. Пущай сухо будет и холодно. Надо только еще радиаторы водянки от серверов на чердак вытащить и прекрасно совсем будет. Только надо сначала чердак доделать, на днях в общем вытащу. Что у нас нового - Инструменталка и вспомогательные помещения продолжают вытягивать время и деньги. Думаю, что этот хаос уже скоро закончится... Новый сварочно-дробеструйно-порошковый бокс тоже к этому процессу активно подключился и закончится явно не скоро. На подходе оборудование которое будет трудиться в этом новом боксе 1) - Самоочищающийся фильтр СФ-160 2) - Вакуумная автоматическая система сбора и рекуперации дроби. 3) - Компрессор компраг на 10бар - 11м3\мин 4) - Рефрижераторный осушитель воздуха 5) Две дробеструйные установки DBS200 6) 4 тонны стальной дроби 0,3мм 7) Ресиверы 4*1,5м3 8) Ну и мелочей всяких кил так 400, фитинги-фигитинги всякие, одёжка, СИЗы и пр. 9) В процессе изготовление печи для запекания размерами 12*2,5*2,5м Очень надеюсь, что запустимся через месяц, ну это по плану как говорится..... Ну и стандартное сообщение ставшее уже шаблоном: "Немного фотографий" -
9 баллов
-
ни как. Сварка и деформация это как электричество и магнетизм, не существуют в разрыве.У моего товарища на заводе, в цехе нестандартного оборудования, начальство приносит ему отфрезерованную чуть ли в нули деталь с соосно расточенными отверстиями и требует приварить к ней обвесы и что бы допуски не ушли. Результат этой задумки ясен - пара миллиметров в стороны и матюги сварщика. ИМХО: сварочные деформации предотвратить не возможно, их можно только грамотно минимизировать, но не до станочных допусков. Сотки пусть ловят токаря, но не сварщики и слесаря. С уважением.8 баллов
-
И сварка и пайка
7 баллов
-
Теплообменник с груз. капотника , обломили при установке. Привезли в масле и грязи , отмыл ну и сама работа, металл полное Г кипит и пузырит. Пришлось применять и ТИГ и МИГ , да в добавок за фрезер станок поработать.
6 баллов
-
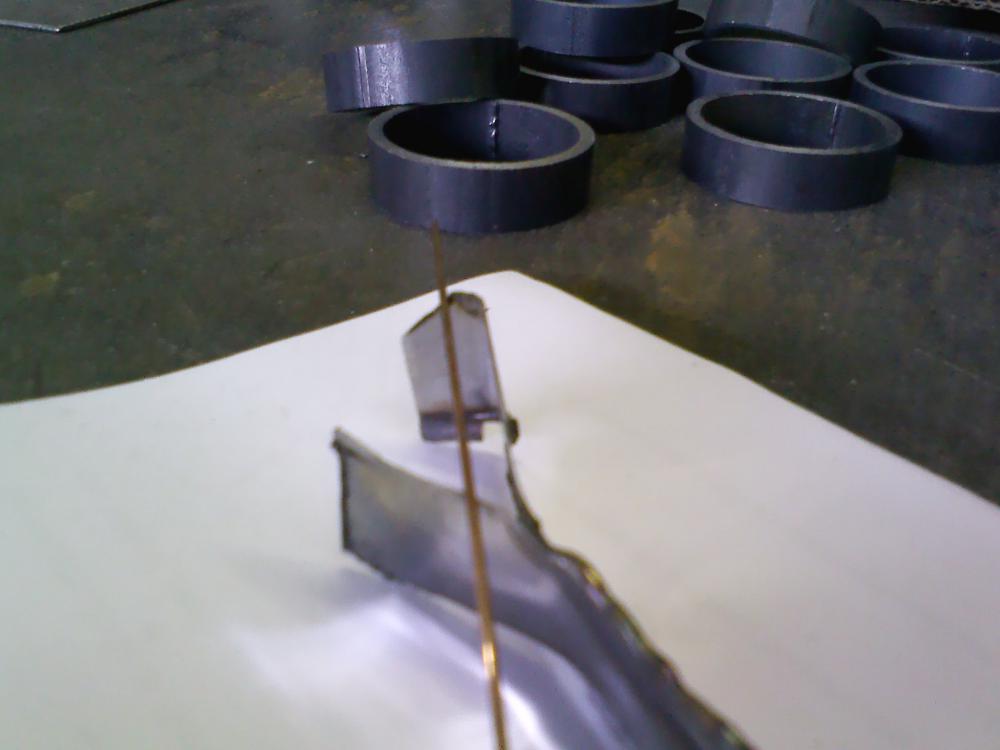
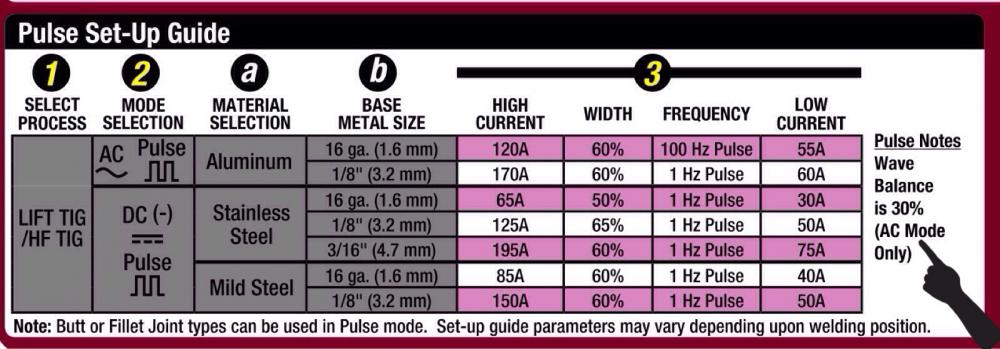
Сегодня немного поварил аппаратом . Главное , что я понял , так это теорию мне читать - не перечитать . Тут не то что , алюминий - черный металл в ступор загнал с этими герцами , процентами - ни сном ни духом о них . Честно говоря , я и на Форсаже то пульсом крайне редко пользовался , и те редкие случаи обходились беглой настройкой пульса - цмыкает , да и ладно . До пульса на алюминии ещё не дорос - баловался в линейном режиме . Дугу держит уверенно , на прежнем агрегате рвалась постоянно . В режиме DC дуга заметно мягче в сравнении с Форсажем . В общем , мои дилетантские "зарисовки". Пару эпизодов на алюминии и один - на чёрном металле , пульс , "своим телом" почти . А это - валялась фольга какая то , с нержавейки , её попробовал сварить . Герц сколько то накрутил , ещё чего то добавил , что то убавил ... Разберусь - буду более грамотно изъясняться . Проволока - для сравнения - от ПА , Ф 1мм . Сбоку если смотреть на это "художество" , то полное рукожопство - потому , сбоку не покажу
6 баллов
-
Михаил , здесь солидарен с тобой на 100% и вот пример. Привезли интеркулер с Volvo здоровенный потертости сот но это не проблема , а главная проблема утечка с трубной доски . В общем очистил все и без пескоструя , соты подварил а вот у трубной доски как не вертел горелку (примерял) так и не смог найти положения горелки чтобы все проварить. С пайкой у меня пока засада нет расходников , клиент уговаривал залить "клеем" но я уговорил его отказаться от этой затеи. Притащил в гараж ПК и нашли в Балашихе " ПАЙКУ" ну и отправил его туды. Клиент доволен звонил и уже работает как неделю.
5 баллов
-
Варил с педалью TIG, 20 дюймовый диск от БМВ X6, подкрасил из баллончика краской хром для литых дисков.. Сравнил со своей машинехой.
5 баллов
-
Чего не сделаешь для науки. Это все александровский панч 0,8 .Сковородка с полным проваром.
5 баллов
-
А если выхлопной коллектор, изготовленный Вами разрушится во время полёта? Вы лично ответите за последствия? P.S. 30 лет нзад я закончил авиационно-техническое училище, специальность - авиатехник, именно обслуживание самолётов и авиационных двигателей. (сложилось так, что сменили место жительства и пришлось расстаться с авиацией). У меня волосы встают дыбом, когда я вижу подобное ...5 баллов
-
Трилон Б. Жрёт все окислы, не трогает металл: что железо, что алюминий. Замачивал на ночь:
5 баллов
-
Давно собирался ручку сделать человеческую на механизм подачи проволоки, а то шведы тупые такую фигню сделали, ручка пластмассовая отломать её проще простова да и ещё к тому же центр тяжести рассчитан только без катушки, а с катушкой взять и перенести было вообще нереально. Но теперь то другое дело, на очереди закрыть панель управления крышкой из стекла или просто рамку изобрести, энкодер и переключатели оторвать одним неосторожным движением легко.
5 баллов
-
Всех летунов поздравляю с днём космонавтики! https://youtu.be/lVRoJwV0vDE4 балла
-
вот сегодня закончил, грубовато немного получилось. Но заказчик доволен.
4 балла
-
Допустим по цене одно и тоже , но для тебя сварка-наплавка будет просто удовольствие и в ТИГ и в МИГ , не каких пор разливается по поверхности просто супер , да и мех. прочности не уступит ПАНЧУ или уступит совсем чуток. Вот мой коллектор с Мана развалившийся пополам , ездит ребята довольны и присылали СМС с благодарностью.4 балла
-
Мужики, вы о чём спорите? Если глаза видят и голова понимает, что делаешь, то и ток выставишь по ощущениям, ровно столько, сколько в данной ситуации надо. А если глаза или голова функций не выполняет, никакие табличные значения не помогут. Это из личного опыта.4 балла
-
Есть целая тема - сварка титана. PS chdv1971 все правильно написал.4 балла
-
Говорят воруют мусорки .
4 балла
-
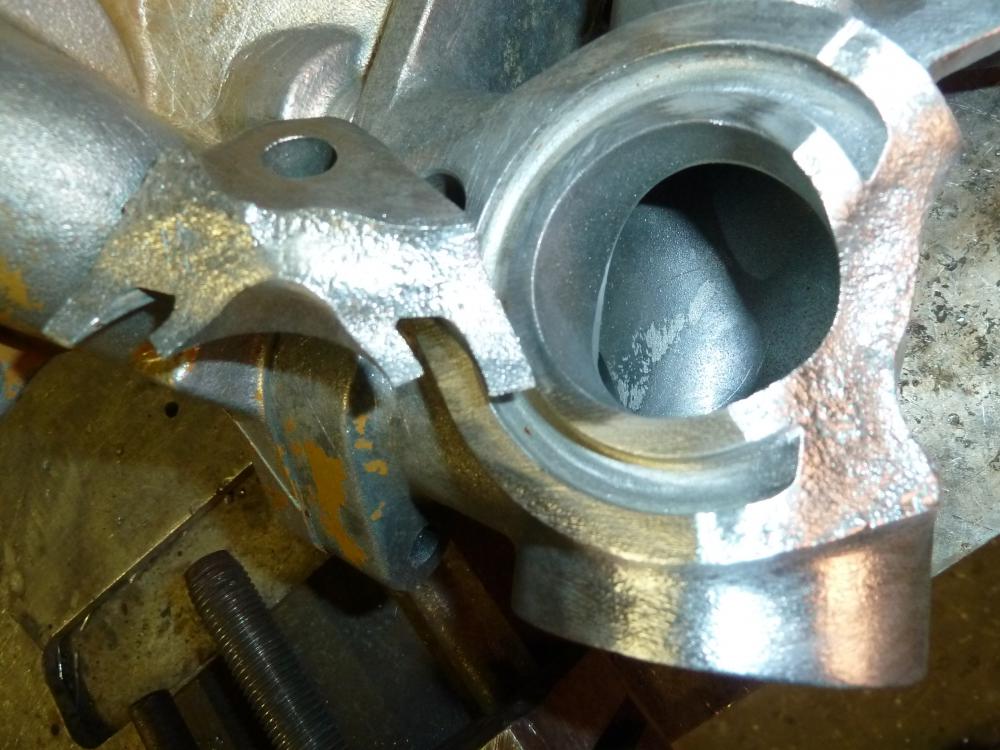
Добрый день , напишу тут . Сварка чугуна тигом , фото прилогается , постель чугунная , швы гладкие без пор , сварка тигом в среде аргона , присадка панч. Сегодня приобрели , панч 0,8 на еврокасете ,пробую эту же постель варить полуавтоматом , результат иной , поры . Ивините за некачественное фото.
4 балла
-
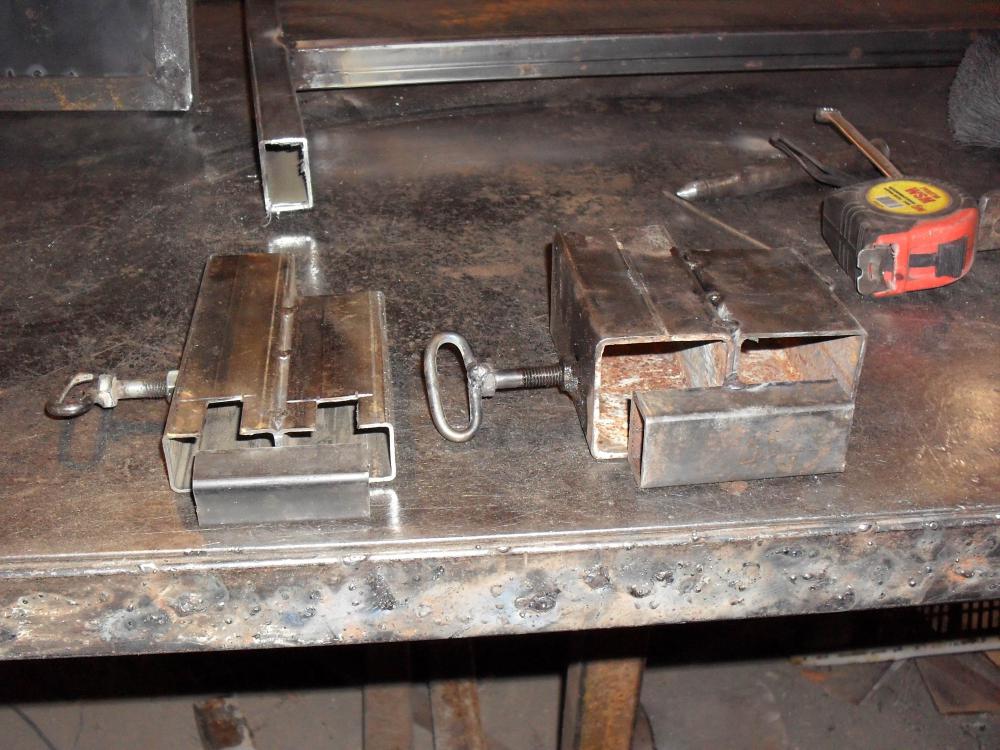
Мужики привет!!! примочек наделал чуть чуть себе . работа с металлом пошла быстрее ))) стойку для дрели сделал из того что под руки попалось и не знаю как их обозвать назвать,зажимы фиксаторы трубу зажал отрезанный кусок к примеру 50см,в другой проем вставляешь заготовку и режешь точно такой же отрезок и не надо каждый раз отмерять,один зажим из трубы 25/40 , а второй из трубы 50/50
4 балла
-
решётки установлены ,вот заказали не пойми к чему...диаметр большого шарика 12,5мм...малого 7 мм,длинна 135мм..и вот коллеги вопрос как удалить ржавчину с плашек,механический абразивный способ отпадает
4 балла
-
@SergDemin,@AvtoNeru, Буду банален - нужен опыт (сын ошибок трудных ) Взять железяку, пятёрку например, лучше две железяки, и пытаться их сварить. Поварить- посмотреть, добиться того, чтобы металл сплавлялся но не прожигался. Форма валика не важна (разве только его прилегание, сплавление к металлу). Потом полученные настройки, записать или запомнить. Тоже проделать с железками других габаритов, для других пространственных положений, опыт повторить. Буквально варить по 2 - 3 сантиметра, этого достаточно. Конечно в ходе проводимых работ, возможна небольшая корректировка. Ну и ориентироваться на приведённые выше таблицы и другие бумажки, не возбраняется.3 балла
-
Но это супер присадка . Да дело наверное даже не в деньгах и тратиться или нет. Просто бывает и нету что требуется и в магазинах вот тут и включают фантазию в том числе и я. Предвижу вопрос в Москве все есть , о да практически все можно найти но вот туды ехать ох как не хочеться , пробки пробки и еще раз пробки посли этих авто пробок нужно три выходных иметь с коньяком для восстановления нервов иначе швы будут хуже чем у новичков.3 балла
-
Регулярно делаю подобную работу. Делаю ТИГом присадка пруток 30Ni60Cu10Fe - практически идеально. Панчем пробовал - поры и ТИгом и полуавтоматом (последним хуже). Полуавтоматом и на прямой и на обратной и в аргоне и в Со2 и в смеси. Ерунда. При мехобработке поры. Подозреваю что постель хорошо масло в себя вбирает - из-за этого и поры. Я смотрю у некоторых одна присадка на все случаи жизни. Хотим деньги зарабатывать но на материал не тратиться.
3 балла
-
С днем рожденья Мужики!!!3 балла
-
Сергей ПАНЧЕМ постели - дорого да и наверное хлопотнее даже после сварки станочникам. Предлагаю облегчить себе и станочникам труд и применить наплавку на постели CuSi3 можно с ней работать и ТИГ и МИГ или еще лучше применить нашу проволочку она более интересна МНЖКТ 5-1-02-023 балла
-
@BelaZZ,Игорь, вот можеш попробовать. Правда регулировки баланса отличаются (эти от большого grovers).
3 балла
-
Вообще артистические натуры."Разогреть блок до 700-800 С вытащить и спокойненько заварить,а потом опять в печь"-(пусть krech прокомментирует,известная для него забава ) . Этот парень видел когда-нибудь блок,разогретый до таких температур? Когда-то пытался спокойненько варить этот раскаленный чугун? В книжках хорошо написано3 балла
-
На чипмакере человек выкладывал видио сварки Панчем ПА по чугуну и так художественно рассказывал и обещал дальше информировать народ как получиться - результат отрицательныйМожет на ПА смена полярности что даст? https://www.youtube.com/watch?v=1y907wRReco3 балла
-
Станочный допуск? Нет конечно.Разумеется,свести к минимально возможной деформации,а для этого надо принимать,по возможности,все меры .Вообще-то,это довольно частый случай-сварка вблизи посадочных мест,приводящая к нарушению соосности ,и людей надо предупреждать,что подшипники после сварки будут работать значительно меньше,чем они думают.И им решать,искать новую деталь или ремонтировать старую.3 балла
-
Это хорошо, когда обучили, а когда надо самому придумать куда и что приматывать - сложнее. По дороге дедулю одного спросили - правильно ли запрягли, посмотрел, с большего нормально получилось. Городской я писал в кавычках, т.к. в родном городе население всего тысяч 13. Косу и топор с какой стороны брать видел3 балла
-
Речь не о сварке,а о деформациях 0,15 в сторону шва.Трещина на половину окружности,провар полный Может уравновешивающий шов с противоположной стороны? Крышка генератора
3 балла
-
@BelaZZ,как в анекдоте:мужик женщине в автобусе на ногу наступил,говорит:пардон,она:о,да вы француз?,он:ну так епта).3 балла
-
@Svarkin71, если не трудно, озвучте производителя и торговую марку этой присадки2 балла
-
3,5% кобальта это наверное много и МНЖКТ 5-02-02 столько его и нету. Вообще где то указывается что он присутствует в проволоке где то его вообще не указывают. Но главное указывают что она пригодна для наплавки и это главное. http://www.uralprokat.ru/catalog/27/mnzhkt/2 балла
-
Если заказ раз в сто лет - то наверное не стоит хитрыми материалами пользоваться. Если часто - то качество требует материала. В Москве много что есть - вот только она от меня 800 км, при желании не наездишься. Поэтому заказываю у оптовиков из Германии, Прибалтики, Польши. В магазинах вообще ничего не покупаю - только на фирмах. да и нет у нас шикарных сварочных магазинов.2 балла
-
@валера1963,Спасибо , попробую , только разберусь с этим @круазик, Уговорил
2 балла
-
А по другому как? Современная сварочная техника становится всё сложнее, количество настроек увеличивается. И если пользователь всех тонкостей не знает и не понимает какой параметр на что влияет, техника превращается в бесполезное железо. Ну а с обычным ПА, какие проблемы? Абсолютно с Вами согласен, только выводить на уровень рефлекса.2 балла
-
@russia811, Про кислоту правильно сказали,её не только на металле можно использовать,но и успешно на цветном.Удалять окислы очень удобно,тем более в скрытых полостях.Надписи или то что не хотелось бы подвергать воздействию кислоты можно замазать воском.При работе в закрытых помещениях не забыть ,что при реакции выделяются горючие и вредные газы,проветривать.После необходимой обработки вымочить и промыть в растворе обычной соды,она прекратит реакцию кислоты.Если есть скрытые полости,то замочить в растворе соды на нужное время,при необходимости простукивать и перемешивать.Температура раствора влияет на скорость реакции.Если нужно побыстрее,поставить в тёплое место или подогреть.Потом промыть водой,после всех процедур.Дальше по желанию)
2 балла
-
Да вроде хорошо резец берет , панч, главное не перегреть.2 балла
-
Клиент захотел увековечить парник в металле. Мы не смогли ему отказать. На него вроде и поликарбонат десятка заказана.2 балла
-
Варю постели на большом блоке , чугун таков что при разогреве ванны порится , вулканчиками взрывается изнутри, хотел избежать этого припомощи сваркой полуавтоматом.2 балла
-
Я уже , и с газом и без и током играюсь , да рука вроде у меня на все набита , осталось тока мне морду набить ))2 балла
-
Лучше не беритесь. Раз спрашиваете какой электрод или подобное. К титану надо быть готовым.2 балла
-
Если на рабочей поверхности каверны, то туда будет наволакивать метал и резьба чистой не будет, выше уже об этом говорили, да и высота профиля если села то резьба не будет полной.2 балла
-
@russia811, https://www.youtube.com/watch?v=Y6Jqvi9x0y42 балла
-
すべてのベスト!2 балла
-
Японский Мастер , с Днём Рождения ! Всего наилучшего в жизни ! 誕生日おめでとう2 балла