Лидеры




Популярный контент
Показан контент с высокой репутацией 16.07.2015 во всех областях
-
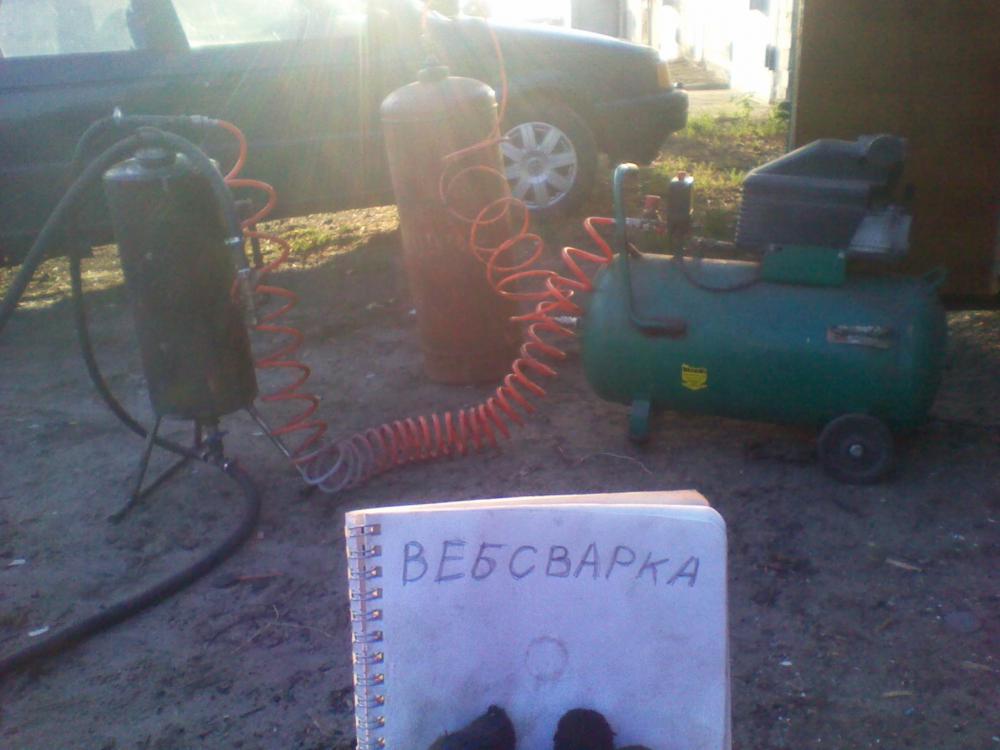
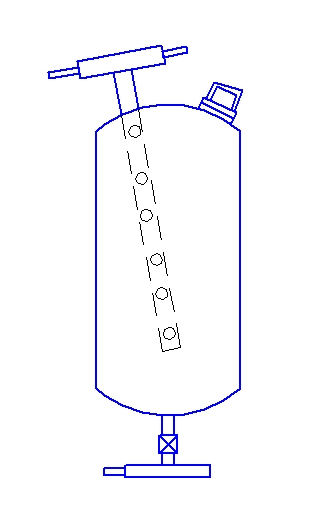
Не так давно у меня появилась проблема с зачисткой днища в авто. Авто - грузовой бус. До меня его не переваривали, а просто заливали мастикой. Проблема заключалась в том, что подлезть болгаркой с ершиком во многие места не представлялось возможным, поэтому решил сделать пескоструй. Для этой идеи мне понадобилось 2 шланга, немного трубок 1/2 дюйма, два шаровых крана, несколько штуцеров под шланги, ресивер. В одной трубке насверлил отверстий. Отрезал штуцер и приварил к кусочку трубы, для удлинения рукоятки крана. Изготовили мне несколько наконечников с различными диаметрами (2,0 мм, 2,5 мм). Один изготовил из обычной автомобильной свечи (4,0-4,5мм). Для соединения с краном просто приваривал кусочек трубы с резьбой. Все это дело скрутил вместе. Снизу ресивера приварил кусок трубы с резьбой, закрутил шаровый кран, сделал тройник. К трубке с отверстиями приварил тройник, и вварил все это в ресивер. Так же сверху приварил горловину. Поставил все это на ножки, сделал ручку и собрал. Вот что из этого вышло. Наброски самой емкости под песок. Так как производительность компрессора маленькая, в качестве дополнительного ресивера использую пропановский баллон. С моими требованиями справляется довольно неплохо. Поэкспериментировав с соплами, выбрал оптимальное - 3,0 мм. Сопло из свечи с любой ржавчиной справляется лучше всех, но для него необходимо давление 8-10 атм. Поэтому отказался. Регулировка песка производится на нижнем шаровом кране. Всем спасибо за внимание. Отвечу на любые вопросы. Конкурсная работа № 13, Техническая номинация Конкурса сварщиков «Делаем своими руками» Генеральный спонсор конкурса Компания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года. http://websvarka.ru/images/forum/logo_armig_250_wh.png
 8 баллов
8 баллов -
Возможно баян: http://forum4x4club.ru/uploads/monthly_07_2015/post-23522-0-62988200-1436955816.jpg http://img.ifcdn.com/images/1400aea8a227e3aa2d3bec581715166e2f32222903f5ff8335bfdeebba75a35c_1.jpg7 баллов
-
6 баллов
-
Коробочка с груз. Volvo , с одной стороны электронные мозги, с другой диз. топливо под давлением заодно и охлаждает мозги.
6 баллов
-
А зря!
6 баллов
-
Пришла партия ткани с покрытием в другом(новом) цвете. Пошили из нее усиленный костюм. А сейчас занимаемся водоотталкивающей пропиткой. На фото видно.
4 балла
-
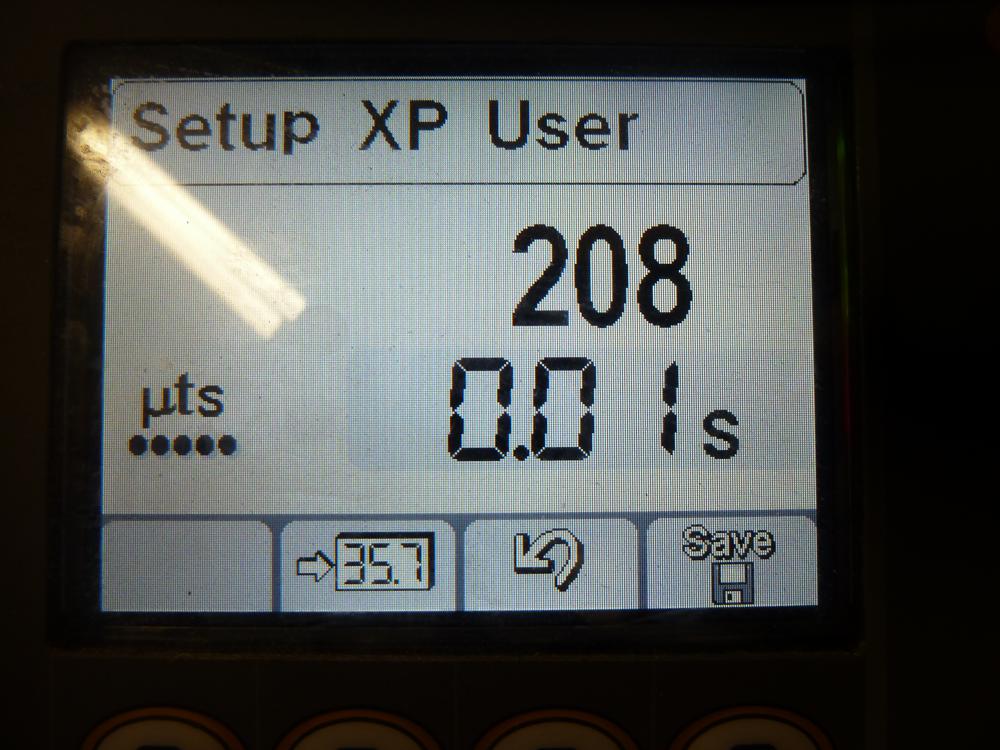
Как это не используется, еще как используется. MIcro Tack от Selco, импульс 005сек , можно и 001сек и ток выше, сопло с опорой хорошо бы ну и глаза хорошие (у меня уже не те и требуют увеличения), для прихваток особо нерж хороший режим, на алюминии не прокатит. http://www.youtube.com/watch?v=WnkiBT1a55k4 балла
-
Фотофиниш. Прогресс на лицо: Привет Бонду (не сигаретам): Приварить к рашпилю кольцо? Не надо мелочиться, труба в самый раз...4 балла
-
Начал делать скамейку для себя, так как старая надоела. Я обновляю их каждый год. Супруга уговорила поучаствовать в конкурсе. Прошу простить, но видео все старые. Даю ссылки на них, чтоб можно было нагляднее отобразить процесс создания. Все станки имеются, я на них делал все операции. Видео тоже мое. Итак металл нарезан, начинаю с розеток. Листовой металл, толщиной 3мм. рублю на кружочки на гидравлическом прессе. Далее опять на прессе, штампом наносим рисунок. https://www.youtube.com/watch?v=ml0UHrGLkM4 Далее из листового металла, 4-5 мм., на гидравлическом прессе, с помощью самодельной полукруглой гильотины, рубим заготовки для листьев. https://www.youtube.com/watch?v=v4Y-6kZifqE После привариваем проволоку в качестве черенка. Обтачиваем на наждаке и делаем опять с помощью пресса центральную прожилку и боковые зубчики. Следующая операция, делаю цветочки. Плазмой из 2 мм. металла вырезаю заготовку. По центру шариком продавливаю, чтоб получился выступ. Далее рессорником набиваю фактуру. https://www.youtube.com/watch?v=pWHuYNp5MQE На листьях с помощью пресса делаем прожилки. Из квадрата на самодельном станке делаем змейку. Еще один квадрат подвергается торсировке. Станок тоже самодельный. https://www.youtube.com/watch?v=jYnLerKIRFs Далее галстук - бабочка. Не плохо смотрится в изделиях. Инструменты - плазма, наждак, рессорник и пресс. Пришла пора делать волютки. Здесь без газового горна не обошлось. Так же плазмой вырезал петушиные шпоры, обточил и приварил к волюткам. Гусиную лапку прокатал, опять же на самоделке, и крутил волютки тоже на самодельном станочке. А вот с этими розетками пришлось повозиться. Пневмомолот купил бы, да живу в частном секторе, от его стука соседи меня задолбают. Поэтому давил розетки прессом. Показываю сразу и штампы которые использовал. Для окончаний ножек были сделаны вот такие ракушки. На трубогибе гнем профильную трубу. Трубогиб опять самоделка. Сейчас самое главное. Надо все эти элементы сложить в кучу, чтоб получилось что то более менее, на что не стыдно будет смотреть. Обычно в этот период от себя всех отгоняю, чтоб не мешали и не отвлекали. В конце получилось вот это. Собираем все в кучу. Привариваем проушины для шурупов. Подумав немного, решил сделать небольшой столик. Здесь пришлось поработать мозгами, так как раньше такое не делал. Но вроде справился. Выгибаем спинку, прыгая по ней и привариваем. Из сухой сосны нарезаем досточки длиной 50 см. Фигурно вырезаем лобзиком, шлифуем, пропитываем морилкой и сверху даем пару слоев яхтного лака. Больше 2 слоев не стоит ложить, так как в жару лак может трескаться. Правда не в этом году, а через пару лет. Это мы проходили. Вроде все готово. Красим. Прикручиваем досточки. делаем из них небольшой полукруг. Так лучше смотрится. Чего то не хватает. Точно, забыл про подлокотники. Срочно делаем, шлифуем. заливаем лаком и прикручиваем. Главный заказчик. оценщик, точнее моя половинка. Она же будет покрывать скамейку патиной. У меня терпения не хватает на такую работу. Но пока эту работу сделать невозможно, к нас идут дожди. Ну и на финише покрою все, слоем яхтного лака. Длина - 210 см. Ширина сиденья - 50 см. Высота - 150 см. Вес - а кто его знает. Но больше сотни кг., это точно. Все элементы на спинке утоплены, так что спина касается только контур труб. Вроде все. Конкурсная работа № 12, Художественная номинация Конкурса сварщиков «Делаем своими руками» Генеральный спонсор конкурса Компания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года. http://websvarka.ru/images/forum/logo_armig_250_wh.png
3 балла
-
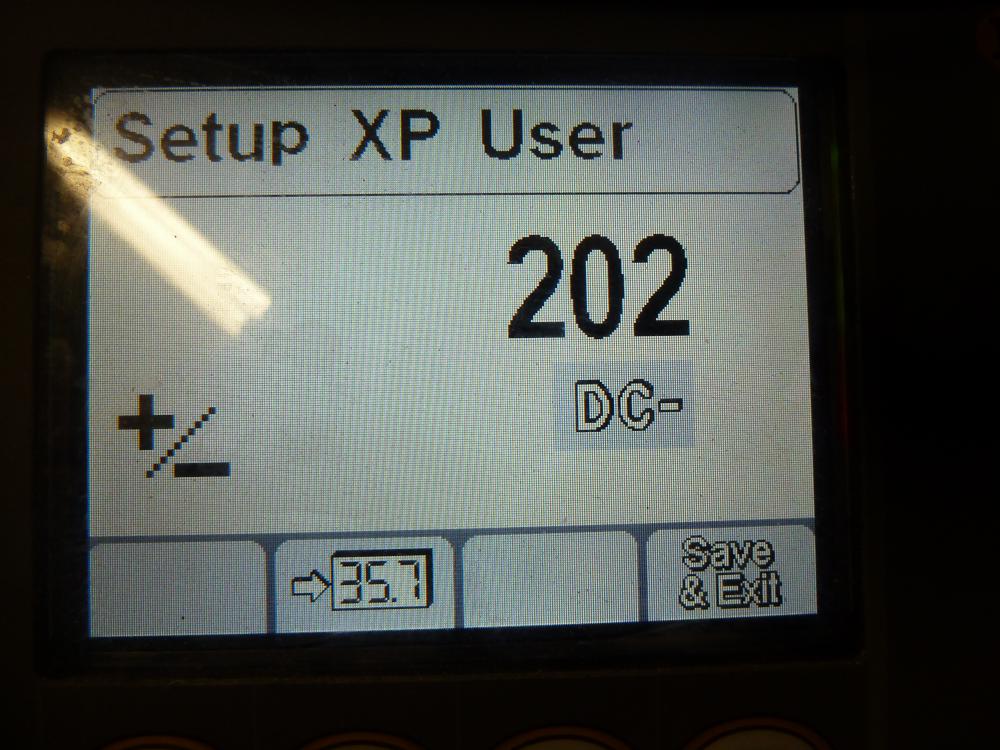
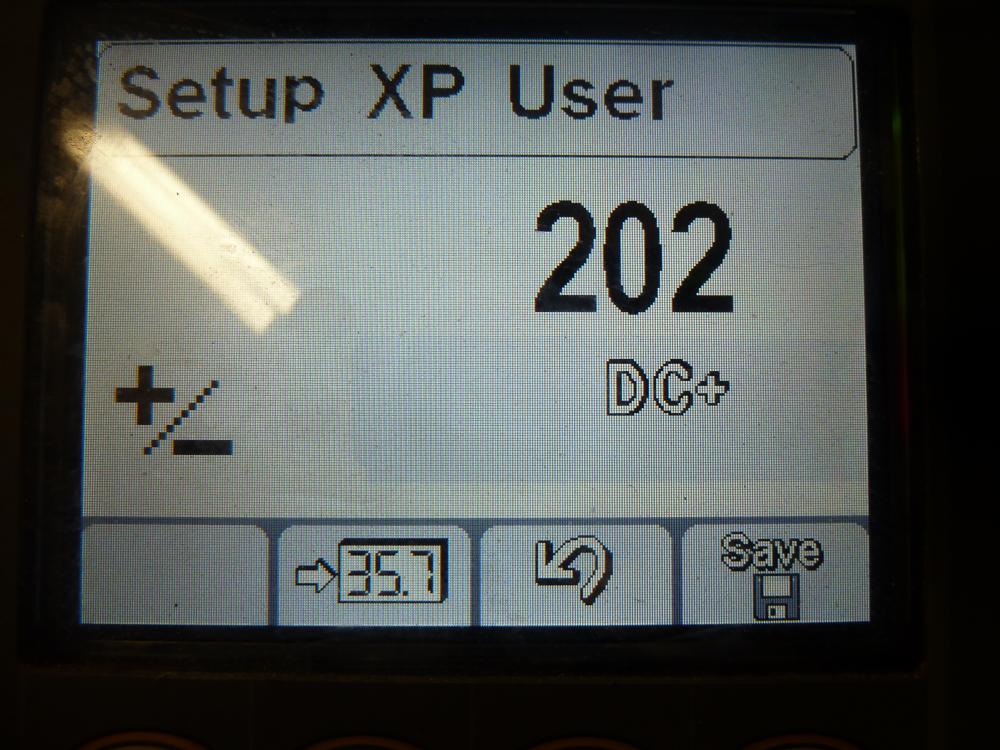
EWM если не ошибаюсь и был родителем такого режима , у разных фирм названия разные но суть одна. от Kemppi на АС токе имеет от одного до 4 ударов друг за другом , но АЛ плохо поддается сливанию и обычно верхняя пластина плавится и убегает в сторону. Присадку давлением дуги (ток высокий, на этом и стоит этот режим) просто сносит, в общем наверное можно приловчится нужны тренировки и ловли режимов. На DC токе мой оксидную пленку пробивает , но слабоват он, был бы на 350-400а или в гелии эксперименты устраивать но это зимой сейчас не то время. Видео Kemppi в режиме MicroTack на АС токе , только что то я перемудрил немного и электрод стал под конец разрушаться, но главное работа режима. http://www.youtube.com/watch?v=b9yslwYebmI
3 балла
-
Может быть... не берусь утверждать. Корпус плавкой вставки. Они издавна используются как пеналы для вольфрама, т.к. длина оптимально соответствует ГСН.3 балла
-
Очередной подопытный, хендай гетц - замена гофры
3 балла
-
@psi, надеюсь Вы понимаете, что заслуги Патона, Спасского, Алфёрова, Александрова, Королёва уже никак не влияют на деградацию развитие нашей и сопредельной науки и техники?3 балла
-
3 балла
-
у них даже Боб Марли сварщиком успел поработать
2 балла
-
Сильной рукой- уверено держать электрод!
2 балла
-
спасибо старался Вот такие еще делал.садовые с крышей 3х местные и полками может кому интересно будет
2 балла
-
Если есть тиг,то вари смело,отлично варится.Присадка тонкий нихром.2 балла
-
первое это на споте баловался=) второе удивиляет точность машины=) нержа толщина 0,5
2 балла
-
Ваши предложения по взысканию долга с... Анголы?2 балла
-
Для удаления дефектов сварных швов на промышленных предприятиях, а также для удаления прибылей и литниковых систем в отливках. В отличие от автогенной поверхностной строжки, процесс строжки угольным электродом применим практически для всех электропроводных материалов. Электрод зажимается в держателе с вылетом около 100-150 мм и по мере сгорания выдвигается из держателя. Угол наклона электрода к обрабатываемой поверхности составляет 45-60°. Скорость строжки обычно варьируется в пределах от 0,5 до 1,0 м/мин. При строжке нержавеющих сталей происходит науглероживание поверхностного слоя, поэтому во избежание потери стойкости металла к межкристаллитной коррозии необходимо механически удалять этот слой.2 балла
-
я не про то; тумблеры ведут к КМ (-100, -200, -400, без разницы), но где контакторы, там и спирали балластника. Не думаю, что тумблеры подключают витки транса. Скорее всего должен быть выпрямитель на 150 А (100% ПН) и балластный реостат.2 балла
-
Детки разряжаются, папа заряжается. Лугоая клубничка - аромат.
2 балла
-
@Sanya,Балон Ar + горелка V + любой DC истчник, не так уж дорого.2 балла
-
один из ярых укропитекских ..э.. Россие-фобных.,скажем так,сайтов укроговносми исходник http://korrespondent.net/ukraine/3539594-nuland-prybyla-s-vyzytom-v-kyev
2 балла
-
Ремонт топливного бака Volvo.
2 балла
-
Прежде чем летать,научись приземляться.
2 балла
-
Давно "руки чесались",решил сегодня опробовать обновку.Начал с " тыкания кнопок и крутилок",зарядил Св 08г2с,в синергетике и без.Потом зарядил аргон и CuSi3,в пульсе и без.Перешёл на чугун,разделка и заплавление разделки.Зачистил шов на проверку пор и несплавлений.
2 балла
-
и произвести калькуляцию... http://content-29.foto.my.mail.ru/community/vestnik_hi-tech/_groupsphoto/s-2902.jpg2 балла
-
Дождь закончился. Супруга покрыла патиной. На этом все.
2 балла
-
Автомотосервисные подработки. Врезки пламегасителей в выпускной тракт, Автоген. Мерседес-124. УАЗ-Патриот. Обе врезки осуществлялись по месту. Опыт работы в ЖКХ, однако... Мотоциклетные паззлы. Подножки всякие. Бугеля кронштейнов зеркал. Наращивание под дальнейшую обработку. Дальше-мехобработка и гальваника. Но, это-уже не моё.
2 балла
-
Прям ностальгия по радиокружку явилась http://images.vfl.ru/ii/1435238348/76958498/9122359_m.jpg2 балла
-
http://yagopnik.com/uploads/posts/2012-01/1326989541_2.jpg1 балл
-
валера1963 Все правильно написано , в этой выдержке. Хотя только этим и занимаюсь уже лет 10 варю чугунные детали , работающие длительное время при высоких температурах и пропитанные маслом и керосином .1 балл
-
Не не вы все правильно сказали Вот я когда перебои в работе были пошел на курсы от биржи труда отучился на автослесаря с дипломом 4 разряда И какие знания я получил несколько раз заводил двиг от заз без масло поэтому долго его крутить нельзя и тяпок наделал им на продажу на мои предложение что давайте займемся разборкой с последующей сборкой имевшегося зилка На что получил очень отрицательный ответ И при этом всем я автослесарь 4 разряда А если б я просто у себя чинил сам свою машину все это время получил намного больше знаний1 балл
-
Корочка нужна только чтобы на работу устраиваться в будущем, учиться хотел бы ради практики, что бы показали как и что1 балл
-
1 балл
-
Сегодня вечером опосля пробок приехал старый клиент-джипер. Надо выхлопную трубу переварить/вкарячить. После резки/подгонки (вварки удлинителя выхлопнухи) получилась такая труба: Кусок вырезали с донорской трубы. Самая веселуха в том, что этот выхлоп проходит (30 мм) под РЦС (КПП механика). Ф=54-55, S=1.2-1.5. Максимально отдалил от рамы и РЦС, собрал на прихватках, снял, проварил, потом прикрутил на место. Клиент доволен, я тоже осыпан деньгами в пределах разумного. Где гофра - пропилил трещину на 3/4 диаметра, проварил аккуратно с обратным валиком.
1 балл
-
Это точно. На это 3.5 прутка ушло, причём три крайние паяны вкруговую.
1 балл
-
сегодня воплощал свои мечты в механизьмы делаю калитку на даче, варю пока косяки - уголок 25х25х3 к трубе 40х40х2. Варил электродами 2,5 мм АНО-21 на токе 60 А. электроды не понравились - зажигаются плохо, козырят, тухнут. другие 2,5 миллиметровые, что у меня есть - монолит и китайские - гораздо лучше главная проблема - хоть и варил недлинными швами с разных сторон - все равно повело саблей после этого варил подпятники к петлям. Электроды ЛБ 3,2 мм. Ток 95А на Форсаже-161. Что сказать. Наконец я понял, что значит варить на короткой дуге. Результат для меня классные всетаки электроды, хоть точками ими и не поваришь. За качество фото извиняюсь
1 балл
-
@Nail02, а варить почему не попробовали? место удобное, металл толстый.1 балл
-
Если соответствующий БРС-не найти, то самое простое и дешёвое-вставить оконцовку газового шланга в шланг внутренним диаметром 9 мм и затянуть червячным хомутом. Соединить 9-милиметровый шланг с редуктором-вообще не проблема. Способ сей уже неоднократно опробован в деле многими моими коллегами и знакомыми. Таким способом часто удлиняют газовый шланг при работе на паровых котлах в ГРЭС и ТЭЦ.1 балл
-
И снова этаж скотовоза... Латка АМГ-ХЗ 8мм, ток 250, расход 15, сопло 7, электрод 3мм WL-20, присадка АМГ5 3мм
1 балл
-
Владимир, он (глушитель) похоже весь в дырочку и заплатки не надолго. Рассмотри вариант весь его обернуть и к боковинам (завальцовкам) приваришь и один продольный шов будет. Хорошо бы оцинковкой обернуть и CuSi3 обварить, я думаю твой новый аппарат справится с ней. На своем " драконе " катализатор отрезал и вварил трубу проволокой CuSi3
1 балл
-
Варил на видео вот это
1 балл
-
Пока тока так ссылка получилась https://vk.com/video_ext.php?oid=265771954&id=171133970&hash=f7d56ce45820b0d0&hd=2 === у меня ролик идет когда качество ставлю на 3601 балл
-
@sensor,С таким-же успехом побалуйтесь и на нержавейке- положите конец бестолковому спору...1 балл
-
На днях опробовал TIG сварку с контактным поджигом дуги. Заморочек конечно хватило, без форума и напарника горелку не запустил бы. Костяная левая рука, вентиль-забывайка, нежный вольфрам, желтые пальцы от травильной пасты дали о себе знать. Вопросы все-таки остались, на форуме не нашел (может тыкните носом). Как подобрать правильный диаметр присадочной проволоки ? А то набрал ф1,6 мм и плачу, шибко быстро плавится. Не будет ли чревато для здоровья использование вязаной перчатки для левой руки ? Для удобства подачи п/проволоки . Фотогалерею сварочными швами пополнять не стоит, но процесс закину
1 балл
-
Результат работы!
1 балл
-
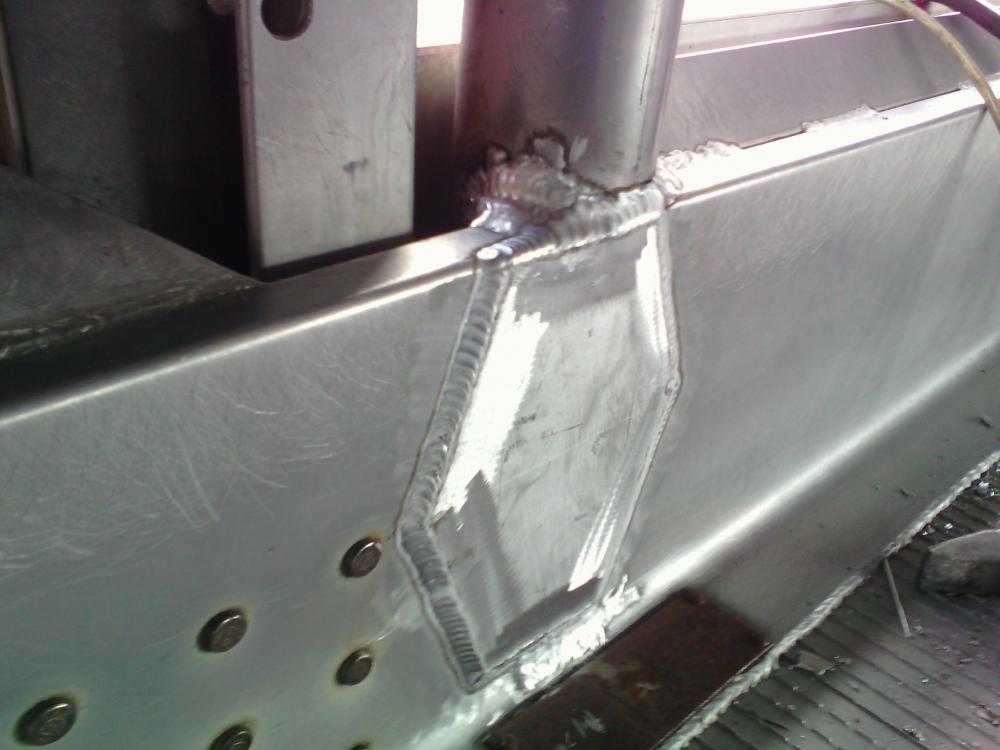
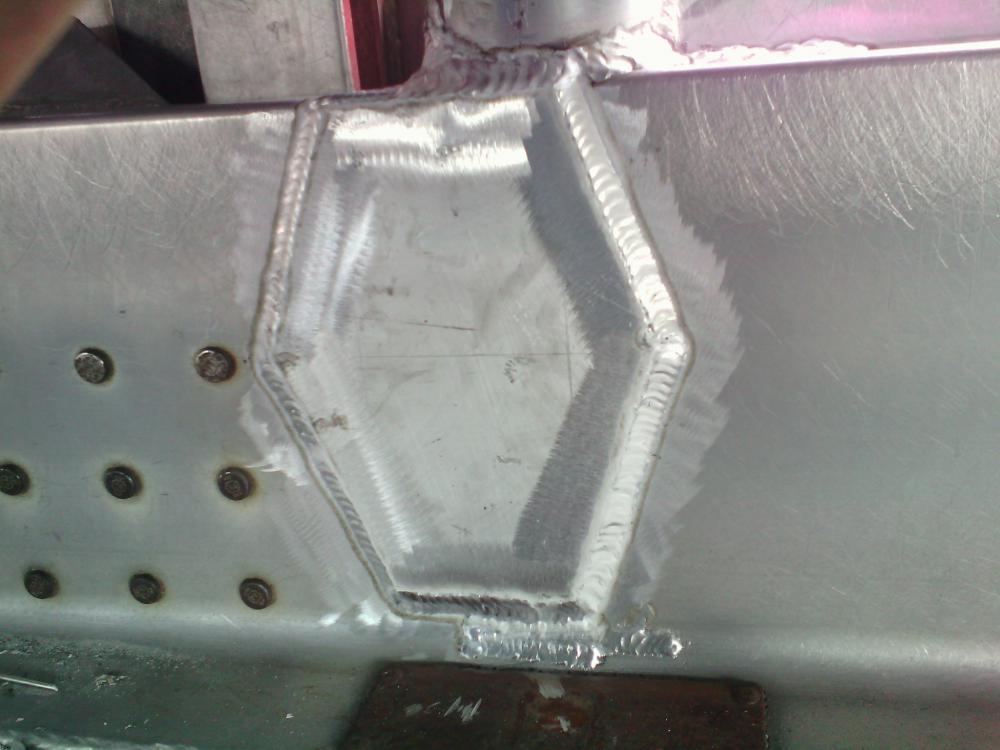
@dkapotov,Не хотел выкладывать раньше времени. На Ваше внимание представляю: Предстоит перенос передней балки рамы на 8 см.Крепления под рессоры ,двигатель,КПП и амортизаторы срезаны .Будет передняя подвеска на пружинах,задняя рессорная , но с Уаза-452.По поводу Ваших сомнений (точного инженерного расчёта) могу выложить формулу расчёта рамы на нагрузки. Я думаю ,что к таким делам надо подходить с умом,и будет вам удача.Заготовка под проект:
1 балл