Лидеры




Популярный контент
Показан контент с высокой репутацией 29.05.2015 во всех областях
-
Упоры для ног возле кресла в парикмахерской.
 19 баллов
19 баллов -
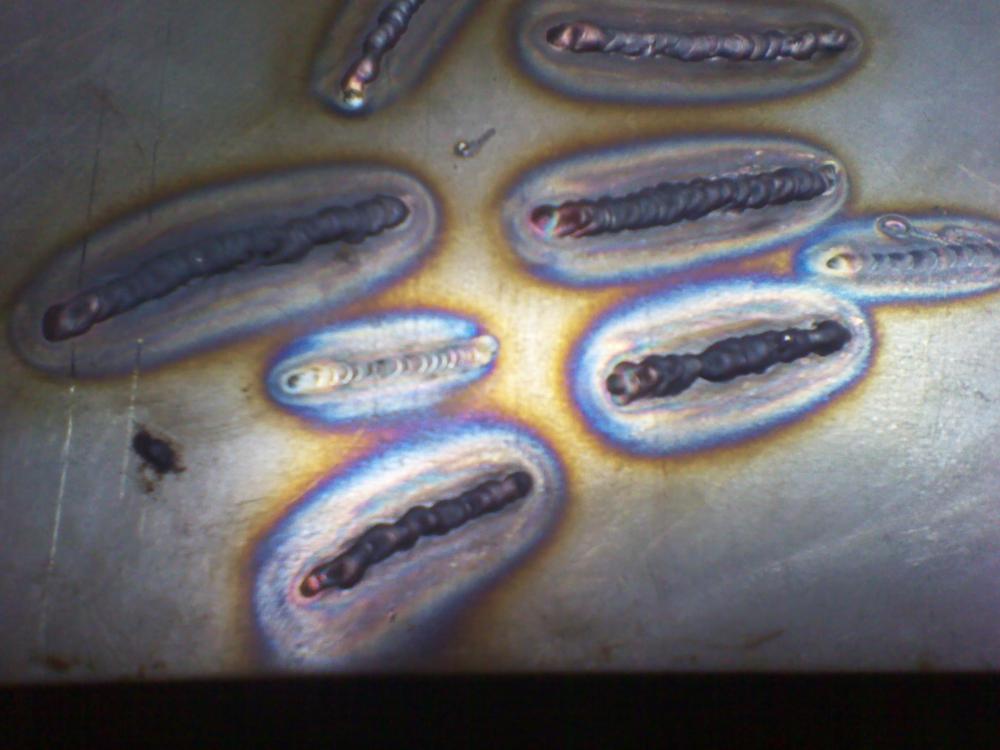
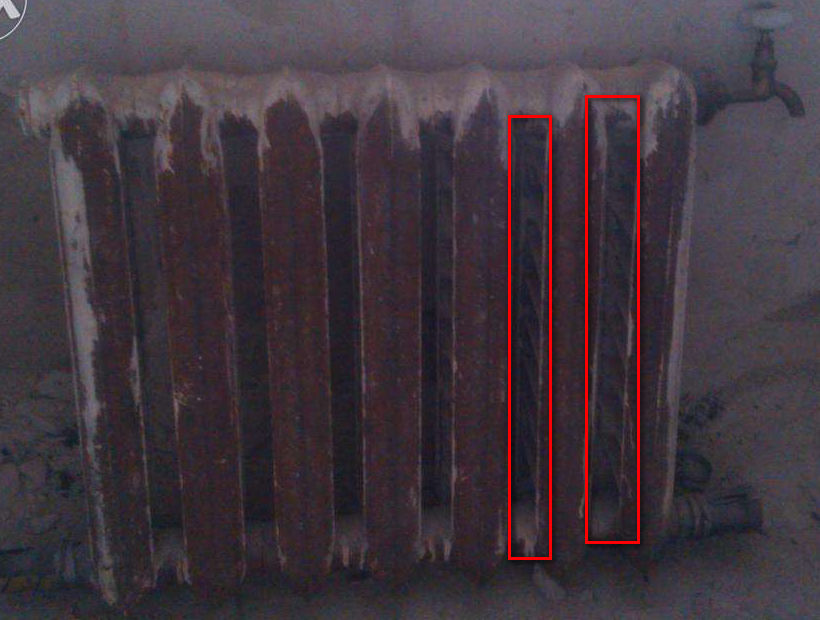
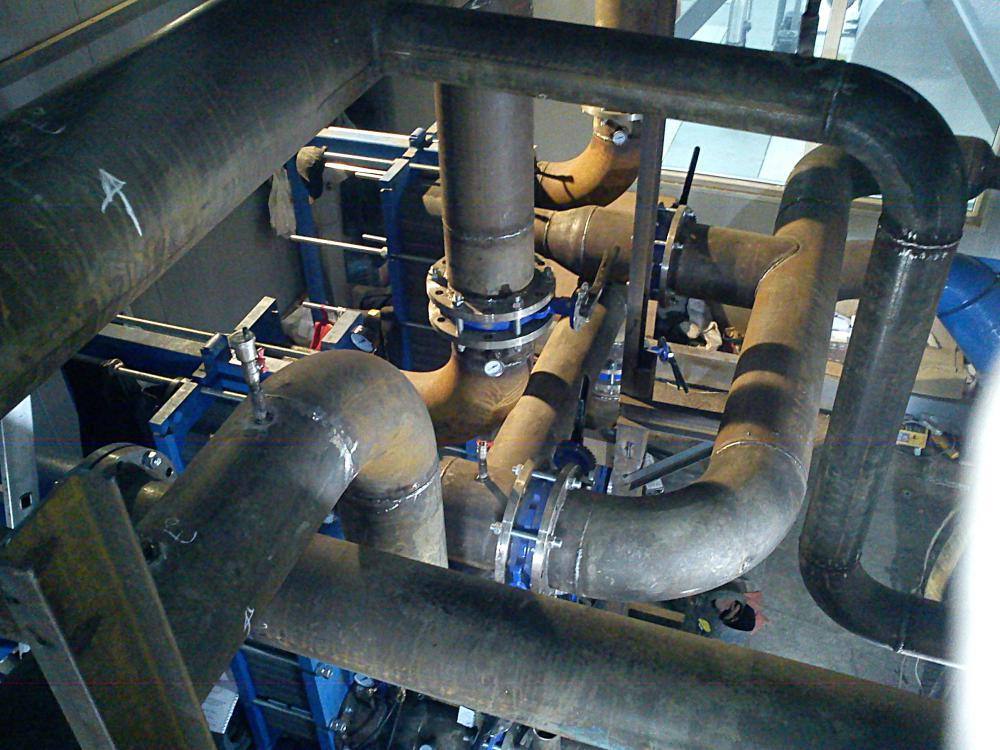
Сварка отопления жилого одноэтажного многоквартирного дома, восстанавливаемого после пожара. Эрзац-теплоузел. Согласование подключения-процесс не быстрый. Поэтому врезки повисли в воздухе. В прямом и переносном смысле... Лежаки и радиаторы. Нырки перед порогами. Обилие вилюшек красноречиво говорит о том, что в прежние времена вопросом единого уровня полов в разных квартирах и совпадением плоскостей стен никто особо не заморачивался. Мелкие автосервисные калымчики. Особенно забавно брать в руки аргонную горелку после нескольких дней перетаскивания чугунных радиаторов. Ну да ладно, голод-не тётка. Сварка топливных трубок от дизеля Хино. РАДС Корень-своим телом, заполнение-с присадкой Св-08Г2С ф 1,2 мм. И так-шесть раз подряд. Те же аппаратурщики подкинули корпус ТНВД на переделку. Лопнувшие посадочное место сальника и ухо крепления уже пытались варить. Переделал. И напоследок-чугунный коллектор от Мерседеса. Прибыл с жалобами на трещины. Разделал. Заварил ПАНЧем в аргоне. Обратный валик, точнее, его часть. Глубже-объектив не лезет.
17 баллов
-
Самодельная циркулярная пила, года 3 кочевала без столика.
17 баллов
-
Добавлено 1 июня: Правила конкурса сварщиков «Делаем своими руками» Полезные ссылки: Результаты КонкурсаПравила КонкурсаРаздел Конкурса на форумеТехническая номинация (обзор всех работ)Художественная номинация (обзор всех работ) Поздравляем с Днем сварщика! В этот день Вебсварка рада анонсировать Конкурс сварщиков «Делаем своими руками», который начнется 1 июня и продлится все лето. Лето 2015 будет жарким! Призовой фонд Конкурса составляет 300 000 руб.* http://websvarka.ru/images/forum/konkurs-2-anons.jpg Генеральный спонсор Конкурса Группа компаний «Армиг» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года. http://websvarka.ru/images/forum/logo_armig_250_yellow2.png Организатор Конкурса Вебсварка — форум сварщиков. http://websvarka.ru/images/forum/logo_websvarka_250_wt2.png Зарегистрируйтесь на форуме Вебсварка, чтобы принять непосредственное участие в Конкурсе.Подпишитесь на раздел форума о конкурсе и вы точно не пропустите ничего важного.Расскажите о предстоящем Конкурсе на тематических площадках. Больше участников — интереснее Конкурс.Приглашаем к сотрудничеству информационных партнеров. По всем вопросам пишите на info@websvarka.ru* - В денежном эквиваленте по среднерозничным ценам на день публикации анонса.15 баллов
-
Только после мойки
13 баллов
-
вот решил выложить работу,попросили как говорится сделать нужно вчера,из всех приспособ было тока 2 струбцины и поддон неизвестно от чего и ящик кхе кхе *шпальников*,вальцов не было делать пришлось по старинке,болгарка теперь мне будет снится явно пару дней, труба 20х20х1,5,патроны 2ка,ушло времени 14 часов типо шпальнички
12 баллов
-
Наверное пришло время подытожить короткое знакомство с Торусом. Некоторые аплодировали упаковке из досок в которой пришел аппарат. Это платная услуга транспортников, а не бесплатная от производителя. О дизайне аппарата можно говорить только если согласиться с тем, что отсутствие такового тоже дизайн. Корпус металлический без изысков и излишеств. Удобство органов управления не на высоте и для рабочего в крагах сомнительно. Дисплея из за козырька не видно с возвышения как и других органов управления, по этому контролировать состояние аппарата без посторонней помощи сложно. В виду того что аппарат при включении в сеть имеет все признаки работающего, это вводит в заблуждение. Положения тумблера не видно сверху, а лампочка перегрева видна в зависимости от освещения. К такому положению дел нужно привыкать. А то включишь в розетку, загудел. Поднимешься на леса, а он не варит, забыл тумблер щелкнуть. Нюанс с розеткой так же накладывает свои трудности на эксплуатацию. При сварке на малых токах достаточно вилки на 16А, при сварке на больших токах нужна силовая розетка. И как я уже писал выше что на длинную переноску 380 вольт которая тянет мощное оборудование, Торус подключить без геморроя нельзя. Придется нагружать более тонкий ноль и иметь потери из за его сечения. А значит лучше иметь свою переноску которую лучше всего подключать прямо в силовой щит на фазу и общий ноль. Тем более что видов силовых розеток сейчас превеликое множество. При работе на новом месте лучше иметь свою. Да плюс еще изготавливать переходник из силовой мамы+ обычная вилка. Что бы на малых токах в обычные розетки втыкаться. Там где кроме них больше нет доступа ни к чему, либо в генератор. В общем подумать придется как его питать в зависимости от условий работы. Лично для меня слово промышленность стойко ассоциируется с трехфазной сетью. Можно было и аппарат под нее сделать по примеру Гипертермовских резаков. Подключил 220В нижний диапазон токов, подключил 380В – полный диапазон. Идея фикс с работой аппарата после выключения тумблера так же сомнительна. Сколько должен работать аппарат после нагрузки, что бы остыть? Почему тогда не сделать, что бы он сам выключался, когда посчитает нужным электроника. Что бы уж точно знать когда из розетки провод питания вынимать. На предприятии дядя Вася в пять его потушит по любому. Потому что в пол пятого закончить варить , что б дать аппарату остыть, ему то же никто не даст. По сварке. Преимуществ перед другими рядовыми инверторами лично я у Торуса не выявил. Дуга не идеальна но и особых претензий к ней нет. Разве что комфортнее всего варить на короткой дуге Торусом. Учиться варить на нем по моему мнению будет трудновато. Помню сам себя когда казалось что если обмазкой на металл электрод положу – будет дырка. Количество брызг как у большинства, качество шва так же. Зажигание без претензий. Варит себе и варит. Уникального ничего. Вес и размер впечатляют, но только как достижении производителя. Сам никогда по этим параметрам аппараты не выбирал. Нося на себе не варю, пешим порядком инструмент не перемещаю на дальние расстояния. Если высокий ток не нужен есть куча более легких и дешевых аппаратов. Если нужен то аппарат таскать нужды не возникает. Применяют длинные кишки, так и удобнее и аппарат из под ног можно убрать в безопасное место. На монтаже металлоконструкций, где лично я вижу его с его возможностями, рядом такой не поставишь. Переносить его там где сам на одной ноге стоишь, все время закреплять от падения мало кто будет. Ушатать легко. В целом аппарат, хороший, рабочая лошадка. Четверкой вообще шпарить не выпуская держака из рук можно. Кому то может нужно именно это. В конце концов каждый сам подстраивает и выбирает инструмент под себя. Сварочный аппарат это не только голый источник. Если бы лично я выбирал себе инвертор в этом диапазоне мощности то скорее всего купил бы такой http://www.esva.ru/prodinfo.php/cPath/1_153/products_id/641 Пусть на 50А ток ниже, зато получаешь в замен набор полезных функций. Если бы начальство мне его( Торус) принесло, не огорчился бы ни сколько. Ну а кого за цену Торуса устраивают его достоинства и недостатки – где взять знают. Ну и обещанное видео с пятеркой. Палил пока держак не загорелся. Сдюжил Торус. Лично я по работе так бы его никогда не нагрузил. В промышленности не знаю, я дикий «сварщик» https://youtu.be/JbD-R3spiYM К стати обратили внимание Саня воздух трогает сзади и спереди. Сзади вентилятор тоже выбрасывает воздух по периметру. Ну а в центре всасывает. Поэтому как я писал раньше на решетку легкий мусор присасывает.8 баллов
-
Всех кто варит железяки, В положеньях разных всяких. На жаре и на морозе, Лежа, стоя, в сложной позе. Поздравляю с днем сварного Счастья всем и денег много! Alexzzzz с днем рождения!7 баллов
-
Металл варить — нелёгкая работа: На высоте, на море, под землёй… Под силу тем, чья гордая порода С умом холодным, крепкою бронёй. Аргона плазма режет, плавит… Жарко! Рождая искры в огненном жерле, Накалом сталь соединяет #сварка, Дуги струя в вольфрамовой игле. Хватило б сил и пламенного сердца Её напор умело обуздать. Огонь в руках: держать и не обжечься! Тут ловкость мастера, привычка, стать! Сберечь глаза от ультрафиолета — Тех самых «зайчиков» и, не спеша: Ровнее шов, немножечко секрета... Под маской #сварщик — тонкая душа. С вебсварки Вконтакте.7 баллов
-
С Днём сварщика!
7 баллов
-
День сварщика в России Все сварщики страны отмечают свой праздник в последнюю пятницу мая . Все сварщики страны отмечают свой праздник в последнюю пятницу мая, накануне лета, когда сварочные работы идут наиболее интенсивно. Эта дата официально не утверждена, однако имеет уже довольно долгую историю — ее празднуют с начала 90-х годов 20 века. Сама же профессия сварщика появилась еще раньше. Временем ее возникновения можно считать 1802 год, когда русский ученый Василий Петров открыл эффект электрической дуги, при котором между двумя угольными электродами создается высокая температура, позволяющая плавить металл. Вскоре это открытие нашло практическое применение — так появилась электрическая сварка. Любопытно, что сварщики очень быстро осознали свою профессиональную общность: еще в 19 веке они организовали в Петербурге «Русское товарищество электрической обработки металлов». Сегодня без сварки не обходится ни одна отрасль производства, ведь современный мир — это мир металла. Особенно эта профессия востребована в строительстве, автопроме, добывающих отраслях. К тому же, помимо электрической сварки, на современном этапе существует масса других разновидностей сварки, каждой из которых соответствует определенная специализация сварщика. Всех причастных с Праздником!7 баллов
-
Изготовил быстросъёмное крепление лебёдки,вездеход Тингер.
6 баллов
-
Всем - уверенного поджига и мягкой (или жесткой - кому что нравится))) дуги! Да не ослабнет держак в ваших руках! Да не подведет вас аппарат! И чтобы работы, и соответственно денег, всегда было в достатке! Здоровья и мирного неба над головой! УРА!6 баллов
-
Подкину симпатишностей и эстетишностей.
6 баллов
-
У меня даже жена и сын сказали -поведут папу в кафе на пиво (я выпал в осадок))5 баллов
-
И так! Вот что я умею за 2 дня кратковременных тренировок Начал с алюма. Черные пятна это мои косяки. Подавать присадку еще не научился. Металл около 1,5мм, поэтому сразу валик вроде неплох, а затем начинает проваливаться. Понял что это еще для меня рано. Надо больше сноровки и перешел на чернягу. После п/а и рдс трудновато подобрать нужные токи. Не везде есть хороший провар. Ну и сегодня решил попробовать что же выйдет с нержей. Кусок еще советский - не магнититься. Марку не знаю, да и в принципе присадка у меня только 308я. Сразу пробовал просто поводить горелкой. Вроде даже и шов красивый по цвету выходил. А вот с присадкой беда - шов не блестит... Сопло 6, токи пробовал от 25 до 60, газ на щеку, металл 2,5мм, присадка ф2. Жду приговоров и советов, в какую сторону ровнять мои кривые руки?
5 баллов
-
Вот это мурчалка http://www.youtube.com/watch?v=1wguJAvYaAI5 баллов
-
@Andrew, специально день выбрал=)5 баллов
-
Пару-лет как приспособил гаджет: срабатывает даже через чур стабильно.
5 баллов
-
5 баллов
-
Фланец приваренный УОНИИ 13/55 неповоротный, в этом положении и варился. То есть да, это перед вами вертикал:
5 баллов
-
Приятно когда красиво состыковано. Труба 320-я
5 баллов
-
А я вот запилил амперметр из нержи, для измерения настоящих ампер у сварочников, правда только до 200А. и вольтметр переделанный с 250В. до 25В. как найду номальный, сразу его и поставлю, ну а пока то, что есть.
5 баллов
-
Вот - как будто специально звезды легли - рабочий день закончен... И все, что нужно для праздника, готово!
4 балла
-
Можно узнать что вы подразумеваете под аббривиатурой "ТС" Если это " Топик Стартер" , а в данной теме это я . То уж звиняйте, бананьев у нас нема. Стендов и балластников отродясь не имели. По моемуммнению аппараты стоит делить так. Первая категория для уважающего себя руководства. Вторая категория для уважающего себя частного владельца. Третья соответственно для неуважающего себя руководства. Четвертая для неуважающего себя частного владельца. Пятая для бытовых нужд. Так вот первая категория это брендовое оборудование с вменяемым сервисом и обеспечением. Не дешовое. Вторая то же оборудование в том числе и меньшей мощности. Плюс малораскрученное надежность которого подтверждена реальными людьми на нем работающими. Третья как раз то что лучше всех на свете но стоит в силу альтруизма производителей в разы дешевле))) Четвертая , дешевая хрень с замахом на надежность и качество. Пятая все остальное. Так вот. Профессионализм - это совокупность знаний и умений человека а так же возможностей используемого оборудования. Мне хоть Лорха дай, я катушку под просвет не заварю. Но и мало найдется спецов, которые с " дачником" на трубу пойдут. Каждый знает что он может, каждый реально оценивает свои возможности и задачи. Если передомной встанет вопрос о сварке в аргоне я не стану присобачивать вентильную горелку к имеющемуся инвертору. Я куплю Гроверс или WTL. Потому что хочу научиться и иметь результат. Выше была высказана мысль что Торусу мол форсаж не нужен. Ну да, зачем, с ним сила земли и высь небес. Осталось только сертификат от РПЦ получить. И если что то вот профессиональный сварочный инвертор на 250 ампер - http://www.tiberis.ru/collections/esab-svarochnye-invertory/products/esab-caddy-arc-251i-a32-a34 И да, он на 380, не догадываетесь почему?4 балла
-
4 балла
-
Спасибо большое мужики! Много работы, и я совсем забросил наш форум. Надеюсь вскоре все придет в норму. Всем удачи!3 балла
-
С праздником, сварные! У меня же Пятница.3 балла
-
Есть система личных сообщений, Будьте так любезны ею воспользоваться. Вот заходит новичок по сварке и читает ваш бред вместо учений по сварке. Дмитрий, завязывай свой флуд, не смешно уже. Все флудеры не в бане только в честь праздника. ОК.3 балла
-
@AMBIVERT42,
3 балла
-
С Днем!!! Творческих успехов,крепкого здоровья!!!Цыгане уже тут!!!Пляшут все!!!http://www.youtube.com/watch?feature=player_detailpage&v=tfA9fnF-2EQ http://www.youtube.com/watch?feature=player_detailpage&v=B5oyppOiBSs http://www.youtube.com/watch?feature=player_detailpage&v=SbZJQCRuL9I http://www.youtube.com/watch?feature=player_detailpage&v=YM3vfqryTe43 балла
-
Ой , теперь нужно думать что предоставить на конкурс . Сама работа и качество играют большую роль , но сложность выполнения , а самое главное идея (задумка)тоже не маловажно.3 балла
-
Рюмашечку, за Ваше здоровье !3 балла
-
РДС. Электроды LB52U.Корень 2,5 мм.Ток 65А.Облицовка 3,2мм. Ток 110А.
3 балла
-
@gmail, http://websvarka.ru/talk/topic/4804-pomogite-vybrat-invertor/page-1. Аж 68 страниц, читай-нехочу.3 балла
-
Установил на место пусть радует хозяев своим жаром!!!!
3 балла
-
Николаев "Сварка в машиностроении" том 2,там вся технология расписана,так же гляньте руководящие документы на подобие этого http://files.stroyinf.ru/Data2/1/4293821/4293821766.htm3 балла
-
Виды из под потолка:
3 балла
-
Этот вопрос, с некоторой периодичностью, задают на нашем и не только форумах, а потому, чтобы не плодить однотипные ответы, я решился на создание этой, основанной на собственном скромном опыте и навыках, темы. В данном случае мы рассмотрим ручную дуговую сварку допускных катушек ручной дуговой сваркой электродами с основным покрытием. Не нужно бояться пробовать. Под просвет трубы варят не боги и не маги, а такие же смертные, как и мы с вами. Мандраж, который часто сопутствует сдаче допускных стыков не только наносит удар здоровью и душевному равновесию, но часто является основной причиной некрасивых результатов. Понятно, что это важно, это ваша репутация и хлеб, но всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо. Сейчас, как и во множестве других решающих моментов, нам нужна светлая голова и твёрдые руки. Катушки чистим от ржавчины, масла, задиров, заусенцев. Выводим притупление 1,5-2,5 мм (на толщине стенки 3 мм и меньше фаску не делаем). Выставляем зазор 2-3 мм (больше толщина стенки -- шире зазор), обычно берётся толщина металлического стержня электрода, оббитый электрод зачастую и выступает в качестве зазорника. Выставляем ток 50-60 А (на выносном пульте инвертора Кемппи это троечка) и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем варить. Прихватываем катушки между собой с соблюдением технологических требований. Закрепляем заготовку в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки. Проверьте, что кабель ни за что не цепляется, что вы на него не наступили, что маска надёжно сидит на голове, опустите и подымите её (маску, а не голову) что светофильтр как раз напротив ваших глаз и обеспечивает хороший обзор. Военная хитрость. Если над душой не стоит проверяющий, разверните катушку вниз самой длинной прихваткой, на ней вы разожжёте дугу и с неё же поведёте корень. В ином случае не мудрите. Корень. Определяем самую нижнюю точку трубы, запоминаем по какой-нибудь рядом прилипшей козявке или пятнышку и зажигаем дугу чуть дальше от этого места (10-30 мм). Господа сантехники! Не нужно зажигать и гасить электрод с тела трубы! Исключительно и обязательно с поверхности фаски , либо её внешнего края! На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода добиваемся горения дуги внутри трубы с формированием обратного валика, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козырятся”, в этом случае останавливаемся и делаем “заход”. Если дуга горит исключительно наружу (это вы тоже заметите), значит у вас стянуло кромки (на жаргоне "слепой стык". Зачастую его можно проплавить на бо́льшем токе, но лучше прорежьте. Косячный электрод откладываем и берём другой. Не нужно их экономить, если образец не пройдёт контроль, вы будете готовы отдать не одну пачку за пересдачу, но будет поздно. Горячий корень шва не должен провисать соплёй; если это происходит, то либо ток чрезмерно большой, либо вы излишне медлительны. Выводя на положение приблизительно 40 минут (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование держака чтобы на максимально низком токе обеспечить горение дуги, “шустрите”. Выводя на 50 минут желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны. Прихватки по мере продвижения дуги лучше полностью срезать (с требуемой развальцовкой кромок). В этом случае вы получите максимально ровный обратный валик. Выходя с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод. Заполнение. Заполнение, это просто. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться болгаркой с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное, не переоценить свои возможности. Да, LB позволяет набрать “жирную” ванну, но, при перегреве металла(который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, (“сыр”) которые в худшем случае останутся незамеченными, а значит, неисправленными. Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их болгаркой до полной вышлифовки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал. Облицовка. Облицовка всегда на виду, зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно выдержать ровный, максимально гладкий шов (как яичко, говорят деды), некоторым образом это ваше лицо. Опять же, принимаем максимально удобное положение (катушку сложнее варить ещё и тем, что её не очень то удобно обнять, как обычную трубу небольшого диаметра, надёжно зафиксировав самого себя относительно стыка) максимально группируемся, используя доступную точку опоры, нас не должно болтать и потряхивать в мышечном напряжении. И забываем про весь окружающий мир, с этого момента ты робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и подрачивания, выписывания замысловатых фигулин и вывода дуги вверх по кромкам. Варите как автомат, как запрограммированный механизм, придерживая на кромках на небольшое мгновение, достаточное для оплавки и недопущения подреза, не забывайте что середина шва не должна проваливаться, обеспечивая равномерное усиление валика по всей длине; при должном заполнении, оно само получается как надо. Не уводите чересчур электрод от ванны, но и не царапайте её обмазкой (в этом случае остаются непривлекательные, похожие на дефекты следы). В отличии от корня, где мы выводим кончик электрода самую малость выше наплавки, здесь мы непосредственно держим дугу в сварочной ванне. Если появляется излишняя чешуйчатость, попробуйте прибавить ток. Понемногу, без фанатизма, не допускайте наплывов. Выводим на нижнее положение (верхняя точка) и, на завершении секунду-две держим горящий электрод в одной точке и гасим дугу выводя её чуть вперёд (не на тело трубы). У нас должна образоваться ровненькая неприметная блямбочка без кратера. Обив шлак снимаем зачистным кругом "замки" (как правило, в месте зажигания электрода получаются небольшие утолщения), аккуратно их закругляя, и сбиваем брызги. Чистить околошовную зону допустимо только металлической щёткой. Также смотрим образовавшийся обратный валик. Радуемся полученному результату или делаем выводы. Очень рад буду, если уважаемые коллеги сварщики дополнят или поправят меня в комментариях. И напоследок, немаловажный совет новичкам. Без практики ничего не выйдет. Тренируйтесь. Варите катушки снова и снова. Научитесь чувствовать металл, его поведение при сварке, предугадывать все возможные нюансы. «Не получается только у тех, кто ничего не делает». Успеха!2 балла
-
Курьёзная наземная и остальная техника.2 балла
-
@saper24,Сергей поздравляю. @Alexzzzz,С Днём Рождения!2 балла
-
http://f5.s.qip.ru/IA4wMB9Q.png http://f5.s.qip.ru/IA4wMB9R.png2 балла
-
Осторожненько так... Дима, ИМХО, тянет на перл...2 балла
-
Точно! Alexzzzz с Днем рождения!2 балла
-
Я про то и говорю, не важно какой у вас, главное куда вы его воткнёте.2 балла
-
На картинке "сущность способа" обмазка выгорела выше стержня электрода, шов получается ниже чем основной метал. Это как-то нелепо весьма. Вот так и то лучше: http://www.dmz-karpaty.com/blog/wp-content/uploads/2014/07/ris-1.jpg И что важно для начинающих -- длина дуги на таких картинках слишком велика. Просто запредельно. Не, я понимаю, показано схематично, но новичок именно так и воспринимает, длина дуги -- около сантиметра. На самом деле от двух до четырёх миллиметров, и ещё надо учесть, что из этих миллиметров, два закрыты обмазкой электрода. То есть ведём краем обмазки по металлу. Стержень выгорает вглубь обмазки, и не надо бояться касаться обмазкой металла.2 балла
-
Та же насосная группа, вид сверху:
2 балла
-
Насосная группа ввода: А это моя маска лежит. А под ней шапочка:
2 балла
-
Вот они на своём месте (сверху):
2 балла
-
Почему какой-то зачуханный Патон есть, а СЭЛМы нет?2 балла