Лидеры




Популярный контент
Показан контент с высокой репутацией 17.03.2015 в Сообщения
-
аааа вот и снова про камаз,вчера опять энтот камаз поехал на перегон и где то там застрял гад,его вояки дёрнули УРАГАНОМ,в итоге свернули причиндал для фаркопа,вот результат, хотя данная приблуда не разрешенаааа,но нашему начальству абсолютно по барабану,кто то скажет поставить фаркоп выше тогда придётся переделывать дышло на саке- а это не выход,потому как сак и на зил и на мтз и на газоны цепляют
 6 баллов
6 баллов -
Здравствуйте. Изготовили очередной костюм по индивидуальному заказу местному участнику. В основе - усиленный костюм сварщика. Плюс дополнения по карманам на брюках, рукавах куртки. А также резинка сзади на куртке и манжеты на рукавах.
6 баллов
-
Закончили ремонт оси прицепа
6 баллов
-
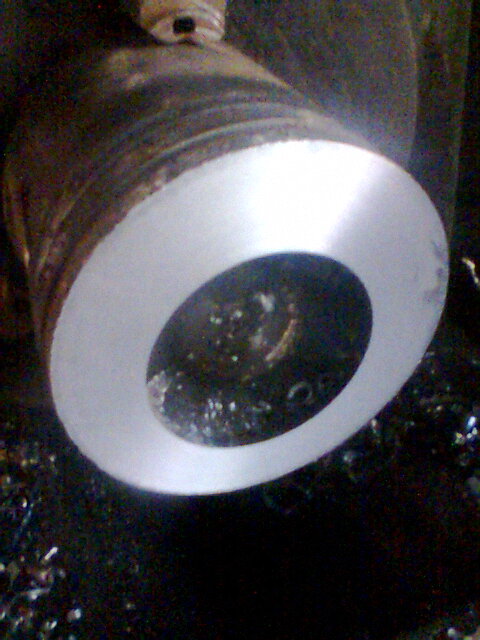
Кое какие фото с работы. Токарка, пальцы на фронтальный погрузчик Резка кислородом Трубу варю Три обломыша Немного полуавтоматил
5 баллов
-
P.S. Просьба всякие ассоциации прекратить.
4 балла
-
Первоначальный образец. КБ "Буран".Сейчас не используется.Собрал назад,чтобы сделать фото."стояночное" и "транспортное" положение.И подставка под аргон.
4 балла
-
Ещё не много...
4 балла
-
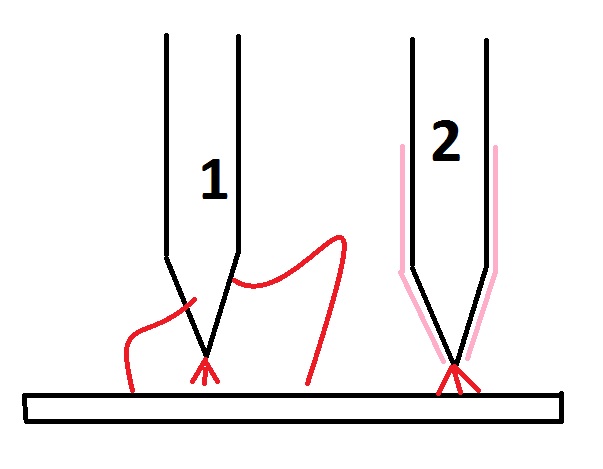
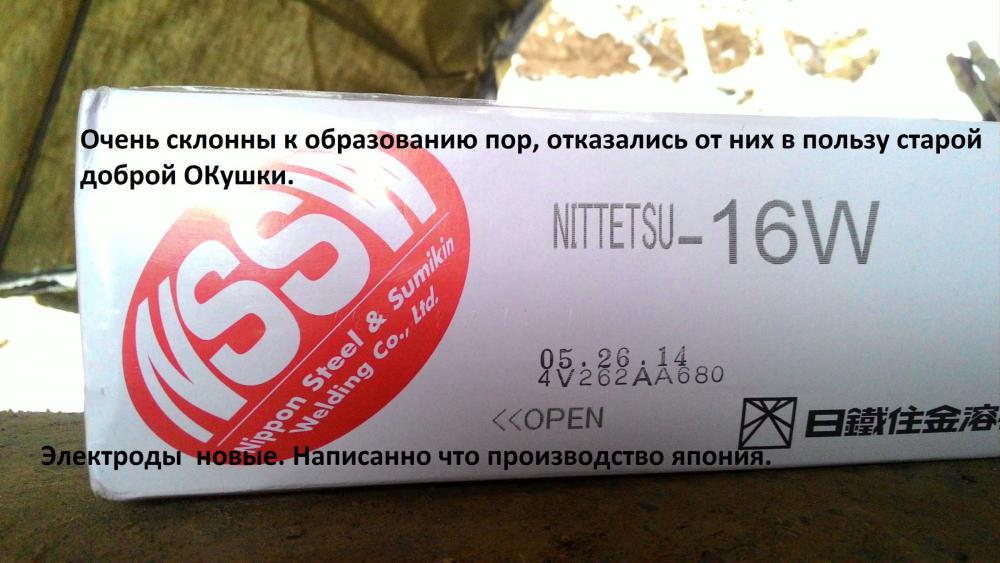
Продырявить сможет и та и эта. Проблема в том что маломощная АС дуга любит гулять по электроду, может стрелять не скончика а гораздо выше при этом изгибаясь и бегая по детали, и не всегда даже помогают электроды меньшего диаметра. А высокая частота способствует концентрации дуги на кончике электрода. Многое конечно от аппарата зависит, на моем АС ток просто на высоте в любом режиме, а DC ток хорош , но немного какой то пушистый по сравнению с вот этим аппаратиком из 90х годов но он только DС ток выдает, в этом наверное его и преимущество. Вообще раньше без балансов и частот варили тонкое и очень тонкое. Применяли всякие ухищрения, вот например для малых АС токов, чтобы дуга не бегала вверх по электроду на него надевали на кончик одноразовый керамический колпачок (как в авто свече центральный электрод ), вот примерно нарисовал. На ТИР315 стабилизация тока переходящего через ноль работала четко и дуга всегда на кончике была, не гуляла.
3 балла
-
@Сусанин, Трещину разделал и сварил сразу три тела, вставку и обе половинки. А труба это как накладка для усиления шва только стоит внутри.2 балла
-
Не получится,процесс творческий,требует основательного подхода. Ремонт дверных шарниров,задним стойкам дверей кирдык,задние колёсные арки нуждаются в ремонте.Под передними крыльями, боковая стенка"лодки" сгнила.2 балла
-
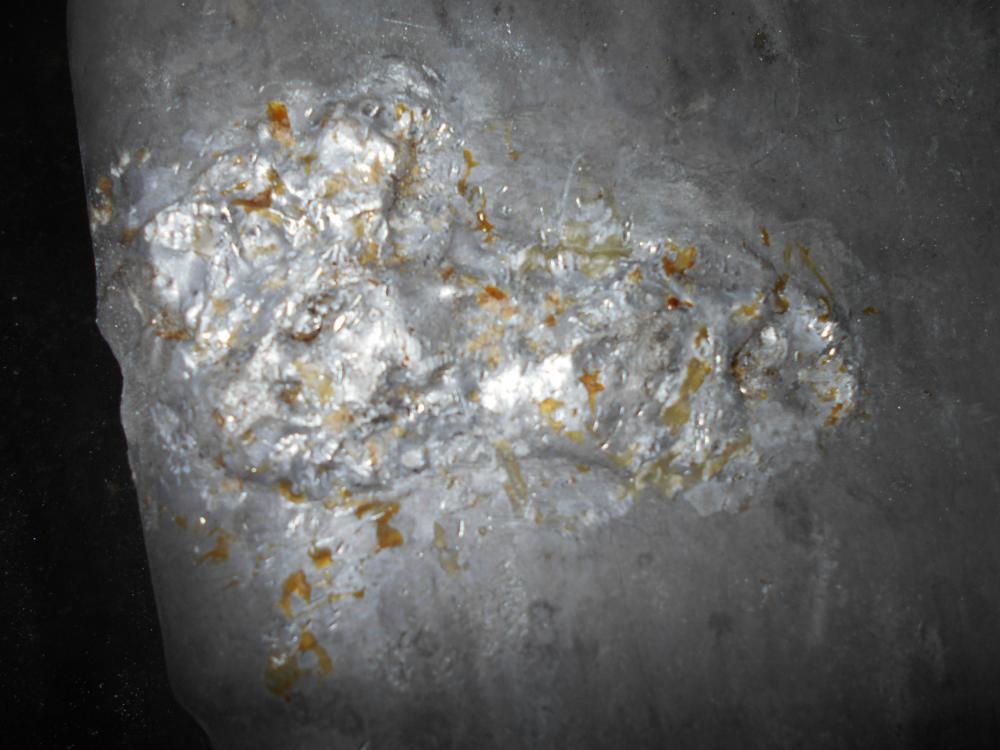
Колокол чугун фот его давал выше Сильно не бейте . Шов помеченый черным маркером это кто то до меня варил электродом.
2 балла
-
http://s00.yaplakal.com/pics/pics_preview/2/1/0/5052012.jpg2 балла
-
Двое из "заходящих только покушать". Сейчас у них особенно много дел.Дерутся(между собой редко), метят территорию,"поют песни","опыляют" соседских кошек
2 балла
-
2 балла
-
Вот это удар ! http://www.youtube.com/watch?v=Fa6sCwSaW3o http://www.youtube.com/watch?v=G35VxCL2MhY2 балла
-
Двое из"банды" . Кошка, домашнее "погоняло"-триколор,спит на ресивере,мешает переключать телевизор супруге,конфликтуют по этому поводу,кошка всегда отмалчивается, кот Басик-пытается приветствовать участников Вебсварки-лашет лапой
2 балла
-
Если в вашем городе нет перспективных мест работы а на вахты или переезд вы неготовы или работать ради того что бы была хоть какая работа то наверное не стоит! Заметь многие здесь сварщики стараются работать на себя или подрабатывают(калымят),это явно не от хорошей сытой жизни! PS:Сейчас на ранке труда всё больше востребованы станочники,отчасти от того что на 2-5 сварщиков на производстве приходится 10-ок фрезеровщиков,пол-100 токарей,и т.д.(большой% специалистов в среднем или предпенсионном возрасте).От всё этого и большего дефицита по этим специальностям их зарплаты начинают опережать зарплаты сварщиков.2 балла
-
"Сваял" телегу из трубок от навеса, колеса от старой стиралки. Наскоро, буду доделывать.Хочу с другой стороны закрыть сеткой от камазовского воздушного фильтра,типа защита от брыгз металла.Прожектор, свет как у паровоза.Профильная труба была, не стал использовать хотелось полегче конструкцию, так как для баллона уже сварил тележку, выложу в ближайшее время
1 балл
-
Дуговая сварка не рекомендуется
1 балл
-
На подножке была отломлена "шпора"(давно, не мной).Изготавливаем(катанка 6мм),зачищаем, привариваем,вуаля.Покрашу завтра вместе с подножкой.
1 балл
-
Сегодня решил поварить П\А, сварил конструкцию которую можно использовать как стол, верстак, леса...складная. Готового вида нет, несколько швов, такой масштаб по сварке в среде защитного газа провел впервые
1 балл
-
Гы
1 балл
-
Update: Вернулся домой,распаковал посылку. Чувство схожее - как в детстве, достаешь из пакета с новогодними конфетами/мандаринами все и начинаешь перебирать ,рассматривать и радоваться. И все та же аккуратность и щепетильность в лучших проявлениях, даже баллоны со спреем упакованы так чтобы не поцарапать друг друга. Еще раз спасибо тебе, Роман.1 балл
-
От 140 он только искрить будет, а не варить.1 балл
-
@круазик, Аминь! , успеха, и главное-наличиЯ ЖЕЛАНИЯ делать!1 балл
-
Правильно понимаете. Отсюда и начинайте сварку трещины. Если начнёте с другой стороны, то в процессе сварки деталь нагреется и ажурные кромки разделки со стороны крепежа, в силу небольшого опыта сварщика, могут перегреться и потечь.1 балл
-
Пришел второй такой же блок , фото тоже выше выкладовал . Но с другой проблемой. Уточнил машина 1938 года ЗИС. Буду варить , номер бы сохранить.
1 балл
-
Маленький трюкач: http://www.ebaumsworld.com/video/watch/408/1 балл
-
@Лепило, Лавку там показывать не чего.Система палок и верёвок.Я её 15 лет назад изготовил.Однозначно другую делать буду. Стойки такой конструкции изготовлены специально.Занимают в полтора раза меньше места,чем предыдущие с перемычкой.Да ещё и сложить можно. Стол делаете монтажный?Мне кажется ровным он ни когда не будет.Я себе два делал из 3мм и сейчас из 4мм.Всё равно очень быстро кривится.Толстостенный хорошо бы.Сам о таком мечтаю. Закончил гиперэкстензию (почти ).Пару размеров сделал бы другими.Первый блин комом.Уже опробовал.Спина классно закачивается.Может спину свою вылечу.
1 балл
-
А если повторный ремонт станка обойдётся в тридороже ремонтной детали? Тема была о том, как сварить и забыть, а не о том как голову ломать над тех. процессом, который в десятеро дороже самого зубила, сверла, бура. Но если уж на то пошло, то как Вы себе мыслите "токарку" с помощью абразивного круга?1 балл
-
Доделал вторую сторону.Срезал ниже прожектор.(зря).Буду переделывать.Делаю мобильный обогреватель на базе ОВ-65.Почти сделал.Жду бак. И самое главное: фото выложил сам.Все сейчас громко смеются.Даже кто стоит за спиной и читает
1 балл
-
Сварка труб тепловых сетей а — общий вид сборочного стенда; 1 — стеллаж; 2 — трубы; 3-защитная палатка; б -последовательность сварки основного слоя швав — последовательность сварки первого корневого слоя шва с поворотом изделия на 90°; г — последовательность сварки первого корневого слоя шва с поворотом изделия на 180гр д — последовательность сварки стыков изнутри труб Сборка и сварка труб в плети различной длины вплоть до 36 м производится на металлических стеллажах с применением наружных цепных центраторов (рис. а). При этом требования к зазорам и смещениям кромок в зависимости от применяемых способов сварки могут быть разными. Так, например, если технологическим процессом предусматривается подварка стыков изнутри труб, то зазоры могут колебаться в пределах от 0 до 1,5 мм. И, наоборот, если технологическим процессом предусматривается односторонняя сварка с последующим контролем путем рентгенопросвечивании то зазоры должны быть строго регламентированы и в случае монтажа сварки стыков в неповоротном положении должны составлять 3 5-4,0 мм. Время сварки стыков с повышенными зазорами превышает время сварки стыков со стандартными зазорами примерно на 25-35%. Так, например, продолжительность сборки и сварки стыков трубопроводов d820×9 мм. При зазоре в стыке, равном 1,5 мм, составляет соответственно 46 и 50 мин. При зазоре в стыке 3,5-4 мм время сборки и сварки равно соответственно 30 и 80 мин. Таким образом, за счет более качественного проведения сварочных работ, обеспечивается требуемые сплошность наплавленного металла и формирование обратной стороны корневого слоя шва. Технология сварки труб в плети на стеллажахПервый вариант. Согласно данному варианту (рис. б) вся окружность кольцевого стыка разделяется на пять равных участков, два из которых (№ 1 и 3) заваривают в потолочном и полупотолочном положениях. Остальные участки стыка заваривают в вертикальном положении, что способствует лучшему формированию наплавленного металла шва и повышению производительности труда сварщиков. Для сварки участка № 5 изделие поворачивают на 90°. Последовательность сварки основного слоя шва показана на рис. 34,в. Видно, что сварка производится двумя сварщиками методом «Снизу вверх» и с поворотом изделия. Для сварки используются электроды d4 мм марки УОНИ-1355 или ТМУ-21У. Второй вариант. Согласно второму варианту (рис. в) стык разбивают на четыре участка, которые заваривают попарно в вертикальном положении, для чего изделие поворачивают на 180гр Такая последовательность сварки позволяет отказаться от сварки в потолочном и нижнем положениях, для которых характерны более неблагоприятные условия для формирования наплавленного металла и образование таких дефектов, как провисы и мениски. Сварка основного слоя шва производится в последовательности, показанной на рис. 34,г. Видно, что швы накладывают в удобных для формирования металла положениях и допускается приме- повышенных режимов сварки. Это способствует лучшему протеканию химических и металлургических процессов и дегазации расплавленного металла сварочной ванны. Последовательность подварки труб изнутри приведена рис. д. Наложение подварочных слоев шва производят, как правило, без поперечных колебаний электрода. Это, с одной стороны, позволяет локализовать тепловую мощность дуги на линии сплавления кромок и, таким образом, обеспечить гарантированное сплавление соединяемых кромок труб и, с другой стороны, способствует повышению производительности труда.
1 балл
-
Отметил День ЖКХшника в гараже. Кемерунцы-народец бедный и жадный. Оттого поручни в очередной санузел для инвалидов опять-таки делал из отходов производства. Труба Ду-32 и лист 6 мм. Зачистил и сдал в покраску. Из дружественной СТО притащили поддон с Мерса-124. Это-уже ели варили до меня... Замазали эпоксидкой. Обколотил. Обнажилось вот что... Вид изнутри. Вырезал и заварил по-новой.
1 балл
-
глава прайда. ведет себя скромно, но ее боится вся "банда"
1 балл
-
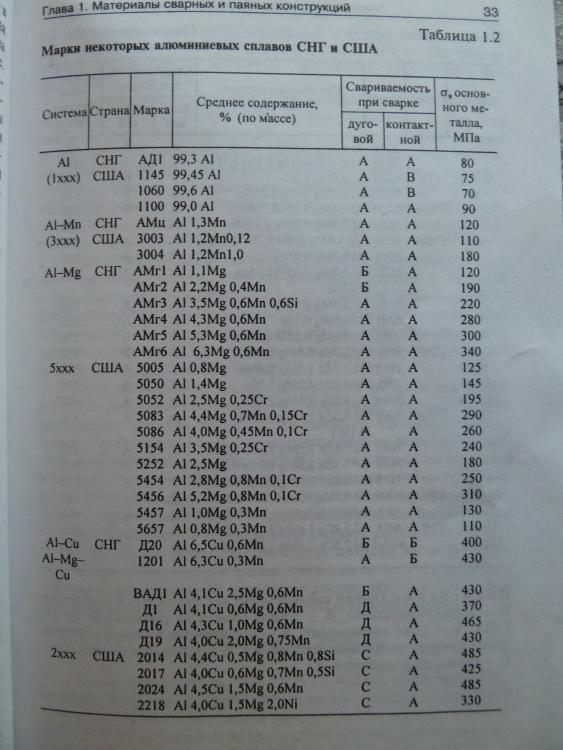
Абсолютное большинство алюмосплавов, применяемых в моторно-трансмиссионном направлении-с кремнием. Отсюда следует, что присадку применяем 4043. Электротехнический алюминий (провода)-табу!1 балл
-
... http://i038.radikal.ru/1503/6d/bc8a00e8a798.jpg1 балл
-
Решил попробовать... Отмыл прокалил, и разрезал по разлому... Собрал по кусочкам на моторе, и обварил... Снял и проварил повторно все швы... Проверка соляркой течь не показала, привернул обратно на мотор... Коробка пока особо не радует, но попробуем и ее заварить...
1 балл
-
Да в общем то не за что. По нормативам, сварку изделия из сплавов (титановых ессно) вообще нельзя начинать до того как будут выполнены все мероприятия по защите и произведена проверка этой самой газовой защиты (на пятно)... Естественно, защищают либо детали целиком, либо таким образом, чтобы они в аргоне успевали остыть ниже (по моему) 400 градусов. Визуально контролируется очень легко - на поверхности детали не должно быть следов побежалости. http://websvarka.ru/talk/topic/1741-svarka-titanovykh-splavov-v-srede-argona/?p=42581 Если они появились, то:http://websvarka.ru/talk/topic/1741-svarka-titanovykh-splavov-v-srede-argona/?p=42587 Швы должны быть блестящими, серебристыми http://websvarka.ru/talk/topic/1741-svarka-titanovykh-splavov-v-srede-argona/?p=47955(в крайнем случае светло-светло-соломенного цвета). Зона термического влияния так же не должна быть цветной... Интересная тема: http://websvarka.ru/talk/topic/1741-svarka-titanovykh-splavov-v-srede-argona/?p=286661 балл
-
Если честно, то пока не собирался варить никаких баков, но обязательно учту на будущее. Благодарствую за совет! Ром, Дружище, подожди немного... Сейчас явится главный ( и надо отдать должное, весьма объективный) представитель ОТК по титану - АВН. Что тут начнётся?!! Жуть! Цвета побежалости будут "оценены по достоинству". За отсутствие поддува сдерженно "похвалят" ("За йета убивать нада! Штоп ты жыл на одну зарплату!!! и т.п.). Этого не избежать, т.к. к сожалению, ты нарушил самое важное условие при сварке титановых сплавов. Естественно, я в своё время тоже удостоился тех же "подзатыльников", по той же причине, за что очень благодарен выше упомянутому наставнику. Т.к. данная мера направила в нужное русло по кратчайшему пути. Сразу понял, что нужно изучить, где пробелы... На форуме есть несколько тем, где довольно подробно рассматривается сварка т-сплавов и способы их защиты от выгорания при нагреве. Нужно только немного поюзать поиск. Здесь ровно одну страничку назад отмотай, увидишь мою, практически такую же историю1 балл
-
Нельзя уже сказать что новичок, но поругать можно ) Титан, сварка телом, в некоторых местах где был зазор использовал присадку, но крайне неудобно, диаметр 395 мм WL-20, ф 2,4 мм, сопло 10, самодельная газовая линза (вставил никелевую сеточку) ток 60-65 А. Дно 4 мм, стенка 1 мм с другой стороны, к сожалению поддув не ипсользовал.1 балл
-
Довелось сегодня собрать пару коптилок, условия: нерж 1,5мм проблемма та же, крышка закручивается после сварки "пропеллером", нашел сам для себя проблемму в следующем, при сильно широкой ручке, либо непрерывных швах сверху крышки пропеллер порой возникает из за вот этого эта первая, направление сварки на фото видно, варить обе стороны "на себя" или "от себя" может и можно но очень неудобно.., вообщем сварщик сварщику рознь, на второй коптилке ручки посадил просто на прихватки 2+1 (центр, края) ровно все, может сгодиться кому
1 балл
-
Все,хватит этих г..новостей-едем ка на работу
1 балл
-
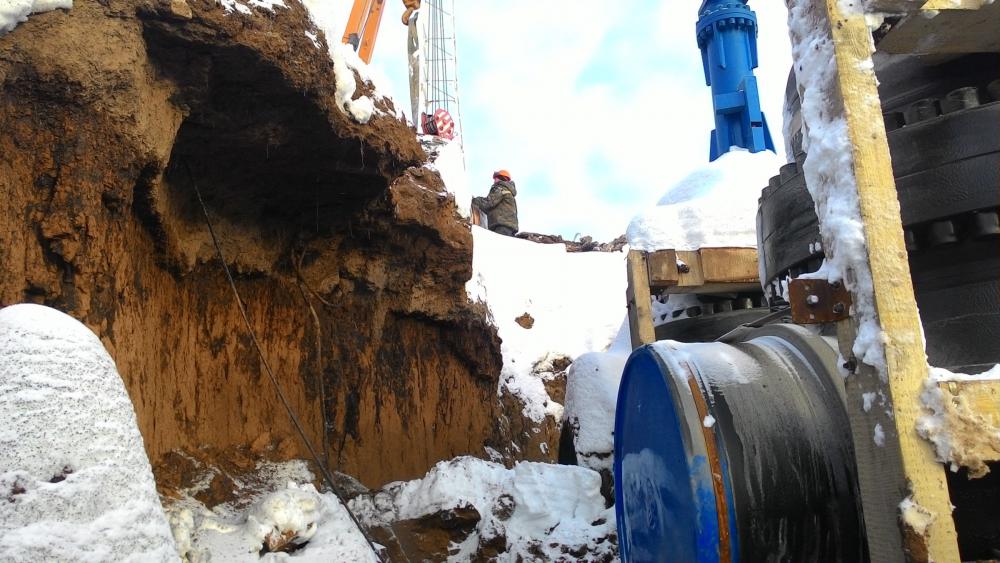
Поделюсь фотками. Моя работа только на улице. Варим 1220мм стенка 16 -18 мм. на фасонине потолще. Работаем в Улу - теляке. На Транснефть.
1 балл
-
Скоро сказка сказывается, да не скоро дело делается. Как оказалось, рама шасси была укорочена из бортового ЗиЛа под кузов Газ, поэтому сваренный на ней надрамник оказался короче на 5 см чем надо. Пришлось колхозить новые опоры кузова со смещением. Также кое где подлатал А это проставочка на Камаз, на выхлоп. Ставится вместо горного тормоза. Из поршня Камаза же.
1 балл
-
Просто варить титан кое-как (по-качеству) и за цену низкую (по- цене нержи) - непрофессионально (этика ценообразования несоблюдена))). У меня была возможность делать халтуры по низкой цене (расходник/оборудование - халявные) но я цену ставил по верхней планке (особенно по титану)), и вообще отправлял в основном к людям (а то фантазеров и любителей халявы разведется немеренно))1 балл
-
@rumb, если баллон под сжатый газ прошёл аттестацию, то он взорвётся сам по себе вряд ли. При нарушении правил эксплуатации возможно всё. Углекислотные баллоны заливают сжиженной углекислотой. Жидкости, как известно, не сжимаемые. В случае, если углекислоту налили, что называется, по горлышко, не оставив места под газовую фазу, бабах очень даже вероятен. Потому, что жидкости, хоть и не сжимаются, но, с нагревом-расширяются. Таким же макаром рвёт и не по правилам заправленные пропановые баллоны.1 балл
-
Сегодня с отцом расслаблялись на рыбалке. Лунок пробурили на нашем Гореморе (Горьковское водохранилище) немеряно, а рыбы поймали всего ничего. Но как говорит отец - от ноля ушли. В общем прогулялись, свежим воздухом подышали, да и день на рыбалке в счёт жизни не идет, так что можно сказать на день помолодели. Эх, люблю рыбалку !
1 балл
-
вот так развлекаюсь=)
1 балл
-
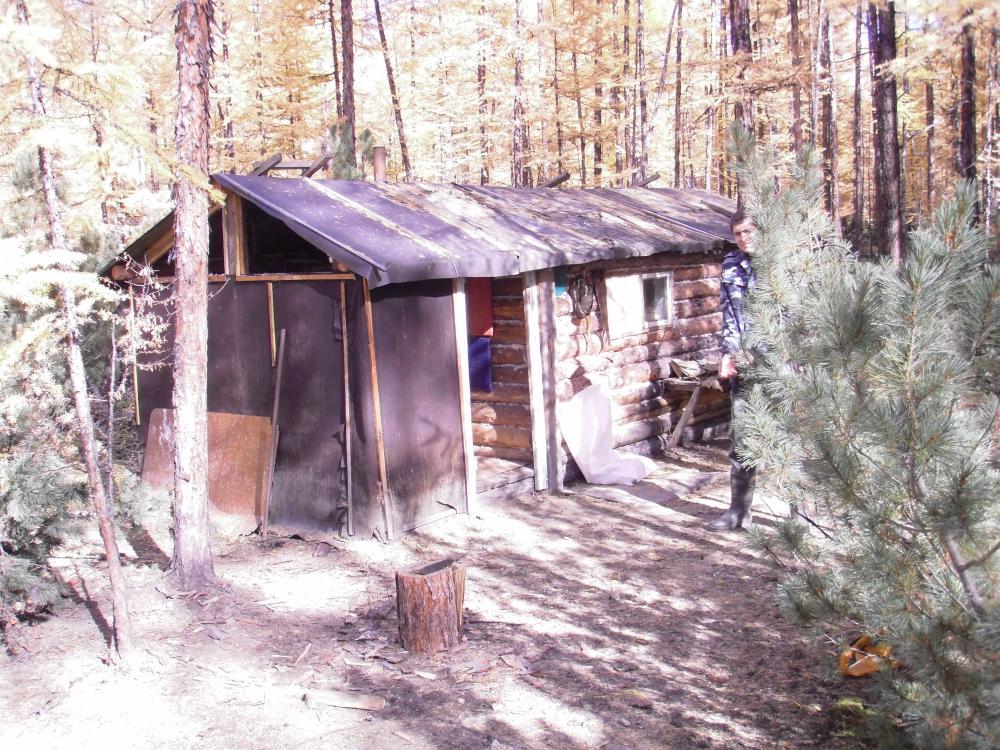
День добрый ,лучшее лекарство для таких случаев считаю это общение с природой и главное подальше и поменьше людей.И самое главное все средства связи в положение выкл.
1 балл
-
Знать бы состав каждого принесенного диска , можно былоб и подобрать присадку приблизительно . А так , на мой взгляд главно дело проварить и швы со всех сторон сточить заподлицо .... (концентраторы напряжения не нужны для себя я так решил "1 балл