Лидеры




Популярный контент
Показан контент с высокой репутацией 16.03.2015 во всех областях
-
Отметил День ЖКХшника в гараже. Кемерунцы-народец бедный и жадный. Оттого поручни в очередной санузел для инвалидов опять-таки делал из отходов производства. Труба Ду-32 и лист 6 мм. Зачистил и сдал в покраску. Из дружественной СТО притащили поддон с Мерса-124. Это-уже ели варили до меня... Замазали эпоксидкой. Обколотил. Обнажилось вот что... Вид изнутри. Вырезал и заварил по-новой.
 19 баллов
19 баллов -
Кое какие фото с работы. Токарка, пальцы на фронтальный погрузчик Резка кислородом Трубу варю Три обломыша Немного полуавтоматил
9 баллов
-
"Бригада трезвых грузчиков поможет с переездом..."
6 баллов
-
http://f5.s.qip.ru/IA4wMyCc.png5 баллов
-
Продолжаем. http://cs623925.vk.me/v623925196/20d96/wcNtf1C1mXc.jpg http://cs623925.vk.me/v623925196/20da8/3aIpfUoPFl4.jpg5 баллов
-
Ещё не много...
3 балла
-
Заказал для РАДС две пары перчаток на алиэкспрессе. Мягкие, кожаные, очень удобные. 1600р за две пары. http://cs623926.vk.me/v623926196/28c0c/-4X6bZrLZPI.jpg http://cs623926.vk.me/v623926196/28bee/oITKp69CB1s.jpg http://cs623926.vk.me/v623926196/28c02/CcISfzB3ahw.jpg3 балла
-
2 комплекта под установку солнечных панелей.
3 балла
-
"Сваял" телегу из трубок от навеса, колеса от старой стиралки. Наскоро, буду доделывать.Хочу с другой стороны закрыть сеткой от камазовского воздушного фильтра,типа защита от брыгз металла.Прожектор, свет как у паровоза.Профильная труба была, не стал использовать хотелось полегче конструкцию, так как для баллона уже сварил тележку, выложу в ближайшее время
2 балла
-
Вот это удар ! http://www.youtube.com/watch?v=Fa6sCwSaW3o http://www.youtube.com/watch?v=G35VxCL2MhY2 балла
-
Доделал вторую сторону.Срезал ниже прожектор.(зря).Буду переделывать.Делаю мобильный обогреватель на базе ОВ-65.Почти сделал.Жду бак. И самое главное: фото выложил сам.Все сейчас громко смеются.Даже кто стоит за спиной и читает
2 балла
-
глава прайда. ведет себя скромно, но ее боится вся "банда"
2 балла
-
Подготовка к сезону,подшипники заменил на заднем колесе и другая мелочевка.Осталось Пауэр коммандер подкорректировать и сезон начался.
2 балла
-
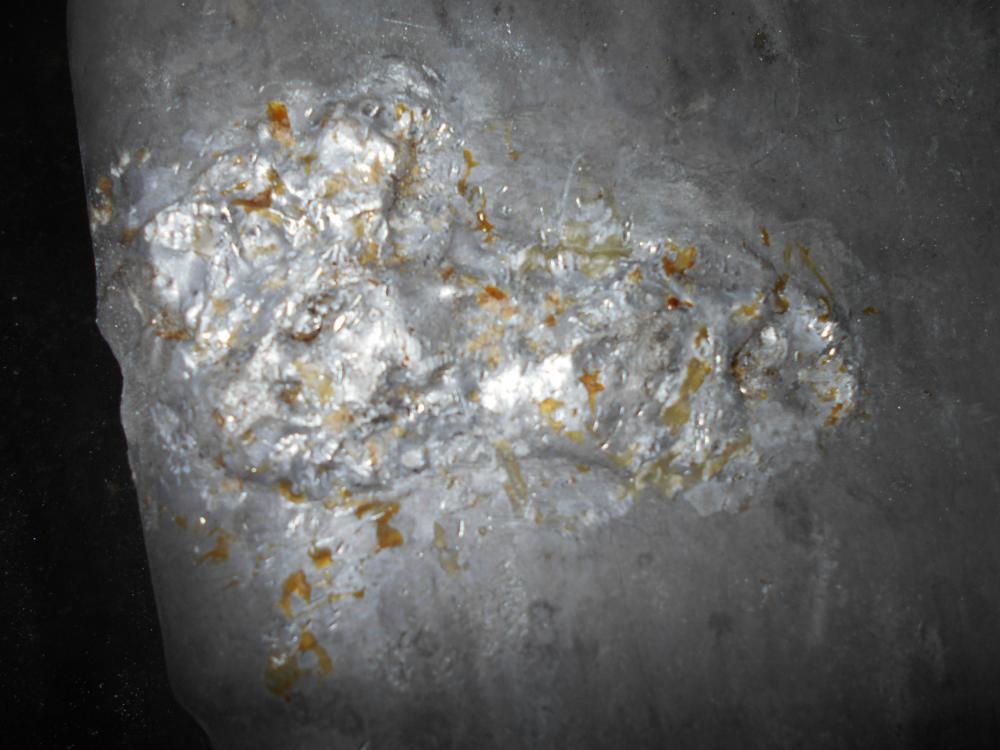
@ARIEC, вот эта фраза несколько насторожила... Колокол-не та деталь, на которой можно тренироваться. Набейте руку на тренировочных пластинах, почувствуйте алюминий в расплавленном состоянии, тогда-вперёд. Чтобы такая деталь после сварки не треснула вновь, засверлить концы трещины-мало. Разделку трещины на фото видно плохо. На какую глубину разделывали? Если делать на совесть, то разделку нужно проходить почти насквозь и варить с проседанием сварочной ванны, чтобы с обратной стороны образовывался провис металла. Потом этот обратный валик, содержащий в себе окислы и прочие примеси, вышлифовывается до чистого металла и проходится подварочный шов. И вот ещё что. По-хорошему, отверстие под крепёж, через которое прошла трещина, необходимо по трещине разделать и полностью заварить. Потом-по-новой просверлить. Тогда в металле шва не будет ни окислов, ни грязи, ни не проваренных участков трещины. Деталь-достаточно массивная и желательно варить её с предварительным подогревом. Как минимум, не надо будет долго топтаться на месте, прогревая металл в начале шва.По направлению сварки-начинайте от конца трещины.2 балла
-
... http://i038.radikal.ru/1503/6d/bc8a00e8a798.jpg2 балла
-
На целую тему я не потяну, а вот отвечу здесь на вопрос и больше про аппарат мне и сказать нечего, а так как он еще на безотказность не прошел испытания то и хвалить/ругать мне его нет смысла. Это внешний вид аппарата. Такая панель. Фото внутри аппарата.
2 балла
-
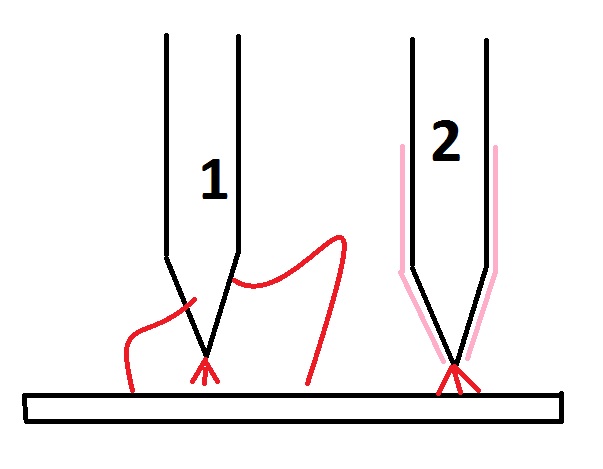
Продырявить сможет и та и эта. Проблема в том что маломощная АС дуга любит гулять по электроду, может стрелять не скончика а гораздо выше при этом изгибаясь и бегая по детали, и не всегда даже помогают электроды меньшего диаметра. А высокая частота способствует концентрации дуги на кончике электрода. Многое конечно от аппарата зависит, на моем АС ток просто на высоте в любом режиме, а DC ток хорош , но немного какой то пушистый по сравнению с вот этим аппаратиком из 90х годов но он только DС ток выдает, в этом наверное его и преимущество. Вообще раньше без балансов и частот варили тонкое и очень тонкое. Применяли всякие ухищрения, вот например для малых АС токов, чтобы дуга не бегала вверх по электроду на него надевали на кончик одноразовый керамический колпачок (как в авто свече центральный электрод ), вот примерно нарисовал. На ТИР315 стабилизация тока переходящего через ноль работала четко и дуга всегда на кончике была, не гуляла.
1 балл
-
http://websvarka.ru/talk/uploads/monthly_03_2015/post-10323-0-68340600-1426437728_thumb.jpg@Nikolay152, Такой вам не пойдет- вы собираетесь работать на выезде и думаю будете пользоваться удлинителем. А такие трансформаторы не терпят просадки напряжения. Да, они дешевы, не очень тяжелые, просты в настройках и неплохо варят, но только при наличии нормальной сети. Присмотритесь к инверторным полуавтоматам.1 балл
-
@Лепило, Лавку там показывать не чего.Система палок и верёвок.Я её 15 лет назад изготовил.Однозначно другую делать буду. Стойки такой конструкции изготовлены специально.Занимают в полтора раза меньше места,чем предыдущие с перемычкой.Да ещё и сложить можно. Стол делаете монтажный?Мне кажется ровным он ни когда не будет.Я себе два делал из 3мм и сейчас из 4мм.Всё равно очень быстро кривится.Толстостенный хорошо бы.Сам о таком мечтаю. Закончил гиперэкстензию (почти ).Пару размеров сделал бы другими.Первый блин комом.Уже опробовал.Спина классно закачивается.Может спину свою вылечу.
1 балл
-
Всем желающим, кому нужно изготовить, при этом не ломать голову над размерами и компоновкой, хочу предложить свой вариант изготовления корзины под запасные колеса грузовиков и прицепов. Корзина съёмная, крепление на раму п/прицепа или прицепа. Габариты рассчитаны под колеса размерами - Dнар.-1050 мм., h-400 мм. (в простонародье - "Батоны"). Итак, внешний вид и в архиве эскизы с основными размерами: Чертежи.rar Материалы: Труба D - 42 мм. Труба прямоугольного сечения - 50Х25Х2,5 Лист - 5 мм. Лист - 4 или 3 мм. Уголок - 80Х50 Так как я изначально планировал не единичное изготовление, то в первую очередь был собран простенький кондуктор для сборки (к кондуктору приварил все что на тот момент валялось под ногами ) Собственно процесс сборки не сложен (фото): Перед установкой пластин крепления корзины к раме, нужно разметить концы труб и отрезать по горизонтали. Высота во внутренней части 450 мм., но если рама на прицепе высокая ("палатка" или контейнеровоз) обрезать можно в размер 420 мм.: Заготовки с листа режу плазморезом, профильные детали загибаю на гидравлическом прессе. При помощи различных приспособ. Пластины крепления "забора" в первоначальном варианте изготавливал из листа 5 мм, теперь, добавив ребра жесткости делаю из 3-ки (и продукт полегче , затрат меньше, легче пробивать отверстия под профиль): Например, изготовление пластин крепления к раме. По началу сваривал из пластин 10 мм., потом решил уменьшить время на изготовление и металлоемкость. В итоге получилась такая деталь: (крепление на восьми "сухарях", не разгибаются, держат крепко, проверено двумя годами эксплуатации). Так как размеры рам прицепов разные, сверлим индивидуально под каждый прицеп, после получения предоплаты от заказчика. Всем удачи. С уважением Андрей.1 балл
-
@АВН, оборудование целесообразно подбирать исходя из типовой формы (стержень, пластина, сфероид, тороид и т.д.) и размеров свариваемых деталей. Вариантов много. Нагревать можно в электрической печи сопротивления, электрической индукционной печи, с помощью электромагнитного индуктора, надеваемого непосредственно на деталь. Типа того: https://www.youtube.com/watch?v=GK2pPG0hf_I Вращатель для сварки/наплавки небольших деталей типа "вал" можно замутить из делительной головки для фрезерного станка: http://www.youtube.com/watch?v=N4ADkS93Ieo Для этого делительную головку нужно оборудовать токоподводом на шпиндель (контактное кольцо и меднографитовая щётка). И ещё желательны специальные кулачки для патрона с керамическими вставками, чтобы металл кулачков не охлаждал нагретую деталь1 балл
-
Приветствую. Не согласен. От стены отсоеденить совсем и перемычку из проф трубы 25*50*3 мм. Съёмную. На 30 см от пола. Уже проверенно. Такие и делаю. Перемычку можно и из другого материала. Уголок например, 30*30 мм, сваренный в квадрат. А сейчас стол собираем. Из 3мм листа. Как привариь к раме с минимальными деформациями. Откуда начать и как продолжать подскажите? Проф труба 50*25*2 мм. ОК 46,00. 3,2 мм. Снизу ещё полка будет из 2 мм листа на точно такой же раме. Колёса бы ещё! Да долго ждать. Потом может с колёсами начну делать. И для шкафа железного нужны колёсики.
1 балл
-
Сварным соединением как конструктивным элементом называют участок конструкции, в котором отдельные ее элементы соединены с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла. Сварной шов представляет собой закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии. Разделение этих понятий необходимо потому, что сварной шов как связующая часть соединяемых элементов определяет геометрическую форму, сплошность, прочность и другие свойства металла непосредственно в месте сварки. Свойства сварного соединения определяются свойствами металла самого шва и зоны основного металла, прилегающего к шву, с измененной структурой и во многих случаях с измененными свойствами — зоны термического влияния. Необходимо учитывать и некоторую часть основного металла, прилегающую к зоне термического влияния и определяющую концентрацию напряжений в месте перехода от металла шва к основному металлу й пластических деформаций в зоне термического влияния, что отражается на характере и распределении усилий, действующих в сварном соединении. По форме сопряжения свариваемых элементов можно выделить следующие основные типы сварных соединений: стыковые (рис. 1,а), тавровые (рис. 1, б и в), угловые (рис. 1, г), нахлесточные (рис. 1,д). Сварные швы подразделяют по форме поперечного сечения на стыковые (рис. 2, а) и угловые (рис. 2, б). Разновидностью этих типов являются швы пробочные (рис. 2, в) и прорезные (рис. 2, г), выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые. С помощью стыковых швов образуют в основном стыковые соединения (рис. 1, а), с помощью угловых швов — тавровые, крестовые, угловые и нахлесточные соединения (рис. 1, б-д), с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения. Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (рис. 3, а); без разделки кромок — одно-сторонние и двусторонние (рис. 3, б); с разделкой одной кромки — односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рис. 3, е); с односторонней разделкой двух кромок; с V-образной разделкой (рис. 3, г); с двусторонней разделкой двух кромок; Х-образной разделкой (рис. 3, д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, рис. 3, е). Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине. По форме поперечного сечения швы могут быть без разделки кромок (рис. 4, а), с односторонней разделкой кромки (рис. 4, б), с двусторонней разделкой кромок (рис. 4, в). По протяженности угловые швы могут быть непрерывными (рис. 5, а) и прерывистыми (рис. 5, б), с шахматным (рис. 5, в) и цепным (рис. 5, г) расположением отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности — точечными швами (рис. 5, д). Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов — их часто называют электрозаклепками, либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие. Прорезные швы, обычно удлиненной формы, получаются путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези. В отдельных случаях прорезь может заполняться и пол-ностью. Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента: зазор b, притупление с, угол скоса кромки beta и угол разделки кромок alfa, равный beta или 2 beta Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины при односторонней сварке ручной — до 4 мм, механизированной под флюсом — до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги в глубь соединения и полного проплавления кромок на всю их толщину. Стандартный угол разделки кромок в зависимости от способа варки и типа соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6- 1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны 1ва в неудобном потолочном положении или кантовать свариваете изделия. Притупление с обычно составляет 2 ± 1 мм. Его назначение — обеспечить правильное формирование и предотвратить прожоги в вершине шва. Зазор b обычно равен 1,5-2 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара вершины шва, но в отдельных случаях при той или иной технологии зазор может быть равным нулю или достигать 8-10 мм и более. Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (так называемое усиление шва), так и с обратной стороны, т. е. форма так называемого обратного валика. В стыковых, особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика. Важное значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину (см. рис. 1, б и в), особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
1 балл
-
Она не много снижает температуру сварки, не даёт горячих трещин.1 балл
-
@Георгий 11, Вид сверху
1 балл
-
http://f5.s.qip.ru/IA4wMyBP.png1 балл
-
Молодец! Падать духом-последнее деле!!1 балл
-
@валера1963, я не совсем понял о чём видео. Автор (Янюк Алексей) имеет личную неприязнь к Сергею63, сам клепает самопалы с завышенными характеристиками, ну и просто кидает народ, к таким у меня доверия нет. Что касается ценообразования, то в прошлом году Эсаб-кадди 140А. стоил 42.000руб....1 балл
-
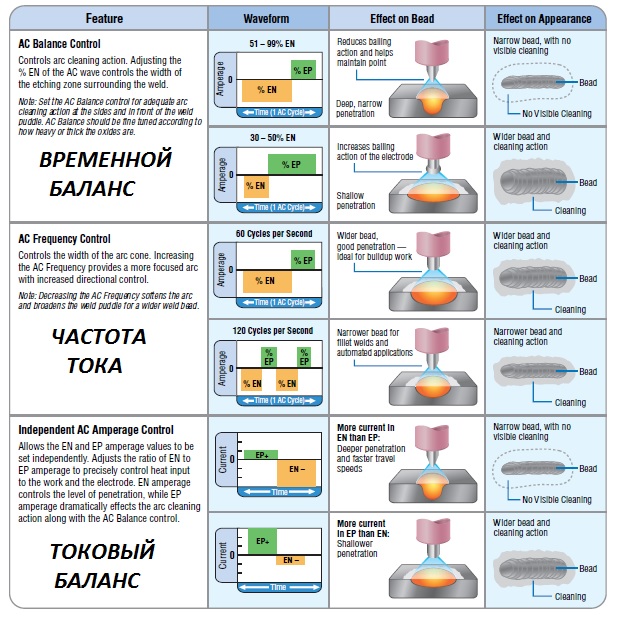
Aluminium_TIG_AC_DC.pdf Синусоида спокойная и менее шумная дуга Треугольник для сварки ЦАМ и тонкого алюминия , так же более лояльно относится к электроду. Прямоугольник самая мощная и стабильная форма тока подходит для любого задания Каждый сварщик вправе сам решать на какой форме тока ему варить, жестких правил и требований нет.
1 балл
-
@Nikolay152,имею в пользовании Форсаж 200ПА. Аппарат и проволокой и электродами варит замечательно, достаточно мощный. Вот две пластины 8мм сварены проволокой 0.8тонкий метал тоже хорошо сваривает. Но и без косяков не обошлось - иногда прибавляет установленные параметры. Может на новых аппаратах и исправили, не знаю, мой то 13го года, из начальных партий выходит.
1 балл
-
Тема заглохла.добавляю свой мот.Снял накладку,заряжал аккумулятор
1 балл
-
Сегодня с семьей( кроме старшего, на олимпиаде по химии в Москве), ездили на гонки на собаках.Помогали в судействе и организации, младший участвовал в гонках в "детском" зачёте на хасках друзей.Понравилось жутко, доброжелательная атмосфера,симпатичные красивые барбосы(не кусачие), в общем, сплошной позитив... да и в отпуске я сейчас..
1 балл
-
Как человек не имеющий опыта работы на инверторах, да мне нравится данный аппарат, и что ? Это разве говорит что он плохой или хороший ? Я уже не знаю как передать , какие слова подобрать , на колени упасть что ли ? Вы конкретизируйте что не так ? Будет конкретика , будет адекватный и ответ. Будут доводы в пользу того что аппарат плохой, я приму эту сторону. Так и напишу "Я пожалел что купил данный инвертор", накоплю денег и куплю хороший , только где коментарии то с доводами? Тема превратилась в флуд ! Отвечать на флуд буду в л.с.1 балл
-
Если в вашем городе нет перспективных мест работы а на вахты или переезд вы неготовы или работать ради того что бы была хоть какая работа то наверное не стоит! Заметь многие здесь сварщики стараются работать на себя или подрабатывают(калымят),это явно не от хорошей сытой жизни! PS:Сейчас на ранке труда всё больше востребованы станочники,отчасти от того что на 2-5 сварщиков на производстве приходится 10-ок фрезеровщиков,пол-100 токарей,и т.д.(большой% специалистов в среднем или предпенсионном возрасте).От всё этого и большего дефицита по этим специальностям их зарплаты начинают опережать зарплаты сварщиков.1 балл
-
1 балл
-
После 1995 года завод BPW наладил выпуск более современных осей (BPW eco, eco Plus), но на ряду с полезными новшествами к ним прилипла одна серьезная болезнь, которая встречается примерно на 80% рабочих осей. Название у неё - износ опорных пальцев на кронштейне тормозных колодок, вся хитрость состоит в том, что пальцы и кронштейн после усовершенствований стали одним целым (запчастей таких в продаже лично я не встречал) и если в процессе эксплуатации слетели защитные кольца с пальцев, то беда. Тормозная колодка довольно быстро выедает пальцы: от сюда появляются перекосы, быстрый выход из строя колодок, барабанов и тормозных валов, да и эффективность торможения заметно снижается. Хочу показать один из вариантов ремонта (кронштейн срезан). В начале отрезаем при помощи УШМ старые пальцы со стороны болтов крепления грязезащитных щитков (т.н. пыльников), далее используя технологическое отверстие крепим кронштейн на оправку, рассверливаем бывшие пальцы до D-36 мм. при этом оставшиеся отверстия от болтов крепления пыльников служат центрами. И остается только запрессовать в получившиеся отверстия новые пальцы используя ремкомплекты от осей BPW (г.в. до 1995, без eco и eco Plus). Все, можно приваривать кронштейн на ось. Нужно учесть, что после такого ремонта придется поменять грязезащитные щитки барабанов т.к. теперь изменился вылет опорных пальцев. Но это уже мелочь, потому что теперь мы имеем ремонтопригодную ось. Всем удачи. С уважением Андрей.1 балл
-
Возможно, от региона зависит, но как бывший продавец-консультант, могу сказать, что проволока ф 1,2 пользуется бОльшим спросом на катушках 15 кг. А проволоку ф 0,8 на 5-килограммовых катушках в зависимости от сезона могли покупать от 5 до 15 и более катушек в день. По поводу оборудования определяйтесь сами, а вот Если планируете иметь в продаже горелки МИГ и ТИГ, то соответственно, закупайте и всю расходку к ним - наконечники, диффузоры, сопла, цанги. Да и в любом случае эти запчасти довольно часто спрашивают, наиболее распространенными моделями п/а горелок являются типа МВ 15, 25, 36. Из аргоновых - SR-17, 18, 26. Вольфрамовые электроды ф 1,6-3,2, присадочный материал (прутки нержавеющие и алюминиевые тех же диаметров (1,6-2,0-2,4-3,2). Электрододержатели, массовые зажимы, сварочные краги, кабель сечением от 16 до 35, щитки, светофильтры, байонетные разъёмы. Это навскидку.1 балл
-
От обжимки(справо) трубка-снаружи как резина, внутри пластик) при любом нагреве внутренней трубке "кирдык", ни паять , ни варить. За такую работу не берусь-по итогу себе дороже будет. Имя зарабатывается годами, теряется за мгновение. Проще и ПОРЯДОЧНЕЕ обьяснить клиету в чем проблема.1 балл
-
1 балл
-
Я не сравниваю. Пусть сравнивают другие.1 балл
-
Ну вот нашелся желающий поиметь в моем исполнении лестницу с поворотными ступенями на одном косоуре. Вернее две. Но смонтировал одну пока. Материал сталь 5мм(лазерная резка), швеллер №14, прут 12мм, немного сорок пятого уголка. Швеллер попался косонтылый. Мало того что полки разные и уже чем по сортаменту, так еще и кривой. Пришлось ровнять при составлении, что бы балка вышла ровная. Выручил староый добрый способ рычага. Все в основном по месту пришлось собирать в виду большой массы элементов. Нижний косоур дома сделал и поэтому сразу смонтировал. Нашел в полу балки и прикрутил к ним закуладную, на стену тоже закладную повесил. Сильно выручила шестиметровая цепная таль на тонну. Большой косоур вывесил ей легко, предварительно подготовив место на верхней балке. Примерил ступень собранную на струбцины и начал их собирать из элементов на простеньком кондукторе. Одновременно выравнивая по нему и позиционируя. Заполнил первый косоур и смонтировал поворотные ступени. Вымотали мне поворотные всю душу, сплошное 3Д моделирование))) Ну и что вышло после всех мучений. Убил три дня часов по восемь со сборкой и подгонкой, веерными отключениями. Вторую за два соберу теперь легко)
1 балл
-
Не айс, но таки
1 балл
-
http://cs622429.vk.me/v622429145/236fb/FoOAu0MFW_U.jpg1 балл
-
корпус насоса из пластика лопнул,заказали мне сделать из нержавейки...
1 балл
-
Весь день подготовка к празднику, рук не чувствую уже http://cs622831.vk.me/v622831804/2114f/NZLdBC4bkmc.jpg http://cs623925.vk.me/v623925196/1e0f8/5_czxt_JW6I.jpg1 балл
-
@Космос,по швам же видно,что или аппарат никакой,или сварщик,вы что выбираете?1 балл
-
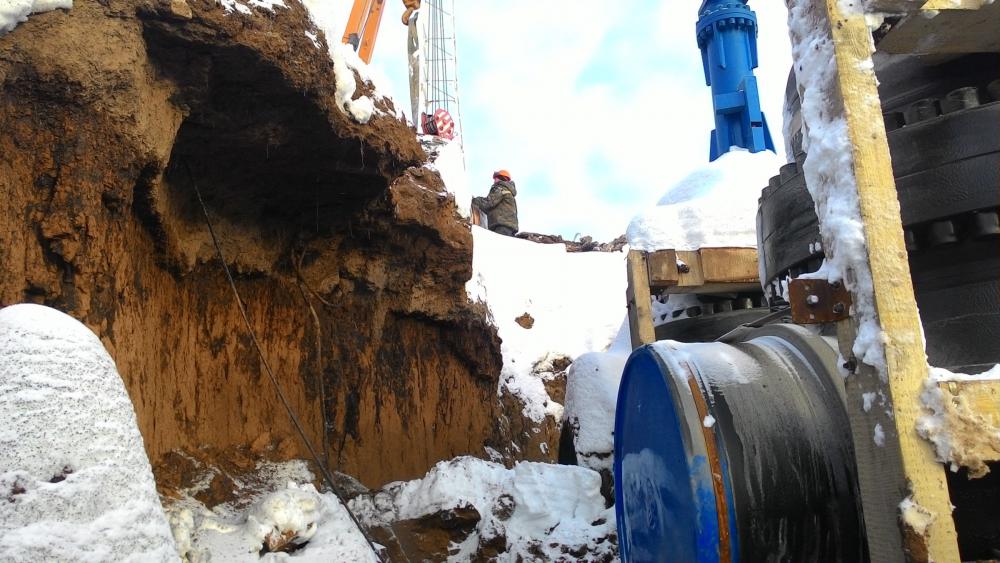
Поделюсь фотками. Моя работа только на улице. Варим 1220мм стенка 16 -18 мм. на фасонине потолще. Работаем в Улу - теляке. На Транснефть.
1 балл
-
@rumb, вот Вы осознайте, что сказали: Залезьте тёмной-тёмной ночью в вонючую трубу d=800 и повторите это ещё раз. Потом залезьте в канализационный колодец со сверхмощной переноской и прокричав: попробуйте варить без "хамелиона" (т.е. без маски) может тогда задумаетесь о значении своих высказываний. Вы пару раз в неделю чиркаете, а люди на форуме этим деньги зарабатывают, целый день и каждый день. Учитесь говорить грамотно и по делу.1 балл
-
http://www.youtube.com/watch?v=kKfybNLrFUA Мне призналась любовь моя, Что я больше не твой единственный, И что больше мы не семья, И любви больше нету истинной, И прервалась моя карьера, И что больше мне нету веры, Сладкий мёд был, теперь я горек, Ты не ешь такой... Отчего, стала ты такая? Отчего, стала ты другой? Отчего, мне не надо рая, Если в нем нет тебя такой. Что мне ждать от тебя хорошего? Веет ветер холодный с севера Всё что было - то всё отброшено, Всё отвергнуто и потеряно, И прервалась моя карьера, И что больше мне нету веры, Сладкий мёд был, теперь я горек, Ты не ешь такой... Отчего, стала ты такая? Отчего, стала ты другой? Отчего, мне не надо рая, Если в нем нет тебя такой. Скоро ночь наступает, И боль затихает Но опять в сердце горе, Бушует как море! И горе -как море! Отчего, стала ты такая? Отчего, стала ты другой? Отчего, мне не надо рая, Если в нем нет тебя такой. Что мне ждать от тебя хорошего? Веет ветер холодный с севера Всё что было - то всё отброшено, Всё отвергнуто и потеряно, И прервалась моя карьера, И что больше мне нету веры, Сладкий мёд был, теперь я горек, Ты не ешь такой... Отчего, стала ты такая? Отчего, стала ты другой? Отчего, мне не надо рая, Если в нем нет тебя такой. * * *1 балл
-
Купите новый бур1 балл