Лидеры




Популярный контент
Показан контент с высокой репутацией 30.01.2015 в Сообщения
-
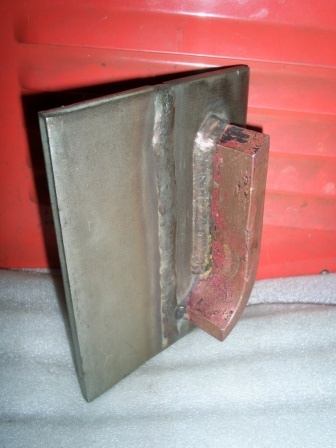
Вот сегодня раскидал на пол рисунок теперь середину надо заполнить продолжение следует
 6 баллов
6 баллов -
@grisom, Да правильно поняли, можно току поменьше поставить и не обязательно включать - выключать дугу, это тоже не очень хорошо есть. Ток подбирается не только от толщины материала , но и от её массы.
3 балла
-
Правильно ли я понял, что такие маленькие алюминиевые куски (детали) варить нужно очень осторожно? То есть контролировать температуру постоянно и включать- выключать дугу так чтобы изделие не потекло?3 балла
-
@grisom, не торопите события, а то аппарат купили, а варить не купили...3 балла
-
Сварил себе стеллаж в прачечную из 20х30х1.5 проф трубы. Варил LincolnElectrik OMNIA 46 2.5mm. 60A по крутилке на ESAB Buddy ARC 180. Внешние швы с отрывом. Внутри в два прохода без отрыва. Полярность обратная (+ на электрод). Получилось примерно так: http://s18.postimg.org/g8ztmj74l/1_5mm_el2_5_60a_obratnaja_003.jpg Тут как - то много наплавил. http://s30.postimg.org/3l4hgnvct/1_5mm_el2_5_60a_obratnaja_004.jpg Верхний однопроходный, два нижних в два прохода. http://s21.postimg.org/qi88o02w3/tavr_001.jpg Потом зачистил все: http://s23.postimg.org/bl0d4hfnr/cleaned_welding.jpg Гайки для ножек уже TIG на 70А WL15 - 2.4mm. http://s22.postimg.org/hsycnk0ql/tig_wl15_24mm_70_A.jpg http://s13.postimg.org/o63399j03/tig_wl15_24mm_70_A_01.jpg http://s21.postimg.org/xi0jbynxf/tig_wl15_24mm_70_A_02.jpg Нужно еще местами подкрасить. Тяжеленный получился. Ушло почти 20 метров. Размер полок 1250х600. Высота 2м. http://s11.postimg.org/tung31pfj/stellazh1.jpg Распорки уже из дюраля лобзиком запилил. Болты нержа М5. Вот думаю, не маловато ли для такого веса. Ламинат 25мм. http://s11.postimg.org/kbrjet62n/stellazh2.jpg http://s28.postimg.org/y72ozbjmh/stellazh3.jpg3 балла
-
Готовимся к сезону,раньше взяли бы новое,а теперь тащат восстанавливать.Хвост и паук от Хонды Сибера.
3 балла
-
@grisom,Возьмите плиту площадью побольше,баланс 40%,ток от 80а и выше.У Вас,на данный момент, происходит полное плавление пластины.Добивайтесь образования ванны через 2 сек.2 балла
-
Ага, я тот еще прикольщик. Этим и зарабатываю, в цирке работаю, да с клоунами общаюсь. Вот на этом форуме еще одного нашел, сейчас ему ответ пишу. Уже дописал почти, сейчас еще от оптреля профессионального данные вставлю и успокоюсь. Вдруг поймет, что мне нужно с второго раза. optrel e680 Степень защиты (уровень затемнения) 2 диапазона: 4/5–9 и 4/9–13. Вот мне и надо - 3-15 в открытом состоянии 3, с регулировкой до 15.2 балла
-
Кепка прикольная, но ширина морды как у обычной маски и козырек мешать будет. Я где то видел мельком очки типа горнолыжных, хамелеоны, прикольные 3-15 но найти сейчас не могу. Я не работаю с изделиями Российских производителей, очень богатый и печальный опыт. Извините. Да и просмотр темы на этом форуме про опыты со стеклами вашей фирмы не вызывает у меня желания пользоваться суррогатными копиями импортных брендов. Я желаю вашей фирме развития и процветания и очень рад, что на нашем рынке появились достойные производители. Но сам пока предпочту постоять в сторонке.2 балла
-
@мутный,Это один пруток порезанный надвое, чтобы уместился в конверт2 балла
-
@Сусанин, сварить элементарную *треногу* не выход? там подъему-то надо выше линии радиатора на 5-10см. люди деревянными поднимают http://www.drive2.ru/b/288230376152088962/ ps.
2 балла
-
Bizet, как новичок начинающему отвечу- двойкой по полуторке получается, но очень трудно и долго. У меня получается так: первый проход- в отрыв, ниточный, практически бегом, с целью наплавить чуток металла, но не сварить (прихватывается конечно же). Зачищаем, варим второй проход- уже лучше.. остывает, зачищаем.. третий проход можно варить без отрыва- шов уже правильный и красивый.2 балла
-
В погоне за мощностью.
2 балла
-
@egemih777, а пару раз пальцем ткнуть в клавиатуру? http://grovers.ru/catalog_grovers/MIG-MAG-svarka/grovers_mig_200/2 балла
-
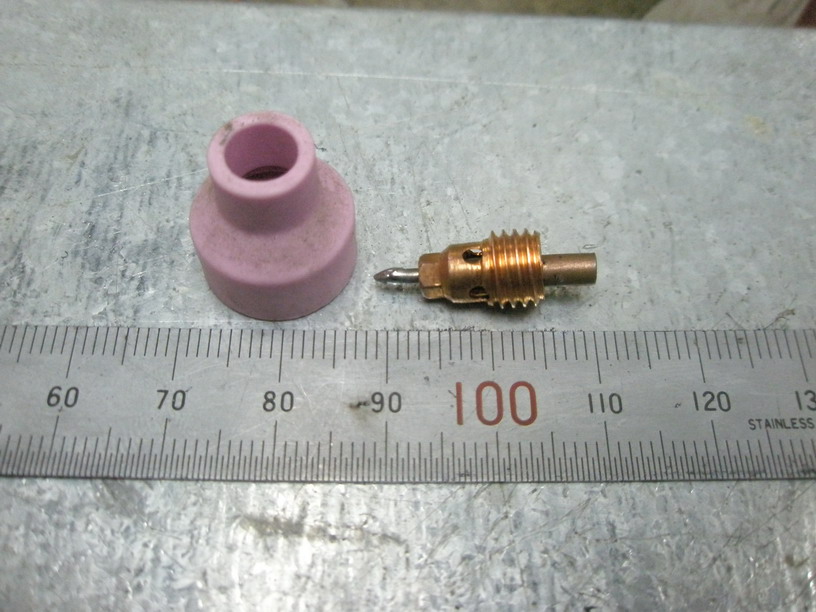
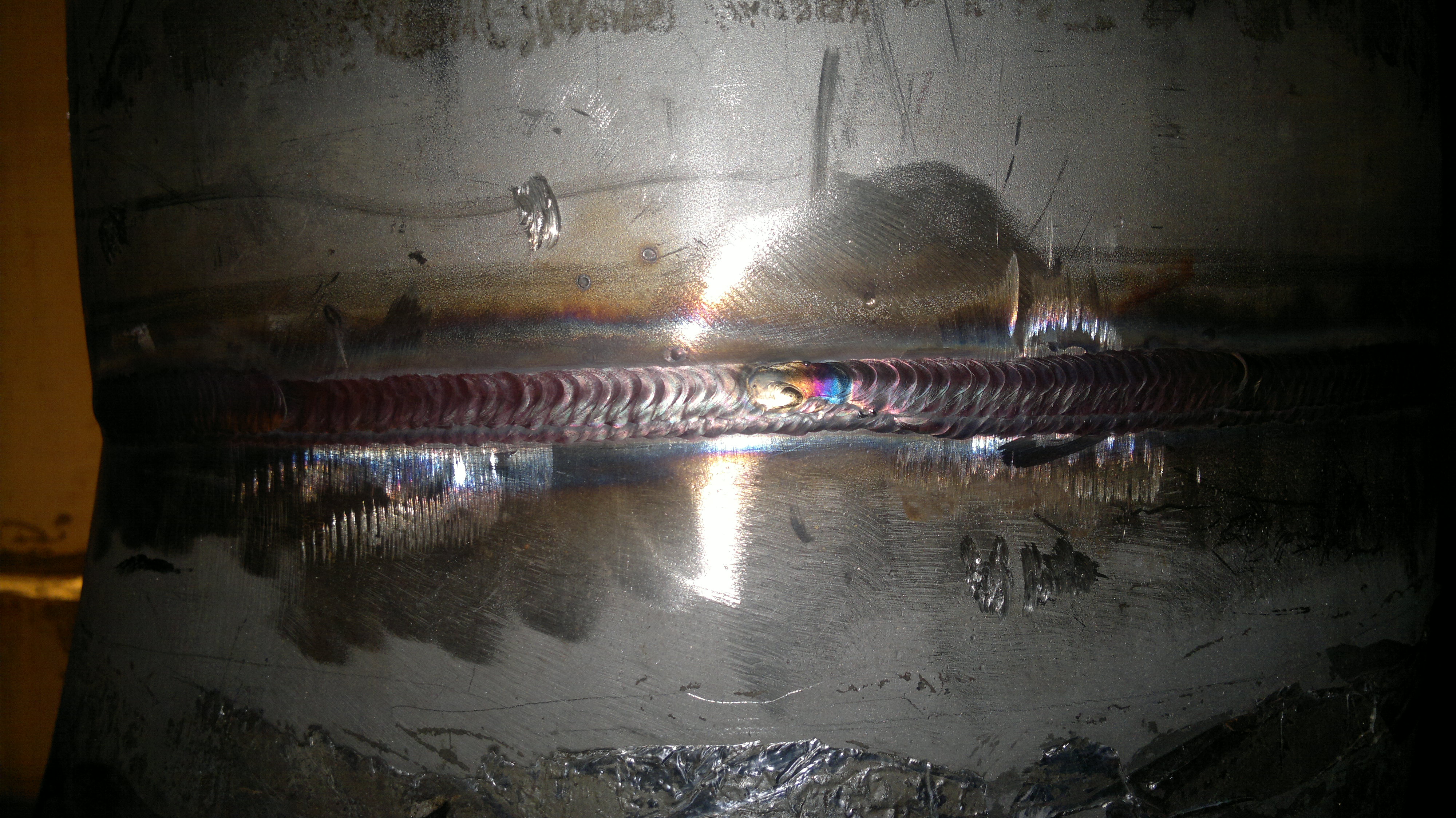
Посередине видна розовая побежалость, потому что туда не попадал воздух при сварке. Если бы полотна были плотно прижаты к столу, то такой цвет был бы почти везде. Всё дело в остывании и газовой защите. Присадку нужно подавать по каплям и автоматически, а не отвлекаться на это. Вести нужно так, чтобы осн. Ме не слишком нагревался (перегревался) и успевал остывать в газе, или же делать остановки для остывания шва.2 балла
-
Ураааааа! Сегодня мне присвоен 4 разряд газоэлектросварщика! Спасибо Вебсварке за обширные теоретические материалы!2 балла
-
http://f5.s.qip.ru/wn26qC6M.jpg http://leaks.gunm.ru/wp-content/uploads/2015/01/354_original-400x400.jpg2 балла
-
Самый лучший вариант, это "П" рама с талью. Но железо стоит подбирать по жесткости с запасом, чтоб не сложился от тяжести! https://www.youtube.com/watch?v=hMqN9Al-xds2 балла
-
Влияние полярности тока на процесс сварки тиг Полярность тока сварки существенным образом сказывается на характере протекания процесса дуговой сварки в инертном газе вольфрамовым электродом. В отличии от сварки плавящимся электродом (к которой относится сварка ММА и МИГ/МАГ) при сварке неплавящимся электродом в защитной среде инертного газа различия в характере процесса сварки на обратной и прямой полярности носят противоположный характер. Так при использовании обратной полярности процесс сварки ТИГ характеризуется следующими особенностями: - сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности неплавящийся электрод должен быть большего диаметра при одном и том же токе; в противном случае он будет перегреваться и быстро разрушится); - зона расплавления основного металла широкая, но неглубокая; - наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (так называемое катодное распыление), что улучшает сплавление кромок и формирование шва. В то время как при сварке на прямой полярности наблюдается: - повышенный ввод тепла в изделие и сниженный в электрод; - зона расплавления основного металла узкая, но глубокая. http://weldering.com/sites/default/files/styles/medium/public/tig_pryampol.jpg?itok=iWg728Yyhttp://weldering.com/sites/default/files/styles/medium/public/tig_obrpol.jpg?itok=_khl4avW Как и в случае сварки ММА и МИГ/МАГ, различия свойств дуги при прямой и обратной полярности при сварке ТИГ связаны с несимметричностью выделения энергии на катоде и аноде. Эта несимметричность, в свою очередь, определяется разностью в значениях падения напряжения в анодной и катодной областях дуги. В условиях сварки неплавящимся электродом катодное падение напряжения значительно ниже анодного падения напряжения, поэтому тепла на катоде выделяется меньше, чем на аноде. Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к сварке ТИГ при токе сварки 100 А и при использовании прямой полярности (как произведение падения напряжения в соответствующей области дуги на ток сварки): - в катодной области: 4 В х 100 А = 0,4 кВт на длине ≈ 0,0001 мм - в столбе дуги: 5 В х 100 А = 0,5 кВт на длине ≈ 5 мм - в анодной области: 10 В х 100 А = 1,0 кВт на длине ≈ 0,001 мм. В связи с тем, что при сварке на прямой полярности наблюдается повышенный ввод тепла в изделие и сниженный в электрод, при сварке на постоянном токе используют прямую полярность. При этом, благодаря тому, что тепло выделяется, в основном, в анодной области, плавятся только те участки основного металла, на которые направляется дуга, т.е. где оказывается размещенным анод. Основные международные обозначения, относящиеся к сварке ТИГ TIG - Такое сокращение названия этого процесса принято в Европе. TIG - Tungsten Inert Gas (tungsten – вольфрам на английском языке). WIG - Так принято для краткости называть этот процесс в Германии. WIG – Wolfram-Inertgasschweiβen (wolfram – вольфрам на немецком языке). TIG-DC - способ ТИГ на постоянном токе (DC - direct current - постоянный ток на английском языке). TIG-AC - способ ТИГ на переменном токе (AC – alternating current – переменный ток на английском языке). TIG-HF - способ ТИГ с системой бесконтактного возбуждения дуги высоковольтным и высокочастотным разрядом; HF - high frequency – высокая частота на английском языке. http://weldering.com/sites/default/files/styles/thumbnail/public/image66.jpg?itok=GpmPsloT Установка длины дугового промежутка http://weldering.com/sites/default/files/styles/thumbnail/public/image67.jpg?itok=4Vvy7nQA Высокочастотный разряд http://weldering.com/sites/default/files/styles/thumbnail/public/image68.jpg?itok=rTTRtgCF Зарождение и развитие дуги http://weldering.com/sites/default/files/styles/thumbnail/public/image69.jpg?itok=k5xHvU9m Формирование рабочей дуги При этом используется осциллятор, который вырабатывает кратковременный импульс напряжения, обеспечивающий пробой и последовательное развитие искрового разряда вплоть до дугового. Благодаря высокой частоте и малой мощности осциллятора высокое напряжение неопасно для человека. Высокочастотный поджиг обеспечивает самое высокое качество сварного шва, так как при нем не происходит контакта вольфрамового электрода с изделием, и, поэтому, исключается попадание частичек вольфрама в сварочную ванну. При таком поджиге также не происходит разрушения торца вольфрамового электрода. Однако, применение осцилляторов может приводить к выходу из строя устройств чувствительных к электромагнитному воздействию. TIG-Contact или SCRATCH START - способ ТИГ с контактным возбуждением дуги касанием вольфрамового электрода изделия ("чирканьем" торца вольфрамового электрода по поверхности изделия, наподобие того, как это делается при сварке покрытыми электродами). При этом способе зажигания дуги возможно попадание частичек вольфрама в сварочную ванну, а также имеет место разрушение торца вольфрамового электрода, так как в момент контакта электрода с изделием протекает ток короткого замыкания. TIG-LIFT ARC (TIG-LIFT IGNITION, LIFTIG) - способ ТИГ с контактным возбуждением дуги когда в момент короткого замыкания протекает заблаговременно сниженный ток. http://weldering.com/sites/default/files/styles/thumbnail/public/image71.jpg?itok=or1bG7Ie Касание электрода http://weldering.com/sites/default/files/styles/thumbnail/public/image70.jpg?itok=3aMQpReX Зарождение малоамперной дуги http://weldering.com/sites/default/files/styles/thumbnail/public/image72.jpg?itok=lzgkc20F Формирование рабочей дуги Этот способ зажигания дуги, хотя и не исключает контакта электрода с изделием, не имеет недостатков предыдущего способа, так как в момент КЗ протекает заблаговременно сниженный ток. Настройка параметров сварки ТИГ На рисунке ниже показана последовательность определения и регулировки параметров сварки ТИГ. http://weldering.com/sites/default/files/styles/large/public/tig_nastr.jpg?itok=OT542Tz4 Техника сварки ТИГ При сварке ТИГ боковой угол горелки должен всегда поддерживаться равным 90 градусам. Горелку следует держать под углом В то время как угол наклона горелки к поверхности изделия в направлении обратном сварке должен составлять 70 … 80 градусов. Присадка подается по мере перемещения горелки под углом от 15 до 30° к основному металлу. http://weldering.com/sites/default/files/styles/large/public/tig_direction.jpg?itok=kHRGq7Wjhttp://weldering.com/sites/default/files/styles/large/public/tig_angle.jpg?itok=XytjlaEW Сварка ТИГ выполняется "углом вперед" (т.е. горелка наклонена в сторону формирующегося сварного шва) с регулярной подачей присадки мелкими шагами. При сварке очень важно, чтобы конец присадочной проволоки не выводился из зоны газовой защиты; в противном случае, будучи расплавленным или нагретым, он окислится от контакта с окружающим воздухом. Любая степень окисления или загрязнения присадочной проволоки неизбежно вызовет загрязнение сварочной ванны. Поэтому очень важно, чтобы сварщик использовал присадочные прудки чистые грязи, смазки или влаги. Обычно грязь и смазка попадает на присадочный металл с грязных рукавиц. Поэтому, непосредственно перед сваркой, очень желательно обрабатывать прутки, например, ацетоном. Смазка и влага, как на присадочном прутке, так и на основном металле могут вызвать серьезные дефекты сварного шва, такие как пористость, водородное растрескивание и др. Особенности сварки алюминия и алюминиевых сплавов При сварке ТИГ большинства металлов используется постоянный ток прямой полярности. Однако эти условия сварки неприемлемы, когда речь идет об алюминии и магнии. Обусловлено это наличием на поверхности этих металлов прочной и тугоплавкой окисной пленки. Алюминий характеризуется высокой химической активностью. Он легко вступает во взаимодействие с кислородом воздуха, т.е. окисляется. При этом образуется тонкая плотная пленка из оксида алюминия (Al2O3). Своей высокой коррозионной стойкостью алюминий обязан именно этой пленке. Температура плавления чистого алюминия – 660 ºС, а температура плавления окиси алюминия более чем в три раза выше – 2030 ºС. Окись алюминия – это керамический материал, твердый и не электропроводный. При расплавлении алюминия он растекается крупными каплями удерживаемыми от слияния окисной пленкой. В случае если фрагменты пленки окажутся в закристаллизовавшемся металле шва, то его механические свойства ухудшаться. Таким образом, для того чтобы сварить вместе две алюминиевые детали, прежде всего, необходимо эту окисную пленку разрушить. Это можно выполнить: - механически (однако, это практически невозможно, так как из-за высокой химической активности алюминия он тут же вступает в связь с кислородом, и новый слой окиси алюминия начинает образовываться. Причем, в условиях дуговой сварки при высокой температуре окисление алюминия и образование окисной пленки происходит еще более интенсивно); - химической обработкой (довольно сложно и трудоемко); - сваркой на обратной полярности; - сваркой на переменном токе. http://weldering.com/sites/default/files/styles/large/public/tig_al.jpg?itok=V67Xxp5r При подключении электрода к отрицательному полюсу (сварка на прямой полярности) изделию будет передаваться значительное количество тепла, однако пленка разрушаться не будет. Если полярность изменить и подключить электрод к положительному полюсу (сварка на обратной полярности), то тепла изделию будет передаваться меньше, однако, как только будет возбуждена дуга, окисная пленка начнет разрушаться (происходит, так называемая катодная очистка). http://weldering.com/sites/default/files/styles/medium/public/tig_al1.jpg?itok=DYu4EjHwhttp://weldering.com/sites/default/files/styles/medium/public/tig_al2.jpg?itok=fKbNomNr Существует две теории, объясняющие механизм разрушения окисной пленки на обратной полярности. Катодное пятно, перемещаясь по поверхности сварочной ванны, приводит к испарению окислов алюминия, при этом эмиссия электронов с активных катодных пятен отталкивает фрагменты окисной пленки к краям сварочной ванны, где они формируют тонкие полоски. Поток ионов обладает достаточной кинетической энергией, чтобы при столкновении с поверхностью катода разрушать окисную пленку (аналогичный эффект имеет место при пескоструйной обработке). В пользу этой теории говорит тот факт, что чистящий эффект выше при использовании инертных газов с более высоким атомарным весом (аргон) Однако наряду с этим положительным явлением будут наблюдаться такие отрицательные последствия сварки на обратной полярности как перегрев электрода, на котором будет выделяться слишком много тепла (вызывая его перегрев), и низкое проплавление основного металла. Решением этих проблем является сварка на переменном токе. Комбинация прямой и обратной полярности позволяет использовать преимущества обоих полярностей; мы получаем и необходимое тепловложение (т.е. проплавление основного металла) в полупериоды прямой полярности и очистку поверхности от окиси алюминия (в полупериоды обратной полярности). Сварка на переменном токе этой частотой является идеальным процессом соединения всех типов алюминиевых и магниевых сплавов. http://weldering.com/sites/default/files/styles/large/public/tig_pol.jpg?itok=7GmxPOj9 Достоинства и недостатки процесса ручной сварки ТИГ По сравнению с другими способами сварки (ММА, МИГ/МАГ, сварка под флюсом) сварка ТИГ характеризуется следующими преимуществами: - позволяет получить сварные швы высокого качества применительно к практически всем металлам и сплавам (включая трудносвариваемые и разнородные, например алюминий со сталью); - обеспечивается хороший визуальный контроль сварочной ванны и дуги; - благодаря отсутствию переноса металла через дугу не имеет места разбрызгивание металла; - практически не требуется обработка поверхности шва после сварки; - как и в случае сварочных процессов МИГ/МАГ и ММА сварку ТИГ можно выполнять во всех пространственных положениях; - также как и в случае сварки МИГ/МАГ при сварке ТИГ нет шлака, а это означает, что не бывает шлаковых включений в металл шва. К недостаткам этого способа сварки можно отнести низкую производительность, сложность и высокую стоимость источника питания (по сравнению со сваркой плавящимся электродом). Охрана здоровья и охрана труда применительно к процессу сварки TIG Ниже изложены некоторые дополнительные меры предосторожности относительно сварки ТИГ. На первый взгляд этот способ сварки представляется наименее опасным, так как, либо дымов вообще не видно, либо они выделяются в очень небольшом объеме. Но нельзя обманываться, считая, что при этом способе сварки вообще не выделяются опасные вещества. Они выделяются и могут попадать во вдыхаемый воздух. Концентрация опасных веществ зависит от силы тока сварки, от типа стали (нелегированная, низколегированная или высоколегированная) и от степени очистки поверхности основного металла от, например, масла, используемого при резке металла или от антикоррозионных покрытий.2 балла
-
Сущность процесса сварки ТИГ Полное наименование этого процесса сварки таково: Ручная дуговая сварка в инертном газе вольфрамовым электродом (ДСТУ 3761.3-98 "Сварка и родственные процессы. Часть 3 Сварка металлов: соединения и швы, технология, материалы и оборудование. Термины и определения"). Схема и сущность процесса сварки ТИГ показана на рисунке ниже. http://weldering.com/sites/default/files/styles/large/public/scheme_tig.jpg?itok=tzyuysMz Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся вольфрамовым электродом и изделием. При этом используется электрод либо из чистого, либо из активированного вольфрама. При необходимости в сварочную ванну добавляется присадочный металл. По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварное соединение образуется либо только за счет расплавленного основного металла, либо за счет, как основного металла, так и металла присадочной проволоки. Дуга, сварочная ванна, торцы вольфрамового электрода и присадочной проволоки, а также остывающий шов защищены от воздействия окружающей среды инертным газом (аргоном или гелием), подаваемым в зону сварки горелкой. Сварка выполняется либо постоянным током прямой полярности, когда плюсовая клемма источника питания подключается к изделию, а минусовая – к горелке, либо переменным током (при сварке алюминия). Область применения сварки ТИГ Этот способ сварки широко применяется в химической, теплоэнергетической, нефтеперерабатывающей, авиационно-космической, пищевой, автомобилестроительной и других отраслях промышленности для сварки практически всех металлов и сплавов: углеродистых, конструкционных и нержавеющих сталей, алюминия и его сплавов, титана, никеля, меди, латуней, кремнистых бронз, а так же разнородных металлов и сплавов; наплавка одних металлов на другие. Сварочный источник питания Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются: - сварочные трансформаторы – при сварке на переменном токе; - сварочные выпрямители и генераторы – при сварке на постоянном токе; - универсальные источники питания, обеспечивающие, как сварку переменным, так и постоянным током. Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику.Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика. Пример универсального инвертерного аппарата AC/DC Итальянской фирмы INE: Аппарат Miller Maxistar постоянного тока DC: Аппарат ESAB постоянного тока DC: Аппарат ESAB универсальный AC/DC: Аппарат универсальный тип - "Китаец обыкновенный": Сварочная горелка Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками. Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки. Типы сварочных горелок и их внешний вид: Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву. Вид "стандартных" газовых сопел: Все комплектующие к газовым горелкам показанные на фото выше, различаются размерами. Например для электрода ф1,6мм. необходимо применять цангу и цангодержатель именно для 1,6мм. Соответственно для 2,4мм применяются цанги и цангодержатели ф2,4мм, для ф3,2мм - 3,2мм соответственно. Возможно применение цангодержателя большего размерного ряда. Например для цанги+электрода ф1,6мм можно поставить цангодержатель ф3,2мм, но это ухудшит тепловой контакт цанга-цангодержатель, что теоретически должно усилить нагрев цанги и ускорение её выхода из строя. не забыть выложить фотки жженных цанг.... Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа. Фотографии прочих цанг и керамики: Разница в потоке при исп. простой керамики и газовой линзы Обычное сопло Сопло с газовой линзой http://weldering.com/sites/default/files/styles/large/public/tig_nogaslinza.jpg?itok=3-8cf7qlhttp://weldering.com/sites/default/files/styles/large/public/tig_gaslinza.jpg?itok=0uC7VVRc http://weldering.com/sites/default/files/styles/large/public/tig_graf.jpg?itok=K18nA3f5 При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться. http://weldering.com/sites/default/files/styles/large/public/tig_impuls.jpg?itok=gcneMIMU При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки. http://weldering.com/sites/default/files/styles/large/public/weld_joint.jpg?itok=rEhcF1yf Основные параметры режима ручной сварки ТИГ К основным параметрам режима сварки ТИГ относятся: - тип вольфрамового электрода; - диаметр электрода; - тип защитного газа; - сила тока сварки (Iсв); - напряжение на дуге (Uд); - скорость сварки (Vсв). Защитные газы Защитный газ выполняет несколько функций. Одна из них заключается в том, чтобы вытеснять собой из зоны сварки окружающий воздух и, тем самым, исключить его контакт со сварочной ванной и раскаленным вольфрамовым электродом. Он также выполняет важную роль в обеспечении прохождения тока и передаче тепла через дугу. При сварке ТИГ используются два инертных газа: аргон (Ar) и гелий (He), из которых первый газ используется чаще. Они оба могут быть смешаны друг с другом, или каждый из них с другим газом, который обладает восстановительной способностью, т.е. вступает в связь с кислородом. При сварке ТИГ в качестве газов с восстановительной способностью используются два газа, водород (H2) и азот (N2). Выбор типа защитного газа зависит от типа материала, подлежащего сварке. Электроды Внешний вид вольфрамовых электродов: Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80): ЭВЧ – чистый вольфрам без специальных добавок; ЭВЛ – вольфрам с добавкой окиси лантана (1,1 – 1,4%); ЭВИ – вольфрам с добавкой окиси иттрия (1,5 – 3,5%); ЭВТ – вольфрам с добавкой двуокиси тория (1,5 – 2%). Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке. http://weldering.com/sites/default/files/styles/large/public/tig_polyar.jpg?itok=HDQSSRz3 А - постоянный ток прямая полярность; Б - постоянный ток обратная полярность; В - переменный ток; В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара. Затачивать конец электрода для сварки переменном током рекомендуется в виде сферы, а для сварки постоянным током – в виде конуса. Угол конуса должен быть 28 - 30°, длина конической части должна составлять 2 – 3 диаметров электрода. Конус после заточки должен быть притуплен, диаметр притупления должен быть от 0,2 до 0,5 мм. http://weldering.com/sites/default/files/styles/large/public/image60.jpg?itok=Ut_y7qmR Процесс заточки электрода показан на рисунке ниже. При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими для электрода или без них. Пример машинки для заточки электрода: Заточка W-электрода http://weldering.com/sites/default/files/styles/medium/public/tig_zatochka.jpg?itok=BcxFZJSa http://weldering.com/sites/default/files/styles/medium/public/tig_riski.jpg?itok=nToQobPV
1 балл
-
Не надо пилить, можно народу в аренду сдавать.1 балл
-
Тогда проще всего треногу сварить и не переживать. Или подобие такой конструкции сварганить, а потом распилить. http://picture.yatego.com/images/4d4967e7e4ad23.7/Gp_76000045-kqh/granit-werkstattkran-2t.jpg1 балл
-
@grisom,Вы прогрели полностью металл,и он потёк.Мы и советуем взять пластину больше площадью,можно 3-4мм. тренируйтесь.На Вашей пластине 10х2см.хорошо проверять качество на пятно.1 балл
-
Подскажите модель качественных(навороченных) очков хамелеонов. 9-15 а лучше 3-15. Пацаны просят, чтоб в узких местах работать можно было. Чтобы одел балаклаву+очки и в бой. Вот думаю только, что кожанную балаклаву в сексшопе искать придется.1 балл
-
А есть таковые? Я бы поглядел.1 балл
-
В Китае клиент автосалона пожелал внести первый взнос за понравившийся автомобиль «мелкой наличностью». Дилер, решив, что речь идет о бумажных купюрах, согласился. В результате, на подсчёт монет весом 150 кг силами восьми сотрудников дилерского центра ушло полдня, сообщает «За рулём» со ссылкой на Daily Mail. Клиент одного из китайских автосалонов решил приобрести автомобиль стоимостью 51 800 юаней (около 530 тысяч российских рублей). Первым взносом в размере 20 000 юаней оказались четыре чёрных полиэтиленовых мешка, в которые были упакованы монеты достоинством 0,1 юаня, 0,5 юаня и 1 юань. Общий вес мешков составил 150 кг. «Он сказал, что заплатит мелкой наличностью. Я думал, что это будут старые и мелкие купюры, но никак не ожидал, что это будут монеты такого номинала», — рассказал дилер журналистам. Покупатель сообщил, что монеты получены от его бизнеса, о котором он не пожелал рассказать. И теперь продавцы ждут следующего визита странного клиента: остаток суммы покупатель должен погасить в течение трех дней.1 балл
-
Уважаемые участники форума! Прежде чем создавать новую тему в данном разделе, рекомендуется прочитать или хотя бы просмотреть по названиям уже имеющиеся. Похожие по названию и содержанию новые темы будут переноситься в соответствующие. Навигация по разделу поможет Вам сориентироваться в размещения Вашего вопроса Темы с вопросом (помогите определится с выбором, дайте совет по сварочным аппаратам и подобные вопросы) здесь не уместны. Для этого есть раздел "Советы в выборе" Список самых популярных тем и вопросов по сварке ММА: Основное понятие об ММА сварке! Профильные... Записки начинающего сварщика, часть 3 Электроды "в общем"... УОНИ-13/55 расскажите, пожалуйста, что это за электроды. Выбор марки и фирмы-производителя электродов для сварки труб. Электроды Hyandai УОНИ 13/55 и УОНИИ 13/55: в чем разница? Rilon 200 pro и Уонии Техника сварки... Техника ведения электрода Манипулирование электродом Положения швов Как лучше варить вертикальный шов Сварка чугуна... Проблема со сваркой чугуна Сварка чугунных секций котла Варится ли чугун к "простому" металлу? Сварка труб... Сварка труб d100 и больше Электродуговая сварка труб Как заварить катушку под просвет Допуски на зазор... Нормирование размера зазора в стыке труб Зазор на 76-ой трубе. Сварка меди и алюминия... Сварка медных проводов Сварка меди покрытыми электродами Сварка алюминия в домашних условиях... Сварка алюминия электродом Сварка нержавейки... Сварка нержавейки неизвестной марки Сварка нержавейки Резка угольным электродом... Резка угольным электродом, как правильно?1 балл
-
Без обид, но такими темпами, модераторы скоро могут к нику спереди букву "Т" добавить...1 балл
-
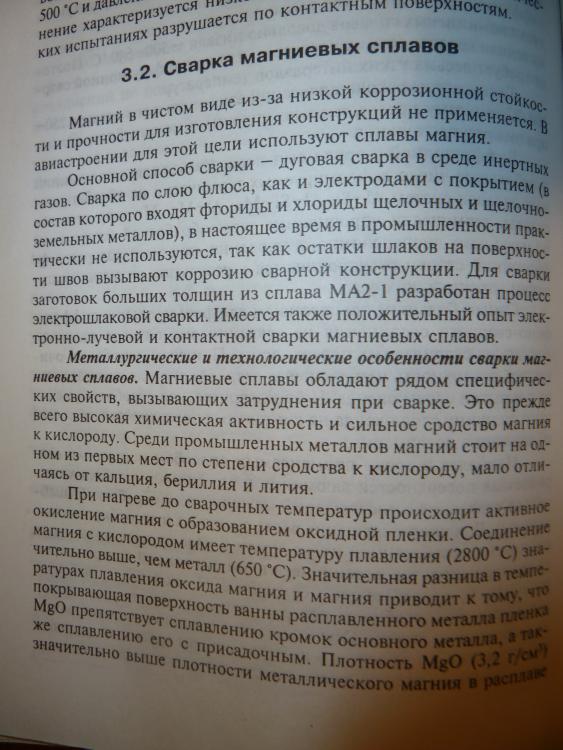
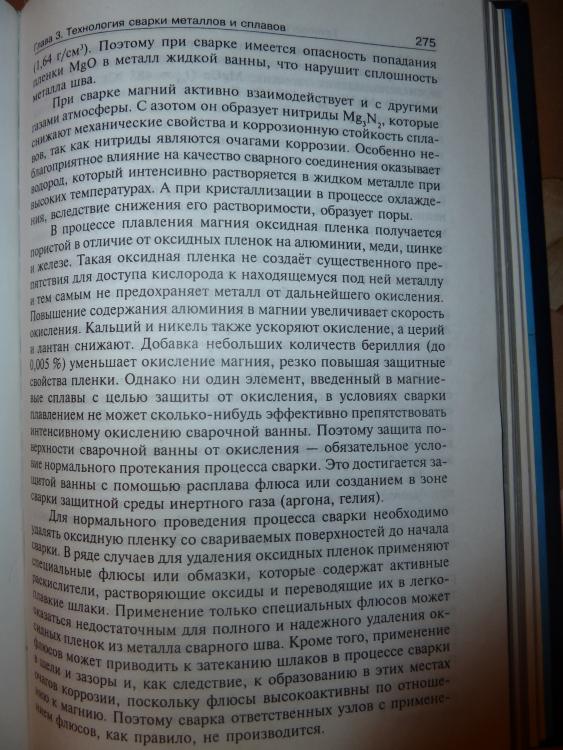
Так вот и выложу книжку потихоньку. Что нас ждет и к чему готовится при сварке магниевых сплавов. http://www.migatronic.ru/content/view/50/46/ http://www.metallstandart.ru/magnievaya_provoloka
1 балл
-
1 балл
-
Код четырехзначный 0000 Вход с панели источника . Нажать нижнюю среднюю кнопку F2 или юзер. Перелистать список пользователей до строки Администратор. Нажать ее. Появится четыре прочерка - - - - По умолчании выбран уже ноль. Но можно перелистывая выбирать еще 1-9. Водите ноль. Курсор сам перейдет на вторую строку. Вводите ноль. Вводите ноль. Вводите ноль. Когда вошли, выбираете без пин кода. FastMig Pulse-450_ru.pdf
1 балл
-
Сделайте плиз фотки столика для сварки. И скока весит плита. Занятная штука.1 балл
-
Делайте из бумаги, наносите любой рисунок, можно огнеупорной пропиткой пройтись. Из пластмасс? огнестойких? в гаражных условиях? Хотел бы я видеть этот гараж, и знать его стоимость... Здесь больше подскажут не как пластмассу отливать, а предпочтительные размеры, формы маски; крепление, расположение светофильтра и т.д.
1 балл
-
Так как порядком надоело уже в процессе сварки бороться с "качеством" Лосиноостровских МР-3С, решил сегодня попробовать, что то новое. Итак: в белой пачке практически без опознавательных знаков 3 килограмма синей тройки,за 270 рублей. Производитель наш Нижегородская область, Арзамасский район, село Мотовилово. Больше ничего про марку электродов на данной пачке нет , ну кроме того, что на фото. Потестировал - "гуано" , явно рутил но плохо зажигаются повторно, при 90 А сварочную ванну практически невидно из за шлака. В общем ну их .... Дальше: в зеленой пачке "АРСЕНАЛ" 2,5 кг зеленой тройки за 250 рублей. Производителей два Украина и Белоруссия - конкретная пачка из Белоруссии. Открыл пачку, а электроды опять запечатаны в полиэтилен - порадовало. На электродах написано МР- 3 АРС, на пачке как положено ток для пространственных положений, но полярности нет. Ну нет так нет - 70А обратная полярность - всё прекрасно, но как бы потрескивают и много брызг, меняю полярность брызг меньше, но потрескивание осталось. В общем нормальные электроды, пока их поюзаю. P.S. Коллеги из стран производителей "АРСЕНАЛА" - если пробовали работать такими электродами, какие впечатления???
1 балл
-
Абсолютно согласен. Как говорится, если больной хочет жить - медицина бессильна. Образование тут совсем не ключевой фактор. Тоже встречал людей без ВО с офигенными знаниями, которым позавидовал бы средний выпускник ВУЗа, а уж с "вышкой" тупых бездарей не перечесть. Тут накладывается еще одна черта российского менталитета. Получил корочку, значит можешь быть "начальником". Причем искренне удивляются, когда купив диплом в рассрочку (не посещая занятия и покупая оценки) чуда не происходит - образование вроде есть, а знаний ни на йоту не прибавилось. Впрочем это на всех уровнях образования. Сейчас на вечерних курсах до экзаменов осталось 10 дней. Ни на один вопрос препода по спецтехнологи ответить почти никто не может. 95% слушателей курсов не понимают, что тыкать электродом и держать дугу без знания технологии сварки это не есть быть полноценным сварщиком. Да, получат они свои корочки 4ых разрядов...1 балл
-
Материл по теме:" Резка болгаркой. Вводить круг в соприкосновение с материалом нужно при полных оборотах шпинделя, иначе возможно заедание круга. Производители болгарок однозначно рекомендуют осуществлять резку таким образом, чтобы направление движения инструмента и вращения круга совпадало. В этом случае исключается возможность неконтролируемого выхода круга из прорези. http://tool-land.ru/image/rabota-bolgarkoy9.jpg Направление резки болгаркойПожалуй, именно это требование безопасности нарушается пользователями чаще всего. Дело в том, что при таком ведении инструмента струя искр, вылетающая из-под круга, скрывает разметку, что лишает возможности вести круг по намеченной линии. Поэтому многие пользователи сознательно нарушают требования безопасности, ведя рез в направлении, противоположном вращению круга. В этом случае искры не скрывают разметку, и вести точную резку удобнее. И, тем не менее, правильная эксплуатация болгарки предполагает ведение инструмента таким образом, чтобы направление движения совпадало с направлением вращения круга. При резке важно обеспечить правильное положение болгарки. Линия реза должна проходить мимо оператора, а не упираться в него. В этом случае при заедании круга реактивное движение инструмента будет также проходить в стороне." Полный текст -------------------------- http://www.master-forum.ru/img/printer.gif УШМ: как выбирать, конструкция, техника безопасности, оснастка, советы http://www.master-forum.ru/UserFiles/Image/Instrumenti/Electro/Likbez/USM/Protoool.jpgПо популярности этот инструмент уступит (и то совсем немного) разве что дрели. Еще бы, благодаря богатейшему выбору оснастки и зачастую вовсе не обладая регулировкой скорости, он способен выполнять разнородные работы, будь то резка бетона или доведение до блеска металлических поверхностей, которые еще десять минут назад были безнадежно изъедены ржавчиной. Слово «болгарка» — неофициальное, народное называние УШМ — имеет несложную этимологию: первые появившиеся в СССР модели делали в Болгарии, так что более звучное прозвище придумать сложно! Было это в начале 70-х годов. Тем не менее аббревиатура УШМ (углошлифовальная машина) куда красноречивее говорит о специфике инструмента. Изначально его использовали для шлифовки, но позже появились специальные абразивные круги, а технические параметры машин оптимизировали под резку. Сегодня «болгарки» популярны как у профессионалов, так и в быту. Ими можно резать металл, бетон, кирпич, гранит, мрамор, цемент, асфальт, камень; используя различные щетки, снимать ржавчину, краску с деталей, не изменяя их рельеф; шлифовать и полировать поверхности. За неимением альтернатив (например, электроточила) люди и заточку выполняют УШМ. КЛАССИФИКАЦИЯ УШМ В основу деления инструмента на классы положено время эксплуатации. Бытовые «болгарки» используются либо эпизодически, либо по 30-40 минут в день. «Профи» обладают гораздо большим ресурсом, так как предполагается высокая интенсивность работы (по несколько часов в сутки), а отсюда и многие особенности: усиленная пылезащита, сниженный уровень шума, всевозможная электроника. Кто-то выделяет особый класс — индустриальные машины, еще более устойчивые к нагрузкам. Правда, там, где предполагается сверхинтенсивная эксплуатация, зачастую прибегают к помощи пневматики. Классифицируют «болгарки» также в зависимости от размера круга. На рынке встречаются машины под оснастку 115, 125, 150, 180 и 230 мм. Наиболее распространены 125 и 230 мм. Существуют одноручные и двуручные УШМ. http://www.master-forum.ru/UserFiles/Image/Instrumenti/Electro/Likbez/USM/Razrez.jpg«БОЛГАРКИ» В ДЕТАЛЯХ Детальное знакомство с «болгарками» стоит начать с описания конструкции - см. УШМ в разрезе на примере Phiolent (для цвеличения картинки нужно на неё кликнуть). Если смотреть сбоку, то продольные оси шпинделя и мотора УШМ лежат по отношению друг к другу под углом 90 градусов. Механизм передачи вращения предельно прост: якорь двигателя соединен с ведущей шестерней, которая сцеплена с расположенной перпендикулярно ведомой. Редуктор понижающий: значит, от десятков тысяч оборотов двигателя на шпиндель передается лишь несколько тысяч. В целом механизм кажется примитивным, однако качественные дорогие инструменты имеют множество нюансов. О них будет сказано позже. Статья полностью1 балл
-
Вступлюсь - не было такого совета )). Я контролирую направление/плотность потока искр, в разных случаях по разному их направляю. Например когда на дверях работал (цех), на фартук присобачил (зонально) усиление (от искр) и резал только на себя - на пузо ( вокруг клея/краски - горючего много, коллеги близко- лицо свое носят , и тд.)))1 балл
-
Скажу так: держался за инструмент фирмы Хилти. Болгарка, шурик, пистолет для силикона механический. Работал дисками Хилти 230 и 125 зачистные и отрезные. Как говорят совершенство в мелочах, вот шурики у Хилти хорошо сбалансированы, удобно лежат в руке, мощьные и аккум нормально держится. Вообще всё что касается аккумуляторной составляющей хорошо продумано, можно подобрать инструмент с взаимозаменяемыми аккумуляторами и зарядниками - продумано, удобно. Болгарка... Лучше чем болгарка Бошь ? Если бошь с демпфером возле ручки и плавным пуском, то чёрта с два, Хилти нервно курит. Болгарки у Хилти не лучше остальных производителей, на уровне. И слягут они точно так же. Что касается абразива - очень понравились диски что отрезные, что шлифовочные. Кто-то писал, что Кратон лучше... Спорить не буду, по мне так Кратон лучше Луговских и это потолок. У инструмента Хилти всё хорошо продумано, но за это накрутили слишком большую наценку. Что касается выносливости - нет не убиваемого инструмента, у всего есть ресурс. Тоже как-то смотрел ролик на Ютубе, где лысенький хлопчик рассказывал про аккумуляторный инструмент Хилти. Ну если нравится человеку и по карману, то почему и нет ? Профессионализм не в инструменте, а в голове. Как-то смотрел док.фильм про качков, где рассказывали про анаболические стероиды. Так там хорошо сказали: "если у всех качков отнять анаболики, то чемпион останется чемпионом". Так и с инструментом, думаю если у профи Хилти заменить на Бошь (или другой бренд), то профи сделает так же качественно, возможно чуть дольше... Про пожизненную гарантию... Видел как-то в сети фото старого холодильника Зил. Под фото написанно, что холодильник честно отработал 30 лет, без гарантии. И я этому верю, потому что у моего друга такой же холодильник уже отпахал 30 лет и ещё пашет...1 балл
-
Сегодня боги снизошли до нас замкадышей презренных,Ведь в чемодане принесли такой красивый, здоровенный.От Хилти супер инструмент, еще не знавший строек смрада.Какой волнительный момент, как сердце неуемно радо.Сарказм тут право не при чем, как на духу признаюсь честно.Себе казался москвичом лишь в руки взяв сей плод чудесный.Спасибо, дали подержать ( неделю руку мыть не буду).А что не дали пострелять, ну должно быть границе чуда.Забрали, снова в чемодан, наполнив сердце грустью плотной.Такой вот в принципе роман, меня и Хилти, мимолетный. :P
1 балл
-
Ничего не скажу так как не работал с ним. Видеть видел но не работал. И вообще тема про хильти? Я про хильти написал. А в остальном каждый выбирает сам. И эта тема я думаю бесконечна будет как и вечный спор какой автомобиль лучше, какой аппарат или какие материалы лучше, так как каждый подбирает под себя, на чём ему удобней ездить, и с чем работать.1 балл
-
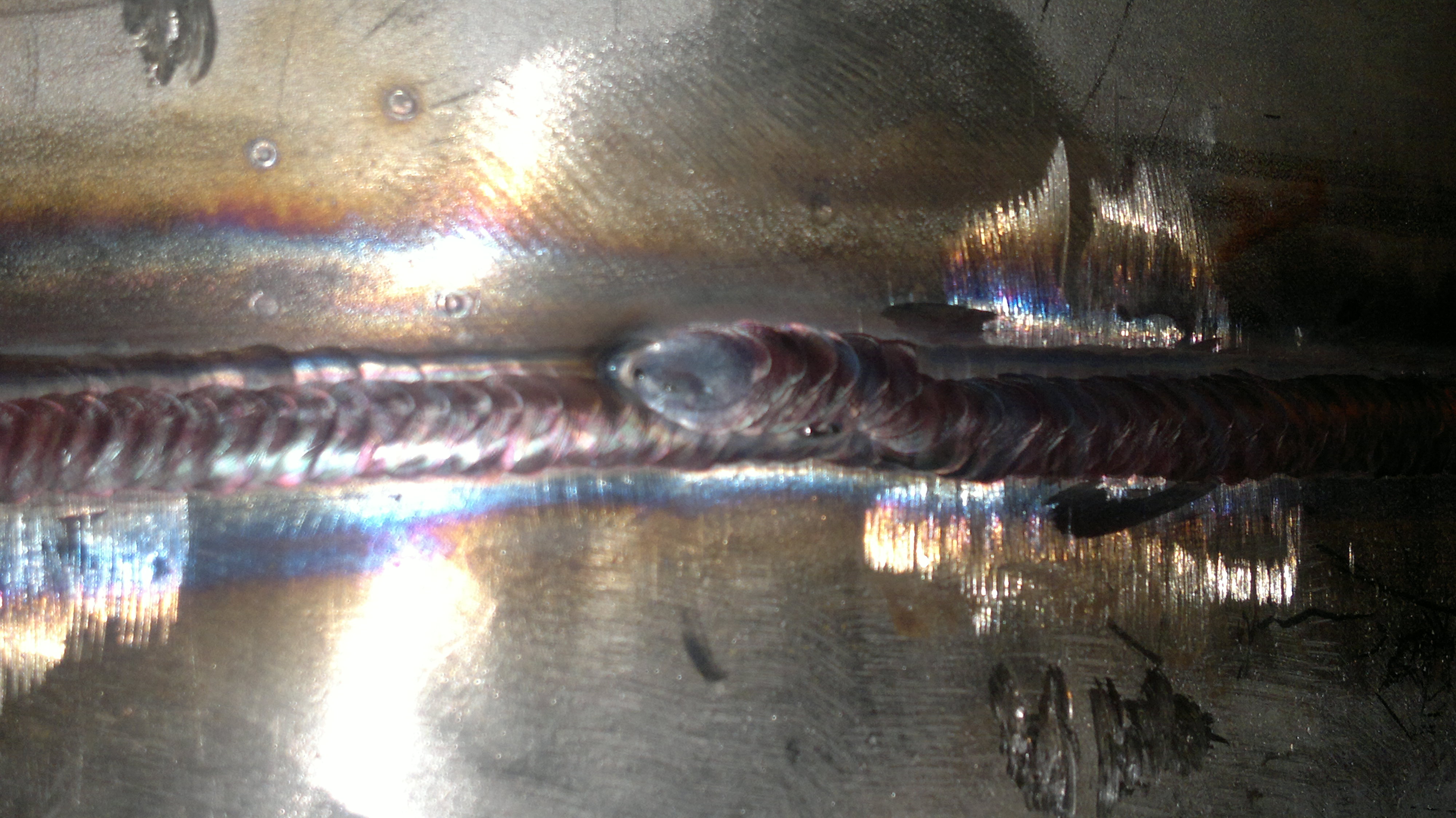
@Kurt1, ИМХО дело в том что на фотке вертикала есть интересная особенность с которой, я уже 2 раз сталкиваюсь. След сварочной ванны смотрит так как будто ванна бежала снизу вверх, рябь на шве обычно указывает направление хвостиком противоположно движению, а здесь наоборот, так что АВН смотрел внимательно . Я тоже смотрел, но расширение шва снизу показывает, что сварка была сверху вниз, и провал в центре (усадка) бывает только в этом случае. А вот атипичные чешуйки я встречаю уже второй раз это видимо как то зависит от положения горелка когда ванна стягивается впереди перед проволокой на грани провала от давления дуги. Так что непонятки объяснимые если на такое не обращал внимание раньше.1 балл
-
Ну вот. Дошли рученки до ЕВэМчика. С редуктором подразобрался. Спасибо всем и Круазику отдельно! В принципе мысли все по этому поводу в видео. Снимал, нервничал. Да и вообще когда купил все к аппарату, чуть ли не силой сам себя гнал пробовать. Как школьник право слово. Мандражировал. Выкладываю фотки швов. Это первые, металл выставлял сперва 2 потом 1,8мм, аппарат сам под это настраивался. Заваривал рез от плазмы. Просто шов ложил. Приваривал кусок профиля. Тут попробовал тавр сварить на металле потолще (3мм). Приварил еще кусок профтрубы. Прибавлял напряжения - прожег. Потом углы пытался выводить по всякому. Углом вперед, углом назад. Пока не примастырился, не видать особо из за горелки что творю. Дальше замахнулся на 1,2 мм. Угол в стык прошел. Тавр, стык и обратка стыка. Получилось не прожечь. Сегодня умудрился даже лезвие от канцелярского ножа приварить тавром, но фоток не вышло.Мутные. А вот то что наснимал. Не судите строго юного пулеметчика http://youtu.be/Q1FzcKMeAyA http://youtu.be/QfTYPNk8AGo
1 балл
-
Ладно, сегодня не до сварки, мужики я сегодня женился !!!1 балл
-
Да это понятно, а как же манипуляции электродом и прочие тактико-технические действия? Вопрос как звучал? А что касается болгарки и зачистки шва это вариант, тада варить ваще уметь не надо тем более заморачиваться с ведениями электрода и прочей выходит "лабудой", а для пущей красоты шва, так ваще холодной сваркой замазал и все, а че держит, закрасил и не видать.(Наподобе вот этих суровых строителей http://youtu.be/6Iguspf5oX4)1 балл
-
Это мы гелием баловались;нержавейка s=5 и медь брусок s=12,МНЖ-5:
1 балл
-
Наконец-то реальное трубное железо,регистры,электроды в настоящем пенале.Хитросплетения действующих магистралей и "покойников".Короче то,чем живёт и надеюсь процветает,большая часть сварщиков по обе стороны от Урала.Это не "чистоган" варить и пальцы растопыривать...это тяжёлый труд.1 балл
-
"Горизонтов" нет. Скину РАДС, может кто РДС закинет. Труба 12дюймов S=8,304L, 125а. Присадку подаем в верхнюю часть ванны, придерживая ею металл от стекания вниз.При движении иглы вверх, "смахиваем" каплю с присадки и забрасываем чуть назад. При движении вниз, ведем каплю по переднему краю ванны. Углом вперед однозначно.
1 балл
-
Попробую вставить фото.http://s013.radikal.ru/i323/1111/27/a22b3fa24a82.jpg Подскажите как вставить фото.Получилось Фланец на 219 трубу полуавтомат проволока СВ08г2с микс 2. Транспортировочная петля http://s017.radikal.ru/i434/1111/9d/842bb9d505c9.jpg1 балл
-
Цементовоз, сегодня делал, конденсаторный баллон.
1 балл
-
У нас автопарк разморозил технику,ну небыли готовы к первым сильным морозам -8.Везут потихоньку детальки.Зачистил,разделал кромки изнутри,прихватил,разделал снаружи,обварил.Работаю аппаратом УДЧУ У 3.1.Хау наверное знает эти аппараты.Их конкурентов.Завод СИМЗ.По аппарату скажу что ломался один раз,ездил сам на завод,по гарантии отремонтировали и доработали.;4 года работает уже,пора обновлять наверное,не знаю что бы выбрать мощнее и на 220вольт.Образования сварочного нет,только опыт.
1 балл