Лидеры




Популярный контент
Показан контент с высокой репутацией 18.12.2014 во всех областях
-
Немного моих будней . Сварка и ручная , и ПА . Диаметры , в основном, 57 мм, 1/2" и 3/4". Заодно и магнитную "массу" испытал , что купил у Алексея в "Техно-Сварка". Раньше со скепсисом относился к этой приблуде. Заблуждался .Удобно. Соорудил себе "под нос" светильник. А это "остатки производства" А это - я , в работе http://www.youtube.com/watch?v=Ra98gFuH75Q&feature=youtu.be
 20 баллов
20 баллов -
Последствия "криворуких" грузчиков, умудрившихся нагрузить гидравлический алюминиевый борт на +70% от номинала. Гидравлика выдержала. Не выдержал сам борт, лопнул. Причем так, что на лицевой стороне выдавило пластину по всей длине будто болгаркой срезало. Подварил, усилил и еще немного поварил...
12 баллов
-
Не могу молчать...)))
9 баллов
-
Снова, да ладОм... ;-) Гофра - сильфон ДВС "Камминз". Они, рукава эти, идут двух видов, как правило. Крученые - спирали и вот такие, штампованные. Сколько ни пытался найти оптимальное решение - без п/а это весьма затруднительно. Худо - бедно получалось только РДС - мин. ток, электрод 4-ка и присадок из такого же оббитого))) Но сами понимаете, результат - "ниже среднего". Да, сейчас снова будет реклама с изрядной долей предвзятости. На всё, про всё - затратил 20 минут, что ощутимо быстрее, а главное - гораздо качественнее, чем РДС или ГС. ТИГ - тоже вариант, но пока все эти горы пыли+масла+сажи зачистишь, подгонишь и так далее... Короче,говоря, Оверману - снова "5", а Константину Краеву - искренняя благодарность! А так же : респект, уважуха, блэкджек со шл, пардон, с большим выигрышем и вообще - всЯго хорошего ps Да, это - стенка сильфона в разрезе и, собственно, толщина слоя, к которому и приваривается "воротничок" для поворотного фланца))) Забыл!!! Напряжение и подача - "чуть-чуть от нуля", инд. - 12 часов)))
9 баллов
-
Магия http://www.youtube.com/watch?v=Ib2Vl7JEjfc4 балла
-
Питьевой фонтанчик для школы.
4 балла
-
В моём варианте - не чувствуется, но там она и далеко, и параллельно вдобавок. Когда фланцы варю, то , иной раз, деталь слегка двигается и контакт со столом местами проблемный, что сказывается на стабильности дуги. Дабы избежать этого, накинул для контроля. Когда трубу варишь поворотным способом, то во внутрь её ( массу ) помещаю, тоже способствует стабилизации контакта. А вот когда тспользовал магнитные уголки при сборке небольшой конструкции , то весь изматерился. Влияет и ещё как влияет. Видимо , сказывается место нахождения источника. @Миротворец, Уже мысль крутится над этой идеей.3 балла
-
Знаете, без обид, но в Вас этого гонора вообще перебор.3 балла
-
В этом суть сварки, на TIGе все мастера, все чисто, видно и присадочную проволоку добавляешь когда надо, вывод варить на много легче. Ты попробуй ММА шов положи как на TIGе. если научишься на ММА то сTIG проблем не будет., это как с коробкой механика и автомат.!!!!3 балла
-
@Tibidabo,Мне глубоко все-равно на ваши минусы- отвечать таким же образом не стану. Вся ваша полемика в сплошном выпячивании себя-любимого. Эдакий Нарцис! Ваше якание- простое пустословие, ни в какой области вы не достигли результатов, в сварщиках вы тоже долго не проходите- завтра вас потянет в космос. А может сразу в президенты Литвы? Хотя нет, вас туда не возьмут, потому как, не смотря на 2 высших образования, пишите вы неграмотно, с ошибками. Вы пришли на наш форум что-бы лишь самоутвердиться, но зря, тут люди находятся для нормального общения, для помощи друг другу советом и делом. Вам этого не понять- едте в Европу, вас там ждут !3 балла
-
@Isperyanc, я не собираюсь больше продолжать с вами эти игры ни здесь, ни через "парламентеров". Индивидуально под Вас правила переписываться не будут. Также, как и разъяснять их специально для Вас я не буду. Вот ссылка на Правила на русском языке. Читайте. Хотите общаться на форуме дальше? Без проблем. Но в пределах действующих Правил. Вопрос закрыт.3 балла
-
http://youtu.be/3IB7wTKvGmw2 балла
-
Я тоже прочитала - мне немного не по себе - какое нынче Высшее Образование, что сварщики в очереди седеют, и самому не отвечаешь, или ещё какой вопрос будит задан. Индивидуумы (специалисты) они такие.. видать, с конкретным диагнозом сертификатом. Не всем дано. Вздох.2 балла
-
Самому? Ах, да, Бох сварки. Подловить? Я просто внимательно читаю Ваши (ещё раз тыкнешь - получишь минусов выше крыши) тексты. Кто-то где-то сегодня это (судя по моим уведомлениям) уже отметил. Как впрочем и про Высшее Образование. @supoplex, ситуацию я понимаю и немного (по судостроению) знаю. Здесь разговор идёт немного о другом... специалисте.2 балла
-
Если это действительно магний, то и п/а вам не поможет. Дверные ручки обычно из ЦАМа, ТИГом варятся, но с опытом, п/а "навалить" тоже можно2 балла
-
No comments...
2 балла
-
На рисунках Агни изображается в качестве старого, двухголового мужчины с тремя ногами, семью руками, шестью глазами и четырьмя рогами, в красном одеянии и опоясанным «священным шнуром» в верхней части тела. Его знамя — дым, а сопровождающее его животное — баран Ну, в общем то сходится. Вот только смущает "сопровождающее животное"2 балла
-
Да простит меня модератор не удержался2 балла
-
Ну это само-собой. Прошёл где - то с полметра суммарно. Электрод конечно с шариком стал, но на таких токах воздушная горелка нормально держала. Тут спора нет. Это просто эксперимент был. Чисто для удовлетворения любопытства.2 балла
-
Алексей, Валерий, что вы решили эксперименты проводить сварки Ал на постоянке , ещё надо добавить на обратной полярности. Баловство это так 50мм шва пройти, а больше электрод плавится начнет да и горелке достанется, с угловыми внутренними перегрев вообще почти моментальный будет. Прошли те времена когда аппарат для сварки РАДС на переменном токе был в диковину и кто на нем работал был очень очень уважаемый человек.
2 балла
-
Ш-ш... Нобелевскую? До РГК довести можно, а вот до сдачи заказчику навряд ли. Впрочем, как говорил дядюшка Ашот: "Если савсем-савсем хорошой шов нужна, тогда "болгарка" понадобится". Длина швов на планке 200мм? У нас контрольные планки - 400... одного электрода напроход не хватает. @Tibidabo, может не ленитесь, выложите в "Св. швы" своё ручноё аргоно-дуговое творчество? Хочется хоть издалека посмотреть...2 балла
-
Привезли распределитель.Первоначально, кто то пытался проварить трещину:-Чем варили?-Электродом по нержавейке.-Каким?Следующая фраза убила...-Электродами Z-208.Нам посоветовали взять их.Шов лопнул сразу после сварки.Максимально убрал "лепилово",перестраховался взял 309 электроды и проварил.В трёх местах полезли поры,зачистил и прошёл снова.
2 балла
-
http://www.youtube.com/watch?v=YoB8t0B4jx4 Лучший пранк 2014 года. Точнее - кирпичный завод полного цикла)))) Придумают же, пшеки этакие)))2 балла
-
@bader, смотря с чем сравнивать...
2 балла
-
Воплотил давнюю задумку: Птичек жалко(с).
2 балла
-
http://forum4x4club.ru/uploads/monthly_12_2014/post-24577-0-28385900-1418656385.jpghttp://forum4x4club.ru/uploads/monthly_12_2014/post-24577-0-04492200-1418656341.jpg2 балла
-
не знаю как в литве, а у нас шов с такой облицовкой(судя по фото) до рентгена может не дойти2 балла
-
А вы говорите - краги, спилок, бандана...
2 балла
-
@Tibidabo, Вам это ничего не напоминает?2 балла
-
сперто с сайта автомаляров
2 балла
-
Вот это я понимаю отдых на трассе какая там эуропа...Особенно лишил сна в конце супермэн.Красавчики парни наши люди. http://www.youtube.com/watch?v=O3AmJPgOntA2 балла
-
Пока есть такие профессионалы, мы без работы не останемся )) http://cs319916.vk.me/v319916859/65e4/p9mlnPWA7DI.jpg2 балла
-
А то что-то тема подзаглохла)))
2 балла
-
Трудовыебудни...))) Заскочил к нам КамАЗ на замену рессор. В процессе выяснилось, что заменённый этой весной резонатор "не глушит выхлоп так, как хотелось бы"))) Ну дык... А конструкция его - точь-в-точь такая же, как на пассажирских единицах подвижного состава. (Неудивительно - и там, и там - КамАЗ - головное предприятие). Ну, алгоритм ремонта уже отработан, и не единожды. За исключением маленького "но". За неимением п/а - ранее все это выполнялось всеми возможными / доступными методами сварки. Пришла пора поработать и по фен-шую))) Не буду сотрясать воздух, Оверману - твёрдая "5"-ка с ба-а-альшущим плюсом! Да, можно было и не чистить, но уж очень хотелось сделать поприличнее. СВ08Г2С, 0,8 мм., смесь 82/18. Напряжение - 18 В, ток - 50 А - тонкие участки; "12 часов - на всех" - при сварке кольцевой вставки. Толщины ( на глаз ) : фланец - 4-5 мм, кольцо - 3 мм. (водопроводная труба D=100), корпус "самовара" - 1 мм, заплатка - 0,8 мм. p.s. Несколько лет назад, будучи сильно "неадекватным" по понятной причине, я ЗАБЫЛ вырезать выход в заплатке! Так и "заглушил". Потом сам разбирал магистраль, сгорая от стыда и мучаясь от дикого похмелья...
2 балла
-
@svarnoi69, Первые потуги в области ипортозамещения !1 балл
-
nokia0332.mp3 - Налетай подешевело. http://boomz.ru/uploads/posts/2012-06/1339934209_3310-nokiya-telefon-nokia.jpg Заселяйте
1 балл
-
@bader, что-то Джигурда похудел и побледнел немного)))1 балл
-
В том и вопрос, даже если по окружающей меня действительности судить, буржуи (по Скандинавии судя) требовательнее стали. Хотят всё и сразу. И ведь находят. Предложение превышает спрос. Захочешь зарплату большую, тогда сертификаты получишь и допуски и язык выучишь. Уже до того дошло, что у нас в Эстонии нормальных сварных не найти, уже "там" все. Сейчас вот у нас заказ горел, временного сварного взяли с Латвии. У него 6 сертификатов. Человек ветряки строил, там у них требования к качеству как в кораблестроении, а зарплата ниже нашей, вот и решил у нас подработать. Тут вышка действительно просто бонус и то после большого стажа.1 балл
-
Блок от Хонды Сибера.
1 балл
-
Задача решена.
1 балл
-
По контракту аттестованный сварщик ставит подпись в журнале работ, твой номер идет в отчет и далее в архив, если частник продает по серой схеме ему корочки не нужны, если это завод то они не имеют право допускать швы по разряду, только по гарантии прикрепленного контролера либо ответственного технолога. Допуск НАКС это занесение в реестр об ответственных работах, бывший ГосГорТехНадзор этим тоже занимался, это именно допуск на три года до ответственных конструкций, вот зачем он и нужен (или абсолютно не нужен) - все решает ситуация отчетности инженерного состава работодателя, в Отделе Кадров либо врут, либо вообще не знают, я устраиваюсь только по разговору с главным инженером, а в ОК лишь сказочки рассказываю, они сказочки очень любят. Аттестат в случает косяка отзывается по решению комиссии - это залет, вот поэтому его и любят на заводах - его могут лишить, если докажут несоответствие хотя бы одного шва, с частниками другой разговор.1 балл
-
Хороший совет
1 балл
-
http://www.youtube.com/watch?v=9cbWQDhLFl01 балл
-
Поддоном от запорожца трудновато варить, там литье плохое+ остатки масла которые не выжигаются, ну и со временем его коррозия берет...Колесо от авиатехники намного лучше, кстати еще можно варить колесами от армейских тележек, они тоже из магния. А еще лучше купить магниевой присадки, ей работать одно удовольствие. Недавно варил крышку от снегохода, пришлось собирать по кусочкам+ не хватало двух деталей... Фотал на планшет, поэтому плохо видно, но сутьтпонять можно...
1 балл
-
Воздействие паров марганца и цинка на психику сварщика. "И на Марсе будут яблони цвести!!!" "А вдруг меня инопланетяне захватят, и заставят УОНИ 13\45(50) летающие тарелки на Марсе ремонтировать?!!"1 балл
-
Проба загнул 1.5 сталь гнет отлично !
1 балл
-
материал нерж. делал для отопления жилой комнаты 24 кв. м. пока не было газа, с поставленной задачей обогреватель 1,5 кватт справился (в паре с маленьким ветерком). Мангал. Материал нерж. Поэтапных фоток не делал, одна -недодел, вторая - итог. В ящике коптильня.Хотел приделать электро вертел - потом плюнул (некогда).
1 балл
-
« Сто лет » на форуме , представиться так и не удосужился .Итак, вкратце о себе. Игорь . 46 лет . После 8 класса ПТУ . 1,5 курса по профессии помощник машиниста тепловоза , затем бросил ,за компанию с друзьями, и перешёл в другое, на электросварщика. Работать по этой профессии не собирался, но в СССР надо было «всем учиться» где то , я и учился . Всему, только не сварке ,хотя соединять металл , всё-таки , научили .Система работала . По окончании учебного заведения практика на заводе – ручная дуговая сварка и ПА , немного и несерьёзно , потому как и наше отношение к процессу и отношение к нам совпадали – ПТУшники,одним словом. Затем армия , СГВ , водитель БТР , ком.отделения . После дембеля полгода работы сварщиком на « родном заводе » , но желание и возможность заработать нормальные деньги там были порознь , поэтому решился на вояж на Колыму . Запрос , вызов и я там . Магаданская область, пр. Бурхала. Устроился работать сварщиком , в гараж . Мои способности на сварочном поприще были оценены маститым сварным достойно : « Ты что, диплом купил ? ». За три – четыре месяца я научился у него больше , чем в ПТУ и на заводе . Газорезка, пайка радиаторов, газосварка и именно сварка . Сейчас, спустя годы, эти «достижения» вспоминаю с улыбкой, но всё же, это было уже что то. Бросил сварку – даже там на ней не заработаешь ( за исключением отдельных мест и случаев ) и пошёл работать водителем. Курсы на БелАЗ и поехало. Работа на прииске , затем на строительстве Среднеканской ГЭС, после на строительстве и реставрации дорог по Магаданской области. В промежутках работал в старателькой артели, занимался вольной добычей золота и лишь эпизодично сваркой . В эти эпизоды повысил разряд на курсах в училище до 4-го и до 5-го работая на руднике в «Полиметалле». Но опять же, всё это «филькина грамота» . Это мне тогда казлось, что я уже «высокий специалист» по сварке 5-го разряда . Как я был наивен. Сейчас я себя таким уже не считаю и чем больше окунаюсь в сварку, тем больше в этом убеждаюсь . В 2007 переехал на материк и решил, что баранку крутить здесь не буду , а пойду работать сварщиком , тем более что НАКС есть ( Магадане на МК сдал за свой счёт – пытался завербоваться в одну контору , но не получилось ). Устроился сварщиком . И если раньше мне казалось, что трубы я варить могу, то оказалось, что не только трубы, а просто варю посредственно . Впервые , наверное, я столкнулся электродами ф 3мм. , вживую увидел подготовку стыка под сварку и «правильную» сварку труб . Меня , есественно, к этому не подпускали , мой удел был сваривать металлоконструкции и другие подсобные работы. В свободное время (обед,перекур) начал учиться варить. Увиденное и подсмотренное за другими сварными пытался воспроизвести сам. На предприятии обещали и научит , и аттестовать ,но так они обещали всем , лишь бы удержать дешёвую рабсилу. В результате , через 4 месяца я аттестовался за свой счёт на НАКС ( ГО и КО ). Руководство с радостью поставило халявного ,аттестованного работягу на трубу. Через пару-тройку месяцев столкнулся с аргоном . Со сторонней организации прглашали сварного для сварки корня ( новое веяние ). Заинтересовало и понравилось .Захотелось . Пробил контору , где «можно» получить навыки , договорился ( они с улицы не берут, а только по направлению и договорённости от предприятий) и за свой счёт «поимел» три недели курсов , при этом взяв на работе две недели без оплаты. На предприятии ,по началу,сами предложили просубсидировать обучение, но когда дошло дело до оплаты , включило заднюю передачу . Не особо огорчаясь , я обогатил свой багаж знаний и опыта. На предприятии , опять же, с удовольствием воспользовались моими вновь приобретёнными услугами . Некоторое время ,я ,как рыбак рыбу, прикармливал своего кормильца .За это время и руку набивал, и опыта набирался , а затем поставл перед фактом – нравится ? удобно? Устраивает ? Получив утвердительный ответ выставил своё требование – платите !!! . За личное оборудование, всевозможную оснастку и примеры работ я писать не буду – семь лет не прошли даром и на данный момент это приносит свои плоды – работодатель признаёт (по большей части) мои условия и готов платить по моим «расценкам» ( в разумных пределах) .Всех всё устраивает. О сварке я стал знать немного больше, но в целом – ничего не знаю !!! Много узнал и увидел на Ютубе , но большую часть почерпнул благодаря Форуму и Вам , КОЛЛЕГИ ! За что Вам огромная признательность ! С уважением , Игорь1 балл
-
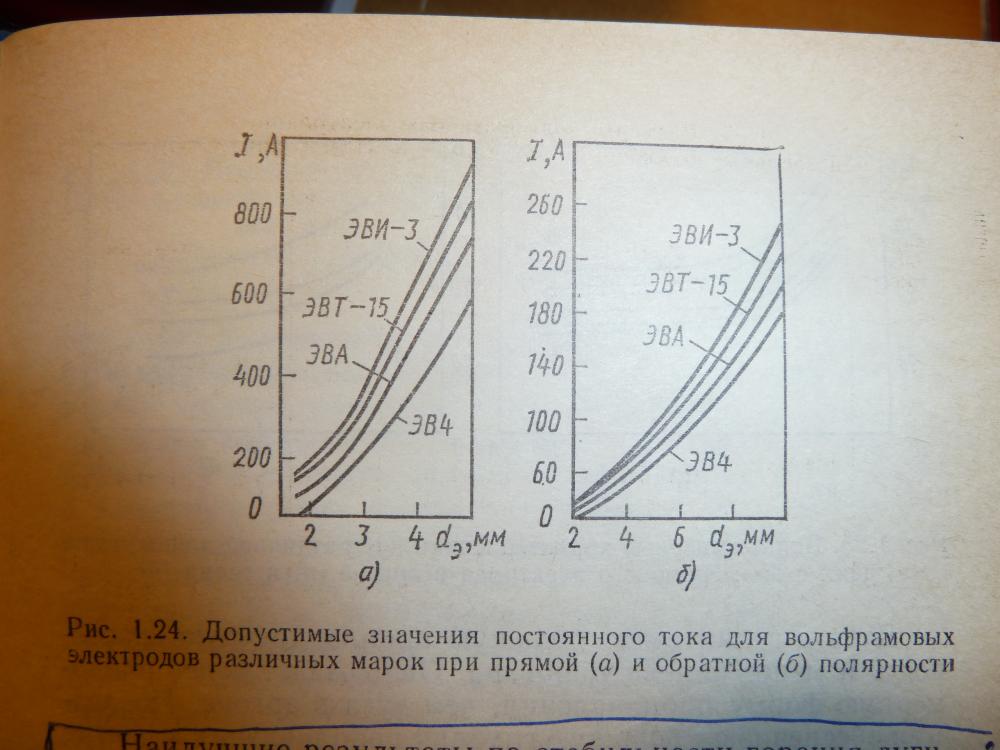
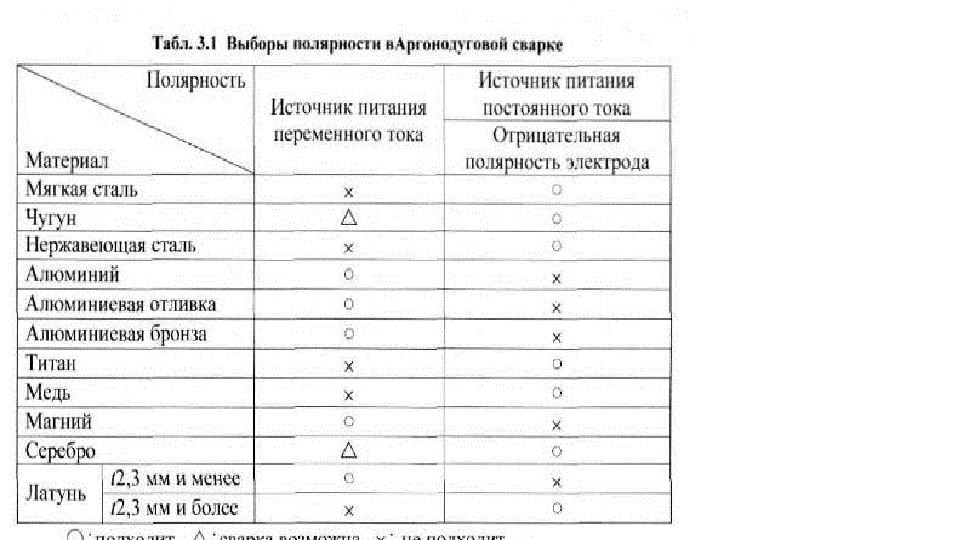
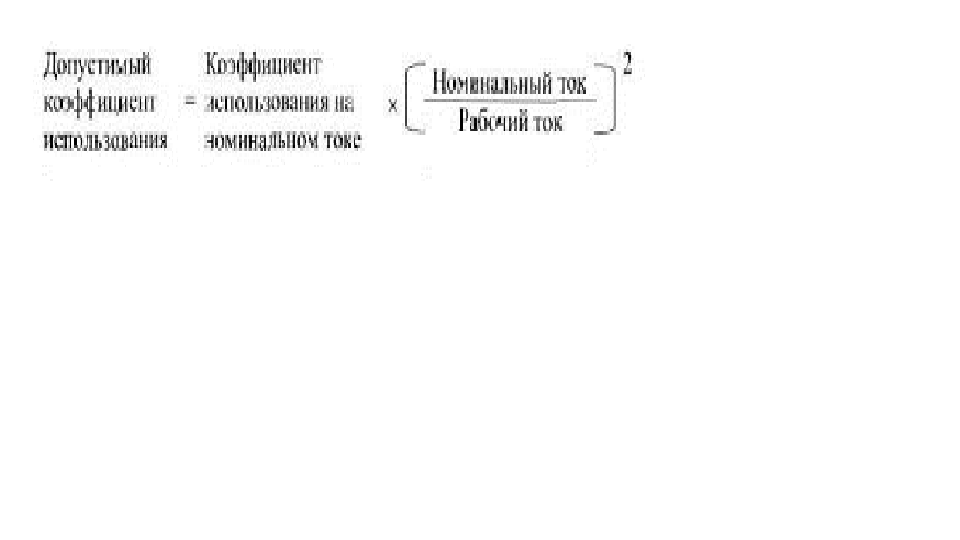
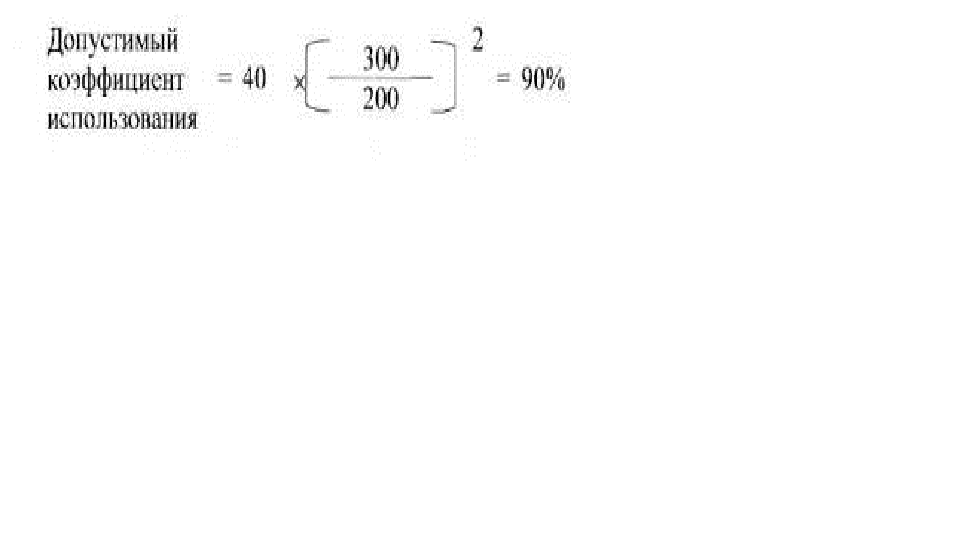
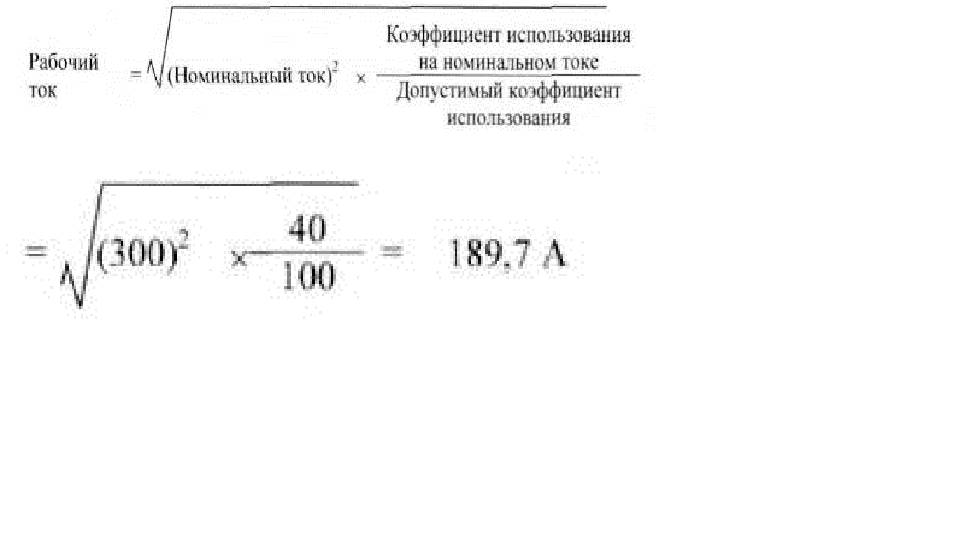
ПОДГОТОВКА К СВАРОЧНЫМ РАБОТАМ 3-1 ПОДГОТОВКА СВАРОЧНЫХ УСТАНОВОК 3-1-1 Выбор полярности При выполнении Аргонодуговой сварки, прежде всего, нужно выбрать сварочный источник питания и его полярность, которые подходят к материалу свариваемых деталей. Обычно для сварки алюминиевого сплава, магниевого сплава и т.д., в которых должна быть устранена оксидная пленка с поверхности основного металла за счет эффекта очистки дуги, или для сварки, в которой не предпочитают глубокое проплавление основного металла, применяется переменный ток. А в случае других металлов, как правило, применяется постоянный ток с отрицательной полярностью электрода. Постоянный ток с положительной полярностью электрода, как правило, почти не применяется. В табл. 3.1 приведены выборы источника питания и полярности относительно типичных материалов. 3-1-2 Коэффициент использования сварочных источников и горелок Для сварочных источников питания и горелок устанавливаются номинальный ток и коэффициент использования на номинальном токе, соответственно. Номинальный ток означает максимальный ток, который можно использовать для сварки, а коэффициент использования на номинальном токе означает, сколько минут можно продолжать сварку в течение 10 минут при выполнении сварки на номинальном токе. Например, это означает, что при выполнении сварки па токе 300 А с использованием источника питания с номинальным током 300 А и коэффициентом использования на номинальном токе 40% после 4-минутной сварки нужно приостановить сварку на 6 минут, иначе сварочный источник питания может перегореть. Однако коэффициент использования (допустимый коэффициент использование) при сварке на токе ниже номинала; Например, если с использованием источника питания с вышеуказанным номиналом осуществляют сварку на 200 А, то получается; Так что можно использовать источник питания 9 минут непрерывно. Далее, находим верхний предел сварочного тока, на котором можно использовать источник питания длительное время непрерывно: Так что при сварке на токе порядка 190 А источник питания не перегорит, даже если используется длительное время непрерывно. Однако в случае импульсного тока за рабочий ток должно принимать не арифметическое среднее пикового тока и базового тока, а среднеквадратическое значение этих двух. Выше дано разъяснение коэффициенту использования, беря для примера сварочный источник питания, но такое же соображение подходит и к сварочным горелкам. При этом следует обращать внимание на то. что коэффициент использования горелок на поминальном токе при сварке переменным током устанавливается ниже, чем при сварке постоянным током.
1 балл