Лидеры




Популярный контент
Показан контент с высокой репутацией 08.12.2014 во всех областях
-
Заработала интерактивная карта пользователей Вебсварки. Давайте вместе ее наполним? Интересно посмотреть, из каких уголков Земли происходит общение на форуме. Не обязательно ставить точные координаты своего места жительства (я, например, живу в лесу) — приблизительных будет достаточно. p.s.: интерфейс карты будет переведен в ближайшее время.6 баллов
-
Постоянно приходится использовать паронитовые прокладки. На покупку готовых предприятие "не готово" , просечки приходится мастерить из трубы подходящего диаметра, но качество ,что просечки, что итогового продукта оставляет желать лучшего. Другого материала для их изготовления в наличии нет. Мои запасы "фирменных" просечек убили криворукие слесаря , Вышел из положения таким образом. Подобрал коронки подходящего диаметра , "американки" сваял токарь , а дальше всё просто. Из резины прокладки таким способом получаются тоже приличного качества.Процесс изготовления прост до безобразия.Нарезаем,заряжаем столько,сколько позволит глубина американки ,рассверливаем внутренний диаметр и пользуемся.
 6 баллов
6 баллов -
Решил попробовать себя в рекламном бизнесе!Баннер 4.5\15м а вот так мы оставляли меттал на ночь-приварили к конструкции.ваш покорный слуга осваивает профессию сварщика-высотника
5 баллов
-
Если для ДЕПЛОМА, то лучше в армию.5 баллов
-
сварочное звено широкого профиля никому нИнННАдА?. снегоуборщики,дровокольщики,теперь-долбальщики-копальщики-забороубиральщики.. как всегда-после того,как земля промерзла на полтора штыка,ВНЕЗАПНО надо копать.. плита (6м) закрывает вход в новую проходную.(2 метра-видна граница на фото ) -а отпилить половинку? --нет,нельзя!!!нужно всю снять.. ps.я ,на молотке электрическом был.тяжелый,зараза...
5 баллов
-
Немцы троллят Обаму Перевод: "Президент в опасности, поблизости белый полицейский" http://s00.yaplakal.com/pics/pics_preview/4/2/2/4403224.jpg4 балла
-
- подружка
4 балла
-
Братишка http://www.yaplakal.com/html/emoticons/kot.gif http://cs619820.vk.me/v619820196/24acd/oH9nXq0CGXQ.jpg http://cs619820.vk.me/v619820196/24aeb/JVfTW-FtW14.jpg4 балла
-
@kaev,Вы случайно не постоянным током варите? Такие пористые провалы, навели меня на эту мысль...3 балла
-
горелка даже не зажигалась ни разу. Может вам в ветку "обьявления" нужно? От вас одна реклама МАФ-а.... Я работаю оборудованием Castolin "CastoDyn" ацетилен+кислород, пылим разные сплавы. Поэтому спокойно заявляю: МАФ - фуфло и пылить на нем фигово, по крайней мере на ацетилене гораздо лучше получается. Я хоть и не модератор, но любое сообщение где вы втыкаете ссылку на свою компанию или чего-то пропихиваете - буду минусить. Очень уж барыг назойливых не люблю. Есть же у вас нормальные сообщения по форуму где вы ничего не пропихиваете, можете ведь нормально по теме рассказывать... Предлагаю девиз: "Заметил барыгу - влепи ему минус".3 балла
-
« Сто лет » на форуме , представиться так и не удосужился .Итак, вкратце о себе. Игорь . 46 лет . После 8 класса ПТУ . 1,5 курса по профессии помощник машиниста тепловоза , затем бросил ,за компанию с друзьями, и перешёл в другое, на электросварщика. Работать по этой профессии не собирался, но в СССР надо было «всем учиться» где то , я и учился . Всему, только не сварке ,хотя соединять металл , всё-таки , научили .Система работала . По окончании учебного заведения практика на заводе – ручная дуговая сварка и ПА , немного и несерьёзно , потому как и наше отношение к процессу и отношение к нам совпадали – ПТУшники,одним словом. Затем армия , СГВ , водитель БТР , ком.отделения . После дембеля полгода работы сварщиком на « родном заводе » , но желание и возможность заработать нормальные деньги там были порознь , поэтому решился на вояж на Колыму . Запрос , вызов и я там . Магаданская область, пр. Бурхала. Устроился работать сварщиком , в гараж . Мои способности на сварочном поприще были оценены маститым сварным достойно : « Ты что, диплом купил ? ». За три – четыре месяца я научился у него больше , чем в ПТУ и на заводе . Газорезка, пайка радиаторов, газосварка и именно сварка . Сейчас, спустя годы, эти «достижения» вспоминаю с улыбкой, но всё же, это было уже что то. Бросил сварку – даже там на ней не заработаешь ( за исключением отдельных мест и случаев ) и пошёл работать водителем. Курсы на БелАЗ и поехало. Работа на прииске , затем на строительстве Среднеканской ГЭС, после на строительстве и реставрации дорог по Магаданской области. В промежутках работал в старателькой артели, занимался вольной добычей золота и лишь эпизодично сваркой . В эти эпизоды повысил разряд на курсах в училище до 4-го и до 5-го работая на руднике в «Полиметалле». Но опять же, всё это «филькина грамота» . Это мне тогда казлось, что я уже «высокий специалист» по сварке 5-го разряда . Как я был наивен. Сейчас я себя таким уже не считаю и чем больше окунаюсь в сварку, тем больше в этом убеждаюсь . В 2007 переехал на материк и решил, что баранку крутить здесь не буду , а пойду работать сварщиком , тем более что НАКС есть ( Магадане на МК сдал за свой счёт – пытался завербоваться в одну контору , но не получилось ). Устроился сварщиком . И если раньше мне казалось, что трубы я варить могу, то оказалось, что не только трубы, а просто варю посредственно . Впервые , наверное, я столкнулся электродами ф 3мм. , вживую увидел подготовку стыка под сварку и «правильную» сварку труб . Меня , есественно, к этому не подпускали , мой удел был сваривать металлоконструкции и другие подсобные работы. В свободное время (обед,перекур) начал учиться варить. Увиденное и подсмотренное за другими сварными пытался воспроизвести сам. На предприятии обещали и научит , и аттестовать ,но так они обещали всем , лишь бы удержать дешёвую рабсилу. В результате , через 4 месяца я аттестовался за свой счёт на НАКС ( ГО и КО ). Руководство с радостью поставило халявного ,аттестованного работягу на трубу. Через пару-тройку месяцев столкнулся с аргоном . Со сторонней организации прглашали сварного для сварки корня ( новое веяние ). Заинтересовало и понравилось .Захотелось . Пробил контору , где «можно» получить навыки , договорился ( они с улицы не берут, а только по направлению и договорённости от предприятий) и за свой счёт «поимел» три недели курсов , при этом взяв на работе две недели без оплаты. На предприятии ,по началу,сами предложили просубсидировать обучение, но когда дошло дело до оплаты , включило заднюю передачу . Не особо огорчаясь , я обогатил свой багаж знаний и опыта. На предприятии , опять же, с удовольствием воспользовались моими вновь приобретёнными услугами . Некоторое время ,я ,как рыбак рыбу, прикармливал своего кормильца .За это время и руку набивал, и опыта набирался , а затем поставл перед фактом – нравится ? удобно? Устраивает ? Получив утвердительный ответ выставил своё требование – платите !!! . За личное оборудование, всевозможную оснастку и примеры работ я писать не буду – семь лет не прошли даром и на данный момент это приносит свои плоды – работодатель признаёт (по большей части) мои условия и готов платить по моим «расценкам» ( в разумных пределах) .Всех всё устраивает. О сварке я стал знать немного больше, но в целом – ничего не знаю !!! Много узнал и увидел на Ютубе , но большую часть почерпнул благодаря Форуму и Вам , КОЛЛЕГИ ! За что Вам огромная признательность ! С уважением , Игорь3 балла
-
как вам саночки?габариты 1700х900
3 балла
-
Выход при пожаре через морг.
2 балла
-
@blazen79, лучше не рисковать,выбрать оптимальный ток и спокойно сваривать,сварка спешки не терпит,главное качество2 балла
-
Работаю по чугуну только с ПАНЧем , есть время экспериментирую , методом проб и ошибок . Но, ПАНЧ зарекомендовал себя хорошо. Сегодня принесли блок чугунный, разморозили (хотя в наше время кто воду льет ? ) то ли трактор , то ли погрузчик . Сказали человеку что срок неделя - полторы , с учетом станочных операций ( после сварки расточить отверстия под заглушки , сливной краник , изготовить заглушки , запресовать на место, опресовать весь блок ) . Человек отказался сказал, что долго . Ему нужно уже вчера . Ну, наверно холодной сваркой замажет )) . Что ему Ваш ПАНЧ.))2 балла
-
получил
2 балла
-
Положительно не получилось. Ну как то так варит аппарат. Сварка регистров на склад. Электроды ОК-46, ток 75-80А. В оправдание аппарата могу сказать, что был с похмела, возможно повлияло.
2 балла
-
@Павел сварщик, Судя по фоткам - огромный перегрев (из-за того, что пытаетесь проплавить без разделки за 1 проход всё), Сделайте нормальную комфортную разделку по ГОСТ 14771-76. Подварите корень, зачистите, и заварите облицовку. Нержавейка варится на мягких режимах (маленький ток и малая скорость сварки). При правильно подобранных режимах цвет шва - розовый (значит вы не сожгли легирующие элементы).2 балла
-
Кошка, любительница повалятся на стуле Рыжики трое их, весной пришли совсем маленькие и не ведома от куда. Сейчас уже взрослые почти, но снег видят первый раз, изучают. Может кому надо рыжую бестию, могу транспортной компанией выслать .
2 балла
-
Операция "восстановление",выбрал время сегодня и доделал наконец стол,организовал себе сварочный пост,все конечно простенько,но с чего то надо начинать.
2 балла
-
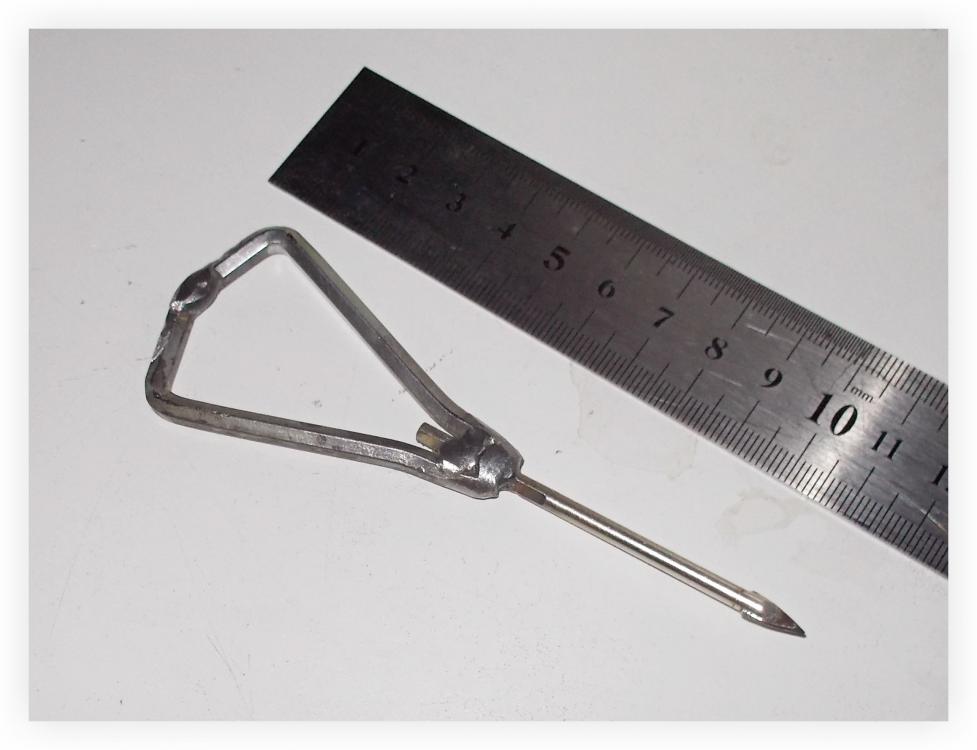
Очередная чертилка из сверла по плитке... Два ключа-шестигранника от мебели, несколько точек П/А, зачистка-заточка.
2 балла
-
Прибамбас из области - "на коленке". Как обычно прозвучала команда строить, а как и чем в очередной раз не сказали. Все нормальные люди монтируют сендвич вакуумными присосками с ножничных погрузчиков. Но мы не такие нам через пятую точку опоры интересней. Поскольку точить и фрезеровать негде, то струбцинный вариант захвата отпал сразу. Шпилек с трапецеидальной резьбой не накидано под ногами. Сошлись на упрощенном ножничном варианте. Из листа десятки вырезали боковины. Соединили на два валявшихся пальца от растяжек освещения. Губки из 125го уголка. Резина обычная. Остальное профтруба 40*80. Конечно при монтаже возникает неудобство, в переброске чалки и необходимости подержать панель под наклоном градусов в тридцать пока кран ее не уберет. Но лучше нет ничего. Главное неудобство в том что с раскляченных лесов работаем. В общем после первой пробы я еще добавил четыре крючка под страховочные чалки. Мало ли, зима, резина не такая эластичная. Чалки перед установкой скидываются с одной стороны. Так вот и живем!
2 балла
-
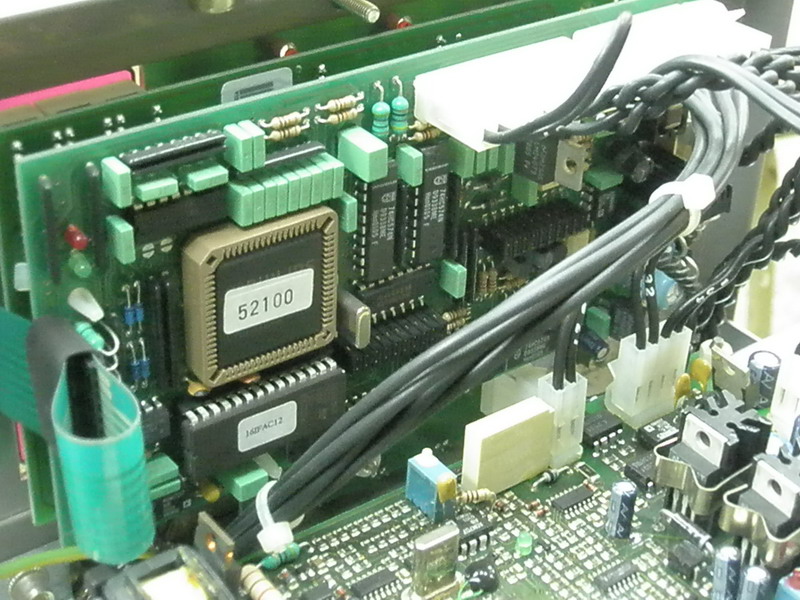
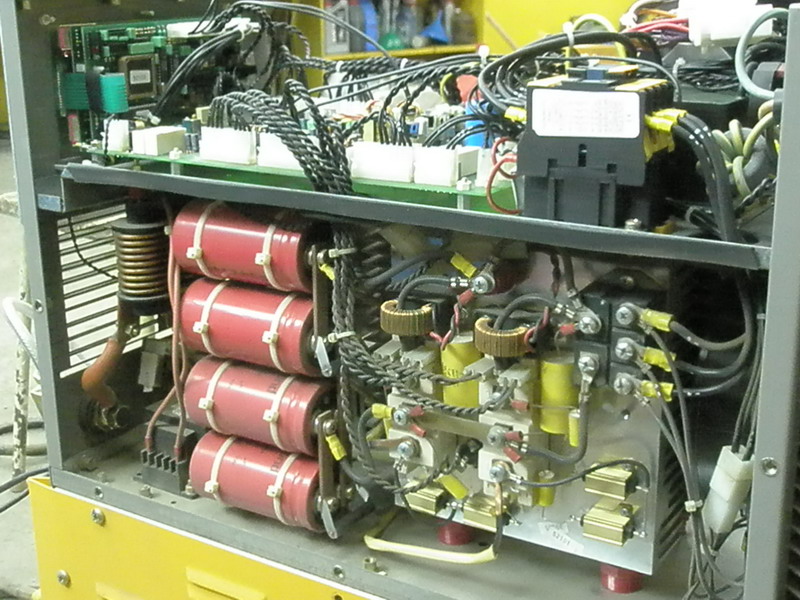
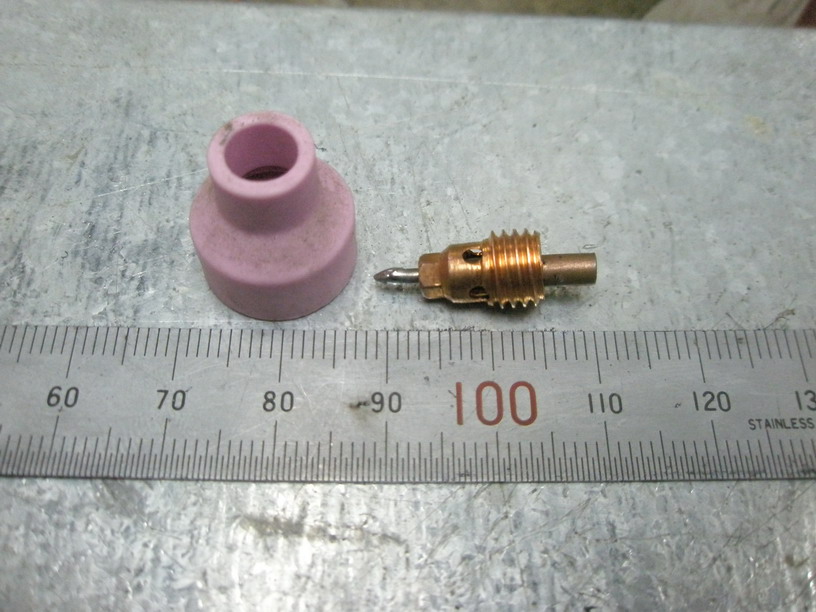
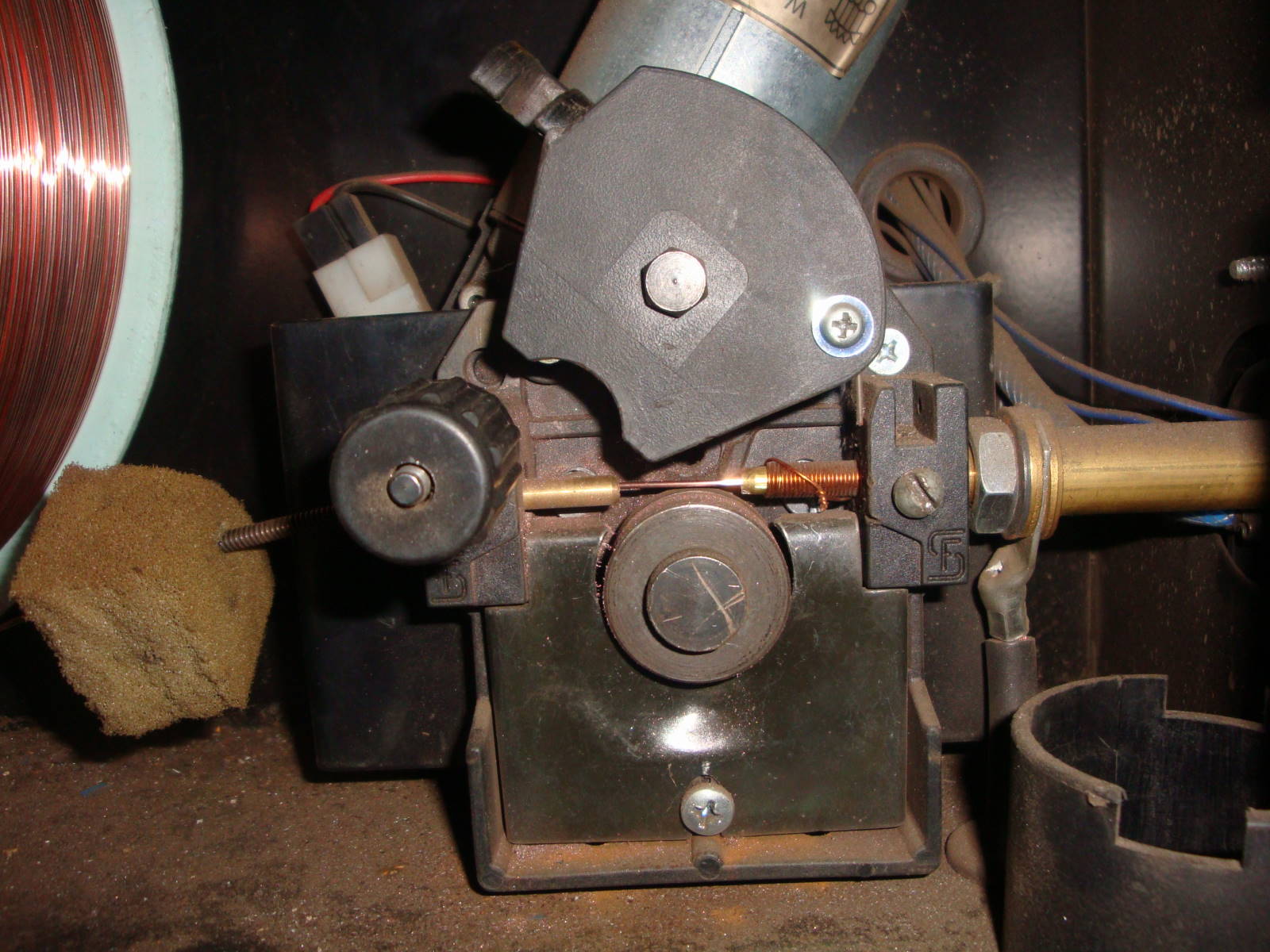
Сущность процесса сварки ТИГ Полное наименование этого процесса сварки таково: Ручная дуговая сварка в инертном газе вольфрамовым электродом (ДСТУ 3761.3-98 "Сварка и родственные процессы. Часть 3 Сварка металлов: соединения и швы, технология, материалы и оборудование. Термины и определения"). Схема и сущность процесса сварки ТИГ показана на рисунке ниже. http://weldering.com/sites/default/files/styles/large/public/scheme_tig.jpg?itok=tzyuysMz Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся вольфрамовым электродом и изделием. При этом используется электрод либо из чистого, либо из активированного вольфрама. При необходимости в сварочную ванну добавляется присадочный металл. По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварное соединение образуется либо только за счет расплавленного основного металла, либо за счет, как основного металла, так и металла присадочной проволоки. Дуга, сварочная ванна, торцы вольфрамового электрода и присадочной проволоки, а также остывающий шов защищены от воздействия окружающей среды инертным газом (аргоном или гелием), подаваемым в зону сварки горелкой. Сварка выполняется либо постоянным током прямой полярности, когда плюсовая клемма источника питания подключается к изделию, а минусовая – к горелке, либо переменным током (при сварке алюминия). Область применения сварки ТИГ Этот способ сварки широко применяется в химической, теплоэнергетической, нефтеперерабатывающей, авиационно-космической, пищевой, автомобилестроительной и других отраслях промышленности для сварки практически всех металлов и сплавов: углеродистых, конструкционных и нержавеющих сталей, алюминия и его сплавов, титана, никеля, меди, латуней, кремнистых бронз, а так же разнородных металлов и сплавов; наплавка одних металлов на другие. Сварочный источник питания Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются: - сварочные трансформаторы – при сварке на переменном токе; - сварочные выпрямители и генераторы – при сварке на постоянном токе; - универсальные источники питания, обеспечивающие, как сварку переменным, так и постоянным током. Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику.Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика. Пример универсального инвертерного аппарата AC/DC Итальянской фирмы INE: Аппарат Miller Maxistar постоянного тока DC: Аппарат ESAB постоянного тока DC: Аппарат ESAB универсальный AC/DC: Аппарат универсальный тип - "Китаец обыкновенный": Сварочная горелка Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками. Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки. Типы сварочных горелок и их внешний вид: Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву. Вид "стандартных" газовых сопел: Все комплектующие к газовым горелкам показанные на фото выше, различаются размерами. Например для электрода ф1,6мм. необходимо применять цангу и цангодержатель именно для 1,6мм. Соответственно для 2,4мм применяются цанги и цангодержатели ф2,4мм, для ф3,2мм - 3,2мм соответственно. Возможно применение цангодержателя большего размерного ряда. Например для цанги+электрода ф1,6мм можно поставить цангодержатель ф3,2мм, но это ухудшит тепловой контакт цанга-цангодержатель, что теоретически должно усилить нагрев цанги и ускорение её выхода из строя. не забыть выложить фотки жженных цанг.... Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа. Фотографии прочих цанг и керамики: Разница в потоке при исп. простой керамики и газовой линзы Обычное сопло Сопло с газовой линзой http://weldering.com/sites/default/files/styles/large/public/tig_nogaslinza.jpg?itok=3-8cf7qlhttp://weldering.com/sites/default/files/styles/large/public/tig_gaslinza.jpg?itok=0uC7VVRc http://weldering.com/sites/default/files/styles/large/public/tig_graf.jpg?itok=K18nA3f5 При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться. http://weldering.com/sites/default/files/styles/large/public/tig_impuls.jpg?itok=gcneMIMU При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки. http://weldering.com/sites/default/files/styles/large/public/weld_joint.jpg?itok=rEhcF1yf Основные параметры режима ручной сварки ТИГ К основным параметрам режима сварки ТИГ относятся: - тип вольфрамового электрода; - диаметр электрода; - тип защитного газа; - сила тока сварки (Iсв); - напряжение на дуге (Uд); - скорость сварки (Vсв). Защитные газы Защитный газ выполняет несколько функций. Одна из них заключается в том, чтобы вытеснять собой из зоны сварки окружающий воздух и, тем самым, исключить его контакт со сварочной ванной и раскаленным вольфрамовым электродом. Он также выполняет важную роль в обеспечении прохождения тока и передаче тепла через дугу. При сварке ТИГ используются два инертных газа: аргон (Ar) и гелий (He), из которых первый газ используется чаще. Они оба могут быть смешаны друг с другом, или каждый из них с другим газом, который обладает восстановительной способностью, т.е. вступает в связь с кислородом. При сварке ТИГ в качестве газов с восстановительной способностью используются два газа, водород (H2) и азот (N2). Выбор типа защитного газа зависит от типа материала, подлежащего сварке. Электроды Внешний вид вольфрамовых электродов: Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80): ЭВЧ – чистый вольфрам без специальных добавок; ЭВЛ – вольфрам с добавкой окиси лантана (1,1 – 1,4%); ЭВИ – вольфрам с добавкой окиси иттрия (1,5 – 3,5%); ЭВТ – вольфрам с добавкой двуокиси тория (1,5 – 2%). Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке. http://weldering.com/sites/default/files/styles/large/public/tig_polyar.jpg?itok=HDQSSRz3 А - постоянный ток прямая полярность; Б - постоянный ток обратная полярность; В - переменный ток; В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара. Затачивать конец электрода для сварки переменном током рекомендуется в виде сферы, а для сварки постоянным током – в виде конуса. Угол конуса должен быть 28 - 30°, длина конической части должна составлять 2 – 3 диаметров электрода. Конус после заточки должен быть притуплен, диаметр притупления должен быть от 0,2 до 0,5 мм. http://weldering.com/sites/default/files/styles/large/public/image60.jpg?itok=Ut_y7qmR Процесс заточки электрода показан на рисунке ниже. При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими для электрода или без них. Пример машинки для заточки электрода: Заточка W-электрода http://weldering.com/sites/default/files/styles/medium/public/tig_zatochka.jpg?itok=BcxFZJSa http://weldering.com/sites/default/files/styles/medium/public/tig_riski.jpg?itok=nToQobPV
1 балл
-
Геннадий! От души поздравляю1 балл
-
morgmail С Днем Рождения!
1 балл
-
Геннадий! С днём рождения, дружище! http://liubavyshka.ru/_ph/122/2/747839460.gif1 балл
-
А я просто мышкой щелкнул и само определилось с точностью до дома. Сейчас поправил (прописав название своей деревни), такая точность мне не нужна.1 балл
-
@ЛехаКолыма, "Спокойно варить", это топтание на месте и перегрев! Режим ток-скорость на нерже необходимы.1 балл
-
@tig, update-в строке- город (запятая) улица--(все транслитом)-кнопка save1 балл
-
Как метку ставить? А то я даже свою мастерскую увидел, а обозначить не понятно как.1 балл
-
@psi, так это же просто тема? Будьте первым - откройте тему и дайте ей направление (какие-то условия, что и как писать). Уверен, что пользователи подтянутся.1 балл
-
У вас ток завышен выше некуда :200А это явно перебор и газ не совсем чистый.1 балл
-
Очень, тем более, что моего ответа на вопрос так и не появилось. Но я повторю, это технический форум, а не филологический! Не важно уже или ужо, это тем более одно и тоже.1 балл
-
Каким образом? Это горизонтально РАСТОЧНОЙ, там не ставятся фрезы, там борштанги с резцом. Можно конечно расточную головку поставить, но это полный изврат, да и ходов не хватит.. И автоподача у него по одной оси всего..1 балл
-
Газом никогда не варил, решил собрать пост, заехал к знакомому на работу набрал обрезков алюминия, купил колёса в ближайшем магазе и пару дней свободного времени. Вот результат. Очень лёгкая и маневренная, правда пока стоит, нужна не особо ответственная холтурка, а то опыта нет автогеном.
1 балл
-
Едем дальше. Выбрано 3 тестера. Один находится в Нижнем Новгороде, куда ни шло. Двое других в Сибири, один в Кемерово, второй в Иркутской области, город Усолье-Cибирское. Прикинем стоимость авиаперелета в оба конца. Это будет примерно 30 тысяч в Кемерово и столько же в Иркутск, плюс от Иркутска до места ещё добираться скорее всего на автобусе, что в сибирскую зиму, скажем так, может оказаться слегка экстремальным для человека из центральной России. Плюс проживание в гостинице на время теста, тоже денег стоит. Теперь зададимся вопросом, во имя чего эти траты и возможный экстрим? Фирма рискует всего лишь себестоимостью аппарата, при отправке его транспортной компанией. Но она так же точно рискует этой себестоимостью и в случае, если привезёт аппарат лично (вдруг сгорит на тесте?). Логики как бы нет. Но она должна быть, ведь ничего не происходит просто так. Значит фирме зачем-то сильно нужно присутствие собственных представителей рядом с тестером. Вопрос: "Зачем?" Про неудобство гостей для тестера я уже писал. Даже если они не будут торопить, назначать время и т.п. все равно ощущение человека, дышащего за спиной вызывает дискомфорт. Хотя бы по причине того, что не хочется человека задерживать, время-деньги. Фирме Резонвер, что-то надо на этом форуме. Форуму от фирмы Резонвер не надо ничего. (так ведь, Илария?) В тестеры выбрались люди, мнению которых форум доверяет и которые могут нормально провести тест и составить мнение. Тестерам тоже от фирмы ничего не надо(иное озвучено не было). Так кто должен заказывать музыку в этом раскладе? В общем у меня все на эту тему, больше писать не буду. (Илария, если это снова флуд, то "сдам ключи Швондеру, пусть он оперирует".) Далее вопрос к @Rezonver. Подскажите, каким чудесным образом можно прицепить влагоотделитель ко входу воздуха с компрессора в аппарат? Влагоотделитель выглядит вот так http://generator-elitech.ru/upload/iblock/473/47382ef5b3877c31d317a09b5104b24c.jpg И ставится вертикально. Для этого аппарат надо ставить на боковую стенку? Есть ли кронштейн под влагоотделитель? И ещё, Вы снимали видео по моей просьбе, сказали что аппарат не серийный и серийных ещё нет. Но morgmail, показал многочисленными ссылками, что это, мягко говоря, не совсем соответствует истине. А раз так, то возьмите серийный аппарат и повторите эксперимент с электродами ф4, с видеофиксацией естественно. Если результат будет тот же, что в первом видео, то уже не надо будет никуда ездить и ничего посылать. Теперь всё.1 балл
-
Как всегда,авиаторы не дают расслабится.Сломали подкат, починил.
1 балл
-
Главное без спешки , со знанием дела и уверенностью . Хотя сварщик не Бог не может дать 100 процентов гарантии. Я ни когда не даю . Если сломали заводское литье - деталь , то с дуру можно и .. ... Хотя практика показывает , сделанное прочнее оригинала . Порой знаешь слабые места и знаешь где усилить .1 балл
-
Как вариант (из прошлогоднего раскроя), втупую без программ: http://youtu.be/GgeyTUTPx1w
1 балл
-
На днях варил "съеденный" силумин, пришлось помучиться, коррозия вообще не даёт варить и удалить не реально, проело всё вокруг давно и потом кто то всё залил "житкарём" и покрасил((. Это уже другой и немного в лучшем состоянии.
1 балл
-
Поддон с Volkwagenа tiguan, ток от 120 до 150 ампер.
1 балл
-
оба слова предлагаю поместить в кавычки ("")1 балл
-
УшкО крепления защитного кожуха дисковой циркулярной пилы "ДеФорт". Подозревал цинковый сплав, но - нет, варилось очень даже комфортно. 50 ампер, 4043 Tigrod.
1 балл
-
ну, вот тоже похожий случай, клиент сбросил фотку http://f5.s.qip.ru/IA4wMlkS.png начал заниматься: разделка, минватаhttp://f5.s.qip.ru/IA4wMlkT.png прошёлся раз, поборолся с силумином, вижу минвата горит а дуга на шестерню бьёт http://f5.s.qip.ru/IA4wMlkU.png пришлось закрывать круглой "бородавкой-куполом", чистую шишку не снимал, снял проверку на мел-керосин. http://f6.s.qip.ru/IA4wMlkX.pnghttp://f5.s.qip.ru/IA4wMlkW.png1 балл
-
@Alllekkksandr, Вы и в правду думаете что магнит может заменить все? Вы и в правду верите что подложив железку с обратной стороны хотя бы сантиметровой алюминиевой заготовки магнит её будет держать? Вы и впрямь считаете что рядом с магнитом можно печь во всю, не боясь что угробите присутствующую в нем пластмассу и опалите краску? Не говоря уже о том что электрод так и норовит прилипнуть к магниту, а дуга ведет себя в некоторых положениях просто отвратительно. Вы действительно полагаете что магнит способен компенсировать силу напряжений в остывающем металле и сохранить геометрию угла? Если да, то купите еще магнитов пока ваши единомышленники их все не разобрали)1 балл
-
Если приглядеться то с таким передаточным числом звездочек да диаметром колеса можно скорость под сотку развивать Штурвал могли бы в черный цвет покрасить и вписался бы. Но хозяин - барин. А я вот из остатков профтрубы да листа от полукруглой опалубки запузырил дверь на объекте. Жалко лист четверочка оказался. Вся бригада материлась как приходилось кантовать сие изделие. А оно 120*250))) Сказали больше из четверки ниче не делай))) Конечно, стройка не то место где удобно такие вещи делать, а особливо красить....но по мне это лучше чем кирпич класть! Добро дали, значит вперед пока к кладке не припрягли))) В начале была идея просто дверь сделать что б тех.проход чем зря вечно не загораживать а ходить по надобности нормально. А как сделал так работодатель дал денюшков на элементы, что б красоту навести. Ну я и навел как мог. Это вот рама на импровизированном сварочном столе. Разобрали, вместе дверь и раму вообще тяжко носить. А это полотно само. Это уже после установки в проем. Ну а это уже после добавки ковки и издевательств баллончиками.Ни тех. проход а вход в Нарнию какой-то вышел Народу вроде симпотишно, даже тем кто носил...
1 балл
-
Совершенно с вами согласен , желательно ещё в комплекте иметь удлинённые сопла как к стандартным и с газовой линзой цанго-держателями , для облегчения сварочного процесса в трудно доступных местах , очень удобно .
1 балл
-
Пока в таком состоянии находится место для сварки и тутже вращатель для напыления .
1 балл
-
Родную горелку с Бримы снял - на токах от 100А греется невозможно держать . Поставил АГНИ-18 - на полную катушку можно Ампераж поднимать. Не есть и еще помещеница - но там забито все всякой всячиной . Насчет начала - помоему это конец - год почти как работаю на этом месте . Выгнали нас со старого места - вот там был нормальный бокс 20 на 6 м. Все почти работы проводятся на улице - занимаемся ремонтом груз. техники так что утеплять то вроде и не нужда
1 балл