Лидеры




Популярный контент
Показан контент с высокой репутацией 01.10.2014 во всех областях
-
Кубовая часть ф1420мм толщина 10мм вертикально. Врезки ф219мм и ф40мм трубы вертикально.
 10 баллов
10 баллов -
Сделал из металлолома для сварочника и 40 литрового баллона тележку для перевозки на ровной поверхности, в гаражах спасает от надрыва спины. Может кому что из этого за идею пригодиться.
8 баллов
-
Надо понимать, что 4 дня никто из пользователей форумов ничего не варил? ПДГ/MAG: ПДГ/MIG:
7 баллов
-
Начало мега-проекта)) как правильно штуковина сия называется незнаю, вода нагретая теном будет греть что-то там во внутренной емкости, нерж, 1.5мм
6 баллов
-
Простенькие такие перильца.
6 баллов
-
Запустил такую вот конструкцию, довольно быстро нагревает воздух.
5 баллов
-
Простая мелочь, но кому-нибудь пригодится. На кабель одеваем кусочек шланга и кабель не перетерается о ручку.
5 баллов
-
Ну вот , наконец то дошли руки сделать защиту на свою машину . и то правда на той неделе ночью )) Лист AL , 4мм . Хотел сначала из 6мм .))
3 балла
-
Насобирал тут по магазинам разных прибамбасов. Хотел нафоткать, но... фотками не передать. Надергал роликов с ютуба. В магазинах инструментов появилось хоть какое то разнообразие. Купил чертилку твердосплавную по металлу. Разметочный уголок, автоматический кернер и уклономер. Чертилка собственно вот такая с твердосплавным наконечником. Уголок. http://youtu.be/r5Gq0E7Fneg Кернер. http://youtu.be/oZRNLRplyEU Уклономер. http://youtu.be/Jq5VtJBOBEU
3 балла
-
Крышка с КПП Шеви Ланос. Ни чего интересного в общем-то, кроме того, что она магниевая! Видно на фото маркировка "МЛ5". Вот скажите мне, ума не приложу, - нафига на бюджетном авто крышка из магния?!
3 балла
-
@bratishka,немного спасет ситуацию,но все равно,когда отрежете сыграет,попробуйте,может и не так критично получится.Дайте остыть после сварки,а потом срезайте с подложки. @di4,такую варил,не повело,длину точно не помню,где то 11 метров,обратноступенчатым,вразброс.
2 балла
-
В ЦТП вырвало манометр сгнила резьба решили заменить все и заменили. Фланцы старые, переход самодельный)))
2 балла
-
Могу протестировать AuroraPRO SPEEDWAY 200 по любым параметрам и сделать сравнение с EWM Picomig 180 pulse и ZWARG MIG 205. Имеется своя личная ремонтная мастерская. Есть знакомый фотограф, который может снять тестовые ролики. Произвести оценку внутренностей тоже не вопрос.2 балла
-
http://f5.s.qip.ru/IA4wMtAD.png2 балла
-
Блок обложен разнородным "прибамбассингом" - борьба за сохранение тепла. Тяжёленький, кило так 35 будет. http://f6.s.qip.ru/IA4wMtAe.png2 балла
-
@Шурпет, примерно вот такими уровнями http://www.centroinstrument.ru/data/default/img/catalog/item/1/340-postrite-02.jpg По этапам делается примерно так. В кондуктор закладывается и варится по очереди два прямоугольных основания из швеллера. К тому, что оказывается сверху привариваются углы бытовки - приставили, уровнем откорректировали, прихватили, обварили. Далее эта часть переворачивается, стыкуются углы, прихватываем и обвариваем. Типа схему сделал вид сбоку http://cs622622.vk.me/v622622196/3984/NQqJ4Efsfsk.jpg2 балла
-
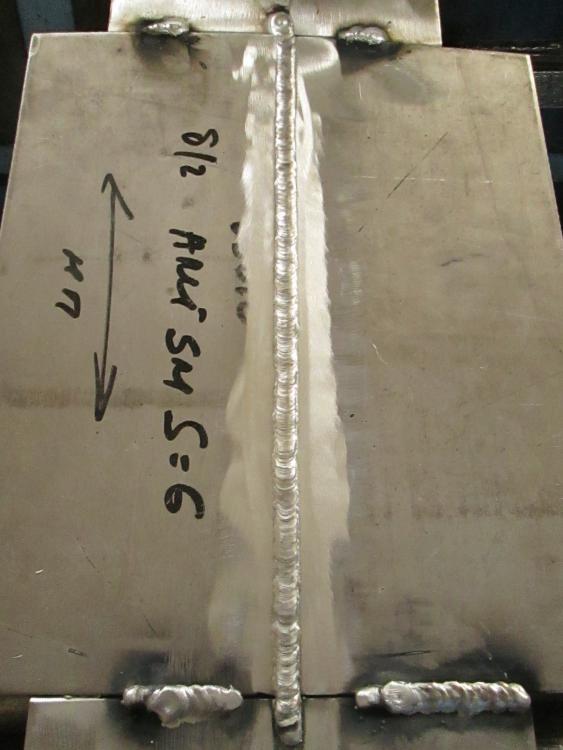
Сварка ёмкости под просвет, длинна 7500мм диаметр 1420мм металл 09г2с толщина 10мм. Корень сверху вниз, обычно так не варю, но так как корень будет с под варкой то такой корень легче вычищать перед сваркой. Корень в горизонтали Наполнение и облицовка С фотками наверное перебор.
2 балла
-
http://www.eisenblaetter.de/eng/products/flap-discs/plantex-universal.html Вот, наконец-то , свршилось- теперь из шмали абразив делать стали (без шуток) -имя творенью- PLANTEX® . Ура товарищи!!!1 балл
-
http://f5.s.qip.ru/IA4wMtAF.png http://f5.s.qip.ru/IA4wMtAE.png1 балл
-
Достойный кандидат. http://s00.yaplakal.com/pics/pics_original/3/1/5/4021513.jpg1 балл
-
Смесь давно придумана и с каждым днем все больше и больше получает признание. Поэтому доказывать положительные стороны смеси не уместно. Лучше и точка. Если кто-то палкой-копалкой больше перекопает, тот пусть ей и работает. А я сяду на трактор. Зачистить оцинковку и варить... Есть вариант высоко температурной пайки. Но это следующий шаг в развитии. Единственное, я не знаю как за бугром, но некоторые компании этот метод применяют. Пока мало данных, можно ли применить в силовых конструкциях, я не знаю. Но столбы мачт освещения и другие сваренные элементы я знаю. Суть в том, что не выгорает цинк. Следовательно безопаснее работать и цинк не надо зачищать и шов кородировать не будет. Основной момент - сварочный аппарат должен это поддерживать и подобрать режим для пайки нужно и конечно приобрести не дешевую проволоку Забыл упомянуть цинковые кузова автомобилей - паянные именно этим методом. Для сохранения цинка и дальнейшей корозиоустойчивости.1 балл
-
@Isperyanc, круглый компактнее и вид приличнее-одна загогулина из трубы торчит и все. прошлой осенью из 4-ки *настила* делал,труба примерно такая же была.по месту вырезал щель на пол трубы,вставил и заварил. 20уе, тогда это было 150гр или ~600рэ.1 балл
-
А я наоборот, куплю РДС-инвертор и сделаю под него комплект РАДС - назло всем.1 балл
-
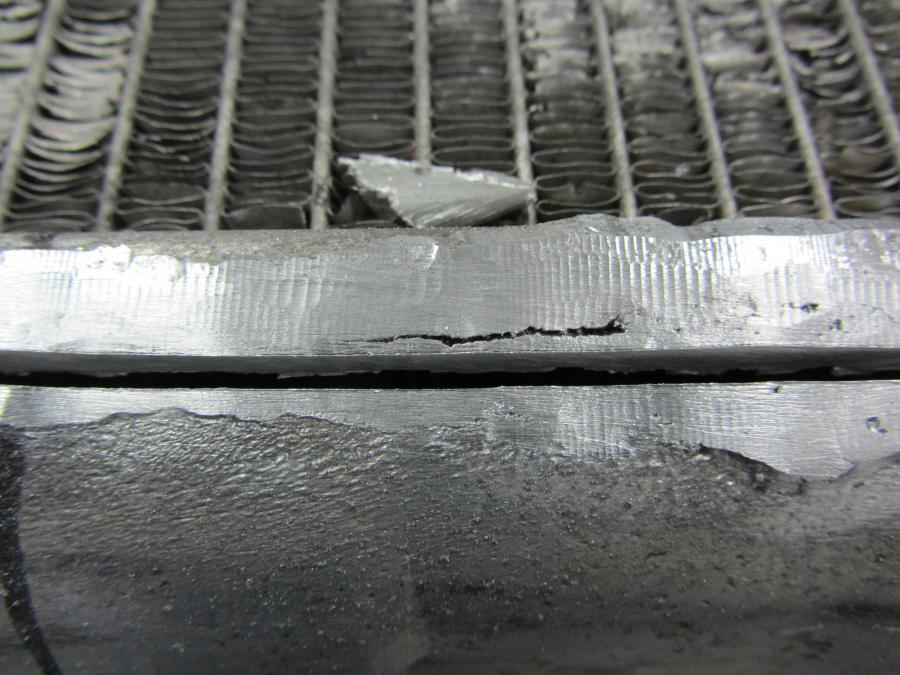
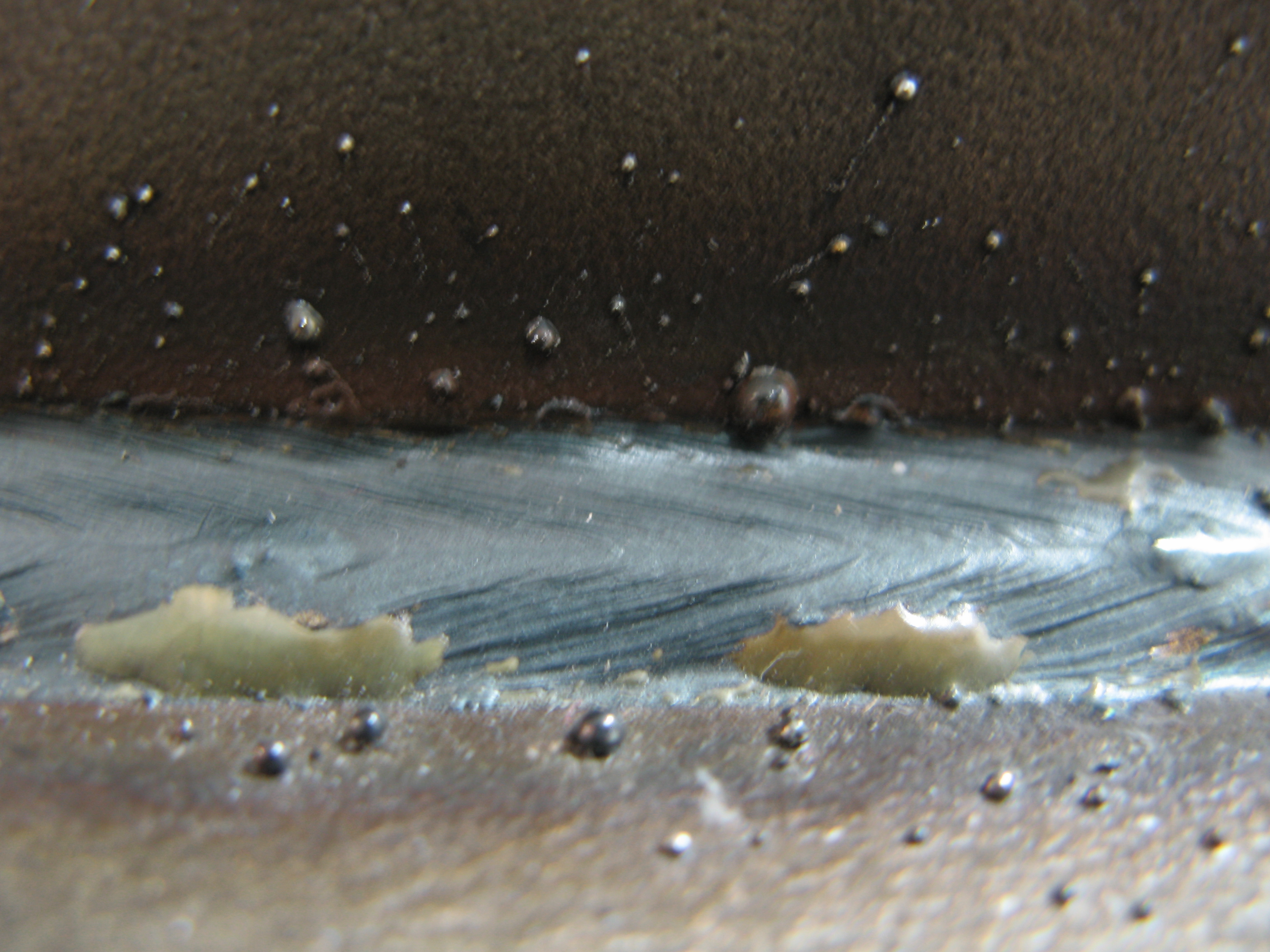
Блок компрессора. Думаю по фото уже многие поймут - чем и как варилось Оттачиваем технологию! В конце проверка пенетрантом - говорит сама за себя.
1 балл
-
Давайте разберемся, можно ли считать ИНЭМ отечественным инвертором? 1. Схемотехника своя, оригинальная. На больших токах работает частотное управление, на малых происходит переход на ШИМ. Не думаю, что есть аналоги, ни в Китае, ни на западе. Это не значит, что это самый лучший способ в мире. Но, то что свой, оригинальный- это точно. Кстати, в новых разработках мы от него отказываемся. 2. Печатные платы мы заказываем в "Резоните". Не знаю, где они изготавливают, может и в Китае. Но, в процессе разработок мы заказываем у них экспресс-изготовление (3-4 дня) штучных экземпляров(2-4шт.). Очевидно, что в этих случаях они изготавливают их на месте. И качество такое же, как и у серийных. 3. Монтаж СМД заказываем в фирме "Альт_Мастер"(г. Зеленоград). У них автоматизированная линия. Видел сам. Могу попросить у них фото. 4. Штырек паяем сами. 5. Моточные также сами 6. Финальная сборка и наладка - сами 7. Программное обеспечение собственное 8. И, наконец, самое главное. Наши аппараты проходят 100% выходной контроль на специальном автоматизированном стенде по разработанной нами же программе и методике, включающей в себя часовой прогон на максимальной нагрузке. Уверен, что все мировые бренды делают также и даже много жестче. А Китай этого не делает. Потому, что тогда "прости-прощай" цена 10 000руб за аппарат.. И наши пользователи получаем лотерею, в которой далеко не все выигрывают. Московская фирма "Свага" буквально захлебывается от ремонта. Ее технический руководитель пытался заставить китайцев приобрести наш стенд и с помощью программы "team-viewer" получить удаленный доступ к процедуре контроля. Но, не тут-то было, Пока стоят насмерть. И будут стоять, пока их "продукцию" в России покупают сотнями тысяч. С уважением, Островский М.А.1 балл
-
Сегодня ваял тележку. Предназначена для перевозки шести пятилитровых бутылок с водой. Размер чуть с запасом на две по ширине и на три в длину. Осталось подрезать оси, законтрогаить, набить колеса смазкой и покрасить. Материал -профтруба 20*20, 10*10, оцинкованная сварная сетка. Колеса на литой резине, потому что будущему владельцу качать их нечем да и не кому если что. Тяжеловаты они правда, но дебелые и шарниры хорошие. Сетку пытался ручником приварить, но больно тонкие прутики - горят. Прикрутил клопами в итоге. На ручку кусочек трубки приварганил. Завтра надеюсь покрасить засветло и можно отдавать.
1 балл
-
Праздник в " Будни сварщика" Мостик к богу, длина 16 метров, бюджет 80тыс. от спонсора и деревенский мостоотряд трудился 4 дня. Сегодня состоялось открытие мостика и дорога до церкви сократилась в двое.
1 балл
-
Относительно спокойная неделя подходила к концу,на горизонте уже маячили выходные. И вдруг в четверг зазвонил телефон,кто говорит:-это ... .Парни спасайте,надо трубу в аргоне сварить.Там не много работы,но надо "вчера". Собрали "барахлишко" и с работы на работу,преодолевая охранные кордоны,пройдя весовой контроль прибываем в новый цех НТТЗ( Нижне Тагильский Трубный Завод). Получив вводный инструктаж от "нашего заказчика" (устанавливают итальянскую линию сварки профильных труб) - Нужно обвязать систему охлаждения сварочной установки (ТВЧ). - а чертёжи. - мы их не можем найти,но есть схема. - схема,это хорошо.А почему "шкаф очистки воды" наоборот поставлен,да и теплообменник не на месте? - Ой,парни ну сделайте как нибудь к субботе,ну очень надо "к нам едет ревизор". И вот нас ждёт пара занимательных вечеров. Вскрыв ящик,с удивлением обнаружили, что "не всё так гладко в нашем мире" помимо необходимого количества труб (нерж.304 ф60х2 и ф 38х1.5) и нескольких упаковок с "отводами 90` ", находился ящичек с тройниками и американками).Как оказалось "итальянские товарищи" решили, чтоб всё было на "фитингах" (сборно - разборным).После необходимого уточнения "финансово-экономической части" и "техническо-глупых вопросов", нас ждали порядка 40 стычков. Фитинги,фитинги, ох уж эти фитинги.Пришлось сляпать спецключики из найденных железок. Пацаны собирают ,а я гаечки кручу В этот раз нам помогал "малыш" http://websvarka.ru/talk/index.php?showtopic=4127&p=113602 RILAND 160GDM
1 балл
-
Насколько получилось, надеюсь в общем суть понятна. http://cs619218.vk.me/v619218196/15c75/yM7nApREDeQ.jpg Нарезка швеллера и уголка в размер. http://cs619218.vk.me/v619218196/15c61/_jn6t9n-GLw.jpg Варится каркас. Вертикальные стойки уголок, остальное швеллер и полоска для водоотвода. http://cs618521.vk.me/v618521196/18fc6/k6K69JJlQF0.jpg Пилятся доски. http://cs619218.vk.me/v619218196/15c6b/dz1whyP0Xjw.jpg Дальше из досок, двп и утеплителя собирается пол и стены. http://cs619218.vk.me/v619218196/15c9d/gSJHZBjCmIc.jpg Вот такой утеплитель. http://cs619218.vk.me/v619218196/15c93/xiKic1NYDaU.jpg Все это дело собирается и обшивается. http://cs619218.vk.me/v619218196/15c4d/8-xsMCTFzgA.jpg Листогиб. http://cs619218.vk.me/v619218196/15c57/qCYvaVyJmBM.jpg Для загибки листов для водоотводов по низу бытовки. http://cs619218.vk.me/v619218196/15c43/UTsRfjCPA0E.jpg И для окон, которые крепятся в деревянный каркас. Крыша - листы 1.5мм, сваренные в нахлест. http://cs619218.vk.me/v619218196/15c39/WJgvY2XMyLo.jpg Внутри обшивается вагонкой. Вешаются розетки и свет. http://cs619218.vk.me/v619218196/15cc5/-bPhUxNMY2U.jpg Окно изнутри. http://cs619218.vk.me/v619218196/15ccf/urftrOAX3yk.jpg Увозят уже готовую бытовку. http://cs619218.vk.me/v619218196/15d01/WH23J2GF6to.jpg Остальной инструмент, который не попал в фотки - бензопилы, шуруповерты, болгарки разных размеров, руки Мой горизонтальный шов на каркасе. Шлак отходит сам) http://cs619218.vk.me/v619218196/15d15/8uaCU7krjUw.jpg А где не отвалился две крупные поры, но и все исправил http://cs619218.vk.me/v619218196/15d1e/Aycj25kZp8M.jpg The end.1 балл
-
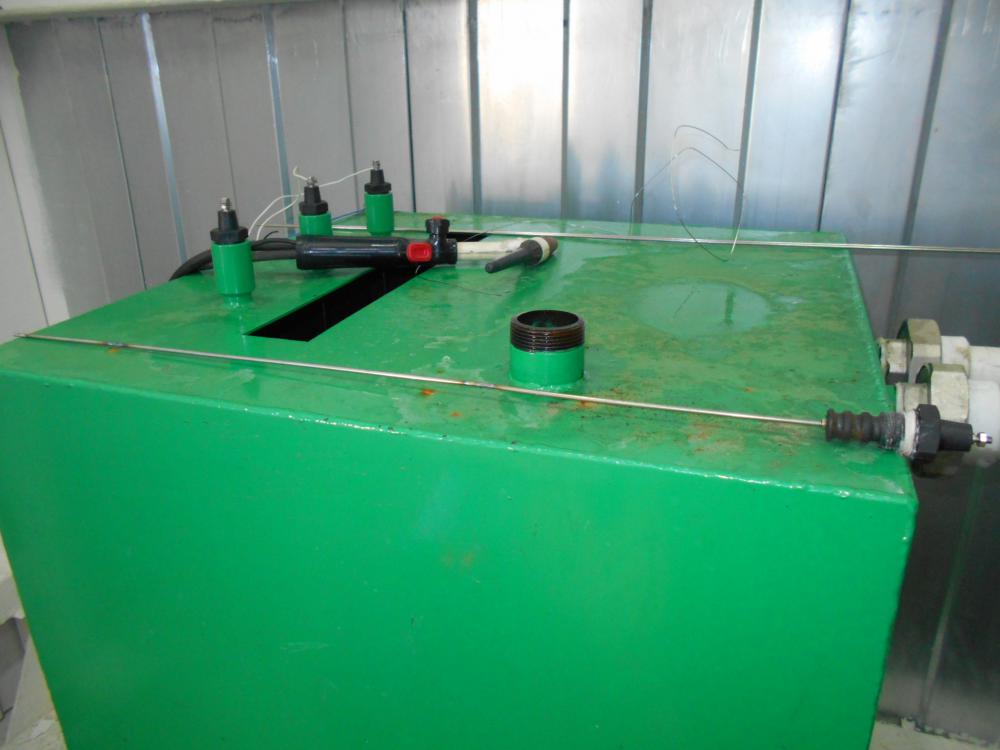
"Мы не должны жить сыто, мы должны жить весело!!!" (С) М. Задорнов. Первый пуск деаэрационной установки (см. "Галерею сварочных работ") был полностью неудачным... Установка тупо не работала. Связались с производителями, а они, что называется, стандартно ответили, типа, ну, извините, фигня получилася... Подумаешь, в длине датчиков уровня напутали и забыли ввести в схему электроконтактный манометр для контроля давления воды на входе... Сущая мелочь Ничего, приедем и поправим. Берём сварочный аппарат и наращиваем короткий штатный электрод такими же огрызками, "заботливо" присланными производителем этой "шайтан-машины". В качестве сварочного стола-резервуар парогазоотделения. Источник тока-хорошо знакомый многим аппаратик... Для вживления отводов под ЭКМ и на охлаждение форвакуумных насосов меняем аргонную горелку на обычный держак и вот тебе, пожалуйста... Запустили. Работает. Только производительность-явно ниже паспортной. Чую, "выведение блох" явно затянется и со сваркой придётся сюда ехать ещё не раз...
1 балл
-
Только вместо мела взять окись магния чда, и развести её в смеси спирта с ацетоном, а не в воде. А в керосин добавить процентов 20 скипидара и анилинового красителя(обычно судан-4 красного цвета). И получится вполне настоящий комплект для цветной дефектоскопии ) Раньше, когда не было импортных балончиков для капиллярки мы по такому рецепту и делали компоненты для цветной.1 балл
-
Да нет, все верно он говорит, да и тех. характеристики подтверждают это. Начнем с пульса на Highpuls до 600а пик пульса, на Мирт до 800а , частота импульса на моем как знаю до 300гц, здесь до 10000гц (у меня на тиг до 2500гц быстрый импульс), а здесь как на LORCH speedpulsе, только на лорх раза в три меньше он , возможность менять форму импульса от этого много зависит, на наших брендах только через программу на ПК, которая довольно дорогая, или покупать готовые программы с импульсами у производителя, я просто уверен что нам продают с устаревшими и посредственными программами и импульсами. Посмотришь на выставке, такие швы кладут П\А , но это на выставке, там фирма забила для показа и привлечения покупателя всё самое крутое, которое иногда дороже самого аппарата получается. Так что МИРТ-1 покруче получается, умели делать.
1 балл
-
Партия трикотажного полотна из нашей пряжи готова к отгрузке потребителю. 1100 кг трикотажа пойдет на изготовление подшлемников для пожарных.
1 балл
-
А зачем? Даже если когда нибудь и лопнет, то переделать в разы проще. А вообще качественно выполненный шов не рвёт.1 балл
-
СмирнААА! я вам покажу,как водку пьянствовать и безобразия нарушать!!!
1 балл
-
Крузак, вырвало кусок рамы вместе с кронштейном двигателя, который тоже порван на три части. Это место варил два с половиной года назад, теперь порвало с другой стороны.
1 балл
-
Вот такой был кривой Фусик с вырванными лонжеронами)). Рама правилась гидравликой с установкой самодельных лонжеронов. Ещё по трудится не один день.
1 балл
-
Константин Краев, отдайте аппарат пользователю Шкалики. Сплошные плюсы: живёт недалеко от Москвы, сертифицированный специалист, пишет грамотно, пост есть где разместить. Может и мне когда даст нажать кнопочку на хозяйской "Авроре".1 балл
-
Так человек и ищет того кто может это сделать. Он же никого не знает, кому это надо и можно предложить тоже. Вот и собирает инфу о том от кого больше пользы будет. Людям же не избавится от аппаратов нужно, а максимально эффективно использовать данное ФИНАНСОВОЕ вложение для получения максимального результата. Что автоматически подразумевает под собой отбор кандидатов. Иначе для ТС это будет все равно что просто выставить оборудование за дверь с запиской "Дарю с вас отзыв".1 балл
-
Ну, про халяву здесь никто и не говорил. Это сделка, аппарат - на честный отзыв. Я уже поучаствовал - http://websvarka.ru/talk/index.php?showtopic=41271 балл
-
@Ferio,всё верно, сталь, которая у нас используется перлитного класса - она магнитится, а электроды по ней - аустенитные, в том числе и для корня. Так вот, то-ли из-за "качества" эл-ов, то-ли ещё по каким-то причинам они стали вдруг слегка магнититься, хотя и не должны...Может из-за высокого содержания ферритной фазы, но это уже прямое нарушение технологии...Раньше такого не было. Кстати, некоторые из этих эл-ов стали влёгкую переламываться руками, может в них высокое содержание никеля?1 балл
-
И наконец закончили , отдали клиенту .
1 балл
-
@Шурпет, WD-40 не забудьте. иногда актуально. ps.выезд 1000,+ работа-300/час.1 балл
-
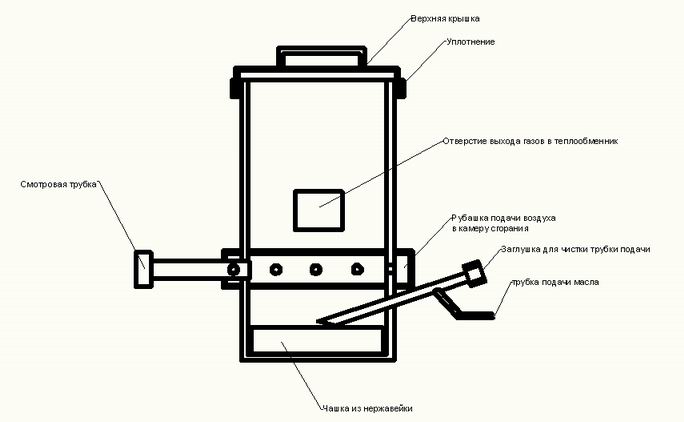
@kuznezs,В рубашке отверстия подачи воздуха в камеру сгорания, отверстиям придано направление, горение происходит по кругу. Масло в камеру сгорания подается насосом на чашку изготовленную с нержавейки. Насос вращается с одной скоростью регулировка подачи производится при помощи вентиля и перепускной трубки.
1 балл
-
Вот фотки нашей печки на отработке. Запустили три месяца назад, работает нормально, расход 200 л. в неделю, проглатывает отработку с водой (при попадании воды только рычит). Защитную сетку пришлось срезать, плохо продувается.
1 балл
-
Радиатор FRED
1 балл
-
До меня пытались ремонтировать MMA мр3 нержавейку 306 не получилось. Места только для груднечка в смысле ребёнка .
1 балл
-
Вот общий вид швов, сваренных в различных газовых средах: Шов в углекислоте покрупнее: Шов в Corgon 18 покрупнее:
1 балл
-
А позвольте спросить: а где, собственно, горит та самая дуга, внешние характеристики источника которой Вы считаете единственно влияющими на процесс? И как запостить сюда файл в формате DOCX? А уж в умении подобрать режимы, я думаю, могу дать Вам большууую фору Собственно, мы можем встретится в этом году на Вэлдексе на стенде того самого ЭСАБа, и на практике проверить всё что мы тут понаписали.1 балл
-
А под турбопереносом, наверное, имелся в виду spray arc струйный перенос? Так он возможен во всех типах смесей Аргон-СО2. Просто разные токи будут. Зависит ещё и от аппарата. Смысл в том, чтобы повышать напряжение, при этом не сильно повышая подачу. Тогда пинч-эффект будет постоянным и капельки будут отрываться одна за одной. Практически на Кемппи минимальные токи в смеси Corgon 20 (20% СО2 в Аргоне) были 215А и 29В на проволоке 1,2. Но лучше делать 30-31В, а подачу просто подбират так, чтобы при сварке расплавленный металл не выплескивался впереди ванны. Только чтобы варить в таком режиме нужно немного набить руку, варить "напроход" не задерживаясь, а не так как обычно наплавляют катет в углекислоте одним проходом размазывая его "ёлочкой" "петлями" и т.п., да и сварка в таком режиме только в нижнем положении возможна...1 балл