Лидеры




Популярный контент
Показан контент с высокой репутацией 17.09.2014 в Сообщения
-
Пришло время и мне свою лепту внести. Зовут Дмитрий. В школе 11 класс прошёл у меня в сплошных думах куда поступать. То, что я буду инженером, было понятно сразу, так как дед - инженер, отец - инженер, о другом как-то и не думалось. Среди моих одноклассников очень была популярна профессия программиста, но моя душа к этому как-то на лежала. Отец толкал по совему профилю - в МЭИ на специальность инженер по эксплуатации энергоустановок. И вот в час Х, когда уже пора было делать окончательный выбор, поехал я за компанию с друзьями в МГТУ имени Баумана, ещё не зная какую специальность выбрать. Как увидел список факультетов, захотелось почему-то на сварку. Может потому, что старший двоюродный брат учился на ту же специальность, правда в другом ВУЗ-е, может щёлкнуло в голове где-то, но сказал родителям: "Хочу!". Так и закончил сей универ по специальности инженер-технолог сварочного производства. На двух последних курсах работал конструктором в НИКИМТе, проектировал автоматические комплексы для сварки в атомной отрасли. После окончания универа устроился на опытное производство ЦИАМ имени П. И. Баранова (научно-исследовательский институт авиадвигателестроения) уже по основной специальности. Там пришлось познакомиться и с работой технолога общего профиля, так как по моему узкому направлению работы на небольшом опытном производстве было не очень много. Но то, что было, было очень интересным. Как - то принесли нам проект стенда для статического испытания на разрыв дисков, к которым в авиационном газотурбинном двигателе крепятся сопловые лопатки из сплава ЖС6У (мерзкий аустенитный литейный сплав на основе никеля, склонный к образованию горячих трещин при сварке). Так вот, в данном проекте предполагалось растягивать диск тягами, к которым приварены настоящие сопловые лопатки. Помучались конечно, но задачу решили, и требуемое усилие соединение выдержало. Затем устроился на завод БЕЦЕМА, который изготавливал оборудование для цементной промышленности, оборудование для дорожного ремонта, изготавливал и монтировал на шасси Volvo и MAN самосвалы, фуры, бензовозы, полуприцепы-цементовозы из стали и алюминия. Текучка на предприятии из-за жёсткого начальства была бешеной, так что через некоторое время главный сварщик уволился и меня назначили исполнять его обязанности. Потом нашли и наняли нового главного сварщика а мне присвоили должность его заместителя. По ходу работ на этом предприятии пришлось иметь дело с вводом в эксплуатацию установки автоматической сварки днищ самосвалов. Так-как спроектирована она была изначально неправильно, пришлось выдержать бой с фирмой-изготовителем за право её (установки) существования. Много чего пришлось изучить: метрологию, правила проектирования автоматических сварочных установок (благо с НИКИМТа какой-никакой опыт был), искусства составления технических заданий и договоров со сторонними организациями, политику руководства большого предприятия (так что отрицательный опыт - тоже опыт). Кроме того, пришлось аттестовывать по НАКС сварщиков, специалистов и т. д.. Поработал я ещё немного и мне предложили должность главного сварщика на другом предприятии, я, соответственно, согласился. Теперь работаю в ООО "Компания Тепломонтаж", делаю отводы, тройники, компенсаторы, скользящие опоры, переходы, короче - детали трубопроводов больших диаметров (от 530 до 1620) (котельно оборудования, газового оборудования, нефтехимического оборудования и т. д.). Здесь пришлось вводить в эксплуатацию и настраивать сварочных роботов компании IGM, проектировать к ним приспособления, присать программы сварки и библиотеки параметров режимов, подбирать режимы сварки, обучать персонал работе на роботах, оснащать и снабжать участок автоматической сварки и сварщиков всем необходимым, короче - весело. НАКС опять-же никто не отменял. Варим, в основном, сталь и немного - нержавейку. Вот так сейчас и работаем.15 баллов
-
"Понемногу остывают мысли, споры и дела ..."
 12 баллов
12 баллов -
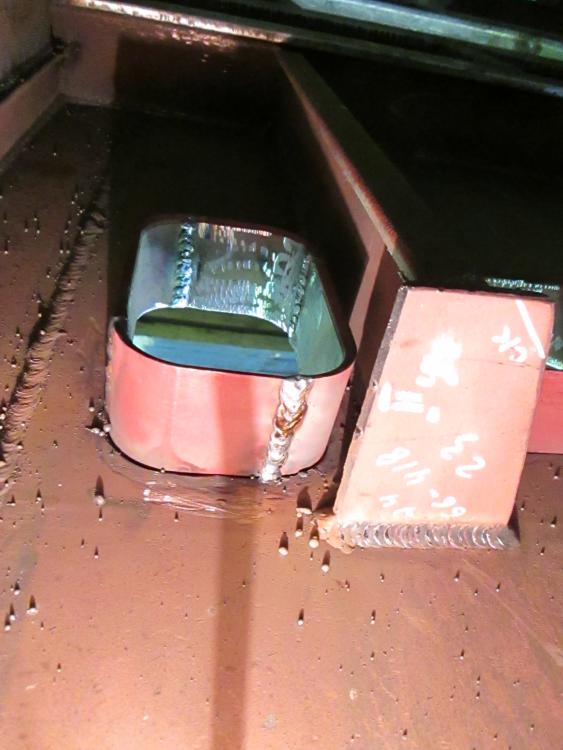
@G_Kar, говорят её полную опрокинули, помяли, или даже скорее в лохмотья порвали бок и вмяли переборки. Вырезали до меня, я не видел что именно было, весь бок срезали. А чего толку комментить, тогда надо было с самого начала рассказывать что да как. Электрозаклёпки? Там все заплаты на несъёмной алюминиевой подладке, подкладка приварена к заплатам и самой бочке заклёпками, по бокам пунктирно, и в центре кромки сплошным швом как в разделку. Сейчас фото наглядное попробую найти. С заплатами несложно было, а вот восстановление переборок мне ещё долго сниться будет
10 баллов
-
Всем привет! Представлюсь Александр Оренбург, пришел к сварке наверное по призванию, хотя учился в железнодорожном технаре, год отработал на тепловозоремонтном, армия, вот там в 1985 ом, строили бомбоубежище в Москве, попробовал варить арматуру за что получил по уша ее вяжут, потом доверили наплавлять полуавтоматом арматуру на крлоннах в графитовых формах, понравилось. После армии пошел учеником сварщика, варил кормушки для коров и свиней бригада накинула в первый же месяц помимо ученических еще 100р. через месяц сдал на 2-й, еще через 2-а на третий, работа сдельная смотрел как другие варят, через 6 месяцев 4-й разряд и з.п. 600-700р. В 1989-ом получив хату ушел по кооперативам, там научился варить потолок, прокладывали теплотрассы, потом ЖЭУ варить пришлось в основном газом, в 93-ем в ГПТУ повысил разряд до 5-го, с 1999-го в теплосетях, с 2000г НАКС, В 2007-ом 6й разря и по сей день. Наверное от отца перешло ко мне он в свое время стыковал газопровод СОЮЗ даже по телеку показывали. Как-то так вот! Принимайте к себе.7 баллов
-
Еще немного фоток.
7 баллов
-
Наконец-то приятель прислал фотографии сварочных работ при строительстве крыльца его коттеджа. Нравится мне его домик, чувствуется рука математика и логика: всё там ладно, красиво и продумано. Что ни говори, а умение хоть как-то варить неактивной рукой, хоть для постановки прихватки, - это здорово.
5 баллов
-
"Из грязи в стразы": Их там много-о-о... "Подарок чёрного колдконструктора": Продолжение следует... Фотографий сегодня больше не будет, не ждите...
5 баллов
-
Доделал недавно бочку . http://www.youtube.com/watch?v=-04K9aLDgIk&feature=youtu.be3 балла
-
@ARGONIUS, С одной стороны, вроде бы и теоретик, так как сам варю только заборы опиранием на обмазку. С другой стороны, со своими сварщиками разбираемся с изделием вместе, и пока у самого не квалифицированного не получится с участка не ухожу (знаю таких, которые из заводоуправления бумажки только в цеха пишут, а сами не появляются и как там оно варится не представляют, это - отвратительно, я сам так не делаю). Робот сначала сам облазил, потом ребятам показал и вместе обучились.2 балла
-
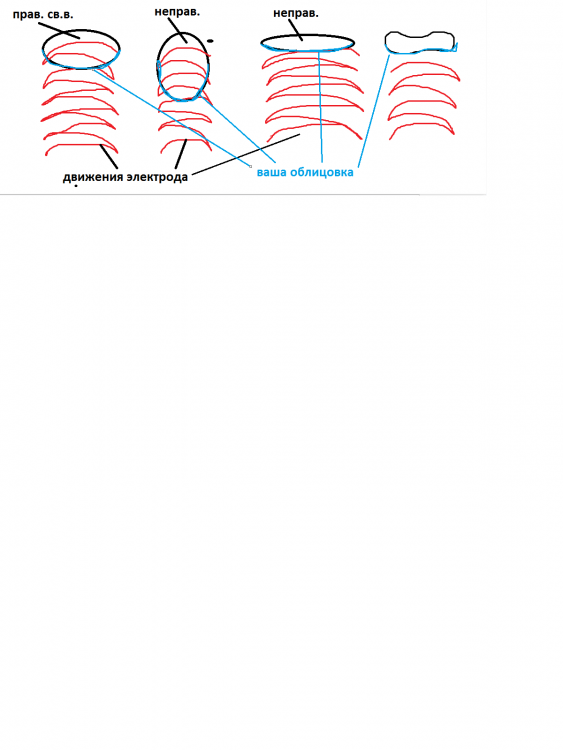
Piratwar По по повуду облицовки, фото швов. Следите за сварочной ванной она должна иметь правильную форму,на рисунке черным нарисованны, нижняя часть её отвечает за форму накладываемого металла. отметил голубым цветом. Ток должен быть таким чтобы эту форму правильную вы могли легко поддерживать. Если много будут подрезы и горб, если мало тока или даете ильно остыть металу - грубая и глубокая чешуя. Все это только для - вертикала. В остальных положениях немного подругому. Ширину молодец стараешся держать. Зажигать электрод приучайся только в разделке. Судя по фото основу ты понимаешь нехватает только навыка, так что только старания и практика.
2 балла
-
ТЕХНО-СВАРКА, ООО С503 Времени осталось совсем чуть - чуть. http://www.weldex.ru/ru-RU/home/exhibitors/exhibitor_list.aspx Это список участников. Так что милости просим к нашему шалашу.2 балла
-
http://s00.yaplakal.com/pics/pics_preview/5/2/0/3940025.jpg2 балла
-
2 балла
-
Брал с собой на работу новый сварочник.
2 балла
-
Сделал станочек для закрутки торсионов. Закрутил четырнадцатый квадрат на холодную.
2 балла
-
зашит жестью на клепки,после прихваток узора,повело жесть. пробный образец образец каркас ворот. делал домой под совок и кочергу. Вова варит!
2 балла
-
Съездил в посёлок за сто с лихвой км.Там наша контора делала ремонт школьного спортзала. И мне нашлась работа по сварке. Сделал обрамление под люк в подпол. Труба профильная 50Х25 и 40Х20. На вход в подвал изобразил по месту полноценную распашную двустворчатую дверь. Только лежачую... Параллельно наблюдал процесс запуска отопления. Целый день местные слесарюги гоняли по системе пузыри. Очень устали и слили в унитаз не одну тонну воды... Всё потому, что на лежаке подачи (под потолком) не наблюдалось элементарного сбросника воздуха... Как видно, сварщика путёвого в этом Дальнеедренёво тоже нема.... По просьбе директора школы вделал сей вентиль. Вернулся на "родную" котельную и приступили к демонтажу котлов. Самодельная траверса: Вынос "тела": Заносим новое "тело": Без казусов-скучно. Где-то, в полях вертолёт оборвал ЛЭП. "Света" ушла... На её место призвали двух "Ген". Демонтаж насосов и перетрассировка в насосной: Параллельно меняем затворы на теплообменниках. Немного фоток оттуда-в "Швах". От натуги лопнуло одно из звеньев на тали. Залечил в аргоне. Конечно, аргон тащил на объект не ради этого. Слесаря, что перетряхивали пластинчатые теплообменники, объявили, что несколько пластин имеют сквозные повреждения. Срок поставки новых пластин-21 день... Пришлось заваривать прямо в слесарке. Без поддува оборотной стороны. Потом-зачищать. Опрессовка прошла удачно. Похоже, на зиму я себе калым нашёл. Только в одном ЖКУ таких побитых теплообменников-более 70 штук. Ясен день, что варить придётся уже с поддувом, обстоятельно. А не так. как тут, скорей-скорей. И всё, что называется, " на коленках"...
2 балла
-
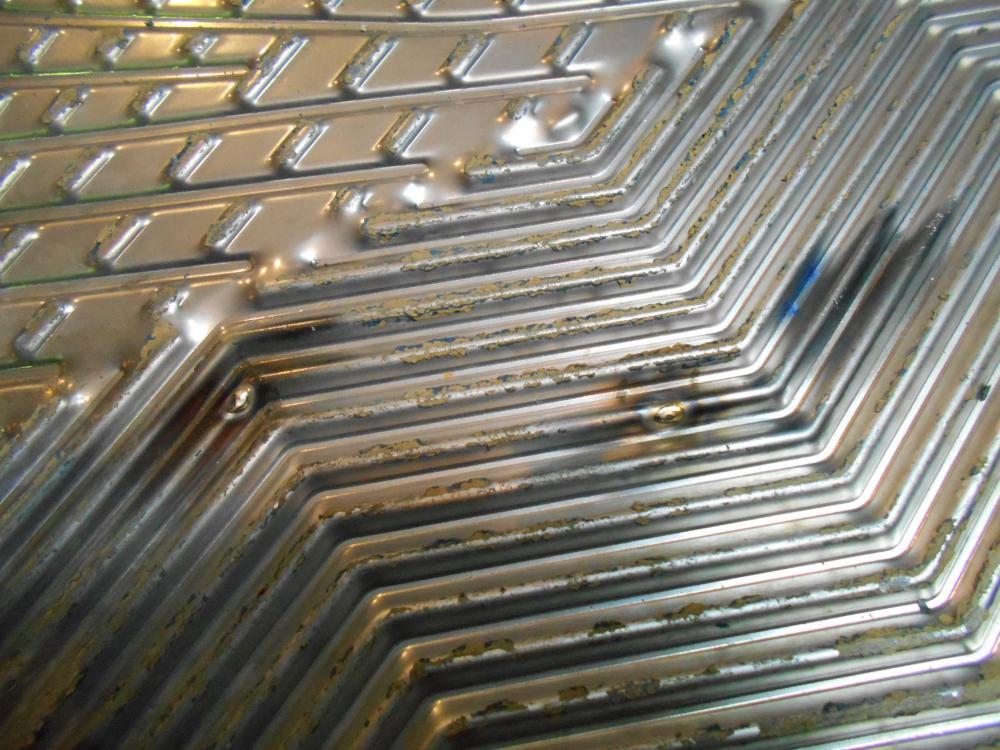
Почитал тему видать точно во всех теплосетях бардак, немного фоток с работы. Гнильё Г.В.С. фотка потолочного немного не сошлось, толстые в чермет, стамим тонкостенные.
2 балла
-
Всем здрасте!!! Вот решил написать и я про себя. Ну начнем, в свое время отучился так сказать в техникуме на электросварщика 3 разряда, с начало хотел идти на электрика но так как набора группы не было пошел на сварщика. После учебы я не мог даже положить нормальный валик в нижнем положение (как сдал фиг знает).Ну и ладно пошел устраиваться на завод, устроился слесарем так как варить мне не нравилось да и не умел.Взяли меня слесарем по 2 разряду, через год сдал на третий,так я отработал слесарем года три.А потом мне это все так надоело (эти гайки,болты,задвижки,масло),начал потихоньку подсматривать за сварщиками.В перекуры и обеды ходил варил всякие железки пока все отдыхали.Так постепенно меня начало тянуть к сварке. Попозже договорился с начальством о переводе в сварщики (диплом то у меня есть).Дали мне катушку на 150 вроде обварить и с одной стороны заглушить, как я ее тогда варил это было что-то минут 40.Потом залили туда воды в некоторых местах намокло, ну сказали пойдет для первого раза и перевели.Поначалу мне не доверяли не чего путного варить,ходил срезал болты да и так все по мелочи.Но в этот раз я был заинтересован сваркой читал форум смотрел видео на ютубе,ну и за другими сварщиками подглядывал соответственно.Спустя гдето пол года уже чуть под набил руку начали доверять варить трубы по немножку,сперва не очень получалось,потом получше,так вроде для нашего завода я стал не че так сварщик (обварить трубу с отрывом смог,не течет да ладно).Гдето года полтора назад перевели в монтажную бригаду,вот там мне нравится работать там в основном сварка труб (а мне уж очень нравится варить трубы), только что не нравится, это то что у нас в основном старые грязные (а зачистить даже болгарки нет) трубы и бывает так подгонят что палец в зазор лезет (подгоняют у нас все только резаком).Охото научится варить трубы так сказать профессионально под просветку.Фу давно так много не писал, ну вроде все написал.2 балла
-
@SEWER88, я кузовщину варю проволокой 0.8 мм, омеднёная . Была у меня Хундай, сейчас в аппарате DECA. Без нареканий. Варите в обычной маске и будет вам счастье. Читал, что дорогие версии Speedglass до -20С.1 балл
-
Потому я и точил Миротворцу на Феникс колеса под 0,6. @selco, Стружка могла образоваться и после роликов, у меня такое уже было. Где присоединяется рукав горелки к аппарату был перекос, и проволока царапалась об край. Устранил, сейчас работает нормально!1 балл
-
Цобакену нравится люк) http://www.youtube.com/watch?v=eupIKc5Z1qU1 балл
-
10 минут сайт лежал, помимо ошибки, которую уже показывал появлялось и такое http://cs618227.vk.me/v618227196/1913f/rEQSQSpU248.jpg1 балл
-
Заврил сегодня свищ на этой врезке,нержа,варил электродами ЦЛ-11,взял 1500 р.фото самого шва не успел сделать,заказчик рядом стоял при опрессовке,неудобно как то было.
1 балл
-
@URUZ, Подготовить стыки. Выставить замерить рулеткой концы что бы не было перекоса. Прихватить по краям как показано на рисунке цифрами.(можно перестраховаться прихватить например арматуру по концам) И проварить в направлениях как показано стрелками. Я бы варил так.
1 балл
-
пост№2664: -Вы шо невидете куда шмоляете??? -Конешно нет.А вот дуга хорошая1 балл
-
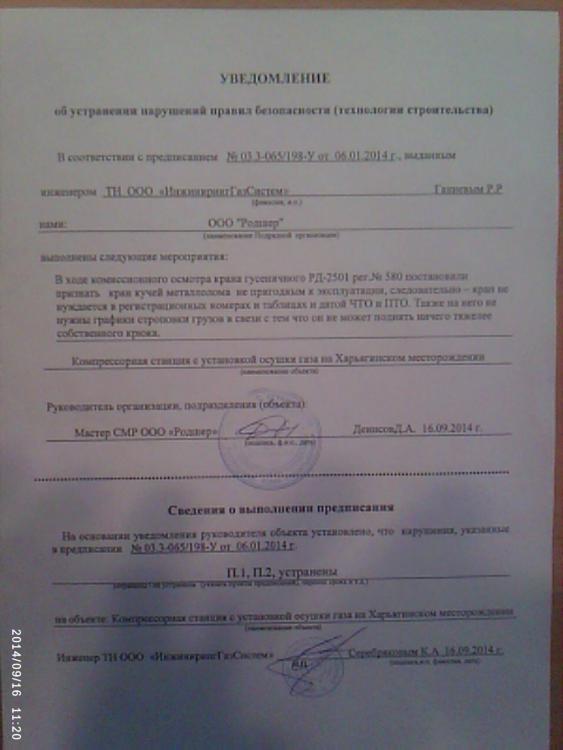
ПТО-шник отжёг,случайно успел фотнуть у него на столе....реальный документ..не очень чётко но текст разобрать можно..в общем .мы были "падстолом"
1 балл
-
Мои работы за это лето: Замена стояка.замена краны крыльевые. Изготовление,покраска,монтаж "доски объявлений".Изготовление лестницы из того что было. Ремонт маленького котла, пришлось глушить так-как к нижнему коллектору не подлез.
1 балл
-
1. Критерии заданы заказчиком тестирования; 2. Ограничивать тестирующего рамками неправильно, так как простые моменты они и сами знают; 3. Могу предположить, Константину нужна обратная связь по профилю реальных покупателей и во многих случаях они редкие участники форумов; 4. Например, нам очень важна простота настроек для частой смены толщин и положений сварки короткими швами.1 балл
-
Вид с балкона устроит?
1 балл
-
Ничего хорошего... Вот, век бы еще этим САКом не варить!
1 балл
-
А в это время опытные кадры отлынивают от работы на форуме!!!! А тем временем за сварку берутся автослесаря ( ваш покорный слуга тоже принадлежит к этой касте ), и получается тюнинг- безсмысленный и беспощадный! теперь мой напарник будет с этим что то делать (исправлять).
1 балл
-
Здравствуйте уважаемые! Варил тут опоры для высокосчастотных заградителей. Сборка и сварка в неповоротном положении(где догнал, там и женился). Электроды МК-46 ф3 и 4мм, производства ММК Метиз(филиал Сатаны). Источник Брима-250(после узбеков и 2х ремонтов "доверили" мне). "Фасонина" -Ст.15, остальное-Х.З.(лом обыкновенный). Фото 1 и 2-потолок, 3- инижнее. P.S. Сильно не пинайте, пожалуйста С уважением!
1 балл
-
- Почему, ... ..... ...... мать, эта .... .... .... машина - еще в рем. зоне?????? - Не установлен патрубок! - А какого ... .... .... ... он не установлен???? - Хомута оригинального нэма! - Тогда почему этот ..... .... ..... ....... аргонщик посреди цеха сидит, с наглой рожей, перед ноутбуком?????????????? - Сделаем, узбагойся....
1 балл
-
В субботу переделывали забор
1 балл
-
Пикомиг, пульс.режим, АМг. Сварка на подъём и горизонтал.
1 балл
-
Отдали тиски поломонные, заварил никель-железом.
1 балл
-
Очередные рабочие выходные прошли в трудах. Пригнали джип МЛ-320, мотик 110 кило весом. Хотели мотохвост, пришлось делать. На один маленький квадрат фаркопа навесить не получилось - небольшой люфт в центре и "гуляние" 100-120 мм на краях. Пришлось делать 2 дополнительные точки с креплениями на раме. Получилось отлично. Листогиба для 5- мм пластины нет, резал и проварил ПА с обеих сторон. Так "гнул" профильную трубу. Крепления к мотоплощадке. Лесенка достаточно пологая Ну и в походном положении.
1 балл
-
Воскресное утро ознаменовалось вызовом на пивзавод. Вот-одна из 25-кубовых ёмкостей, в которых варят пиво. К сожалению, фотография не может передать соответствующего аромата... Дно вокруг фланца дренажного штуцера так сгнило, что штуцер-попросту выпал... Немудрено, ведь ёмкостям уже 44 года... Электролобзиком обрезаем бахрому до более ли менее приличной толщины стенок. Зачищаем зачистным диском и корд-щёткой. Комментарии к этой фотке-придумывайте сами... Приготовили аппарат и БВО и полезли внутрь. Внутри-всё, как обычно. Только стоять на коленях перед швом пришлось... Прогрел кромки резаком, ещё раз прочистил, ещё раз прогрел.Затем-прихватил ремонтную вставку и обварил её. Приехал в гараж, а от начальства просьба сменить коньки на санки аргон на "ручку". Из серии "Хорошим людям помочь". На парк привезли МАФ. Нет, не метилен-ацетилен-алленовую фракцию, а малые архитектурные формы. Их надо приварить к закладным в бетонном фундаменте. Со сваркой у армян, занимающихся благоустройством территории-очень плохо. А с электричеством-так вообще...совсем плохо... Понятно. Опять задействуем генератор Скат и сварочник Форсаж. Объективности ради скажу, что из-за полного нежелания ездить по газонам и бордюрам, пришлось собрать почти сто двадцать метров удлинителей и ничего, варил аппаратик, даже не кашлял. Как на духу спалил пачку ОК-46.00 ф 3 мм. Установил два десятка вот таких "цветочков" И десяток арок: Вот и воскресенье прошло... Так и не понял, что это за день был.
1 балл
-
Прололжение.
1 балл
-
Ночная эпопея с "буханкой". Варили новый капот, варили кресла, варили арки, что-то ещё варили. Варили и резали много- почти до 4-х утра.
1 балл
-
Нашёл немного фотографий: http://cs620931.vk.me/v620931444/5064/P-11SeqnY4Y.jpg http://cs620931.vk.me/v620931444/5054/nmOagbNdxGo.jpg1 балл
-
Поставил мосты.
1 балл
-
занимаюсь сваркой пластика. паяльная станция Lukey 702. присадку режу с подкрылков. видео моё: https://www.youtube.com/watch?v=lkkllRHh3gg1 балл
-
Всем привет, недавно вспомнил, что создавал тему на этом форуме. Из тепловых сетей я уволился, проработал там порядка 5 месяцев официально. В общем ужас просто, залазиешь в водный котел, там входное отверстие мелкое, хорошо я не толстый - пролазию. Залазиешь туда- внутри сгнила трубка, небольшая дырка с которой бежит струя., выключаем воду. Трешь эту ржавень, чиркаешь электродом не далеко от того места где было отверстие- бам ещё дыра. Завариваю две эти дыры, отстукиваю шлак, и когда отстукиваю вдруг понимаю, что промял трубу и сделал ещё одну большую дырку. Подхожу говорю ребята надо бы новую трубу, буду заменять: Нет, сейчас уже поздно, и делов у меня и без того много, нужно в ту котлельную сьездить, потом баню топить, следить за котлом, кого то еще подменить, говорит ты просто залатай и врот ее. Сделал латку наложил- заварил. Уехал, на следующий день опять в котел, на этот раз в другой. Порядком мне это поднадоело эти жестяные трубы варить. Меняли трубы из под земли, слили воду, заменил кусок трубы максимальный на сколько экскаватор вырыл, сварил обстучал, гляжу ржавчины много на трубе, дай думаю подстучу влегкую погляжу, бах дыра, ска, говорю пускай экскаватор роет дальше: Уже поздно залатай и чорт с ней. :-D Позже я привык залатывать и не просить мастера покупать трубы. С работы стал уходить раньше :-D Но это не дело вообще. Я уволился, научился газосваркой варить в тепловых. Вдруг пригодится. Скоро поеду в Астрахань, варить арматуру для аэродрома.1 балл
-
Уже два года только присадкой АМг3 баки варю и не одного не порвало.1 балл
-
А я вот сельский сварщик-самоучка!!! Перенимал опыт старшего поколения потом училище теперь вот работаю в селькой местности конечно оборудование оставляет желать лучшего из всех новшевств инвертор купленный на свои чисто кровные1 балл
-
Нюхать носом,как из трещины будет в нос газировкой бить,значит порядок,уже полный СО2,она как бы наливается,потому что тяжелее воздуха.Если нужно,то можно расширить трещину,чтоб легче заполнялось.1 балл
-
@Motor, подачу снизить до 2 л/мин приблизительно, но не прекращать. Конец подающего шланга в самую нижнюю точку бака.1 балл
-
Всем еще раз привет) Вот вам отчет от создателя темы, так вот работаю в тепловых сетях уже месяц, за этот месяц варить приходилось многое- начиная от уголков, которые привариваются горизонтально и удерживают трубы на весу- заканчивая самими трубами. Варю ручной дуговой сваркой, инвертором ресанта, неповоротные стыки не текут да и поворотные тоже не хотят подтекать, уголки держатся и все как бы ок! Варю мр3, с понедельника буду варить уонями 13/45, заказал их у мастера, варя мр3 я не вижу капли метала вижу один шлак, а когда варишь уони то видно как светлые капли метала ложутся на стык. И все таки парочку мр3 на всякий случай с собой брать буду- для сварки ржавых труб. Недавно варил трубы на спуск- снизу вверх и это был мой косяк-когда включили воду то я понял что двум этим стыкам хана, один стык в верху трубы выпускал воздух и весь он тек под низом- это была врезка в трубу трубы, зазор был чуть ли не 2см и этот зазор я заплавлял сваркой сверху вниз, ну и как вы поняли заплавил плохо, и я начал пытаться заварить часть непровара (там отверстие в 1мм выпускает воздух) и как не тыкал электродом в это отверстие и наплавлял рядом ванну в общем я понял, что незаварить это ну никак, второй стык который подмок мне все таки удолось заплавить без отключения воды - сделал такой горбик на шве. В общем ошибки свои я понял, варить сверху вниз- больше не буду. А заплавлять зазоры я буду наплавляя метал на трубу тем самым поднимая шов, а потом сварки методом снизу вверх все это акуратненько соединю. Вот собсно и все. Зарплата кстати маловата 8500р.1 балл