Лидеры




Популярный контент
Показан контент с высокой репутацией 15.09.2014 во всех областях
-
Ферментатор 35 куб. из 304 нерж.стали.
 12 баллов
12 баллов -
пол-дня, на большее не хватило
6 баллов
-
Вот изваял на скорую руку подставку для ног, под барную стойку. Держит вес 113кг (заказчик). Требования заказчика: "нужен трэш, угар и содомия". Бар "Такси-блюз", Челябинск (зачётное место))
4 балла
-
Класс!!!)))
4 балла
-
Доделал недавно бочку . http://www.youtube.com/watch?v=-04K9aLDgIk&feature=youtu.be4 балла
-
"Из грязи в стразы": Их там много-о-о... "Подарок чёрного колдконструктора": Продолжение следует... Фотографий сегодня больше не будет, не ждите...
3 балла
-
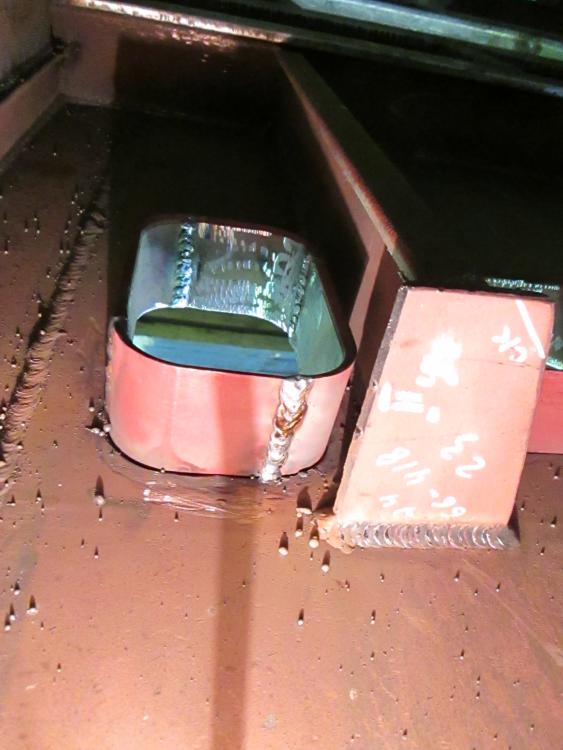
@metalist, Чтобы нержавейка не стала "ржавейкой" нужно правильно подобрать марку электрода. Смесь наплавленного и основного металлов должна по диаграмме Шеффлера попадать в аустенитную область с содержанием 5% ферритной фазы (Если нержавейка - аустенитная, т. е. 12Х18Н10Т и аналоги). Так же в составе основного металла и присадки очень желательно наличие 1% необия или титана для повышения стойкости к межкристаллитной коррозии. Не знаю как определить выгорание лигатуры при сварке электродом, но при сварке РАДС или полуавтоматом цвет наплавленного металла - розовый (в идеале) или светло-серый (похуже, но тоже сойдёт), но ни в коем случае ни чёрный с копотью.3 балла
-
Ну раз такая песня - вмешивание в металл радиоактивных и гасящих (бор) элементов озадачит контроллера. Но зачем это Вам надо? Ведь за такие проделки есть статья УКРФ - Халатность, с преднамеренных сокрытием бракованного изделия. Шлаковые включения меняют градиент рабочих внутренних напряжений, шлак в шве - первейший брак, замедленного действия, он не позволяет рассчитать прочность, аномально меняя закон текучести металла, фактически Ваше изделие - идет в нарушение ГОСТ, по этой причине (а то у меня дети могут хлора хапнуть если на заводе что то грохнет) и введен обязательный рентгенологический контроль сварных изделий.3 балла
-
Господа сварщики, так как частенько по работе сталкиваюсь с этой проблемой, расскажу по поводу разрядов историю. Система разрядов - пережиток советского прошлого нашей страны, когда к разрядам была привязана зарплата на предприятиях, а учебные заведения все были государственные, то есть требования к выпускникам были одни. Сейчас в трудовой ставят тот разряд по которому предприятие принимает вас на работу (то есть предприятие самостоятельно присваивает разряд, исходя из собственной оценки ваших навыков сварки). Учебное заведение выдаёт корочки, в которых пишет разряд согласно собственным представлениям о навыках выпускника. Так как единой системы больше нет, каждый рисует разряд согласно собственным представлениям. Во многих предприятиях зарплата продолжает быть привязаной к разрядам, а зарплаты остаются маленькими, поэтому там присваивают менее квалифицированным сварщикам более высокие разряды (тупо, чтобы иметь возможность больше людям платить, а они, в свою очередь, не уходили). Частенько сталкиваюсь с ситуацией, когда студенты после ПТУ с 5 разрядом и корочками о победе во всяческих конкурсах просто-напросто ничего из современных материалов и оборудования не видели (соответственно тупо не могут правильно настроить аппарат (это по 5 разряду-то)). Элементарно, когда у человека 5 разряд по ручнику, а ты ставишь его на полуавтомат, он не может его настроить (привык, что на балластнике ничего кроме тока выставлять не надо и теряется при виде большого количества ручек-крутилок), соответственно, ну не будешь же его по 5 разряду на работу брать. Кроме того, существует большая разница в навыках сварки при переходе между различными отраслями промышленности (у трубников свои требования, у газовиков - свои, у судостроителей - свои и т. д.). Поэтому, на данный момент, грамотный работодатель не смотрит на ваш разряд в корочках и трудовой, а просит заварить пробный стык, который оценивает по своим требованиям, и выдаёт заключение о том, по какому разряду примет вас на работу и сколько денег будет платить. P. S. Для аттестации НАКС есть требование по присвоению минимум 4 разряда. Для них подойдёт любой документ, где написан ваш разряд (хоть корочки, хоть трудовая), но обязательно должен быть документ о том, что вы учились на сварщика.3 балла
-
Читать вероятно тоже, но придётся.3 балла
-
Бак 800 литров под саляру. сталь чернуха 4 мм внутри крест для жесткости. сверху пластина для подключения двух насосов и счетчиком на литраж
2 балла
-
Дорогая штука. "Самовар" дешевле во много раз. По теме: на днях друг звонит, грит, генератор взбесился, надо ему ограничить свободу передвижения. А то за людьми увяжется, не найдёшь потом. Клетку сможешь сделать? Надо - сделаем. Сильно не ругайте, фотал ночью на болгарку: Низ в бетон зальётся, поэтому пола как такового нет, несколько закладных приварил под разными углами.
2 балла
-
@Константин Краев,Будьте так любезны, расширьте немного границы своих требований- обратите внимание на сообщение Круазика и его соседа, вдвоем тестировать- это сильная заявка, да и известность в ближнем зарубежье для вас не лишняя.2 балла
-
Для чего я процитировал " Сварные узлы из сталей разных структурных классов могут также применяться для работы при нормальной, низкой и высокой температурах и для работы в агрессивных средах при высокой температуре"? Вы хотите, чтобы Вас лечили по телефону? К примеру, некоторые ОСТы предполагают сварку одних и тех же Ме разными св. материалами в зависимости от назначения узла. Нужно смотреть документацию вашей отрасли (ГОСТы, ОСТы,РД и др.) Это подразумевает сварку низко- и среднелегированных сталей аустенитом (что частенько и происходит у нас). Брать на себя ответственность, не зная всех нюансов пр-ва и изделия я не могу да и Вам не советую - поговорку Вы знаете...2 балла
-
Осень. Народ готовится к холодам,поступают первые заказы на подогреватели.
2 балла
-
Соблюдайте тишину.
2 балла
-
Если вы не материтесь во время сварки-значит вы не следите за сварочной ванной.2 балла
-
1. Мастерская. Ремонт автомобилей, изготовление нестандартного оборудования. Строительно-монтажные работы. 2. Jasik MIG-200. Pit-151. 3. Обслуживание и мелкий ремонт провожу самостоятельно. 4. Возможность видео и фотосъёмки. Хотел бы испытать AuroraPRO SPEEDWAY175.1 балл
-
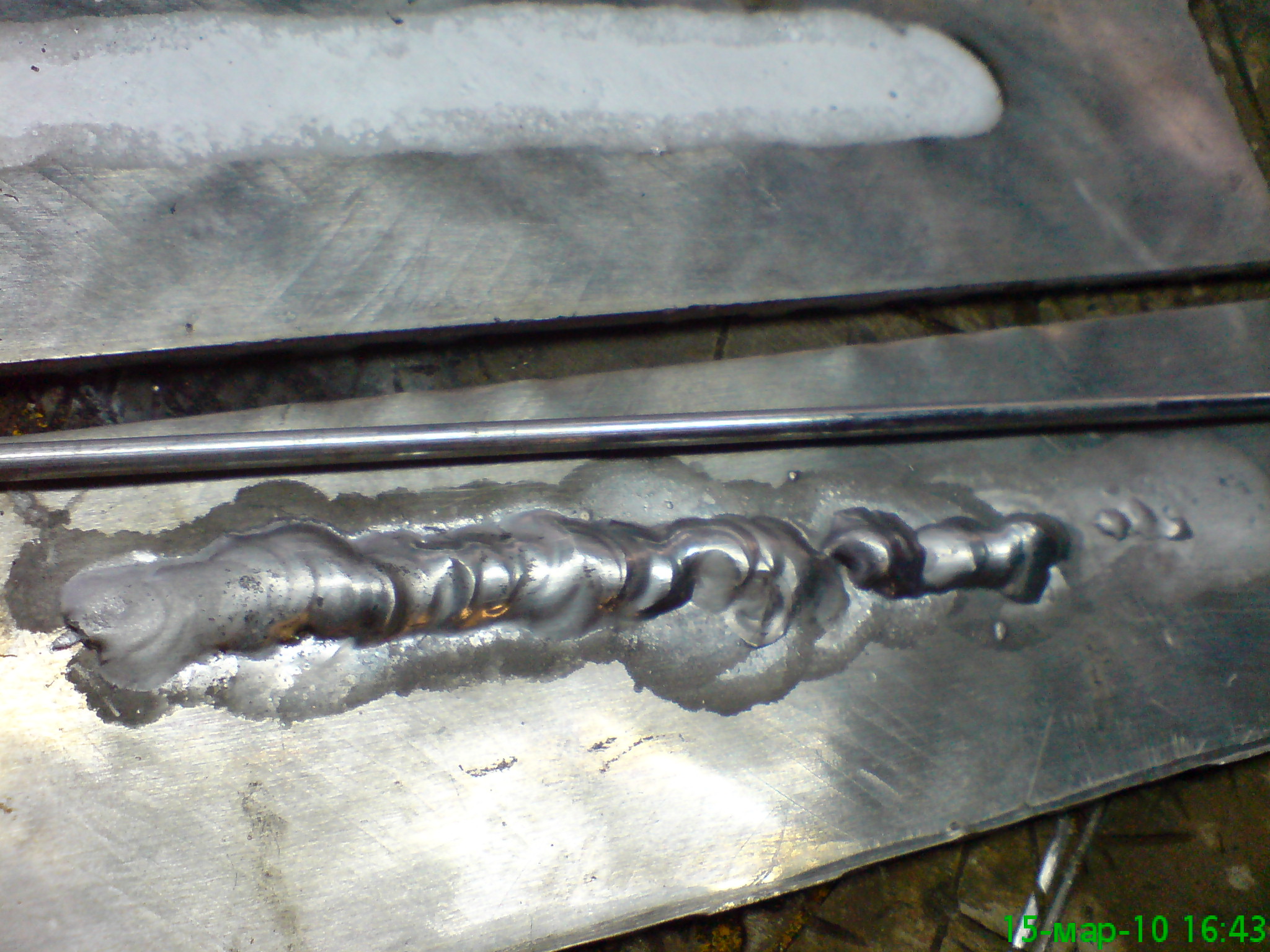
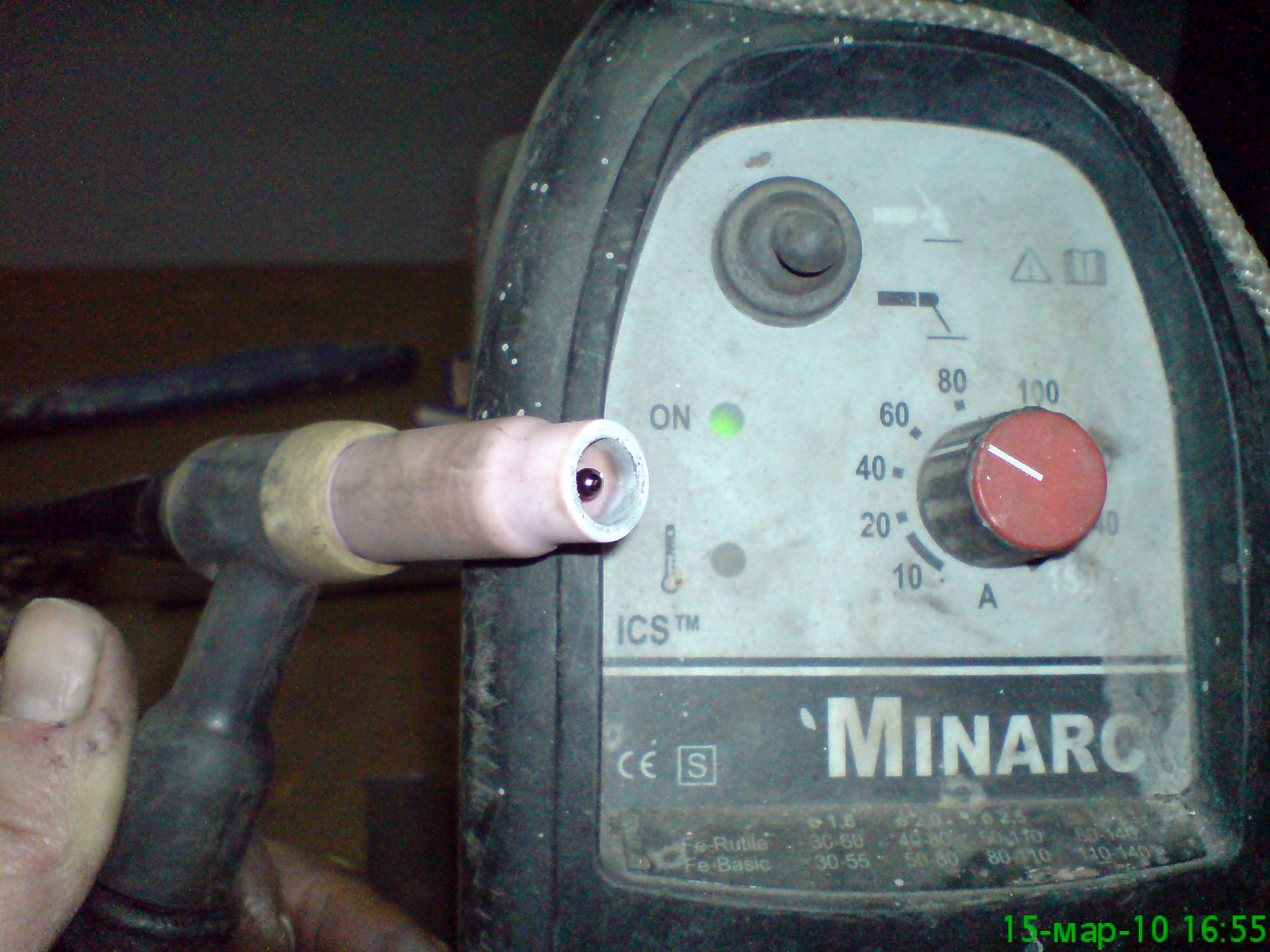
Собственно тема родилась из довольно плотной переписки (в аське,ЛС на форуме в привате и тд.) Вопросы были довольно однотипные, А поскольку я ценю время-"Время деньги-мое время МОИ деньги" попробую ответить сразу и всех(посылать ... не буду, направлять буду всех сюда). Многие купив инвертер с функцией ТИГ решают варить алюминий. Хорошее желание, и достаточно прибыльное, НО... (опять это "НО"). Широко распространенные инвертерные аппараты С функцией ТИГ- это сварка нержавейки и черных металов.АЛЮМИНИЙ варить этими аппаратами конечно можно,НО догорое удовольствие(если все расходники покупать) Не вдаваясь в глубокую теорию... Варить придется на ОБРАТНОЙ полярности(+ на горелке), в мануалах рекомендуют на Прямой(- на горелке) Необходимость изменить полярность в удалении Оксида алюминия(Аl2O3, температура плавления 2050 градусов против 660 алюминия) с помощью "катодного распыления". (выбор что почитать для самообразования за Вами- http://www.google.com.ua/#hl=ru&source=hp&q=%D0%BA%D0%B0%D1%82%D0%BE%D0%B4%D0%BD%D0%BE%D0%B5+%D1%80%D0%B0%D1%81%D0%BF%D1%8B%D0%BB%D0%B5%D0%BD%D0%B8%D0%B5+%D0%BF%D1%80%D0%B8+%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B5+%D0%B0%D0%BB%D1%8E%D0%BC%D0%B8%D0%BD%D0%B8%D1%8F&meta=&aq=f&aqi=&aql=&oq=&gs_rfai=&fp=ad5b520a4f8cd276 Пишут там много и правильно, НО.. При этой полярности(обратной,+ на горелке) температура электрода намного выше чем температура свариваемого металла. И электрод будет плавится быстрее и сильнее алюминия. И сварочный ток будет ограничен. 20А на 1 мм диаметраэлектрода. Дальше на фото я покажу примеры сварки на ОБРАТНОЙ полярности. Для демонстрации был взят инвертер Kemppi Minark 152, горелка ТИГ-сопло диаметром 10 мм(большнго просто не было), электрод 2.4мм, вылет электрода перед сваркой примерно 10 мм и в дальнейшем не изменялся что бы сами могли оценить "угар электрода", фото горелки делались на фоне аппарата. Пластины алюминия толщиной 3 мм дуга горела примерно 5 сек, видно место на пластине где горела дуга-пятно это зона "катодного распыления"-в этом месте пока идет аргон алюминий чистый, без оксидной пленки. наплавленный валик, после повторного зажигания дуги и прогрева основного металла в течении 15 сек по пластине(другой) просто вел дугу для того что бы показать след от "катодного распыления" те же пластины сложены под углом 90, сварка наружно угла, длина дугового промежутка 1.5-2.0 мм. Обратите вниманиена вылет сгоревшего электрода-внутренний угловой шов положить просто не реально. попытка увеличить сварочный ток, особой разницы в проплавлении основного металла нет обратите внимание на ток(крутилка) и ка "спрятался"электрод-ушел во внутрь на 2 мм Итоги этого теста- на сварку двух пластин(условия сварки самые благоприятные), длина шва 15-18 см : примерно 1 см электрода. Сопло меньшего диаметра может просто расплавится. Цены на расходники везде разные, так что прежде чем начинать прикиньте себестоимость этой сварки( и заплатят ли потенциальные клиенты учитывая Ваши желания). Не забудьте так же посчитать стоимость расходников на Ваше обучение-сразу даже такой шов(откровенно говоря гавняный-варил,готовил и снимал в рабочее время пока никто не видел) сразу положить врядли получится.
1 балл
-
Могу продемонстрировать почти любые "извращения" с п/автоматом. Имею в наличии св. проволоку 4043, 5186, 5353, ПАНЧ 11, CuAl8 и стальную 0.6-1.0 мм, а так же газы: СО2, аргон и смесь Ар80/20%СО2. На самом деле выбор проволоки у меня очень велик, но она в основном D1.2 мм. Для ТИГа есть 308, 309 и 316-я1 балл
-
Заявки пока продолжаем принимать. Просьба писать более развернуто, это поможет сформировать о вас более полное представление. Для тех, кто втянулся в обсуждение, не забывайте про предложения с направлениями самих испытаний, кто, что хотел бы увидеть в тесте?1 балл
-
Молния- мощный асцилятор.. Кто то успел спасти часть коры шунтировав схему ножкой стула.
1 балл
-
Не корректно я конечно сравнил. Но убрать баланс (катодное распыление ) на минимум да ещё на такой массивной детали как ГБЦ, и шов будет грязным. На своем Genesis2000 я ниже 30% не ставил. Вообще редко им пользуюсь и почти всегда стоит по умолчанию 35%. А вот этот наворот на аппарате помогает получить чистый шов и сохранить вольфрам. Словами трудно объяснить, будет чуток времени, я лучше фильм сниму и покажу. Вот нашел ролик от селко про такую функцию, тоже может показаться бесполезной, но кто попробовал тот уже не откажется с ней прихватки делать, особо на тонкой нержи. Конечно не всем она может и нужна, тогда она конечно лишняя в аппарате. http://youtu.be/Qs3rZZ5t1OI
1 балл
-
Я только за. Спектр работ обоих - большой, желания - ещё больше. А тут бы как раз хорошую технику погонять в процессе. Видео сняли бы, ну и отзывы само собой.1 балл
-
@Гефест, Педаль Д/У вам в помощь.1 балл
-
Уважаемые коллеги! Большое спасибо за ваше мнение, но у меня есть большой минус- я баран в электронике- дальше лампового телека ничего не знаю. Поэтому о внутрянке могу составить лишь художественный отзыв- техсвар тому свидетель. Написал, что лично мне аппарат не нужен, но помогу с испытаниями тому, кто будет его пробовать, и фото и видео съемкой и пониженным напряжением, а также инструментом и расходниками. Своими аппаратами могу дать попользоваться в любое время .В городе Уфе есть организация, которая изготавливает для инвалидов-колясочников средства передвижения. Вот бы попросить их протестировать некоторые модели, а потом и оставить предложенное сварочное оборудование на предприятии. Само понятие "халява" будет уже называться благотворительностью, а если есть желание, то наши модераторы, проживающие в этом городе, могли бы и снять сюжет и выложить его на нашем форуме вместе с мнением об аппаратах. Это было бы честно по отношению ко всем. Простите за флуд.1 балл
-
1 балл
-
Ну так почему ж:- "дарю с вас отзыв"? Условия то есть. Я лично под них не подхожу. Так как эл.техническим и сварочным языком владею плохо. Навыки так себе. Какой с меня отзыв? Условия вполне конкретные и за них ответить придется отзывом. Хозяин барин как искать, я просто мнение высказал. Если уж официально то можно было что то вроде экзамена на проф пригодность устроить для соискателей. Например предложить сделать видеотзыв о той технике что на руках для начала. И трем лучшим по итогам голосования вручить аппараты для тестов. Вопросов бы тогда задавать было некому. Думаешь (не вас конкретно в виду имею) что достойней всех -пожалуйста, сними, расскажи , докажи. И форум бы пополнился полезным эксклюзивным видео и к победителям не придерешься. К стати выдвигаю свою идею на суд организаторов!1 балл
-
Мне вот любопытно, как вы можете оставить отзыв и оттестировать аппарат, если у вас нет денег его купить? 1)Если у вас нет денег купить аппарат, значит он не является для вас необходимым инструментом. 2 Так-же это означает, что сварочного опыта у вас нет и целыми днями аппарат не будет эксплуатироваться это точно. 3)Так же это означает, что сварка это не ваша профессия, а просто баловство или хобби. Я допускаю конечно вариант, что вы решили посвятить свою жизнь сварке и грезите аппаратом прям с вчерашнего утра, но это в чем-то противоречит пункту №1. А точнее, если бы грезил и мечтал, варил бы с обеда того-же дня простым трансом какой найдется на помойке и был бы счастлив. Вообщем, непонятная какая то у вас истерика, необоснованная. Я легко снимаю свою кандидатуру с этого действа, так как с оборудованием у меня проблем нет никаких, но не в пользу "Халявщиков", А в пользу человека которому он действительно нужен в работе постоянно и кто сможет отблагодарить предприятие поставщик нормальным рекламным материалом. Потому, что по совести такие вещи за 2 фотки не отдаются. А вы, по сути "подписываете" трудовой договор, по которому за этот аппарат должны выполнить определенные обязательства. Ну и Хозяину темы отдельным слогом. Поэтому задумайтесь уважаемый РАБОТОДАТЕЛЬ Константин, о том какого качества и какой материал вы хотите получить. Неплохо было бы тому кто получит ваше оборудование предьявить сначала список в котором перечисленно, то что вам нужно - на обозрение "Одариваемому" . Чтобы потом ни вам, ни получившему аппарат не злиться и не мучится угрызениями совести. С уважением, Константин.1 балл
-
Нормально, даже в отрыв. Поставил его в гараж, что бы аргонник не переключать постоянно на РДС, работаю не много, но 10-15кг электродов в месяц сжигаю, именно на нём.
1 балл
-
Съездил в посёлок за сто с лихвой км.Там наша контора делала ремонт школьного спортзала. И мне нашлась работа по сварке. Сделал обрамление под люк в подпол. Труба профильная 50Х25 и 40Х20. На вход в подвал изобразил по месту полноценную распашную двустворчатую дверь. Только лежачую... Параллельно наблюдал процесс запуска отопления. Целый день местные слесарюги гоняли по системе пузыри. Очень устали и слили в унитаз не одну тонну воды... Всё потому, что на лежаке подачи (под потолком) не наблюдалось элементарного сбросника воздуха... Как видно, сварщика путёвого в этом Дальнеедренёво тоже нема.... По просьбе директора школы вделал сей вентиль. Вернулся на "родную" котельную и приступили к демонтажу котлов. Самодельная траверса: Вынос "тела": Заносим новое "тело": Без казусов-скучно. Где-то, в полях вертолёт оборвал ЛЭП. "Света" ушла... На её место призвали двух "Ген". Демонтаж насосов и перетрассировка в насосной: Параллельно меняем затворы на теплообменниках. Немного фоток оттуда-в "Швах". От натуги лопнуло одно из звеньев на тали. Залечил в аргоне. Конечно, аргон тащил на объект не ради этого. Слесаря, что перетряхивали пластинчатые теплообменники, объявили, что несколько пластин имеют сквозные повреждения. Срок поставки новых пластин-21 день... Пришлось заваривать прямо в слесарке. Без поддува оборотной стороны. Потом-зачищать. Опрессовка прошла удачно. Похоже, на зиму я себе калым нашёл. Только в одном ЖКУ таких побитых теплообменников-более 70 штук. Ясен день, что варить придётся уже с поддувом, обстоятельно. А не так. как тут, скорей-скорей. И всё, что называется, " на коленках"...
1 балл
-
Ничего хорошего... Вот, век бы еще этим САКом не варить!
1 балл
-
Ну, про халяву здесь никто и не говорил. Это сделка, аппарат - на честный отзыв. Я уже поучаствовал - http://websvarka.ru/talk/index.php?showtopic=41271 балл
-
Труба ф 159 мм. Горизонтал.Электроды ЛБ-52У ф 3, 2 мм.Ток-78 А Два отвода ф 159 мм. Вертикал. Электроды ОК-46.00 ф 3 мм. Ток-80 А. Фланцы к трубе ф 159 мм. Электроды ЛБ-52У, ф 4 мм.Нижнее положение.Ток-145 А То же, но в потолочном положении. Ток-135А.
1 балл
-
Добрый день! Готовы потестить AuroraPRO SPEEDWAY 175 - производство сувенирки, предметов интерьера и пр.1 балл
-
Подставки под домкрат.Максимальная нагрузка 200 кг.(требование заказчика)500 кг. держит.
1 балл
-
Здравствуйте уважаемые! Варил тут опоры для высокосчастотных заградителей. Сборка и сварка в неповоротном положении(где догнал, там и женился). Электроды МК-46 ф3 и 4мм, производства ММК Метиз(филиал Сатаны). Источник Брима-250(после узбеков и 2х ремонтов "доверили" мне). "Фасонина" -Ст.15, остальное-Х.З.(лом обыкновенный). Фото 1 и 2-потолок, 3- инижнее. P.S. Сильно не пинайте, пожалуйста С уважением!
1 балл
-
Туристическая фирма "Нева-12" предлагает отдых на Адмиралтейских островах. Комфортабельные номера на охраняемой территории, вид на акваторию. Горячий чай-кофе (за отдельную плату), вентиляцию, освещение и наше гостеприимство гарантируем. Цены демократичные. Эконом.класс: Бизнес-класс: Люкс. Два входа, гостиная и спальня:
1 балл
-
Реальная история. Сегодня притащили алюминиевую пластину толщиной 10мм и в ней 4 болта обломанных на 10 (какой-то крепеж с грузовика) и попросили выкрутить. Деталь как закладная, прячется под обшивку, размеры не важны... Отдал в работу, через некоторое время подхожу: - Как дела? - Одну выкрутил, остальные не выкручиваются, уже по две гайки свернул (приваривал гайки к заломышам), надо высверливать... - Да не парься, засверли в новых местах, смести отверстия и нарежь резьбу! Меня отвлекает клиент, возвращаюсь через некоторое время и вижу, что он высверлил заломыши, резьбе хана и он рассверливает отверстие сверлом большого диаметра. - Ты что делаешь? - Да резьбе хана, сейчас заварю эти отверстия и нарежу резьбу. - Зачем заваривать?! Сверли в новых местах сразу и режь резьбу. - Ну мы же сваркой занимаемся, надо же хоть что-то заварить!1 балл
-
Пикомиг, пульс.режим, АМг. Сварка на подъём и горизонтал.
1 балл
-
главное руку набить. по началу не получалось, но практика победила. ремонт расширительного бачка с грузовика рено. проверку давление выдержал.http://f17.ifotki.info/thumb/557a13b3e903f677e72440749f447aca5bef8a188972655.jpghttp://f17.ifotki.info/thumb/76cc2d1138eb84e66558ad7881c7d16f5bef8a188972655.jpghttp://f17.ifotki.info/thumb/baa55fed221cd4b02d469df93a805e2b5bef8a188972656.jpghttp://f17.ifotki.info/thumb/68bf4842aa883b15a69e3e3c8c9a238f5bef8a188972657.jpghttp://f17.ifotki.info/thumb/c558cc0ca1ba93f8e8f6c1e0d913c5845bef8a188972658.jpghttp://f17.ifotki.info/thumb/e7362f617cac9045a6e42e5abcb09b615bef8a188972659.jpg1 балл
-
1 балл
-
Хорошие знакомцы-слесаря часто говорят: "Ты аргоном не трогай - мы сваркой приварим".1 балл
-
Итак, краткий отчет: мостик сварен))) Сожжены штук 30 ОК46.00 3 мм - сварка рамы мостика из трубы 119мм, ток 100 А и штук 25 ОК53.70 2,5 мм, ток 75 А - сварка рамки из уголка 50х50. Нареканий на работу инвертора нет - поджиг электродов легкий, в т.ч. и повторный основных. Антистика, конечно, нет, да и Бог с ним) Держатель электродов... ну, для ненапряженной работы пойдет, сразу заменил винт, крепящий изолирующую втулку, на более длинный с бОльшей шляпкой. Зажим массы тоже пока менять не стал. В-общем, по 10тибалльной шкале поставлю 9. Фотографий нет, ибо нечем фотографировать - даже тапка с собой не было.1 балл
-
Могу со всей ответственностью сказать, что стать представителем среднего офисного звена - много ума не надо, как и образования и опыта. А вот навык работы руками - всегда будет востребован. Вот был экономический кризис в 2008 году и кто пострадал в первую очередь? Работяги колымили, если переставало денег хватать на икорку, а менеджеры остались без работы и лапу сосали. Образование - очень полезная штука, но только если его получаешь сознательно, а не ради самого факта. Каждому свое. Если у человека есть талант и интерес к сварке. то зачем ему становится посредственным юристом и всю жизнь ненавидеть свою работу?1 балл
-
@ARGONIUS, Забаньте его пожалуйста им до чегото правила форума.Я уже писал,почему не устроить трёх месячное читание форума,прежде чем зарегистрироваться.Люди,давайте устроим голосование за это.Как они уже достали!1 балл
-
Часть вытяжки готова, остается сварить внутреннею часть. Вентилятор запускал, тянет по зверски на полной мощности. Регулятор работает нормально.
1 балл
-
Это "что-то выше" можете писать в л/с,а здесь за "народно / матерный" и "гаражную форму общения" получите предупреждения и бан.В прочем Правила читали,предупреждение получили... для представления есть закреплённая тема в "Курилке",можете там рассказать о себе.1 балл
-
Кстати - это для них отходы, а для нас уже разделанный материал, ***... Удалено как флуд. А.В. Дома можно перейти на 1мм вольфрам, это еще больше снизит отбор из сети, плюс дав нагрев детальке природным\пропаном (кислород копейки) можно и на 10А как бы превзойти по мощности 50А, это к слову про дом. лаборатории. Флюсы хоть и мешают процессу, но переносят точку перехода в жидкость на 200-400 цельсия (условно) что тоже при дуговом методе помогает получать проплавление на сверх-малых оперативных.1 балл
-
День добрый,сварить можно вот к примеры: подогреть чугун до температуры 600-650 градусов,сделать если это необходимо разделку кромок,зачистить и сварить применяя электроды электроды ЦЧ-4,за тем после сварки нужно будет сделать теплоизоляцию (укутать в асбест,в горячий песок или в мини.вату) давая шву медленно остыть это поможет исключить отбеленый слой и тем самым снизит вероятность хрупкого разрушения.У компании ЭСАБ есть электроды предназначеные для сварки чугуна со статью ОК 92.58 или наши ОЗЛ-21 или ОЗЛ-36 (основная их часть состоит из никеля),так же я думаю подай дут и электроды МНЧ-21 балл