Лидеры




Популярный контент
Показан контент с высокой репутацией 10.09.2014 в Сообщения
-
Туристическая фирма "Нева-12" предлагает отдых на Адмиралтейских островах. Комфортабельные номера на охраняемой территории, вид на акваторию. Горячий чай-кофе (за отдельную плату), вентиляцию, освещение и наше гостеприимство гарантируем. Цены демократичные. Эконом.класс: Бизнес-класс: Люкс. Два входа, гостиная и спальня:
 8 баллов
8 баллов -
4 балла
-
Естественно , клиент экономит на снятие поддона , экономит за счет вашего труда .Значит и цена за работу должна быть выше. А то я уже где то писал , человек приносит головку от блока двигателя с трещиной (в разборе) я ее спокойно варю , в следующий раз он приносит головку не разобранную , и типа за те же деньги хочет тот же "девайс" а потом что ? Пригонит целиком авто ? что бы я трещи ну в головке заварил за те же деньги , мучаемся в итоге мы ? Выигрывает клиент он не платит за разбор и снять- поставить двигатель . Так давайте по честному , к примеру заварить трещину в блоке (голом) алюминий стоит 2000 , а снять поставить ДВС 20.000 плюс разбор 10.000 и того человек экономит 30.000 .Так давайте пополам экономить (и зарабатывать ) Трещина на не снятом двигателе будет стоить не 2.000 р , а 30.000 пополам то бишь 15.000+2000 = 17.000 . По-моему справедливо . И клиенту выгода в два раза . И сварщик за свои акробатические мучения получит денежку .))4 балла
-
4 балла
-
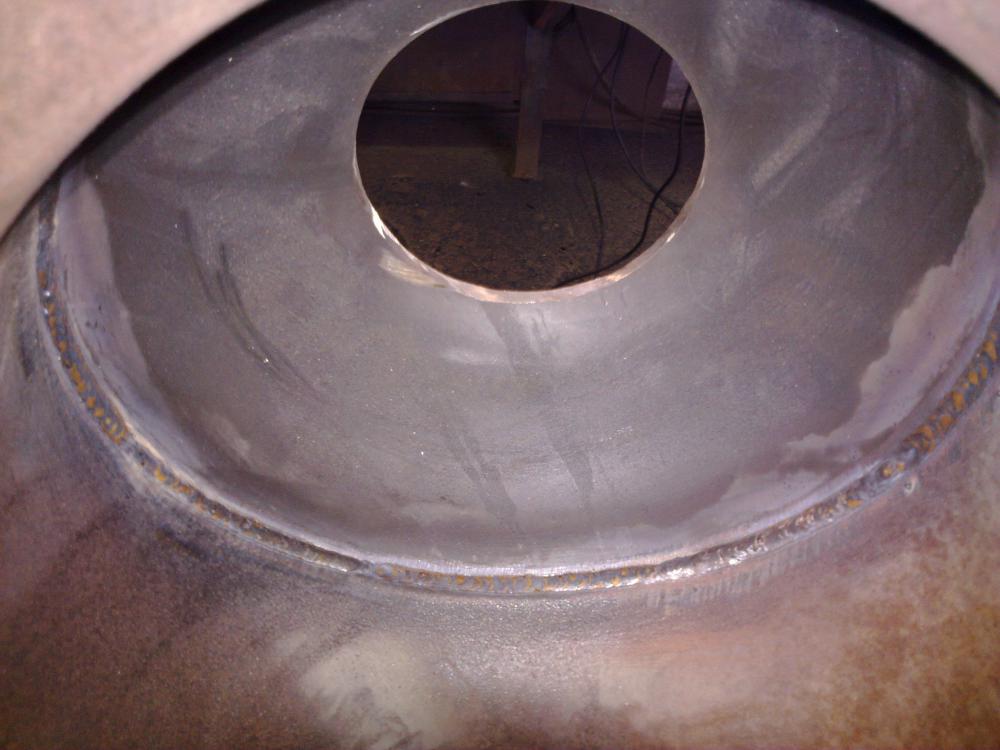
До шедевров @Alexzzzz, конечно,далековато , но начало положено. Всё выполнено ПА . Корень варил "на спуск" , облицовку - " на подЪём". Труба 219 мм.Проволока 1мм. Режимы сварки для (корень / облицовка )
4 балла
-
Родной МурмАнск в это время. Никакого фотошопа. http://cs540101.vk.me/c7007/v7007801/2097f/gT2jWnDsqzg.jpg http://cs540101.vk.me/c7007/v7007801/20978/m8SoIlW-v18.jpg http://cs540101.vk.me/c7007/v7007801/2098d/P1SnD0aVwow.jpg http://cs540101.vk.me/c7007/v7007801/20971/kc8xoS-x-pY.jpg http://cs9343.vk.me/v9343877/1733/yOoHfVbH0Os.jpg3 балла
-
@ARGONIUS, берусь, только если снять поддон - это реальная проблема, а не прихоть клиента. Сварка на месте - долгая песня. Сначала масло стекает часа 2, можно погреть поддон горелкой, чтобы быстрее вытекло. Если точка не самая нижняя, то можно пробовать просто заварить трещину начиная снизу. Если нижняя точка поддона, то можно попробовать поддомкратить одну сторону. Если и это не помогает, то вырезаем окно по трещине и промываем поддон изнутри, потом наплавляем небольшой буртик внутрь поддона и внутрь вкладывается заплатка... Короче проще убедить человека снять поддон3 балла
-
Жаль ,ни одного с гармошкой нету! С музыкой и песнЯми было бы прикольней!
3 балла
-
3 балла
-
3 балла
-
3 балла
-
@Шурпет, http://f5.s.qip.ru/IA4wMo7e.png Сколько же этих трудяг по России разбросанно...3 балла
-
Багажник на Honda XR 250 BAJA
2 балла
-
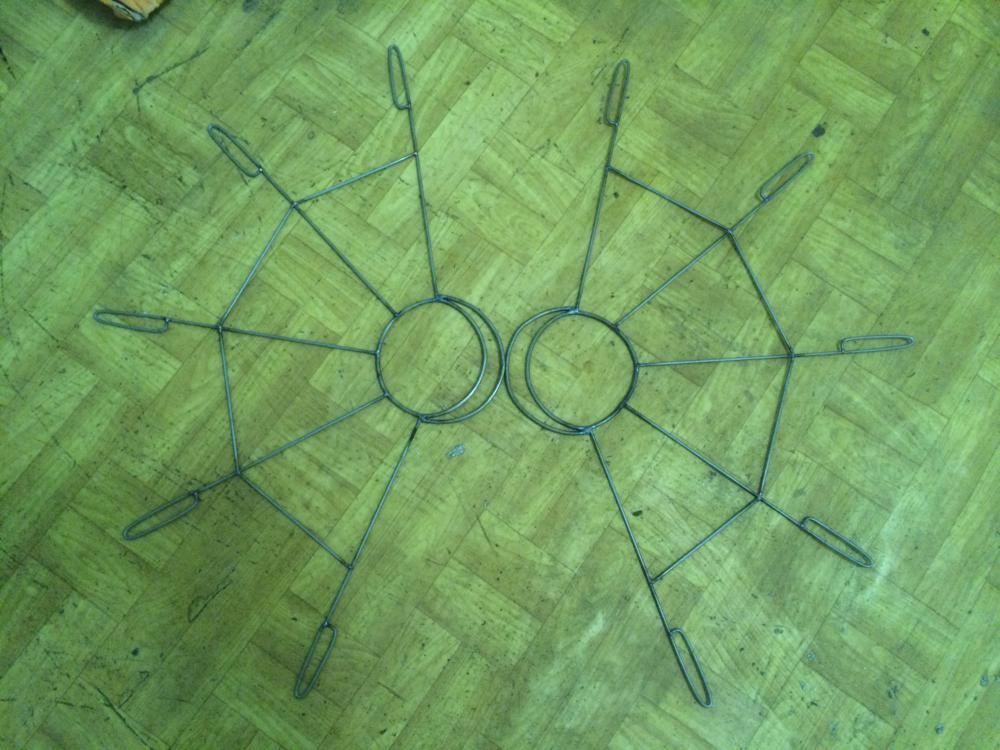
Такие веера для фаер шоу заказали,взял 1000 т.р. за комплект.Делал из электродов,круг из 4,спицы из 3.
2 балла
-
Работа кипит! Василич выходит на позицию и производит захват! Добыча явно сильно крупная для Василича, похоже это поражение... Но нет! Посмотрите на него! Что он делает!? Он не ослабляя хватки начинает мочить жертву прямо в воздухе! Это победа товарищи!
2 балла
-
Что ухватишь, то и твоё:
2 балла
-
Карман нужен, только клапан тоже нужен на него. Вообще, сварщику много есть чего по карманам рассувать.2 балла
-
укажите на ошибки корень lb52u 2.6мм облицовка ано-36 3мм
2 балла
-
Обращаюсь ко всем пользователям, кто намеренно искажает. коверкает и оскверняет русскую письменность. Вот такие сообщения будут удалятся, а за систематические нарушения пользователь будет наказываться. Такое сообщение должно выглядеть хотя бы так: Это не касается тех, кто по незнанию или неграмотности допускает ненамеренные ошибки. У нас не форум русского языка, но хоть не много порядок должен быть.2 балла
-
Андрей варит новым Сварогом. Подключил два аппарата к одному блоку охлаждения, последовательно - вполне хватает. На фото наш заслуженный и безотказный ветеран EWM Тритон 220 и новобранец - трехфазный Сварог. Писать про Сварога отзыв, интересно кому? И куда писать?
2 балла
-
2 балла
-
- Почему, ... ..... ...... мать, эта .... .... .... машина - еще в рем. зоне?????? - Не установлен патрубок! - А какого ... .... .... ... он не установлен???? - Хомута оригинального нэма! - Тогда почему этот ..... .... ..... ....... аргонщик посреди цеха сидит, с наглой рожей, перед ноутбуком?????????????? - Сделаем, узбагойся....
2 балла
-
Двадцатка к сороковке вертикально. Не часто варю многопроходные швы, учусь.
2 балла
-
У меня вот такая работа.
2 балла
-
2 балла
-
И шаг манипуляций сделать чутка меньше, чтоб между чешуйками не было таких перепадов.1 балл
-
А почему не в "Наше оборудование"?1 балл
-
На деревню дедушке...
1 балл
-
Кормим белок, г.Томск Лагерный сад. http://www.youtube.com/watch?v=590gh9dvw6w&feature=youtu.be1 балл
-
Чугунный блок Вольво. РАДС, цинком ZnAl4. Вот так вот ребята, немцы со своим Колд-арком даже и не знают, что такое возможно В конце проверка пенетрантом - все прекрасно. Ни кто кроме нас еще такое не пробовал?
1 балл
-
@BelaZZ, Очень хорошо получилось! С начало кажется что так варить очень медленно и кажется быстрее было бы идти прихватом (тыкая на кнопку), но со временем привыкаешь и думаешь как же я раньше варил вертикал.1 балл
-
Возможно заварить стык трубы 57 стенка 3.5 такими электродами разделку можно и не делать а если и делать то обычную но притупление ближе к 3 мм. Это обеспечит нормальный ход сварки. А зазор 2.5 и тока ампер 60-65 меньше тока ставить не стоит. И все. В мире сварки возможно практический все главное знание навык практика опыт творческий подход и немного визения и все получается. У нас сейчас в работе паропровод ду273 толщина стенки 35мм сталь 15хм. Варится с подогревом нагрев до 300 градусов. Сборка стыка на чопики нагрев и сварка. Работают два сварных на сварку стыка уходит от 2 до 4 часов. Последующий прогрев отсывание и просветка. К работе допускаются аттестованые сварщики не ниже 5 разряда. По трубе пойдет пар температурой 500 гр. И давление 120 кг.1 балл
-
Варят и никелевыми электродами, и проволокой ПАНЧ-11, а ещё лучше газопорошковой наплавкой. Во втором случае держится гарантировано, что касается сварки электродами или ПАНЧем- сильно зависит от умения сварщика. Москвичи, занимающиеся чугуном, у нас на форуме вроде бы есть. @krech, возможно и отзовётся.1 балл
-
И при установке, помимо уровней "Х" и "Y", не надо ловить плоскость прилегания прожилин.1 балл
-
Третий десяток лет стоит не разряженная в организм. Всё некогда... А этим, на одуванчиках настоянным, можно будет похмелиться.
1 балл
-
Какая показательная история с одной пачкой электродов произошла. В соседнем городишке в хоз/маге касаемо электродов - каждой твари по паре. В основном то что "хорошо берут", в почёте конечно же Эм Пэ Три синие . И китайские рутиловые аналог УОНИИ/МР-3.))) Два месяца назад затесалась в эту "знать" пачка каких то LB-52U диаметром 2.6... 700р. пачка. Не поверив глазам попросил продать на пробу 10штук. Приехав домой сунул в тубус к УОНЬКАМ, на первом же калыме сделал вывод-" Шарик, ты балбес.. хватать надо было. Всю." Каково было удивление и радость увидеть ту же пачку медленно раскуриваемую поштучно местными сварными аж два месяца!!. Забрал сразу. Остаток 1.5 Кг. отдали за 220р. Вывод: Это что с людьми на белом свете творится, если шир.потреб. хватают как пирожки пачками а люксовые электроды лежат забвенны в публичном одиночестве? Вот'с: Товарищам из KOBE STEEL,LTD. аплодирую стоя.
1 балл
-
У нас сейчас в тренде - лодки! На этой неделе аж 5 штук привезли. На одной выправляли нос, на другой поднимали транец. Титановый теплообменник.
1 балл
-
1 балл
-
Цинковая ручка с Ауди... Такие тонкие цинковые вещи получается варить только у начальника
1 балл
-
А смысл? Мне когда нужно было кучу разделки и фаски на АМГ 10 и 25мм сделать, я купил большой фрезер бош, который по дереву двумя руками таскается типа http://i2.guns.ru/forums/icons/forum_pictures/000951/951971.jpg только формы другой и побольше. И чудесно обычными деревяшечными ТС фрезами сделал всю эту работу, поливая всё это дело мыльным раствором. Быстро..., разговор идет о метрах в мин. Там есть чудесная направляйка которая позволят идти по линейке и радиусу, а так-же установка глубины разделки. Больше на этот похож. https://www.google.ru/search?q=%D1%84%D1%80%D0%B5%D0%B7%D0%B5%D1%80+%D0%B1%D0%BE%D1%88+%D1%84%D0%BE%D1%82%D0%BE&newwindow=1&espv=2&tbm=isch&imgil=QUgWb6zNvPVGHM%253A%253B-VH8-Z3Zv3kmCM%253Bhttp%25253A%25252F%25252Ftalks.guns.ru%25252Fforummessage%25252F97%25252F267131.html&source=iu&fir=QUgWb6zNvPVGHM%253A%252C-VH8-Z3Zv3kmCM%252C_&usg=__Xm5xQ8raejqTVk1g5zQncB9fGv0%3D&sa=X&ei=C2AEVLLEEIrhywOjzYKwCw&ved=0CC4Q9QEwCA&biw=1600&bih=799#facrc=_&imgdii=_&imgrc=li0Nnjgi6GZK9M%253A%3BoKwgkmfLO3TdgM%3Bhttp%253A%252F%252Fstrument.com.ua%252Fpublished%252Fpublicdata%252FSTRUMENTSTRUM%252Fattachments%252FSC%252Fproducts_pictures%252F14955_enl.jpg%3Bhttp%253A%252F%252Fstrument.com.ua%252Fproduct%252Ffrezer-bosch-gof-1300-ce-1300-vt-12000-24000-obmin-canga-60-127-mmbesplatnaja-dostavka%252F%3B800%3B793 В споры вступать не намерен, Это, так... Случай из личного опыта.1 балл
-
сезматур кызлар - красивые девчонки ипи- хлеб фил- слон дунгыз- свинья дарухане- аптека бейрам бэлен- с праздником яна эл белен- с Новым годом дэруханэ- аптека сет- молоко каймак- сметана кэбесте- капуста беренге- картошка бичка- бочка1 балл
-
@Рудольф Шнапс, Да ничего особенного, как в сказке о балде, и конюх и плотник. Сами сварили (или не сами)- сами поставили (или опять же не сами).1 балл
-
Удивительное рядом. В крымском зоопарке "Тайган" у осла и зебры родился общий малыш http://crimea.vgorode.ua/news/231761 http://cs618825.vk.me/v618825725/1174e/Ss1omNQ_Ofo.jpg1 балл
-
Просто в смотритесь в эти лица-это ЛЮДИ с большой буквы.Я очень рад быть рядом с ними.Хлеб более 5000 буханок,медикаменты,вода,бензин,продукты. Но мы завершали стремление многих:тех кто нес пожертвования,милиционеров готовых перенести машину с хлебом,через проваленный мост на боровой,медиков, плачущих продавцов отдающих хлеб даром-они переживали за Лисичанск,пекарей и владельцев пекарен-отдающих хлеб по себестоимости и часть даром,пожарных Рубежного,Северодонецка.Священослужителей,просто верующих-православных баптистов.Баптисты 5 человек на 3 машинах развезли много беженцев,завезли более2000 буханок хлеба,медикаменты,топливо.Из них я знаю только Степана.Жители Северодонецка и Рубежного.КАждый кто учавствовал-это ЛЮДИ !!!!
1 балл
-
http://www.youtube.com/watch?v=nbOqp_bxSCQ http://www.youtube.com/watch?v=K8C-DP18-6g
1 балл
-
@Миротворец, согласен, довольно простая и эффективная технология. Нагруженная чугунная тяга от фрезерного станка:
1 балл
-
Ну так конкретнее можете сказать где с кого по этому госту спросили за С-2 на 5 мм и каков был результат? Труба с места тронулась или инженер так и сидит на ней по сей день, гостом машет? Вот там в госте ( ссылку давал) черным по белому написано что уже при пяти миллиметрах толщины, корень можно варить другими удобными способами. А значит жесткость критериев отодвигается на второй план. И допускаются действия облегчающие задачу, но ведущие к указанному в госте результату (ширина, высота, валика и т. д.) Да и на протяжении всей темы никто не обосновал мифических приимуществ этого способа - без разделки 5 мм в оди проход с таким зазором. Примеров достоверных походу нет и не будет. Мне видится больше, как технологу наличие в этом типе соединения параметра в 5 мм , больше для подстраховки. Скажем есть проект где основные толщины стенок 2-3 мм и вполне себе можно для уменьшения писанины все варить по С-2. Но есть небольшое количество толщин 4-5 мм. И что из за пары тройки стыков наводить тень на плетень? Когда можно все так и оставить в параметрах С-2, но в пояснительной записке указать что швы на стыках в 4 и 5 мм привести в соответствие с этими параметрами удобным для данной конструкции способом. А именно разделкой с необходимым количеством проходов. И шов после будет в габаритах С-2 как и вся масса по проекту. Лично у меня других объяснений нет. Гост он для проектировщика больше. Сырую выкопировку без пояснений сварщику под нос, нормальные инженеры, пихать не станут. А с ненормальных какой спрос?1 балл
-
Гост бородатых годов, кропотливо откопанный как наиболее подходящий для дипломатичной беседы о том как сделать то, чего никто не делал. Именно в восьмидесятых годах когда сварочные аппараты вырубались из цельного куска металла, а электроды в массе еще содержали переплавленный металл из Т-34... Какой то мифический дядя Ваня, проникшись требованиями нового госта, смачно плюнув и растерев, собрав в кулак все свое умение, взял и заварил. Да так что все ахнули. Прошли годы, подвиг стал притчей во языцах, но повторить его так никто и не смог. Годы друг друга неспешно меняли, Многое стерлось за давностью лет. Кто же заварит С-2 в номинале. Ныне героев способных уж нет. Хотите баньте хотите нет но... более изощренного стеба над сварной братией я не встречал до этой темы. http://www.gost-svarka.ru/gost_soedinenie_svarnoe_tip_pazmer/gost_16037-80.htm В самом конце 16 пункт. Пеките как хотите 5 мм)1 балл
-
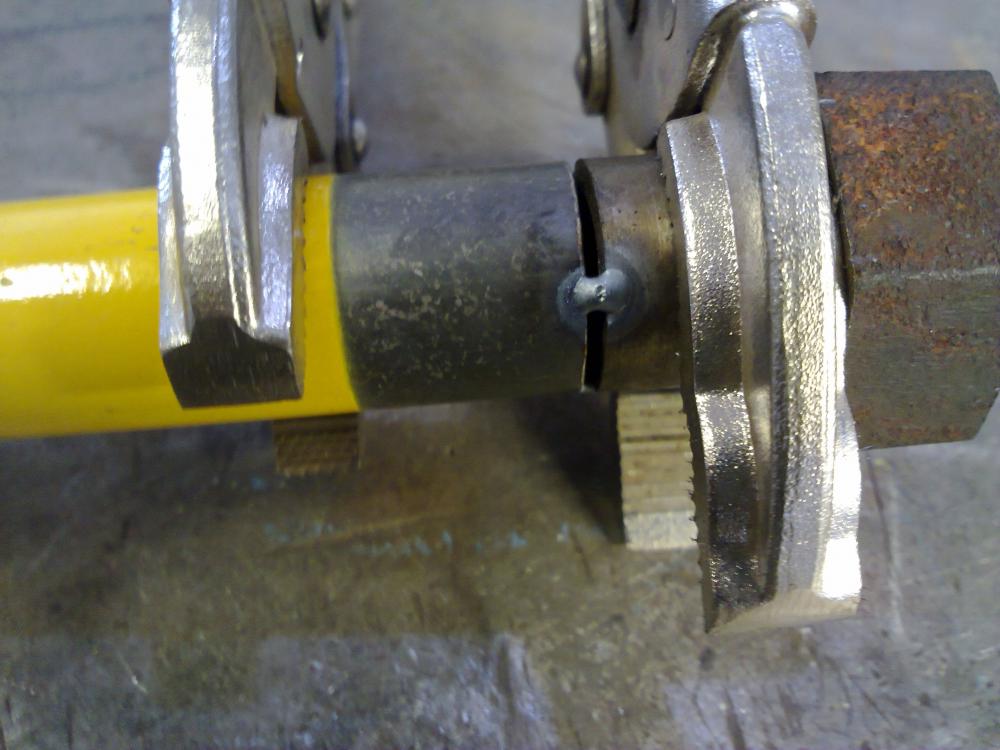
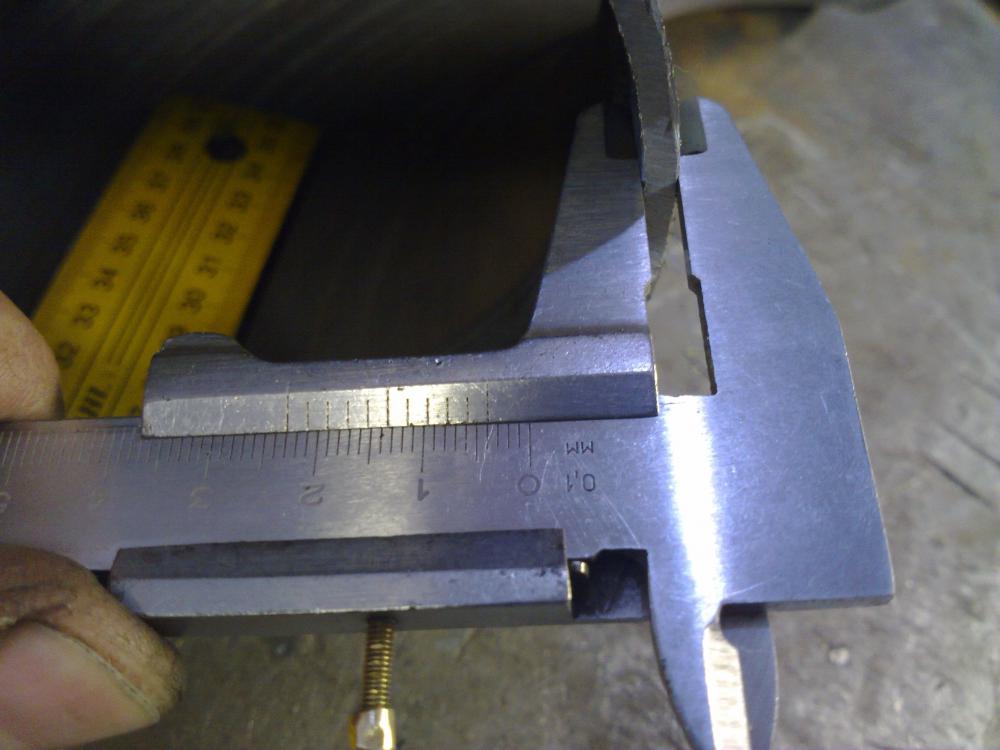
Ну в этом - перебьётесь ,слишком много чести. Амбиции попридержите.Кроме звона от Вас- пока ничего,и непонятно,спец ли Вы,или же очередной понторез.Не умаляю Ваших возможностей,но прежде чем бросаться такими предложениями,обозначьте свой профессионализм.На форуме есть для этого отведённое место. Потешу Вас,как раз сегодня,предвидя такое развитие событий,сделал небольшой отчёт. По характеру работ на сей момент была мелочёвка,ей и ограничился.С большими диаметрами на сей момент не стыкуюсь,да и не стал бы ради потехи время убивать.Итак.Труба 3/4".Толщина стенки ~4мм. Зазор 2мм. LB-52U. Ток 50-55А. Поворотный способ сварки. Один стык специально "распахал" ,чтобы представить провар.После этого заварен и окультурен Это тоже просто стык,с "потрохами".С фонариком и вспышкой. В ходе этих заморочек был сделан неправильный стык,который пришлось резать.Может оно как раз кстати. А это- как бонус.Конструктивно схема была изменена и одна из " лишних деталей" покоилась в углу.Привлечём её к делу.Это относительно того,как желательно в будущем представить свой высокий пилотаж в сварке труб.Облицовку можно и болгаркой зализать,а вот корень-это ЛИЦО стыка и вся свистопляска с пилотажем ничего не стоит,ежели он сомнительный.Труба 159 х 4. Зазор 3,2мм,притупление 1,5мм, фаска 30*,корень ,правда,ТИГ,но я им и работаю на этих изделиях,так что ,извините .А "ручник" я выше продемонстрировал.Ежели неповоротный возжелаете,то могу и его по-возможности и при наличии,но не по сомнительным параметрам,ибо ещё раз утверждаю,что 5мм неповоротный с зазором 2мм серьёзным диаметром и допусками на шов качественно не сделать,а уж если на потоке,то тем паче. Всем спасибо за внимание и пардон за столь длинный пост.
1 балл
-
@saper24, помню у бати моего на работе такой зарядник торчал. А у нас ВДшки повыкидывали, теперь всё инверторное, былоб куда поставить, взял бы себе.
1 балл