Лидеры




Популярный контент
Показан контент с высокой репутацией 27.04.2014 во всех областях
-
Продолжу отчёт о проделанной работе, в картинках: Первый огонь, обжиг Первый "загруз", не стали рисковать, взяли леща и мелкой рыбёшки (салака) Через полчаса: И жена снимает пробу: ковырнула спинку у рыбки, животик - готово! А вкус...
 15 баллов
15 баллов -
опора для дымовой трубы 159 на кирпичную печь из б/у железа
14 баллов
-
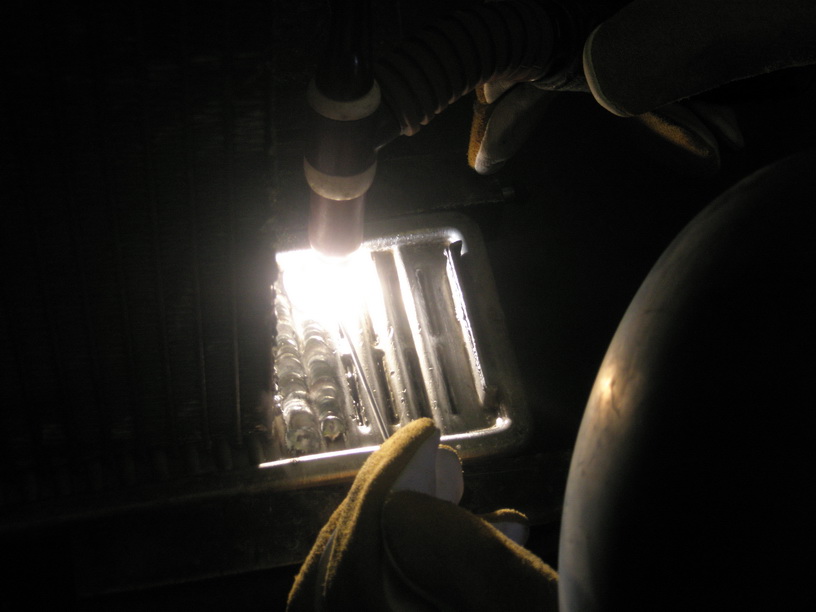
Привезли сегодня коляску переварить, сначала хозяин коляски отдал в автосервис, где ему сказали, что без проблем заварят, заварили Пришлось все вырезать, и вварить новую трубку, сплав АМг5, диаметр 28, толщина стенки 3мм., ток 115А. Вот,что получилось.
13 баллов
-
Культуру производства надо.Вымыть картер мойкой,выжечь масло из трещины,зачистить ершиком в дрели.Затем пробно оплавить кромку дыры по кругу,посмотреть,нет ли копоти,при необходимости еще пройти ершиком.Оплавляя кромку и присаживая проволоку заварить по кругу на токе около 100 ампер.При необходимости и для самоуспокоения пройти горелкой изнутри.Намелить мелом снаружи,смочить керосином изнутри(проверить герметичность),вроде бы все.9 баллов
-
Фотки старые 5ти летней давности. Но может кому будет пользительно. Варится большим током кусками. Сварка ведется через слой воды. На клиентских тренироваться не рекомендую. Самое сложное - начало и конец шва. Рука должна быть набита очень хорошо иначе сгорит резинка по контуру.
8 баллов
-
Порш V-8 , трещина масленого канала (на снимках должна быть видна) .
7 баллов
-
Zaval ? И я вставлю свои 5 копеек, Вы только не обижайтесь читайте, просили совет же.7 баллов
-
@Zaval, "С почином" Вас. Кавычки - не случайно. Убедились, что такой метод сварки - профанация при всех вариантах? Кто бы что не говорил, какие бы аргументы не приводили - заставить снять, и все тут! Еще возьмите на вооружение фразу : "Нет (почти нет) такой детали из Ал. сплава на авто, которую невозможно было бы снять!" (Раз уж она там установлена - можно и снять, идем "от обратного"). И не слушать ВООБЩЕ НИКАКИХ доводов против съема - неохота, некогда, надо срочно и прочее. @Менгон прав - чистая "рулетка". Кто обычно выигрывает? Казино. Вот и здесь - при неудаче всегда сварщик виноват, независимо от причин. А фиаско очень вероятно.7 баллов
-
Потому что специалиста брать не выгодно им . Проще взять как там ( и ткач , и жнец и на дуде игрец ). Все может понемногу сталкивался я с такими и вроде фирма была с именем . Мастер ралли Париж-Докар . Куда меня пригласили кое что сварить . Так был там .Автослесарь , механик даже не знаю кто он был . Парень вроде не плохой )) Но когда он увидел что я зачищаю силовую деталь кузова от краски (подготавливаю под сварку и потом аккуратно варю . На такую же операцию с другой стороны машины он попросил меня "держак" со словами "смотри как надо" , хренась все это дело по краске . Да и очень быстро , практически с закрытыми глазами . И разница во швах его не смущала . Даже чисто визуальная , не говоря уж о качестве шва вообще . Я так понимаю мало того что не умеют еще и не хотят . Зато в голове у них сидит (будем делать качественно это долго и много денег с таким подходом не заработаешь) горько на все это смотреть.6 баллов
-
Такие работы: по месту с предполагаемым гарантированным качеством,- не проводятся. Вот и весь сказ. Тут уж как повезёт, а везёт редко.6 баллов
-
Редуктор китайского мотоблока.
5 баллов
-
Огромное БлагоДарю! Всем участникам обсуждения моего вопроса. В этом (и не только) вопросе нужен исключительно опыт, и зачастую этот опыт приходит со своими ошибками, а не как учит известная пословица... По этому я признателен Вам за помощь в освещении этого дела и за Ваш опыт предоставленный мне для рассмотрения и принятия решений. Ни каких обид и надумываний с моей стороны. Спасибо Вам. А этот поддон все ровно придет ко мне )). Поскольку машина моего давнего товарища. А про неудачный результат я его предупреждал, было согласие и отмашка... Дальше дело техники и везения )). Так что надеюсь он его все же снимет.... Хотя, были с его стороны поползновения приобрести аналог на разборке... ну и флаг в руки, барабан на шею )). Я не расстроюсь...)4 балла
-
Если было,но просмотрел - пардон. Разместил картинку и задумался,это мат на страницах форума или же нет ?
4 балла
-
Подобное "изделие" у нас в магазине стоит порядка 300 евро. Там много факторов, влияющих на цену: толщина металла, габариты, количество полок, наличие термометра и т.д. Посмотрите, сколько у вас стоит, отнимите стоимость материала, всех "прибамбасов": петли, краски, если кто будет Вам детали гнуть-рубить... У меня пошло около 3-х дней на всё: рассчитывал количество имеющегося материала, какие по размеру заготовки нужно будет рубить. Рубил, гнул (на предприятии гильотина, загибочный), собирал, снова что то прикидывал, что бы не накосячить (не люблю переделки). Сварка ТИГом по времени ... да я особо и не спешил. Думаю, что вторая получилась бы гораздо быстрее. Сколько у вас стоит день работы? Вот возьмите, как за 2-3 дня работы, думаю, что свой труд ценить нужно.4 балла
-
Сварил ,отполировал.Надо шноркеля поставить,сезон однако начинается.
4 балла
-
Занимался доводкой до кондиции.
4 балла
-
@Менгон,Ни окаком везении и говорить даже нет смысла.Поддон только снимать без вариантов.Ибо не то что гарантий, а о сварке без косяков разговор не может быть.Тем более поддон это не блок и снять его никаких сверх естественных проблем не создаст.Ну а лень. ..она и в африке лень, пусть сопли маслянные свисают на брюхе.Относится последнее предложение к тому кто предлагает,сварку на месте.3 балла
-
Труба - 57. электроды МР3-3мм. ток реальный 100А.
3 балла
-
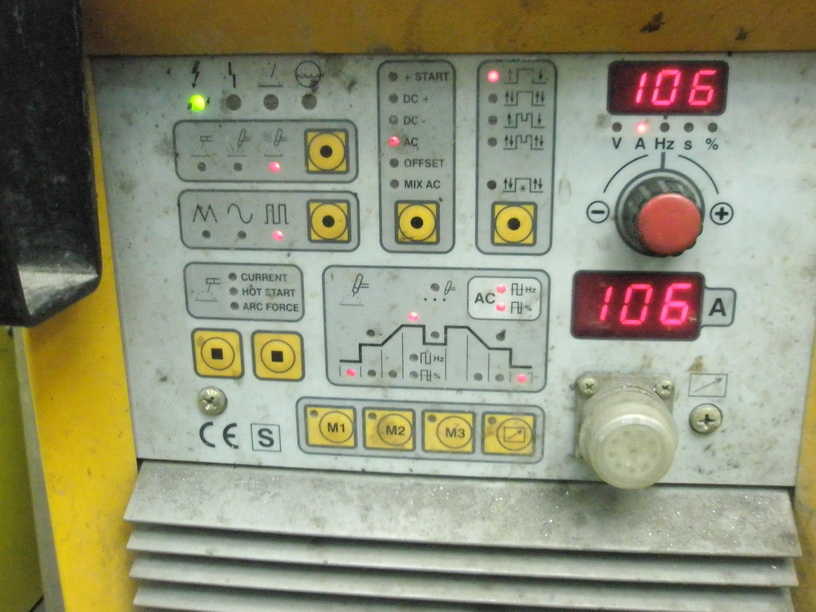
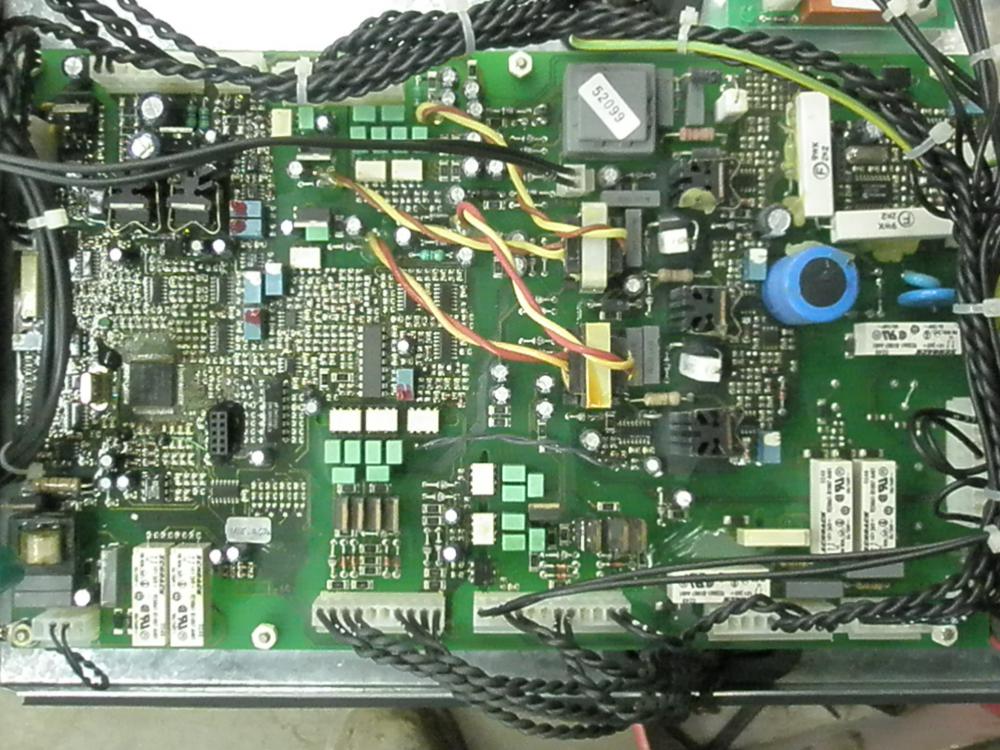
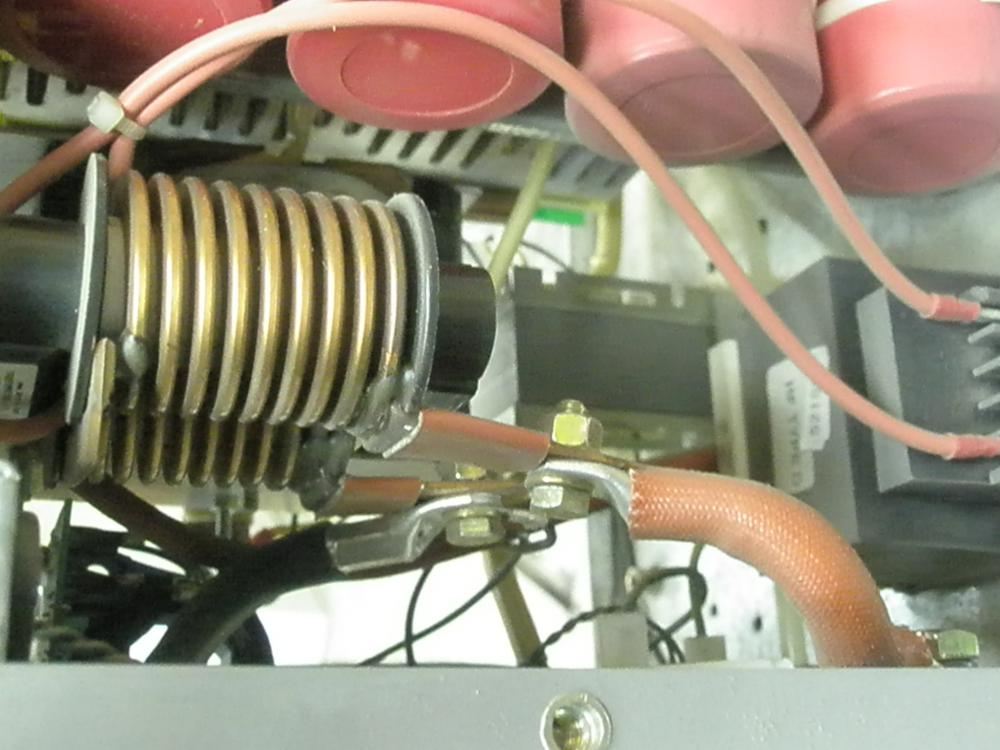
Фотографии кишочков наших сварочников. Буду добавлять по мере появления фоток. Сегодня это аппарат итальянец INE AL250AC\DC встроенная водянка, 3*380В Это самый навороченный аргонник который я встречал в инете и вживую. Наворочен именно возможностями настройки, такой функционал даже неизвестно куда применять.
2 балла
-
Вчера в мастерской нечаянно массу подключил в разъем для держака электродов. Минут пятнадцать шаманил вокруг него, пока понял почему не варит аргоном. Накатила волна облегчения и радости. Дилетантизм иногда источник положительных эмоций.2 балла
-
2x6 открывается в автокаде Строительная бытовка контейнерного типа.rar2 балла
-
Ergus, ф2мм. Непонравились из-за большого кол-ва шлака, тонкое не поваришь.
2 балла
-
Пластичность наплавляемого металла, в первую очередь, определяется материалом присадки. Способ сварки тут-вторичен.2 балла
-
И что это доказывает? Что перегрев при резке такой толщины огромный, а простые ножницы по металлу будут намного проще и экономичнее?2 балла
-
Риск дело благородное. Ну а на самом деле клиенту терять-то нечего: либо починить и радоваться, если у вас получится, или все равно выкидывать.2 балла
-
http://youtu.be/6sQndRvcBDo http://2.firepic.org/2/images/2014-04/26/com363gfagev.jpg............ леплю подряд, всю шпаклевку,что осталась)2 балла
-
легендарный пупс фалаута +1000000 к пофигизму (режим бога) http://i017.radikal.ru/1404/b0/42dfbf8c530d.jpg систер разошлась..требует ещё и кролика http://i016.radikal.ru/1404/a6/85acdb80c429.jpg ями ямииии)) http://i053.radikal.ru/1404/71/248e4be4787c.jpg эт старое..не помню выкладывал ли тут финишку http://s019.radikal.ru/i636/1404/3d/bb165f6ff444.jpg http://i023.radikal.ru/1404/41/065bb6b1bed3.jpg2 балла
-
Весь день гнул трубу, болгарил и варил полуавтоматом. 2 багажника на джипы параллельно заказали. За день сделал один каркас, только без креплений. Гнул все 4 прямоугольника быстро - надвигался ливень на горизонте. Стойки пачками обрабатывал под 20-ю трубу зачистным диском. Швы корявые, сильно не пинайте, пока так умею. Но учусь всё время. Каркас готов, осталось накинуть на пол сетку и на лоб лист полторашки для аэродинамики.
2 балла
-
Работали этой зимой в Нижней Туре. Видео делал как то. Там видно как STT варит. Посмотрите если интересно. Я на заполнении стоял. Порошковой проволкой. Тоже все оборудование Линкольн. http://www.youtube.com/watch?feature=player_detailpage&v=qOUHFJmsrwU2 балла
-
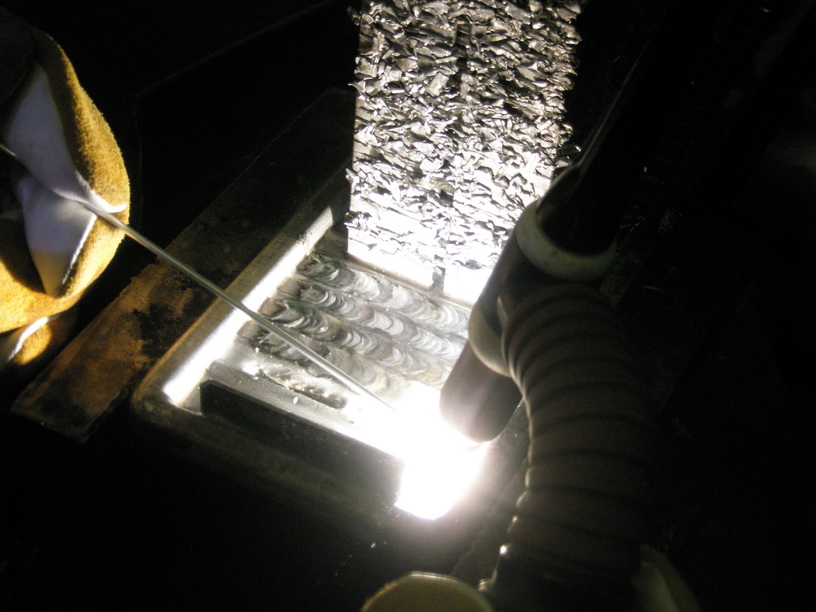
TIG AC, 30A. 2с пред и пост газ. Электрод WC20, d= 2.4мм. Присадка 4043, пруток d=2,4 мм.. Основной металл - карниз (марку не знаю) s около 2-х мм, диаметр - 15 мм. Попытка сварки в неповоротном положении. Шов - прерывистый.
2 балла
-
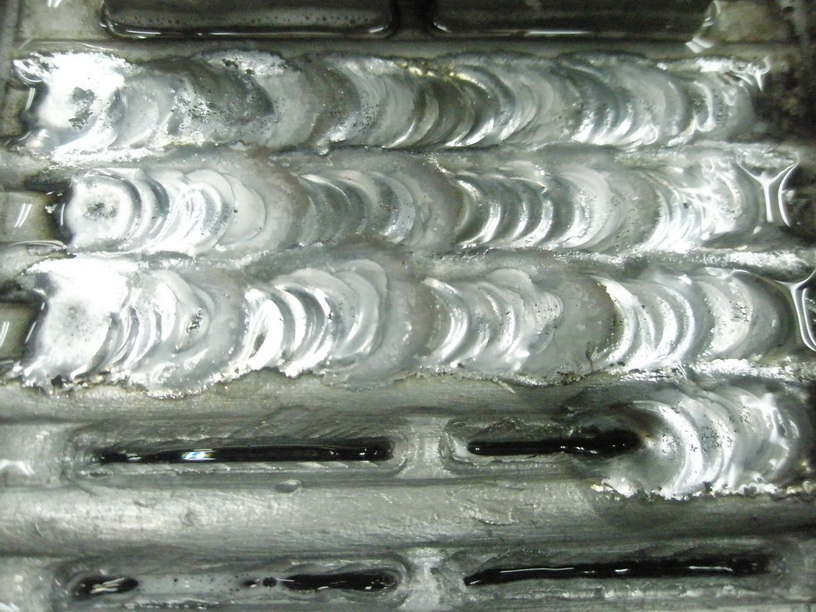
Получил-таки проволоку 3,2мм.Облицовку с ней делать заметно удобнее,но ,как ко всему новому,надо приспосабливаться,так что пока выходит корявенько.Корень ф.2,4мм ,облицовка 3,2мм , ток "по ощущениям" .Труба 159 х 6 .
2 балла
-
Купил брату пленку защитную на планшет.Посмотрим такая ли она на самом деле...))
2 балла
-
@psi,Я Вам про белое,Вы мне про сладкое.В тех районах,где о пропане только слышали,а керосин ассоциируют с вертолётами (?) ,"испокон веков" в резаках использовали бензин.Никаких заглушек не применялось.Насколько мне известно,заглушки используют при переходе этого резака на другое топливо,в частности на пропан.Те нечатые несчастные случаи происходили в основном из-за : неисправности шлангов и содинений или резак вверх головой висел , Это,чтобы не быть голословным,с той поры осталось .Тот что разобран,порезал очень не мало, другой -почти новый.Здесь пропановыми работаю.
1 балл
-
@аргонавт, Поздравляю с днем рождения! Желаю всего наилучшего!1 балл
-
Вот почти. 5356 пульс Ar
1 балл
-
@Geka66, Полезно помнить одно. При производстве высокотехнологичного оборудования используются не только запчасти, которые могут стоить дешево вполне, но и интеллектуальна составляющая. В фирмах эта составляющая за свой труд просит денег и передовые идеи обходятся не дешево. Хорошо охраняются и даже когда продаются, продаются без подробностей. Это все, если откинуть накрутки за бренд, накладывает на стоимость конечных изделий свой отпечаток. Да, кто то за бренд пока не берет, но за остальное извольте. Все что попроще либо без наработок либо на коленке. Пульсом в конце концов назвать можно много чего.1 балл
-
@bader, Совет: Не ставьте электрод в держатель перпендикулярно, - кажущаяся "удобность". Сохранение угла при сварке, оборачивается выламыванием кисти к середине электрода(по мере сгорания), а в некоторых случаях, к вынужденной остановке. Привыкайте с начала учёбы: 45°- локоток по выше и начинаем процесс. Продолжение вот здесь: http://websvarka.ru/talk/index.php?showtopic=1274&page=12&do=findComment&comment=942481 балл
-
http://f6.s.qip.ru/IA4wMnFz.png1 балл
-
Тема изначально создавалась как стёб над выдумками имиджмейкеров от св. оборудования, впоследствии была объединена с интернет-шутками. Что касается конкретно аппарата, то это панацея от всех сварочных проблем, мы стараемся держать самые низкие цены в городе, сделано в Италии и т.д. Жена еле меня утащила - век бы слушал...1 балл
-
Попалось вот такое... http://f6.s.qip.ru/IA4wMnCl.png http://f5.s.qip.ru/IA4wMnCm.png1 балл
-
Уже новые нашлепки в ходу-Движние ЮлеСтоп 2 я версия -расширенная
1 балл
-
А вот так вот! И бонусные стёкла - "scratch" оказались.
1 балл
-
насяльника,затирушка давай,мана.. (аааааааааааа!!!!!!!!! как он уже достал этот пепелац!!!!! -и такое настроение только после закидочного слоя... еще укрывочный ) рубеж *2 ведра* перейден.. ps.скоро спалю его нафиг ...)))
1 балл
-
Надысь сваяли три лесенки. Первая. Вид в металле: Козырёк над ней: Огрунтовали, покрасили и закидали ступеньки тротуарной плиткой: Вторая. Начало. Конечный вариант. Третья. Процесс изготовления. Последние штрихи: А это-наш директор собственноручно приваривал шарниры к дверцам входа в цокольный этаж... Молодец мужик. Сам руками работает. Баню сам сложил-обшил. Сварки, вот, не чурается. Я ни разу не издеваюсь, выкладывая его швы. Думаю, что я, окажись на его месте, навряд ли руководил лучше, чем он варит...
1 балл
-
Капля не должна лететь и все, обычный процесс это как двое грузчиков разгружают кирпич, один в кузове другой на земле, один кидает другой ловит, не всегда удачно. Стт это два грузчика на расстоянии вытянутой руки, один отдал другой принял, кирпич никуда не летит и излишних скоростей не набирает.1 балл
-
Эх, а вот мне по ходу дела летом с работодателем повезло! Дело было, что варил я на стройке ванночки (где-то я тут писал об этом) по 170 руб/шт. Вываривал в среднем по 5000р за день. Дык вот, работодатель по осени не рассчитался до конца и я уже плюнул на это дело, типа он не разбогатеет, а я не обеднею. Короче забил, забыл и тут утром 6 марта меня будит смс "мне нужен номер карты и количество стыков. Ильдар." Я спросонок смотрю на телефон офигевшими глазами и думаю что это кто-то пошутил нехорошо. Смотрю номер - все точно, номер Ильдара. Тут просыпается жена и недовольным голосом начинает возмущаться по поводу громко орущего телефона. Ну побурчала для порядка, а после обеда я ей дубленку купил, а на следующий день сапоги зимние! Так ведь до сих пор еще на остатки этих денег живем! От души желаю всем таких порядочных и честных работодателей!!!1 балл
-
Когда возникают на горизонте новые материалы происходит обратное. На любой наш вопрос в рядах "творческой интеллигенции" всё чаще возникает замешательство и контр-вопрос: "А как надо?" или того хуже: "Ну ты понимаешь..." и закатывание глаз...1 балл
-
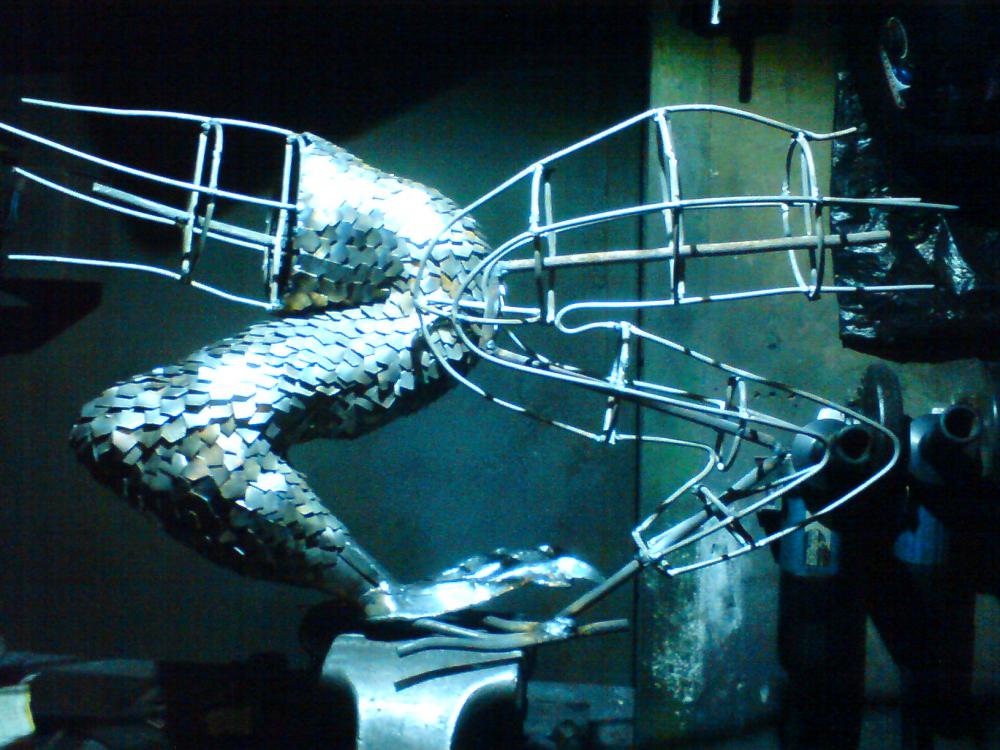
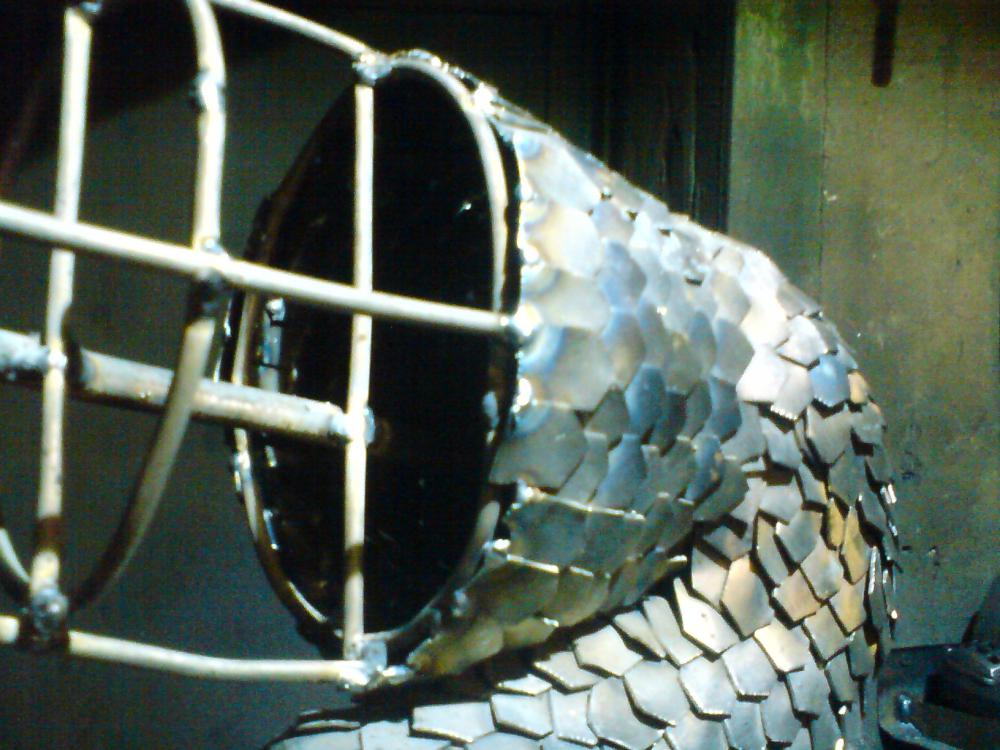
Межу тем почти готов второй элемент Потихонечку проект продвигается.
1 балл
-
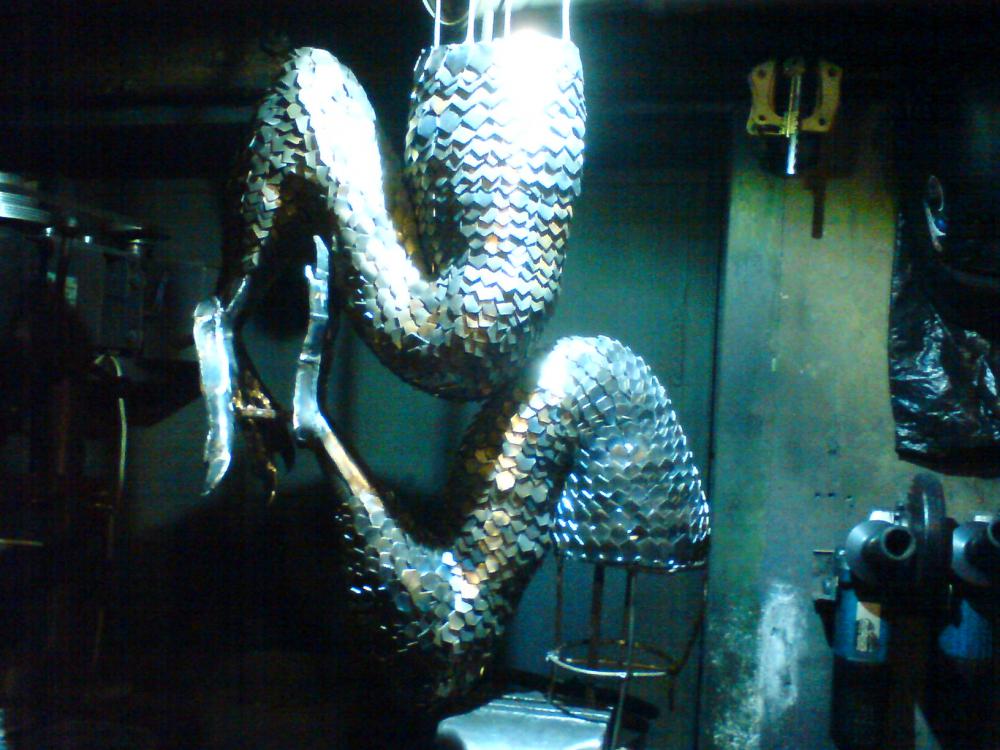
Глядючи на цепных змиев, подумалось тут, чей то тоже давно ничего не ваял. Начал делать змия, металлического , к окончанию конкурса вестимо не успею, но к лету доделать должен . Изначально собрал каркас в эскизе Опосля каркасы отдельных элементов далее обшивка работа не быстрая так как элементы режутся ручными ножницами по вечерам а нужно их довольно много В этом чуть меньше 1000 штук (ну он еще и не полный ) общее количество должно быть тысяч десять пока так отдыхаю от работы, чего то в этом году ее много...
1 балл
-
Всегда было интересно, как люди до ходят до жизни такой, чтобы чего то сочинять не по чертежам, а так из головы. У меня например вообще никаких особых художественных навыков с детства не было замечено. Художественные школы меня обошли стороной, музыкальные тоже , сколько себя помню возился с железками, разными и электрическими и металлическими. Но вот попросили сделать кувшин, точнее каркас на который как то привязывают дерн и рассаду цветочков каким то образом высаживают, чтобы было как молоко вытекающее , там был рисунок по которому из палочек восьмерки можно было все это собрать. Опосля встретилась белка из разных авто запчастей, сильно приглянулась дай думаю скопирую... правда запчастей свободных небыло, начал ваять из чего есть. Тюк, тюк, вздын, шмяк, цвирк, цвирк, и в итоге вышло это... Поглядели мы друг на друга и до меня дошло что вот кто приходит к нерадивым сварным подверженным неумеренным возлияниям , с тех по я зарекся копировать копии, только оригиналы.
1 балл