Лидеры




Популярный контент
Показан контент с высокой репутацией 12.02.2014 во всех областях
-
Так-как одним из критериев конкурса является то, что изделие должно быть полезным и функциональным, я решил показать отвал. Снег выпадать не хочет, видео пока не будет и человек не захотел просто так, выгонять грузовичок, надо прогревать и т.д. Немного предыстории. Изначально, заказчик вместе с батей, сами забацали отвал, но у них согнуло крепление. Крепление я сделал новое прошлой осенью. Не выдержал сам отвал, на новом крепление. Этой осенью я сделал новый отвал, который был уже испробован и показал себя нормально. Крепление было сделано и подогнано примерно за 4-5 часов, на отвал ушло примерно столько же времени, ну и ещё пару часов на доделку-придумку крепления пружин и мелочи. Отвал поворачивается влево-право и вверх-низ. Это было сделано, чтобы не погнуло раму при серьёзном препятствии. Отвал загибается вниз, почти параллельно земле, назад его оттягивают пружины. Материалы: лист тройки, размер был 2000х600мм, размер отвала — 2000х500мм. Было сделано 4 надреза и загнуто на бордюре (для питерских — на пареблике))) с помощью кувалды, потом проварено. Трубопрофиль 60х40х3 мм. 60х30х3мм; 40х25х2мм. Конкурсная работа № 49, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
 13 баллов
13 баллов -
Здравствуйте! Зовут меня Евгений, живу во Владимирской обл., тружусь же я Сергиев Посаде сварщиком на асфальтовом заводе. В свободной время занимаюсь художественной сваркой. Специального образования по этому делу у меня нет. Хочу показать вам одну из своих работ. Изготовил себе ворота домой по своему рисунку. Работать я люблю один и поэтому к сторонней помощи прибегал крайне редко. Все, что потребовалось для создания этих ворот — это сварочный аппарат, болгарка, рулетка, молоток, тиски, наковальня и немного фантазии. Конкурсная работа № 48, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
8 баллов
-
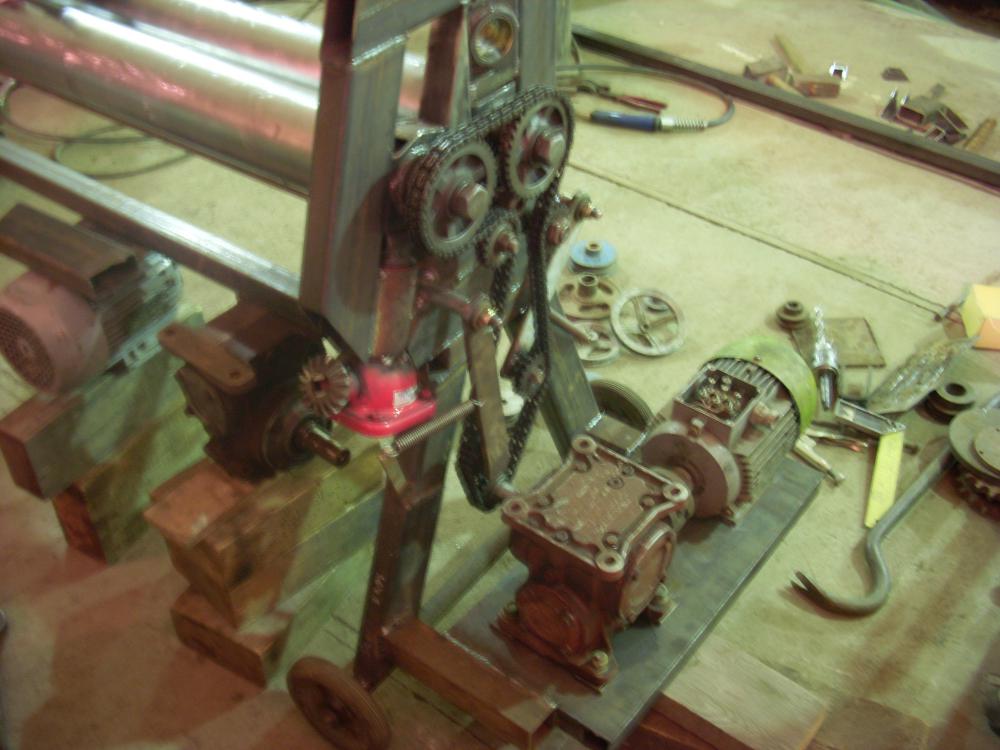
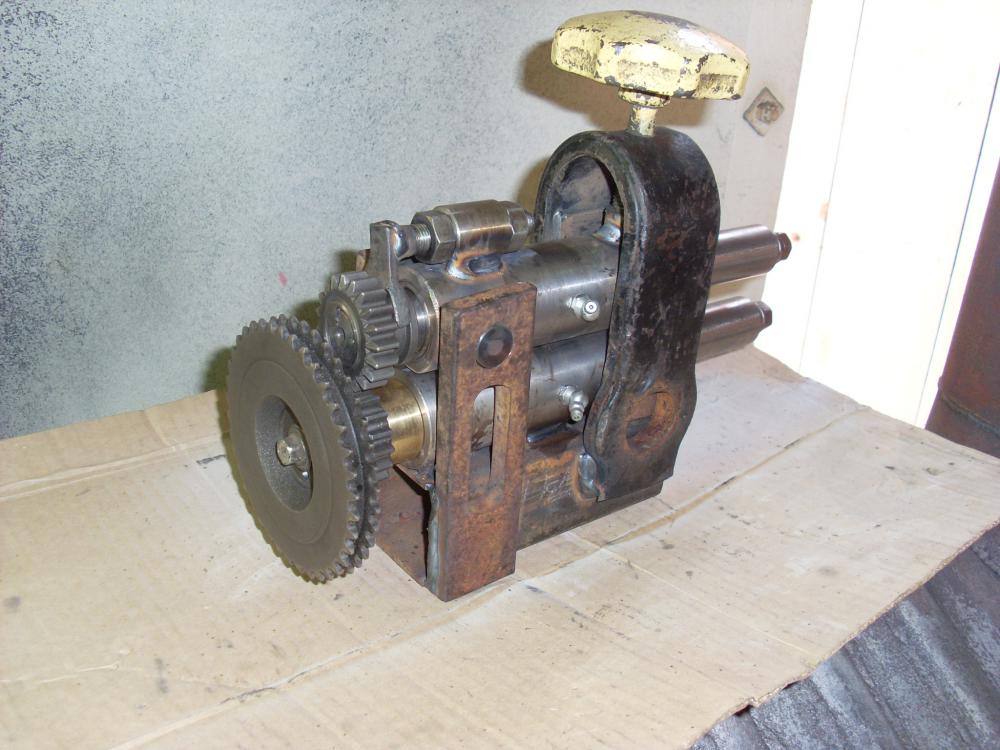
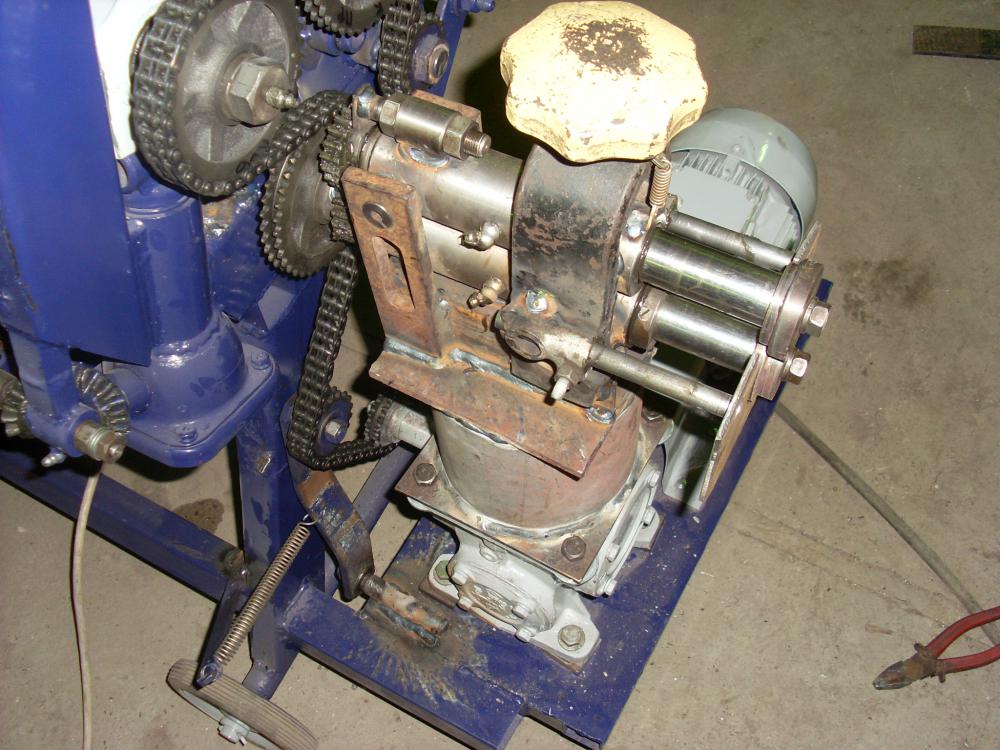
Всем привет! Хочу поделится своими прибамбасами которые изготовил сам: вальцовочный станок, стойка для радиаторов, подъемник, трактор. Всех этих помощником сделал для облегчения своего труда. Вальцовочный станок 3 в одном: листогиб, трубогиб и зиговка Станок имеет электропривод на вращение двух нижних валов, электропривод подъёма нижнего бокового вала и откидной механизм верхнего вала. Рабочая длина валов составляет 1600 мм и вальцует ст3 до 2 мм до диаметра 160 мм. Зиговка тоже работает до 2 мм. Трубогиб для круглой и квадратной трубы до 40. Оба имеют сменные ролики под разные форматы. В общей сложности на изготовления станка ушёл один месяц. Фотки поэтапного изготовления: Стойка для радиаторов Когда нет сил ворочить тяжеленные радиаторы, то такая стойка значительно упрощает это занятие. Элементы конструкции и крепления к подъемнику Если она мешает, то монтаж и демонтаж стойки производится в течении одной минуты. Подъёмник Подъёмник изготавливался давненько, и из того что было, специально ничего не покупалось. До сих пор служит мне исправно. Вид снизу Ножничный узел Катки верхние и нижние Шарнирный узел Крепление гидроцилиндров И моя гидростанция для подъёмника Трактор А это был мой незаменимый помощник, сделаный специально для строительства дома. Для грейдирования участка, перевозки сыпучих грузов и пиломатериала длиной до 8 метров. Сделал я его в 1995 году. На постройку ушёл весь отпуск, ну и полгода предшествовала подготовка к постройке (обрезка мостов, поиск запчастей и т.п.). Движка ВАЗ 2105 с КПП+КПП ЗИЛ 130. Передний мост УАЗ, задний ГАЗ 51. Привод переднего моста от коробки отбора мощности ЗИЛ 130. Фоток поэтапного строительства нет, т.к тогда даже фотика не было. Потом дополнительно изготовил плуг и автономную косилку. В 2010 году трактор был продан к деревню и до сих пор служит исправно. Конкурсная работа № 46, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
7 баллов
-
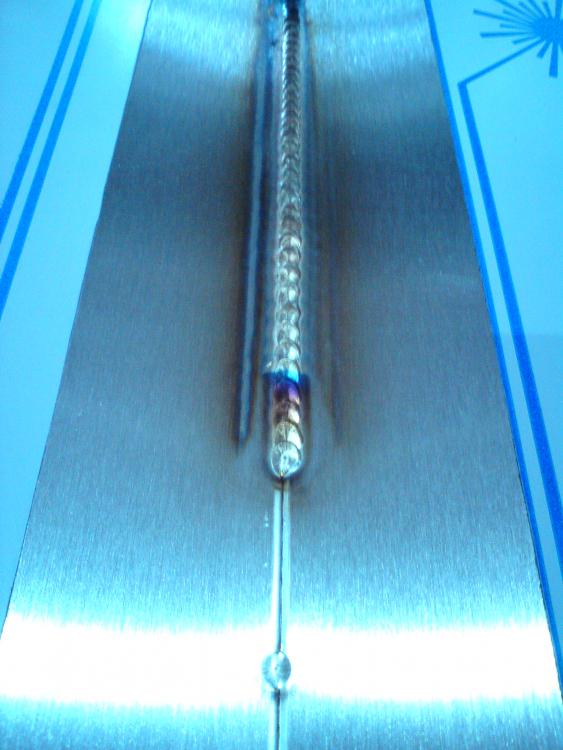
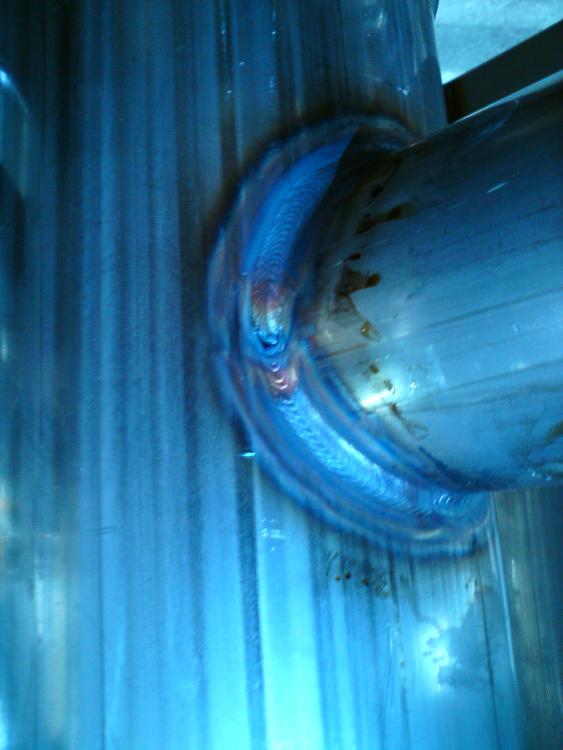
Карты для емкостей, 1,5 мм толщина, часто спрашивают как варить без поддува. Обеспечить поддув просто не возможно, когда нет ничего, приспособлений разных с зажимами и желобком. Приходится варить капая, стараться не продавливать во внутрь, метал меньше перегревается и фактически не коробит. Считаю данный металл, подобную толщину проблематичной, ведь сварочная ванночка всего со спичечную головку. Тут не приходится зевать, на глаза нагрузка, на все тело напряжение. Вот так красиво лист заваришь один на полу, откуда дует, холодно, и больше ни чего не надо, а рабочий день продолжается. Ну и врезки показал, тоже как то спрашивали не раз. Подавал проволоку 2 мм толщиной, капая в расплавленную ванну. Более лучшего способа пока не нашел, особенно когда есть зазоры. Толстая присадка как раз к стати, хорошо капля перекрывает зазор, при надутой трубе аргоном. И снова американка, бабочка, давно не варил из за сборки вЁдер под пиво.
7 баллов
-
отчитывался сегодня перед заказчиком ну и вам поржать тоже))) как доделаю отфотаю получше http://s005.radikal.ru/i212/1402/30/ca6670bd5a62.jpg5 баллов
-
Масть на ковши пошла хорошо, за неделю три штуки. на первых трёх фотках поврезжения. интересно то что когда договаривались был озвучен объём работ такой что металл 15 мм. одна трещина 25 см длиной. когда приехал оказалось что металл 30 мм и две трещины сумарной длины 60 см. ,объяснили тем что вторая появилась прям перед моим приездом. ну ладно, принялся я за работу и как раз пригодился американский резак на который я не пожалел денег буквально за пару дней до этого на который прикупио мунштук для строжки и выбирать им трещины за несколько секунд одно удовольствие. конечный результат сфоткать забыл так как время было уже к ночи.
3 балла
-
Не о том вы беспокоитесь, господа... http://s020.radikal.ru/i722/1402/0e/7f50bdd1b939.jpg3 балла
-
Именно крупная чешуя вид всего сварочного стыка делает ровным. Капля скрывает многие факторы неровности, к этому пришел работая долгие годы. Тут скорость важна, иглу 10 мм выставлял из сопла, угол, поэтому шов светлый. Пережигать нельзя такой металл, что бы не было деформаций. Когда учил группу, учил на 2 мм листового металла, что бы при сварке шва, во внутрь не вылезала каша черная. Это крайне важно было в те времена. К тому же это есть запас сварщика, чувствовать металл. Это сделать крайне сложно, особенно вертикальный шов. Но в конце обучения все справились с задачей. Еще помню у 3 их не получалось, и они меня попросили поднять вертикал на 1,5 мм, мол если у тебя получится, значит 2 то мы точно осилим, так сказать условие мне поставили :-) . Все получилось у меня и ребята продолжили работу над собой и все получилось. Это дело тонкое. Главное понять металл. А трубы всегда варю и следует варить всем с газом.3 балла
-
На стали толще 2 мм середину листа не догибает, стенка валов тонковатая. Если полосы по 10-20см, то можно и до 4 см вальцевать. АМг5 3 мм на всю ширину берёт, а я с большими размерами и не работаю. Тормоза это уже совсем круто((. Нет нету, да они и не нужны, скорость вращения не высокая, останавливаются сразу. http://youtu.be/_dBi2CFfYH83 балла
-
Это остальные мои работы которые накопил за период своей творческой деятельности.
3 балла
-
3 балла
-
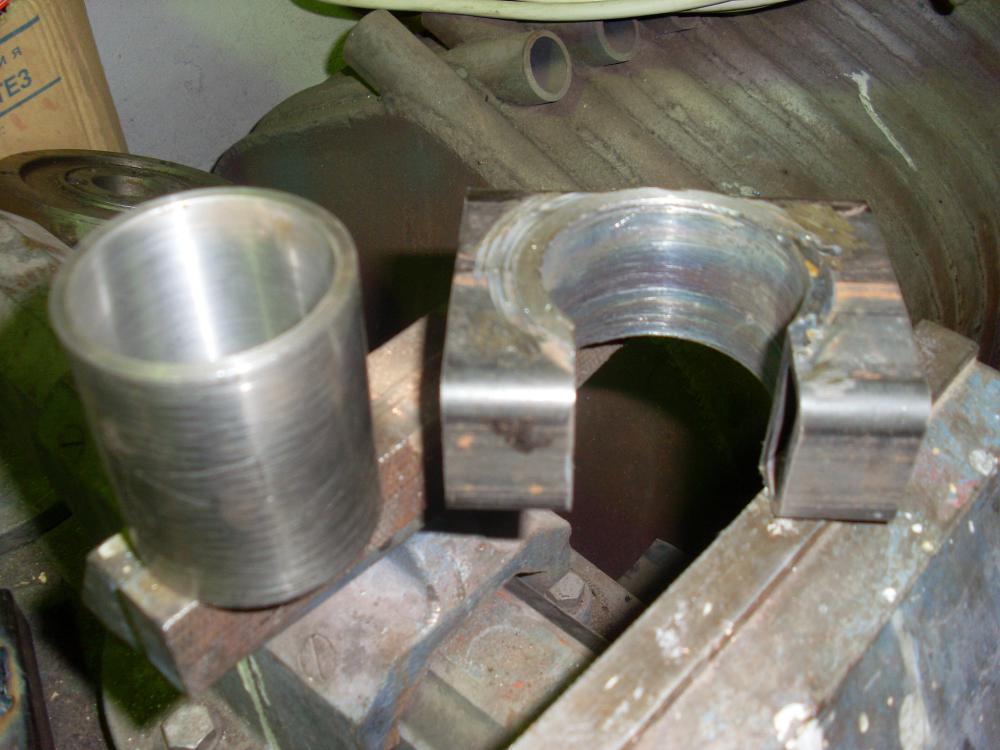
Здравствуйте,коллеги! Чтобы не зафлуживать "Сварочные швы",решил дискуссию по стыковке приводных валов перенести сюда.Буду рад,если модераторы помогут и перенесут некоторые посты оттуда сюда.И отдельная просьба ко всем,кто когда либо занимался подобными работами,не стесняйтесь,делитесь опытом и фотографиями выполненных работ. В продолжение начатого в "Сварочных швах". Конечно,ради разовых работ по доработке карданов не стоит ради этого изготавливать балансировочный станок,приобретать токарный станок и пресс.Всё это можно найти на стороне.Достаточно завести знакомство с рукастым и головастым токарем.Большинство работ с карданными валами можно произвести прямо на токарном станке.И отрезать и стыковать и сваривать и даже проверить биение.Конечно.понятно,что режимы работы карданных валов бывают разные.Один развивает 30 об/мин,другой-4000 об/мин.И крутящий момент передаётся тоже разный.Но,вне зависимости от режима работы кардана,либо иного приводного вала,надо стремиться к максимально возможной точности.Это-и ресурс и безопасность.2 балла
-
@Round_Square, http://project-load.ru/06.08.2010/25.08.2010/5/1.256.2-2%20v.1/2.html2 балла
-
Спилите эти опресовки на штуцерах,а там уже видно будет. А провод можете просто припаять,эти штуцера латунь или что-то подобное,должны хорошо облудиться. Провод обычный многожильный медь. Там ток максимум 50а,думаю сечения в 5 квадратов хватит вполне.2 балла
-
@AMBIVERT42,Кардан сУаза-469.Резать пришлось потому,что двигатель стоит не стандартный.Укорачивал на 78 мм.Обрезали на токарном станке,запресовали,поставил 4-ре прихватки,проверили на биение,обварил и опять на станок для проверки.2 балла
-
ну я ж написал....и 370 лайков))))))))))) @Менгон, неее..эт киношный фуфел в детстве у меня масочка была...может как нибудь найду в картинках гугла советская масочка...она не такая закруглёная была..в ней больше рёбер намордник как из двух пластин под углом..и носовая планка в этот угол входит реально по такой бить-только кисть себе раскрошить а джейсон эт вроде старые канадские во нашёл...вот моя любимая в детстве игрушка http://s019.radikal.ru/i607/1402/7b/11ce136bb111.jpg2 балла
-
@som, для этого надо родиться бензопилористом и откалывать невозможные номера вадь..тыж знаешь.....я-не панк......панк-это я2 балла
-
@бензопилорист, Покупаю вашу дымковскую игрушку за новый дензнак2 балла
-
"К то не был тот будет, кто был не забудет" http://f5.s.qip.ru/8walgU9X.jpg2 балла
-
Здравствуйте всем! Внимательно внимаю всем работам конкурса и очень этим интересуюсь, многое нравится. Всё это народное творчество обогащает фантазию и поддерживает творческий запал! Жаль, что мало работ, хотелось бы больше, ведь просто многим лень тут прописываться и пр. Сам себя пересилил. Смотрите, может пригодиться кому на заметку. Итак, сауна «4 в одном на малых квадратах». Задумка была: повышенная мобильность при максимуме комфорта. 4 в одном — это сауна с газовой печкой, душевая, туалет с умывальником и комната релакс. Плюс небольшая прихожка. Сразу признаюсь, эксплуатация еще впереди, но как говорится, уже «не за горами» Конкурсная работа № 47, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
2 балла
-
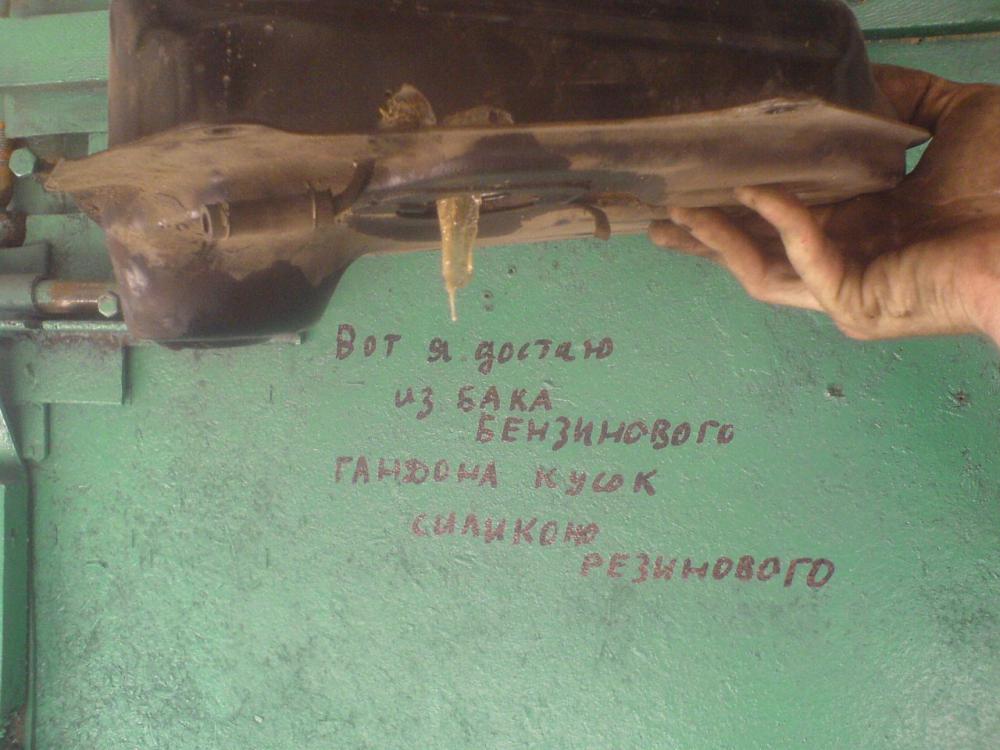
За годы работы с мототехникой накопилось много приколов. Так зимой дедуля приволок "замерзший скутер наглухо замотанный тряпками и заклеенной решеткой обдува пенопленом.Типа мерзнет -через 400-500 метров клинит.Понятно при разборке мотор оказался перегретым.А вот еще одна история скутер Хонда Дио то едет то глохнет.Чистка карба и продувка топливопровода не дает стабильного результата.Только демонтаж бензобака и разборка-позволила найти причину,точнее три резиновых причины.Дальше фотки в студию .Стих мой под Маяковского(паспорт)
2 балла
-
https://www.youtube.com/watch?v=Ivg6FIQRkY02 балла
-
Есть еще такой, добыл козла, с одним рогом, долго валялся не знал че с ним сделать... Вышло так... http://i.piccy.info/i7/d95728d81ca087a92f3ec9312878b815/4-48-551/30453733/DSCN3973_800.jpghttp://i.piccy.info/a3/2012-11-15-20-30/i7-3724237/755x566-r/i.gif http://s017.radikal.ru/i403/1311/07/916955331682.jpg2 балла
-
РДС 3/4 труба на газ , ну весь монтаж котельной тоже мой. http://s004.radikal.ru/i206/1402/0d/693148d6847b.jpg Монтаж узла учета , счетчик G-160. http://s020.radikal.ru/i719/1402/59/f1e6ec2d86d8.jpg2 балла
-
Индивидуальное отопление, врезка в газ и установка счетчика под давлением, РДС http://s018.radikal.ru/i507/1402/0e/2742489118c3.jpg Сварка 15-ых труб , подключение котла. http://i024.radikal.ru/1402/0b/f41323beaf8a.jpg Подключение котла (изготовили по заказу) нержавейкой, газ, вода, отопление... http://s018.radikal.ru/i508/1402/3d/2c3394fd441a.jpg Тоже РДС. http://s019.radikal.ru/i611/1402/ad/6f37c4f4d421.jpg2 балла
-
Приветствую! Меня зовут Антон Лазуренко. Я обитаю в Москве и занимаюсь тюнингом различных средств передвижения, а с недавних пор еще и реставрацией классических автомобилей и кастомайзингом. У меня накоплено немало работ разного направления и стилей, которые я создал, работая в различных мастерских. Но мне показалось, что для аудитории, собравшейся на этом сайте, будет интересна тема внедорожников, рыбалки и путешествий. Работы, которые хочу представить вашему вниманию, были выполнены мной в одной из мастерских по тюнингу внедорожников в 2012-2013 гг. Идеи всех этих прицепов принадлежат не мне одному. Концепции рождались при общении с клиентами. Никаких предварительных расчетов никто не производил. Клиент объяснял, что он хочет видеть, а как это реализовать приходилось придумывать самому. Работать я люблю один и поэтому к сторонней помощи прибегал крайне редко. Все, что потребовалось для создания этих прицепов — это сварочный полуавтомат, балгарка, дрель, набор ключей, рулетка и немного фантазии Прицеп для катера Здесь стояла задача добавить жесткость раме и сделать ступеньки для удобства при перевозке. Добавляем функционал. Крепление запасного колеса. Зашивать ступеньки будем рифленым алюминием. Все детали покрыты порошковой краской. Прицеп фургон Здесь все просто. Клиент пожелал вместительный прицеп для снаряжения. Основа — заводская рама. На ней изготовил металлическую будку. После покраски и сборки получился вот такой грузовик. Прицеп для рыбака Этот проект интереснее. Здесь заложен довольно большой функционал: - перевозка надувной лодки в надутом состоянии, - перевозка лодочного мотора, - двухместная палатка на крыше, - кухня с газовой плитой и раковиной, - душ. Основа — заводская рама. На ней делаем основной грузовой отсек с боковыми ящиками. Стандартное дышло заменено на мощное немецкое. Чтобы его установить, нужно было сделать новые крепления. Сзади будет перевозиться лодочный мотор или запасное колесо. Изготовил калитку. Защита крыльев , она же удобная ступенька. Предусмотрено место для канистр с топливом или водой. На верхней крышке грузового отсека установлена палатка. Снизу установлен бак для воды на 70 литров. Кухонный модуль с дополнительным столиком и газовой плитой. Порошковая покраска. Сборка. Сдача проекта. Туристический прицеп К созданию этого прицепа подошли более технологично. По моим размерам на заводе создали трехмерную модель прицепа, вырезали и согнули детали. Прицеп по конструкции является бескаркасным. Казалось бы, что тут делов, собрал и поехал. Но это был первый опытный образец и многое пришлось "доработать напильником". Также много делалось с нуля, так как на заводе была изготовлена только основа. Изготовил новую ось со ступицами с тормозом наката. Ступеньки, на которых будут размещаться канистры и заливная горловина для баков с водой. Установлено два бака по 70 литров. Для каждого бака защита из 6-ти миллиметрового алюминия. Кронштейн для маркизы с регулировкой по высоте. Ящик на дышле для канистр и газового баллона. В боковом ящике установлен насос для воды с ресивером и приборы показывающие уровень воды в баках. Палатка на крыше прицепа. Все детали покрашены и установлены. Прицеп готов к путешествию. Конкурсная работа № 30, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
1 балл
-
Гребеночка. http://i031.radikal.ru/1402/37/da9c482c4dc3.jpg http://s010.radikal.ru/i313/1402/79/f83846862387.jpg1 балл
-
второй ковш оказался за 130 км но там было возможность подключения трёх фаз и я решил взять с собой полуавтомат. работы было много если бы ручником варил то ехать смысла не было так как и за пару дней не сделал бы. Приехал в пол третьего ночи из-за дебила заказчика тот решил приваривать полосы усиления из рессор. пока их подогнали прижали...
1 балл
-
Ну вот трассовый "аэробус" идёт на поправку http://s005.radikal.ru/i212/1402/0e/c53363ad02b6.jpg http://i047.radikal.ru/1402/c2/6947c943aa27.jpg http://s019.radikal.ru/i639/1402/45/4b86e2123f0e.jpg http://s006.radikal.ru/i215/1402/fd/5af9397b8a83.jpg http://i021.radikal.ru/1402/0a/bf4711912f2b.jpg 120 чел/часов затратил на него...в среднем вышло по 2руб/смена http://i017.radikal.ru/1402/56/213aad15f53e.jpg1 балл
-
суровый такой магазин.. даже цены не указывают. настолько все сурово. даже свой форум . тоже,суровый очень.. типО-заходи,суровый сваршщчик,погутарим.. по ссылке тыц.. ой,/ля.. (цензура).-как все знакомо.. а суровый *магазинный* форум то где???
1 балл
-
Спасибо!1 балл
-
Так в чем "крик" то? проблема наконечники переделать? обжимку конечно не найти..попробуйте как пожарные шланги обжимают.меня один "марячек" научил, обоженной проволкой ..как бы описать? тот случай где проще сделать чем описать1 балл
-
Купил Speedglas 9100X. Через Ебей. США. Ждёмс результата. Не знай радоватся или... Но голова разболелась от всего этого... пойду за цитрамоном. 70rufs спасибо за внимание к безнадёжным. (фото не от туда)
1 балл
-
бензопилористКак за 4 сообщения получить 370 лайков?1 балл
-
Вот так ездят даги.Поддон БМВ
1 балл
-
Ваза выполнена способом наплавки. С присадкой. Раньше работал — приходилось много наплавлять, восстанавливать детали. Сейчас много предлагают ваз всяких разных, но сделанных при помощи наплавки еще не было. Слой за слоем ложится металл, выделяя огромное количество тепла, дыма, света, искр. Энергетическая ваза. Выполнена сварочным аппаратом ресанта 160, электроды 4,3, литовские ано-4. Присадка проволока диаметром 5 мм, старые электроды... Вес 20 кг. Просто отбил шлак. Подтеки — это моя задумка, фактура так сказать. Процесс примерно такой же как в этом видео — это моя первая ваза http://www.youtube.com/watch?v=QSS3551GUlk Конкурсная работа № 44, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
1 балл
-
Скажу, что в Украине отсутствуют прямые нормы законодательства, которые запрещают иметь две трудовые, и я таким образом ничего не нарушаю. Тем более, что я не собираюсь работать одновременно на двух работах и манипулировать с налогами и соц. отчислениями/начислениями (а именно поэтому обычно государство пытается преследовать тех, кто ведет две книжки, работая на двух работах). Во-вторых, нужно принимать во внимание, что такой архаизм как "трудовая книжка" присутствует лишь в странах СССР/СНГ. Во всем мире основным документом для принятия на работу является резюме соискателя, а опыт работы, указанный в нем, подтверждается Reference letters - письмами рекомендациями от каждого работодателя, в котором указывается характер выполняемой работы, сроки, названия должности, общая характеристика работника и отзывы о выполняемой им работе. Поясняется это довольно просто. Работодатель не должен судить по работнику на основании его "трудовой биографии", сухо указанной в трудовой книжке. Гораздо важнее его реальный опыт, реальные достижения, а также реальные отзывы, указанные в характеристиках непосредственных руководителей. И я считаю это правильным. При поиске работы соискатель сам определяет какой опыт для какой работы лучше подходит для трудоустройства и какие references подкладывать под резюме. Соискатель может менять профессию. Это способствует мобильности рабочей силы и гибкости экономики. Что касается налогов, отчислений, начислений, пенсии, то трудовая им там тоже на фиг не нужна. Все заплаченные суммы учитываются на личные счетах в соответсвующих органах и всякие трудовые (и записи в них) роли никакой не играют. Кстати, у нас давно идет дискуссия о необходимости отмены трудовых книжек, тем более, что все законодательные предпосылки для этого имеются. Но нашим консерваторам так легче контролировать персонал. Возможность "испортить" трудовую книжку плохой записью (причиной увольнения, например) или - если совсем по беспределу - незаконно удерживать трудовую книжку и не отпускать сотрудника - является достаточно эффективным способом давления на работника.1 балл
-
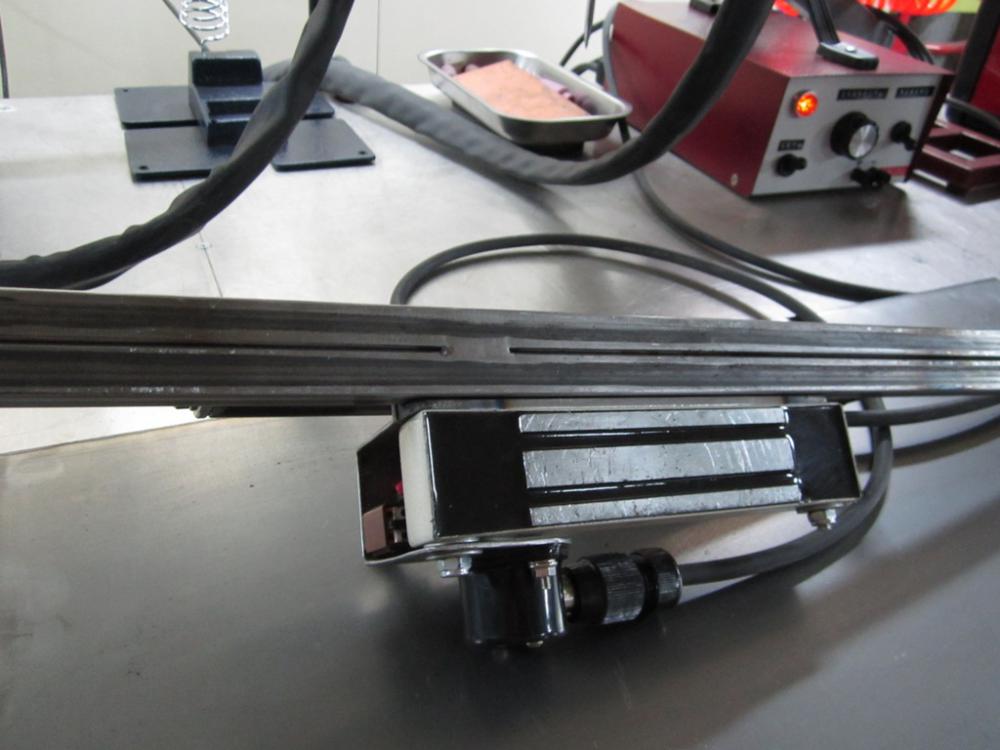
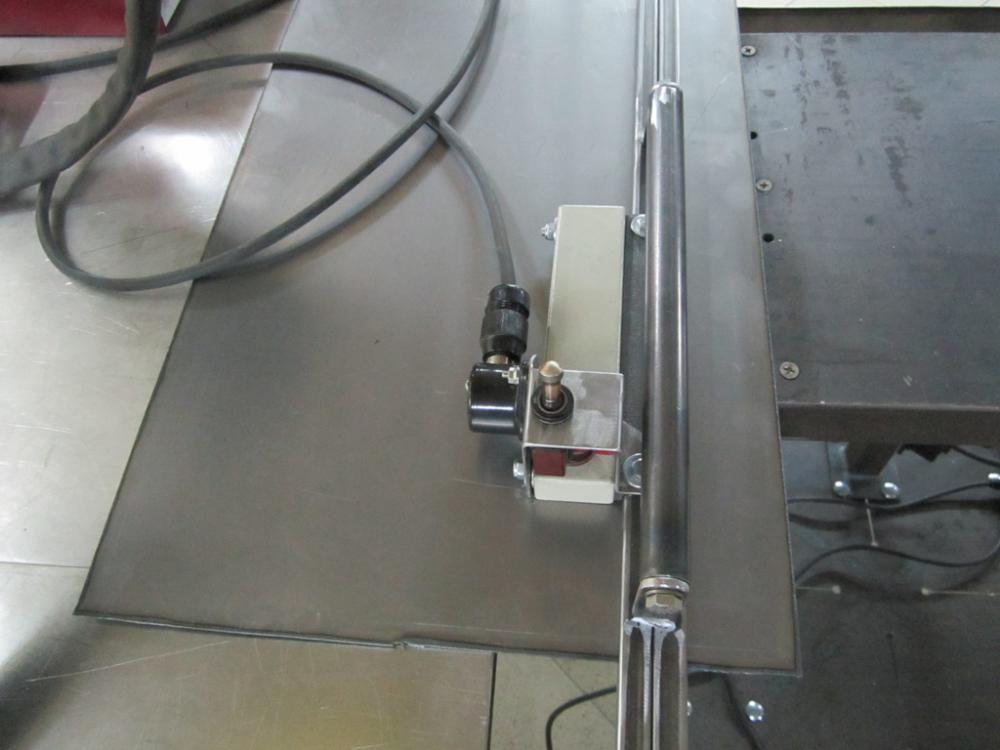
Сегодня попробовал усовершенствовать направляющую для прямой резки плазмой. Чтобы чётко зафиксировать на разрезаемом листе всегда крепил её струбцинами... Появился вот такое полезное приспособление ... ( длина реза до 1-го метра , мне больше не требуется )... был вариант использовать вакуумные присоски - подходит для всех видов металла но листовой металл частенько не в идеальном виде... Остановился на электромагнитном... ( для нержавейки и цветмета старые , добрые струбцины... ) Использовал старый замок - магнит на двери - усилие на отрыв 180 кг ( по паспорту с стандартной ответной пластиной) Вот рабочий ПРОТОТИП , . Использую второй день , есть моменты - наметил рез , установил агрегат включил тумблер магнита , и есть несколько минут пока магнит чётко фиксирует направляющую на листе.... потом лист чуть подмагничивается и усилие ослабевает, но на рез, времени вполне хватает чтобы лист не "ёрзал".... Завтра поеду посмотрю в хоз. магазинах замок помощнее- килограмм на 350 или установлю второй....
1 балл
-
А представьте себе что; нужно варить трубу на крыше 7 этажного дома. И Вы тащите туда по лесам 3 альбома СТП, 4 ГОСТа и ОСТ, 6 "простыней" с размерениями всего дома, РД со всеми типовыми требованиями и в добавок ещё шлейф п/а с блоком подачи, пару кассет проволоки, шланг с пневмолотком,плоскогубцы,переноску 30 метров и конечно же краги,маску с AdFlo. Притащили? А теперь случайный порыв ветра унёс в Неву чертёжик с надписью: "Для сл. пользования, с территории не выносить" или случайно же сгорел альбомчик ОСТ. Новый, только сегодня Вам по роспись выданный... Придумали,что будете врать в "каморке мастеров"? У меня в бригаде по списку 30 сварщиков (в цехе более 200) и все они работают в разных местах; в р-не киля, ограждения рубки, в минусовых шпангоутах и т.д. Очень часто там вообще ничего нельзя положить без боязни уронить в грязь,горячие огарки и прочий мусор. Потому большую часть "своих" калибров швов они помнят просто на память,так что не надо мне приписывать чужие слова. Все швы проходят внешний осмотр ОТК, гамма-контроль и узк, цветную дефектоскопию и т.п. согласно ведомостей контроля. И конечно же контроль военпреда, не считая УКВП.
1 балл
-
@ARGONIUS,да я не в том смысле что по сварке. Была тоже мечта - свалить в канадУ. Но, мне, как бывшему вояке, объяснили, что и не мечтай, вдруг военную Таню выдашь! Ну а тут - мвдшник. Не будем наивными, не так все просто. Или Украина так вот отпустит своего непростого, с 3-мя высшими образованиями гражданина? Если да, то мне жаль это государство, которое вот так раскидывает свои кадры... @Df1201,ну а вы не обижайтесь, раз выставили свою кандидатуру на всеобщее обозрение. Всякое мнение имеет место. Знаю прекрасно, что там самая большая украинская диаспора, но мне даже вызов не помог. Вам правильно советуют- попробуйте себя в России- с таким образованием тут уж точно вы не будете работать сварщиком!1 балл
-
@schkaliki, так труба-то не бежит ?? А если серьёзно по теме: @Df1201, а Вы собственно варить пробовали? Руки не оттуда откуда ноги- это очень хорошо, но даже при наличии неплохих рук и стараний, не факт, что года за два-за три можно стать хорошим сварщиком. Осваивать что собираетесь в основном, ручную дуговую, рАДС, полуавтомат? Понятное дело, навыки должны быть во всех видах сварки, но один-два обычно преобладающие. Если намерены серьёзно учиться, обязательны будут нужны навыки ручной слесарной работы, болгарку-молоток итп в арсенале сварщика никто не отменял. Придётся разобраться по мелочам и в физике, химии, свойствах металлов, защитных газах, сварочном оборудовании, расходниках, их производителях... словом не совсем представляю, точнее совсем не представляю как возможно стать серьёзным востребованным специалистом по сварке, совмещая её с основной нынешней Вашей работой. Профи получается из человека, профессионально занимающегося каким-то делом- имхо. В любом случае желаю успеха в непростом, но интересном начинании.1 балл
-
Для изготовления поленницы я использовал металлический прут 10х10. Все детали гнулись и ковались на горячую. Конкурсная работа № 43, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры КонкурсаРесанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта.http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования.http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования.http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
1 балл
-
да не далеко всего каких то 300 км обслуживаемый участок ,ну и так промежуточные станции,когда соседи просят им помогаем ,вот сегодня кое что из работы,со стороны так посмотреть типо диверсия стрелочный перевод мужики раскидали за каких то 15 минут без кранов порталок домкратов тока лом и *********,учитывая что на улице -30 было,моей работы тут тока на 2 патрона 4,дольше верёвки разматывал
1 балл
-
@svarnoi69,совсем забыли нашего самородка, Сергея Никитина, он ведь за год научился всему! Ну а если серьезно, то хлопотно все это, и со сменой профессии и с попыткой переселения, да еще и с таким послужным списком.1 балл
-
https://www.youtube.com/watch?v=6xCd55oSgO4 Начиная с 4-ой минуты, только русский мог такое сделать, "засунуть калорифер в морозилку - и смотреть кто кого " https://www.youtube.com/watch?v=-PqcCjFaf3I1 балл
-
https://www.youtube.com/watch?v=3bJadL28BiY1 балл
-
Для промышленных условий макита и ещё раз макита. Бош наверное более надёжен, но менее оборотист и тяжелее при тех же ТТХ. Берите, если хотите внукам оставить.AEG. Более приятных мелких быргалок не держал в руках. Полностью согласен с уважаемым @shestuhin, дублировать его сообщение на десятой странице не буду. Рекомендую. С этим инструментом понял, что зачистка замков на малых оборотах не менее эффективна, чем на быстрых, но много безопаснее. Зажимная гайка благодаря конструкции отворачивается от руки.DeWalt. На всех без исключениях девайсах адово греется редуктор. Хоть и не ломается с полпинка, но так не должно быть. Не нравится мне этот производитель.Хитачи. Лёгкий, удобный, красивый, мощный и столь же ненадёжный. Ремонт редуктора встанет в половину стоимости нового инструмента. После поломки в перфораторе долбёжника продал узбеку за полцены для размеса шпаклёвки при обоюдной радости сторон. Больше с этим брендом не связываюсь.По поводу защиты от закусывания — лишнее. Цитата по памяти из инструкции — не переоценивайте свои возможности, примите максимально устойчивое положение, крепко держите инструмент в руках. И, вашу ж мать, не допускайте зажима диска.1 балл
-
Изготовление маленькой катушечки для подводных работ: http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_01s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_02s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_03s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_04s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_05s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_06s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_07s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_08s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_09s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_10s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_11s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_12s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_13s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_14s.jpg1 балл
-
в посте #6 http://websvarka.ru/talk/index.php?showtopic=3445&do=findComment&comment=72095 на картинку клик (она увеличится) там и про зазор,и про притупление.Зазор+скорость вращения трубы,даёт необходимый провар. Число проходов так же зависит от скорости вращения и расположения горелки-это всё взаимосвязано (напряжение+скорость подачи проволоки+зазор+притупление+скорость вращения+позиционирование сварочной горелки - эти параметры изменяются в зависимости от того,что получается на пробнике).А для этого надо видеть,что получается.Гадая на "кофейной гуще" я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки....1 балл
-
Сейчас в моем распоряжении есть только CUT-30. Уверенно режет 10 мм, правда при такой толщине медленно. Работает от компрессора Werc ( http://stroyteh.com....?productID=1859 ). Рыхлую ржавчину в любом случае лучще удалять щеткой на шлифмашинке-меньше изнашивается медное сопло плазмотрона. Купить готовый проще и по итогу дешевле чем самому "колхозить". Детали плазмотрона нужно изготавливать с очень высокой точностью, малейшая несоосность катода и сопла снижает ресурс сопла, струя плазмы будет выходить под улом и рез будет "рваный". Плазмотроны с осцилятором и контактным поджигом конструктивно сильно отличаются. Последний более сложный но легче поджигается. И в быту и на производстве плазменная резка оправдана только если резки много. Вот здесь я уже выкладывал фото Плазморез BlueWeld Prestige Plazma 54 , но они потеряны при обновлении форума. Поискал на телефоне, не все но кое что осталось: Это резка стали толщиной 16 мм Здесь толщина 30 мм, резка проводилась 100 амперным плазморезом , при меньшей мощности качество не хуже, просто максимальная толщина меньше и ее труднее фотографировать.
1 балл