Лидеры




Популярный контент
Показан контент с высокой репутацией 07.10.2013 во всех областях
-
Короче купил. Только на моей нигде не написано "ИНФОТРАК" хотя все эти функции есть - температура, будильник, время горения дуги, часы. На маске и упаковке ни слова по русски, мэйд ин корея, возможно марка ACE-W i45gw (Infotrack™) идёт по заказу наших барыг, у меня просто - ACE-W. повторюсь, все функции есть.
 5 баллов
5 баллов -
Мучил, мучил. Почти домучил снегоуловители. Осталось подчистить, если надо подварить и покрасить. А потом установить естессно.
4 балла
-
Купил куртку, довольно толстая, но очень мягкая, будет получше моей русской, цельноспилковой.
4 балла
-
Потянулись первые "ласточки",на изготовление и установку подогревателей диз.топлива.
4 балла
-
Два дня занимался стеклянной балюстрадой,день изготавливал столбы,сегодня смонтировали
3 балла
-
http://f4.s.qip.ru/IA4wMhoj.png полностью: http://www.nkj.ru/ar.../articles/8335/3 балла
-
Рудольф Шнапс, прочитай здесь:http://vpk.name/news/82106_rozhdenie_morskogo_titana.html2 балла
-
@saper24, а вот и нет. Прежде чем закачать аргон, надо будет вакуумировать помещение, а это уже большая проблема.2 балла
-
Тоже немного отвлеку от темы.Как Вы считаете сколько сварщиков-сплавников с верфи работали на АЭС?2 балла
-
Последний раз спрашиваю:"Кто Это Сделал?"
2 балла
-
@morgmail, 20 000 - это самый навароченный - 9100хх.Даже дешевле на ебеях,хотя и стрёмно.Почта это что-то.90% посылок приходят,как будто ими сборная бразилии в футбол играла.Но я себе любимому подарок на днюху сделал.Моски всё таки крепкая вещь и упаковка тройная. Глаза теперь,если можно так сказать отдыхают.Есть же и подешевле модели.
2 балла
-
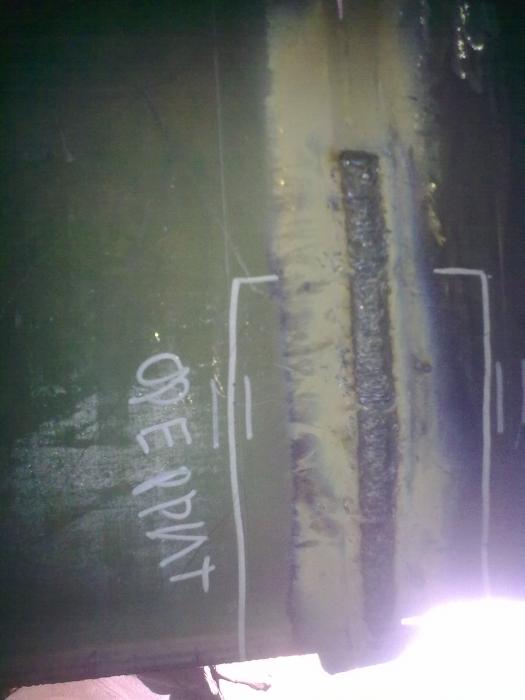
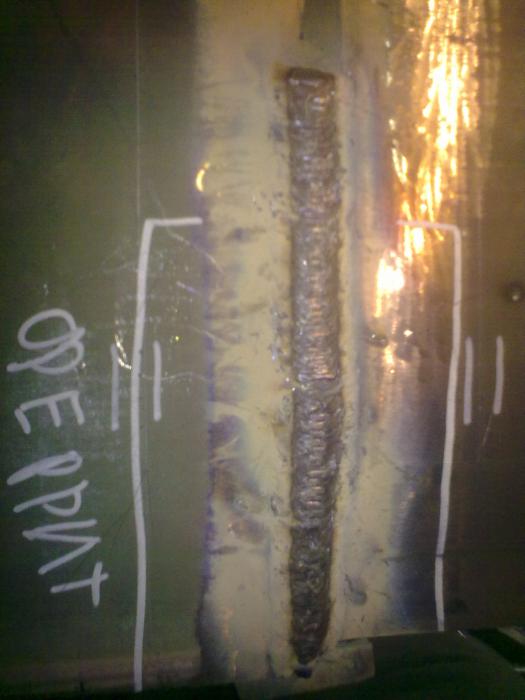
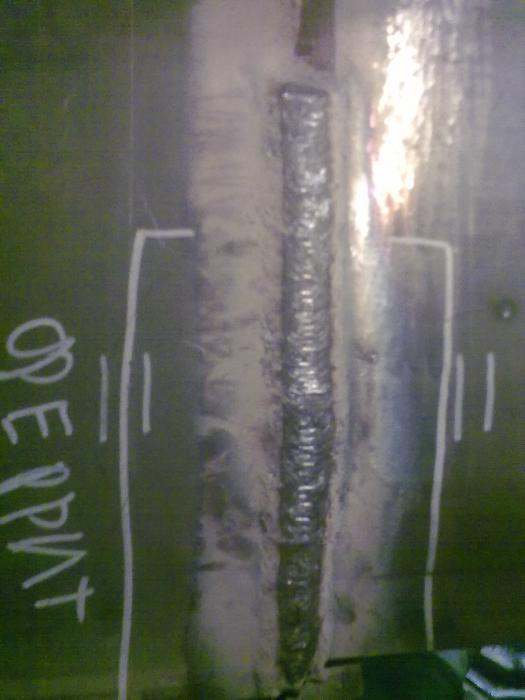
Попёрло! Задел! Толщина 62мм,100%УЗК (заподлицо, габарит), РГК 100%
2 балла
-
Ищу работу Главный сварщик, Инженер по сварке, Мастер по сварке - опыт по сварке более 10-ти лет Работа Желательно в Нижегородской области, неохотно рассматриваю варианты. Вышлю резюме по запросу на di44@майл.ру Хочу работать по специальности и иметь по своей специальности нормальные адекватные деньги. Спасибо. В полуавтоматчики что ль податься, di44@mail.ru1 балл
-
Мужик меня озадачивает: хочет печку из кислородного баллона. Что за чудо - не представляю, привезет чертежи - расскажу.1 балл
-
Как по мне так я и не скрывал этого никогда, многое из того что тут начинал читать....бросал. Потому как смотрю в книгу вижу фигу. А по профессии и образованию я технарь. Оттуда и выводы многие мои. Для работы с материалами порой не нужно углубляться в их молекулярное строение. Достаточно четко представлять что нужно для работы и что желаем получить. Конечно УЗК контроль, требования нормативных документов и прочее это все хорошо. Но иногда эти цифры убивают надежду на перемены. В конце концов задача сварки соединить материал в единое целое с достаточной механической прочностью. И не всегда наличие пор непроваров и прочих дефектов влияют на прочность в желаемых пределах. Конечно переборку на разрыв не потянешь что бы глянуть хорошо она приварена или нет, это не образец в лабораторию отволочь. Поэтому есть иные методы, которые к стати зачастую не дают реальной картины о прочности шва. Просто заложен он изначально с многократным запасом как и каждая деталь, на том и успокаиваются. А контроль больше для стимуляции масс. А в результате получаем все слишком громоздкое и не технологичное. Когда то корабли на клепки собирали, но потом пришла сварка и все стало проще. Так написано в многочисленных опусах о технологическом прорыве в производстве. Вопрос только кому стало проще?1 балл
-
@Максим28, можно. http://xn----8sbeidbsyaddb0dfn7a.xn--p1ai/i/img/Leather_Jacket_Front.jpg Брал тут http://www.миллервел...catalog/95.html . Размер уточнять нужно очень тщательно, рукава надставлял и добавлял клапан на запахе. Доволен, $ не жалко.1 балл
-
Отвечать за ТБ и лазать на высоте - это вещи очень разные. Сегодня в магазине увидел монтажный пояс в новом исполнение. А это я и мой корешок Михалыч которому уже 72 года, всю жизнь он на монтаже. более 40-ка лет. Этой фотке лет 9-10, я в поясе, мне приходилось висеть и поднимать там что-то на верх, (верёвку видно?) Михалыч без пояса, брезговал наверно
1 балл
-
О ограничениях на форуме и о моей цензуре.Нравится Вам,@Шурпет,что я остервенело режу Ваши посты "не дожидаясь перетонита"? Вот,украл на сайте Профессионалов по продажам,еле удрал: "Неудачный заголовок:В каком случае можно сказать, что заголовок не удался? Если он скучный. Если он содержит кричащие заявления. Если он не побуждает к тому, чтобы текст прочитали. Заголовок – витрина текста. Скучная витрина – скучный магазин, решает потенциальный клиент и проходит мимо.Выход:ищите варианты заголовков, которые «зацепят» читателя. Грамматические и стилистические ошибки: Ошибки раздражают. Ошибки в рекламе раздражают очень сильно. Люди уходят от безграмотного продавца к такому, который не скажет «калидор» или «каклета».Вывод:почитайте учебник русского языка или хотя бы пользуйтесь функцией проверки грамотности в программе Word".1 балл
-
@morgmail, вы были правы насчет губок они действительно магнитятся( пока сделал из того что нашел, вот так посмотрим насколько хватит, а то как то жалко новые клещи списывать в утиль
1 балл
-
@ARGONIUS,ну и чем они лучше?Пожизненная гарантия-не более,чем миф.А,вот,доступность запчастей и ремонта-проблема реальная.Некоторые мои знакомые пробовали и Хилти и Милуоки и даже АЕГ.Наигрались в гурманов достаточно быстро... Я использую электроинструменты Макита,за очень редким исключением (шуруповёрт с импульсным вращением Метабо и сабельная пила,пылесос Хитачи).Болгарки,дрели,гайковёрты,перфораторы,отбойные молотки,шуруповёрты,циркулярные и цепные пилы и прочее-Макита.Всё работает без нареканий.Регулярно меняю только щётки. Болгаркам и долбёжникам достаётся по полной программе.Так что,Макита рулит!1 балл
-
@saper24, дело в том, что кислород далеко не самый опасный газ для титана, который содержится в воздухе. Кислород - это скорее помощник в определении качества защиты шва по образовавшейся на поверхности оксидной пленке.1 балл
-
Единственный вывод для себя который сделал из прочитанной информации по сварке титана. Что гораздо проще и эффективней сделать герметичный бокс, гараж, цех заполненный аргоном и запускать туда сварного с подачей воздуха и отбором продуктов выдыхания. Чем варить его на воздухе1 балл
-
@nikoloss60, Ошибаетесь. @Рудольф Шнапс,почему в СССР не было безработицы?1 балл
-
@saper24, по пунктам: 1. трайк бежественный; 2. бампер вполне челябинской, в этом чудном городе и не такое встречается; 3. батарея нанотехнологичная; 4. решение по дисковым тормозам надо срочно внедрять! 5. рациональное использование тепла при приготовлении продуктов; 6. ТБ по электробезопасности соблюдено. везде бы так. Ещё бы фото с закреплением монтажного пояса за гвоздь-сотку. @schkaliki, я готов быть таким бульдозеристом, хотя лучше бы смотрелсы в таком пацанском тракторе лидер группы кисс: http://fc07.deviantart.net/fs70/i/2010/287/0/1/gene_simmons_live_by_liverecs-d30qi3e.jpg1 балл
-
1 балл
-
Привет из прошлого,еле от пыли оттёр:
1 балл
-
Шерстяной свитер с цифрой 3 http://i1.ytimg.com/vi/D235fifvmgQ/hqdefault.jpg Дубовейшая конструкция http://i1.ytimg.com/vi/fH0ozJLtFBM/maxresdefault.jpg1 балл
-
Была замена нарзанопровода,санаторию было дорого платить за аргон.Сказал чтоб привезли электроды по нерже. С 3 раза снабженец купил пачечку 3ки,ай молодец!!!!! толщина труб и диаметров была разная,32-1,5мм, 100-2,5мм,3мм.......,Варил ESAB ну просто чудо,главное заранее ток подогнать......НАКАСИЛ бабосов уууух и работа достойная сам неожедал.Вот и часть фото.....
1 балл
-
Небольшая порция позитива.
1 балл
-
Спасибо @Isperyanc, я видел, просто у меня была Кристолайн Стандарт, хочу другую фирму.1 балл
-
@morgmail, ещё такие обнаружил, "самая большая в мире видимая область": НН-121 балл
-
Выпущенный кабель во внутренность рукоятки ограничит раскрытие губок, и это о себе обязательно напомнит. Его можно примотать изолентой или обжать термоусадочной трубкой к ручке с внешней стороны и усилить соединение вязальной проволокой. На фото правильная масса, она латунная, но изначально не имела шунта , для сравнения ещё фото в компании с большей, но раскрывающейся меньше
1 балл
-
Не только. Я в последнее время покупаю вилки-держаки-прищепки и недавно чайник купил из нержи, тыкаю во всё магнитом, кстати, некоторые чайники магнитились. @Симфер, на Вашей прищепке 99% губки будут магнититься, железо крашенное под медь-латунь, вот и греется.1 балл
-
У желтеньких с черненьким масок тоже четыре 1,последние разработки которые.1 балл
-
В реалиях заграницы в нормах по выработке учтены немалые неудобства которые создает страховка. А она их создает и тормозит работу. В наших реалиях когда бегом быстрей, никто себя приматывать не будет и перематывать каждый раз тоже.Мой батя с поляками параллельно два дома ложить начинал. Так вот когда наши ложили уже пятый этаж, поляки делали еще второй. Получали в три раза больше и крутили у виска глядя на наших. Я вот тоже на высоте без страховки работаю. Гравитация на меня действует так же как и на всех. Реальный пример. Носим и раскладываем десяти метровые профлисты. Ходим по ферме ширина которой чуть больше двадцати сантиметров. Ходим в полный рост, руки заняты листом. Нужно преодолевать путь в десять метров. То есть мне надо в идеале метров двенадцать фала, потому что я не могу волочь лист и перецеплять карабин одновременно. Руки то две всего. Двенадцать метров фала не проблема конечно, но до земли всего семь с половиной. В итоге на мой труп если что, еще пять метров веревки свалится) За границей нам бы дали кран!1 балл
-
Ладно, сегодня не до сварки, мужики я сегодня женился !!!1 балл
-
http://s019.radikal.ru/i608/1308/af/d39c75447812.jpg1 балл
-
http://websvarka.ru/...t=40#entry57109 Тут все есть, печь отличная не дымит не коптит, и в изготовлении не сложна, там и схему я дал. И главное, эта конструкция - безопасна. Та печь, которую вы хотите делать, очень пожароопасна. ложечка тосола или воды в масле превратит вашу печь в дракона изрыгающего огненную маслянную пену, которая лезет со всех отверстий. Сам я сразу отказался от той конструкции.1 балл
-
В общем то швы элементарные, только в сантехнике много труднодоступных мест. Электроды, да любые! Но если металл ржавый или по краске, то рутилом. Можно и сверху вниз варить - как удобно. Уделяй внимание замкам! Можно подтачивать начало шва. Я обычно просто переплавляю и из-за этого часто ступеньки, не совсем красиво, а начинать в шлаке, чтобы не видно было начало шва, в потолочке как-то не рискую.
1 балл
-
Один товаресч купил китайский набор: дрель болгарка и немного сверлышек. Так вот он холодный аллюминий стал сверлить и сверло раскрутилось и после начало закручиваться в обратную сторону Сверлышки черные были (видимо не то чтобы закалились. но отпуск точно произошел. А может это результат закалки ) и после было установлено, что гнуться пальчиками Но сверлышко красивое получилось.1 балл
-
Вал-шестерня шестеренчатого насоса, ведущая. Износ шеек. Восстановлена газопламенным напылением с последующей мех.обработкой.
1 балл
-
Выкладываю обещанную деталь. Простая такая работа, но на примере ее реставрации можно судить о технологии газопорошковой сварки. 1. Такой деталь поступила в ремонт. Да, я тоже заказчику сказал, что ее лучше сварить из трех стальных сегментов - надежнее будет. Но через 3 часа машину, частью которой была эта деталь, надо было в рейс выпускать. 2. Разделал кромки и выставил сегменты по излому. 3. Пропан-кислородным резаком разогрел зону сварки примерно до 600-700 С. 4. Собственно сварка. Прихватил по краям, перевернул, заплавил разделку с нижней стороны, потом верхнюю. В процессе сварки металл шва в нагретом состоянии, деформаций от усадки практически нет. 5. Охлаждение. Двусторонний шов страхует от поводок. 6. Окончательный вид шва.
1 балл
-
Поскольку порошков как у Speca у меня нет, а чугун иногда варить проходится(подхалтуриваю иногда) то приходится варит АДС или TIG(кому как больше нравится) Корпус водяного насоса, чугун, крыльчатка протерла сквозные дырки. Накладки вырезаны из нержавейки толщиной 4 мм, присадка медный пруток. Первый проход на токе 50А для выжигания загазованного чугуна и сплавления меди с корпусом, второй проход(чистовой) с добавлением присадки на токе 70А
1 балл
-
Еще одна деталь, восстановлена газопорошковой наплавкой. Твердость наплавки HRc 50-55. Наплавленный металл имеет низкий коэффициент трения, прекрасно полируется.
1 балл
-
1 балл
-
Привожу фото дефектного участка выхлопного коллектора. Серый чугун. Сварка газопорошковым способом медноникелевым самофлюсующимся сплавом. При этом способе лтбел практически исключен.
1 балл
-
И я не претендую. В продолжение темы коленвалов - бугель. Сразу отвечу на возможный вопрос - наплавка в горячем состоянии, деформации отсутствуют.
1 балл
-
Поскольку поддержал, продолжу.
1 балл
-
Была у меня такая идея. Вот только раздел этот быстро заполнится большим объемом информации, сейчас цифровика нет только у очень ленивого или закоренелого консерватора. Можно создать раздел "Фотогалерея" с подразделами по видам сварки, которые в свою очередь разбить по свариваемым металлам.1 балл