Riddik
-
Постов
33 -
Зарегистрирован
-
Посещение
Достижения Riddik
")
Новичок (1/14)
22
Репутация
-
Получить сваренный бак из 430 стали расшить,вырезать стыки сварные электродом,по 1 см.от зоны провара ,состыковать и проварить уже аргоном по тихому............................эта идея имеет право на жизнь или все же купить новые 304 листы и проварить по новой,обидно и жалко материал и заказчика который отдал в снабжение это и было привезено вот такое детище........ Всем кто отозвался на мою проблему огромное спасибо.
-
А вот вторая моя проблема,аргона нет пока и не предвидится,выбрали под баке слава богу 304 .....3 мм. варить электродами 308 буду,шов конечно как на машинке,я брал 2 ммю и варил на токе инвертором ампер 75,если ниже.....то сразу понятно что очень очень мало....и зазор фактически не делал....давал паузы....но цвет побежалости присутствует....эсаб 3мм. не дает такого...но швом и проваром неназовешь...как скудный будерброд с маслом да и страшно деталь вертеть как будто сейчас трансформер будет я не говорю том что потом воду подадут очей так 6...
-
Доброго вечера ,нужна помощь по нерже,я отписался в сварке инвертором.......Здесь же вопрос один....напишите вашу практику и мнение по сварке 430 нержавейки........устал слушать уже наших месных спецов о кайфе этой .....нержавейки.Особенно по сварке ееее именно электродами.....марки электродов и аналоги мне известны..Просто крик души,люди выкидывают целые узлы в разных ее применениях.
-
нужна помощь Предстоит замена бака под пищевые нужды объемом 4 куба из нержы 430,стоит выбор в сторону 304 толщиной 3 мм.Сварка планируется электродами,инвертором.Тот бак варили электродами 308китай ,околошовная зона протрещала местами подварке не подлежит,плюс лист 2 мм.(хозяин продешевил на толщине и марке).......теперь имеем результат.......Вопрос в том...чтобы варить 308 китайцами с толщиной 3 мм. 304 сталь под нарзан ,открытый бак 4 куба
-
По Николаеву и свойствам 430,нерж. Вариться эсаб 6320

-
Свойствами я имею в виду,проблему околошовной зоны при неправильном сваривании,потому что в наличии на вооружении у на дуговая сварка только,а процесс сложен.
-
Получается эти баки через определенное время использовать уже не получиться,даже если создать герметичность. Встанет необходимость сварить новые но только толщиной не менее 3 мм.Допустим разграфитить их.......где тогда использовать такого рода материал......с такой маркой и тяжелыми сварными и техническими свойствами.?
-
Скажите как будет правильно исправить сварочный стык в местах порывов их три и причем на одном только месте,попробовать аргоновой сваркой или же сделать доп. накладки в местах дефекта и проварить на малом токе,судя по сварке емкостей электроды подошли,брак листа+толщина дали о себе знать,а метал правильно был вписан это все таки 430.......на одном из фото маркер остался и изготовитель ...это китай! Жесткость баков внутри сделана.
-
нашел в затерявшееся фото
-
В интернете нашел как одна фирма выпускающая банное оборудование сварила чаны из 430 нержи,аргоном......вообщем один из баков ,точнее лист был брак,на видео прям показано как околошовное пространство в микротрещинах. Изготавливает этот материал я так понял не европа.
-
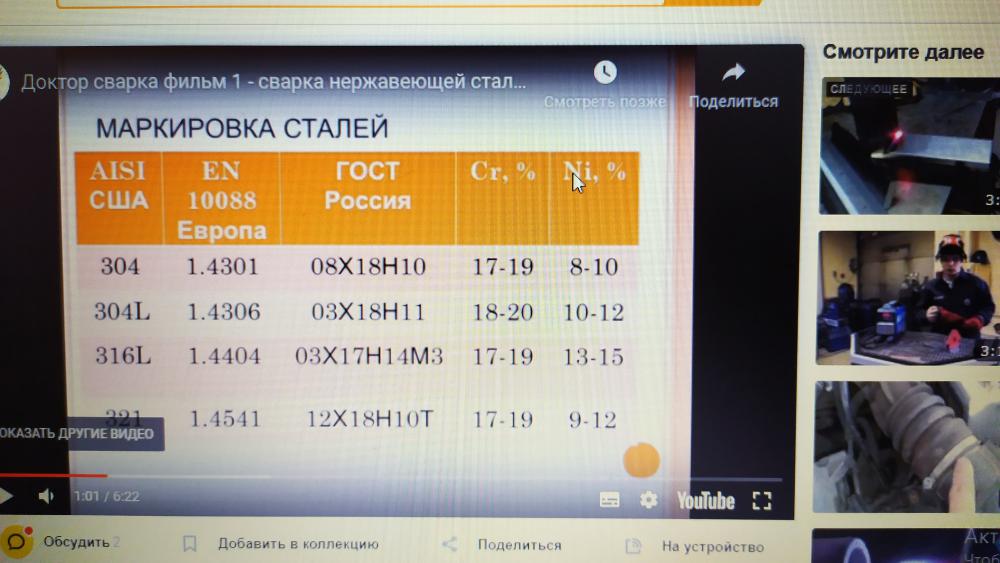
вобщем картина оказалась вот такая.....по всем движениям это хромоникелеваые стали маркировок....
-
Спасибо большое,начну копать
-
в качестве массы у меня стандартный ЭССАБ магнит,так что прилепает!!!!!и не плохо прилепает
-
Я не могу точно ответить потому что маркер набит очень слабо да и выбор материала был на снабженце который каши не варит,привезли ,отдали,вот этим и справились.........а то что могли купить вообще пищевую которая этим не сварить никто не думал,да толщина не очень,для этого бака.
-
Всем доброго дня,необходим полезный совет.Выполнял сварку баков из нержавеющей стали толщиной 2 мм. РДС.Стыковка листов была пошаговая,провар с двух сторон,периметр варил с одной стороны........емкость получилась на 4 м.куб.........проблема возникла такая: дно второй емкости на определенных участках лопнула ,причем зам швом.........Я подварил,заполнили водой она поработала немного и опять таже картина.Весь остальной материал работает на все 100......один участок и вот такая проблема? Кто то говорит что надо аргоном,другие еще что то.... хочу проварить ЭСАБ по нерже.в моем городе очень сложно накавырять электроды по нержавейке,цена баснословная. Варил вот этим______ Е 308-16 (2.0 мм.)