Лидеры




Популярный контент
Показан контент с высокой репутацией 14.07.2013 во всех областях
-
Ещё бы добавил что страх провалить ванну мешает нормально варить. Чтобы избавиться от него несколько раз нарочно провалите её, не стесняясь на обрезках. Раз 30, и тогда почувствуется момент, дальше которого греть не стоит, а неуверенность пройдёт. По вылету вольфрама- 2-3 мм это байки всё. На токах 5-15 ампер и с присадкой ф1 мм может быть и нормально. Я совершенно спокойно ставлю вылет 5 мм на обычной керамике и 6-8 мм на газовой линзе. Просто предгаз надо побольше- 1-1,2 сек, чтобы аргон успевал оттеснить воздух перед зажиганием дуги, и горелку вести очень плавно, чтобы не было завихрений вытекающего из сопла аргона.9 баллов
-
Именно!Опыт-лучший советчик!Берёт дорого,но объясняет доходчиво.Вылет электрода-дело индивидуальное и подбирается экспериментально.Главное-не переусердствовать. @kuznezs,ставьте моторику рук.Если нет халявной возможности (не за свой счёт покупать расходники и т.д.) поучиться,то могу посоветовать следующее.Можно изобразить своеобразный "тренажёр".На листе картона провёл линию,в горелку вместо электрода вставил грифель от карандаша и вперёд,рисуй траекторию движения горелки.Всякие там "синусоиды","спирали" и "бабочки".Будет очень наглядно.И степень равномерности движения руки с горелкой и смещение с оси шва.Конечно,чувство металла на бумаге не отработаешь.Чтобы ощутить саму сварочную ванну и понять на физическом уровне,как её наводить и держать в размере,для начала попробуйте варить кромки впритык и без присадки.Что называется,сваривать оплавлением кромок,или сваривать своим телом.Чувство сварочной ванны здесь-ключевой момент.Как прочувствуете момент просадки металла,что называется,на кончиках пальцев,можете и с присадкой варить.То,что у Вас присадка липнет-признак несвоевременной подачи оной.От равномерности ведения горелки и подачи присадки зависит форма шва.Про провар и не говорю.8 баллов
-
Сижу в бочке, так и Диогеном стать недолго..
 6 баллов
6 баллов -
Лежу как-то пару дней назад в балке по причине сплошного дождя,кофе пью,о вечном думаю...прибегает мастерок наш:"Всё лежишь?" -Ага,дождик ведь на дворе..-отвечаю -Не надоело дурью маяться? -В смысле -лежать? Не-а,я сырость не люблю,меня током бьёть... -В смысле железяки варить... -А что,альтернатива есть? -В ночь сегодня выйдешь,трубу варить,57-ю,не успеваем... Вышел,варю...
6 баллов
-
Первый опыт по кузовщине. 1. Арка переднего правого колеса, стойка двери. Гниль вырезана, вытравлена. На арке варил внахлёст, стойку двери встык. http://s004.radikal.ru/i207/1307/6a/efbfda995aed.jpg%20%20http://s018.radikal.ru/i520/1307/b9/e1336aebea22.jpghttp://s004.radikal.ru/i207/1307/6a/efbfda995aed.jpg 2. Пол под передним пассажиром. Жалко, что забыл сфотографировать дыры. http://s018.radikal.ru/i520/1307/b9/e1336aebea22.jpg 3. Содрал ковёр и стекловату под водителем. Примерно такая же картина, но ещё и с дырами, была под пассажиром. http://s019.radikal.ru/i628/1307/73/67827d052e1c.jpg5 баллов
-
С семьей и с друзьями на водоподе река Канда. До водопада не дошли чуть чуть, пошли есть шашлыки. тут у дочки началась фотосессия Я с женой и с дочкой. с друзьями
3 балла
-
Маломагнитка.
3 балла
-
Аргониус,так недолго и в ящик сыграть:
3 балла
-
Сегодня взял выходной, выкидываю фото с подстанции Ухта 220 кВ, первая ячейка после реконструкции Демонтаж второй: общий вид Резак Донмет Ряд вертикально стоящих бочек с рогами-изоляторами - это выключатели. Отработавшие своё алюминиевые провода и апаратник
3 балла
-
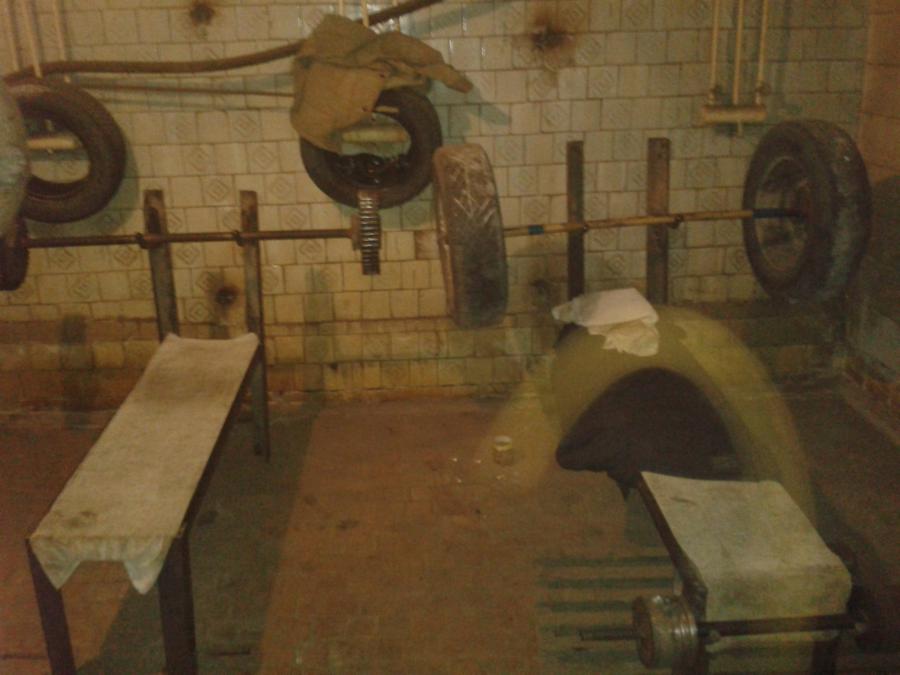
А у нас,вот такой спорт на работе.В нашей кандейке где чай сидим пьем на перекурах,есть вторая комната.Вот из нее и зделали небольшой тренажерный зал.Там гантели еще есть,и турник.А вот эту грушу,зовут Вовочка,но я не знаю почему ее так назвали)).
3 балла
-
я застрял в стенде зимой 98-ого.Сборщики кровожадно потирали руки и готовились вырезать вместе с железкой.Вывернул руку и до сих пор болит лев.колено при нагрузке,но обошлось. В 2006 завалился между двух балок подволока надстройки танкера.Туда случайно съехал при подварке,а обратно ребята за робу вытаскивали.Именно поэтому запрещено работать одному.Технологии конечно разные - весь мир идёт по упрощению,но многие места на всех пароходах одинаково неудобны.Подруливающие ус-ва,кормовые и носовые оконечности,вент.шахты,междудонки и кофердамы.В остальном не так страшен чёрт...
2 балла
-
Люди Х,Малдер и Скалли? Вы напрасно сгущаете краски.Обычная работа.Кабеля служат как обычно,до обрыва кабеля управления или св.кабеля.Потом шлейф снимается и относится на восстановление.Для этого есть подмена.Иногда приходится к горелке привязывать "костыль",варить на большом вылете или загибать вольфрам.Три поколения сварщиков умели варить в подобных (а чаще ещё худших) местах,а мы чем хуже?Кривым электродиком,через зеркальце,на ощупь по отсвету,не спеша...
2 балла
-
Просидев как-то в одном бензовозе 6 дней подряд с утра до позднего вечера, пришел к выводу, что Диоген был сварщиком2 балла
-
сегодня первый день. небольшая разборка-подметалка.в общем,пацаны работают,я пока хожу вокруг-фотографирую.жду своей очереди)) делать буду в нерабочее время. так что проэкт минимум до осени. И небольшое обзорное видео http://youtu.be/uDV4JaSAODM1 балл
-
задний борт 1м30см остальные же 65 см,а что выше боковых бортовбудет из дерева. фотки узла стойка-рама чуть позже http://s017.radikal.ru/i428/1307/2d/334aa7f017cb.jpg стойки,кроме передних и задних съёмныеhttp://i031.radikal.ru/1307/b0/dd11c0774c3a.jpg1 балл
-
Каждый сам выбирает.1 балл
-
G_Kar, кто же тогда АВН ? ... АВН, как долго служат сварочные кабеля в таких условиях (изолентой, я так понимаю, разрыв изоляции нельзя заматывать)? ... Работаем рядом с повышающим трансформатором 110-> 220 кВ, установка приводов разъеденителей и блока управления на линию 35 кВ (для нужд подстанции)
1 балл
-
Сдуть электродом, резаком... Просто перекройте его и всё.1 балл
-
Раньше работал только 230, всё меньшее не признавал, но купил мелкую на 125мм. 1,1кВт или 1,2кВт. точно уже не помню, а под рукой нету, с регулятором оборотов, мощи хватает. Сейчас есть пара на 230 и пара на 125, другие не признаю.1 балл
-
@АВН,Чот на доске не видать Вашей фотографии! Мож за листьями?1 балл
-
Учитывали ли вы в договоре форсмажорные обстоятельства, такие как: поломка техники, ливень, болезнь, несвоевременная поставка топлива, болотистая местность , количество захлёстов, нырков под другие трубы или кабеля? Захлёсты по сложности исполнения разные, соответственно и по времени. Хорошо если "прямая", без гнутья можно обойтись? Если нет, тоже драгоценное время. 800 метров за месяц 1020Х15 серьёзная заявка. Имхо, но на шабашке лучше от стыка договариваться, захлёст вдвойне (так их должно быть меньше )1 балл
-
спасибо. стандартно-бортовой в один уровень,или с надставками? стойки уж больно высокие). если не затруднит-крупным планом изнутри узел стойка+рама,интересует Ваш вариант усиления.1 балл
-
Можно, вообще экспериментируйте.1 балл
-
Ошибся наверное @сережка, 4мм а не см. Ну а если см тогда конечно круто. Я много отработал на трубопроводах, правда не сварщиком а на трубоукладчике в бригаде со многими сварными, но вот что бы такие зазоры заварить не встречал асов.1 балл
-
на реставрацию взял Мазовский 11 метровый прицеп: работа началась: http://s16.radikal.ru/i190/1307/39/dca5fa0215d6.jpg http://s018.radikal.ru/i525/1307/13/4e5a0ee1cc8e.jpg http://s61.radikal.ru/i171/1307/9c/411caa83768d.jpg1 балл
-
это-это-это... же ДЕНЕГ... -и все мимо...1 балл
-
Приятно удивлён. До россии дошла технология "Однопроходного продольного реза" альфа и омега рождения нарезных стволов, это 19й век, все матчевые стволы так делаются. На Ижмаше трудятся давно станки холодной ротационной ковки стволов закупленные у буржуев - ствол дешевле, "зеркало" ствола идеальное, НО ковка искажает геометрию тела ствола ( . Американцы поняли фишку быстро- неважно какая геометрия.. важен момент выхода из ствола.. последние 5-10 см, пусть ствол хоть змейкой! Выход решает в итоге куда полетит пуля. Вывели опытным путём угол фаски среза ствола - 11градусов.. и оказались правы. Амеры в снайпинге (стволах) рулят. Дай бох - перегоним. Хотя у влюблённых в оружие одна нация1 балл
-
Ага, нас посетил бывалый сварщик Сережка, малые диаметры говоришь легче больших варить? Случайно 40 мм зазор сделать? Гнать такого резчика. Правильно говорят уонями, уонями после этого только и варить долго и упорно, чтобы не рвануло, т.к. основными электродами с таким зазором конечно жесть... мало кто заварит качественно. Вот только думаю, что варили рутилом и если такие резчики в команде, то и сварщики обычно недалеко от них ушли. Причем те, которые много орут и бьют себя в грудь мол мы такие-разсякие профи, как правило и косячат больше всех.1 балл
-
Лен и Унипак. Два раза уже отвечал на этот вопрос - так подготовил сантехник. До этого варили в тесном месте, что только так бы и смог уместиться, может по запарке и здесь он не заказал дополнительно сгоны или американки. В следующий раз сварю правильно! Сварил новый узел. По чертежу расстояние от оси трубы до стены 20см, но старый узел был плотно к стене сварен, отодвигать не стали, сварили по старым трубам. Новый зажим сделал.
1 балл
-
@som, Вроде про модели тема, а как то боевое в основном. http://dokkino.ru/4156-boevaya-optika-kak-delayut-supertochnoe-oruzhie.html1 балл
-
Спасибо. Владивосток, памятник какому-то мужику, наверно кофеману.
1 балл
-
А тут вольная тема "О наболевшем...". Я вот жду когда Сережка начнёт рассказывать о буднях сварщикa.ru ,о шве в 40 мм (с картинками в масштабе),о технологии таких работ,сварочных материалах,св.технике и результатах УЗК (РГК,гидроиспытаний на критическое давление - нужное подставить) .И как он будет заваривать зазор в 80 мм,не желая подставлять "хорошего парня",который так любит водить со-трудников в кафе (чтобы не пить одному).Потому как первый пост был вообще ни о чём.1 балл
-
На работе продолжается перманентный аврал("Полярный день надо использовать до захода Солнца-"слова прораба,до труб в эту вахту даже у меня дело не доходило,не разгибаясь гоним металлоконструкции-эстакады,площадки,галереи и т.д и т.п. На фото-"Стрельба" в три ствола...
1 балл
-
А я вот снова во Владивосток на заработки, впереди работа, а пока красивый вид из моего окна на О. Русский и Бухта Тихая. Пожить пустил старый знакомый, за спасибо и электричество, остальное - бесплатно, но не надолго. На новый диван не пустил, положил матрас но мне не привыкать, тем более, что снять такую двушку, с таким видом. я думаю не меньше 30.000.руб. в месяц. Странные они люди, с миллионами на счетах, а ремонт и мебель на кухне делает сам, не понять их, обмолвился, что сейчас у него плохое финансовое положение, но я это же слышал и года три назад. Спасибо тебе Иваныч, и если вдруг увидишь свою хату в интернете, ты уж прости меня.
1 балл
-
Так а ролики для плазмы не? Да и вообще я считаю пока учишся,рука должна уставать,ныть и прочее.Так сказать поставить себе руку,сделать её твёрже.1 балл
-
Бангкок
1 балл
-
ARGONIUS, спасибо! На фото я со своим генеральным.Опять фото с Жемчужной телебашни, но ночью. Китайцы забабахали в Шанхае новую вышку. Теперь ещё выше открывашки будет. Прикольно! Но в России лучше. Ещё дня три - четыре тут шарахаться.
1 балл
-
УТВЕРЖДЕН постановлением Минтруда РФ 21 августа 1998 года N 37 КВАЛИФИКАЦИОННЫЙ СПРАВОЧНИК ДОЛЖНОСТЕЙ РУКОВОДИТЕЛЕЙ, СПЕЦИАЛИСТОВ И ДРУГИХ СЛУЖАЩИХ (с изменениями на 20 июня 2002 года)[/font] ____________________________________________________________________ Документ с изменениями, внесенными:постановлением Минтруда России от 21 января 2000 года N 7 постановлением Минтруда России от 4 августа 2000 года N 57 постановлением Минтруда России от 20 апреля 2001 года N 35 постановлением Минтруда России от 31 мая 2002 года N 38 постановлением Минтруда России от 20 июня 2002 года N 44 ГЛАВНЫЙ СВАРЩИК Должностные обязанности. Руководит технологической подготовкой выполнения сварочных работ, обеспечивает изготовление и выпуск высококачественной продукции, совершенствование конструкций изделий, их технологичность, экологичность, высокую производительность труда. Осуществляет техническое руководство подразделениями, на которые возложены разработка и внедрение технологических процессов сварки и средств технологического оснащения сварочных работ. Возглавляет разработку перспективных и текущих планов технологической подготовки производства сварочных работ, графиков проведения планово предупредительного и капитального ремонта сварочного оборудования, планирование сроков и объемов работ, затрат трудовых и материальных ресурсов. Изучает и анализирует технологию и качество выполнения сварочных работ, условия работы оборудования, организует разработку и внедрение в производство прогрессивных методов сварки, обеспечивающих сокращение затрат труда, соблюдение норм охраны труда и окружающей среды, экономию материальных и энергетических ресурсов при выполнении сварочных работ, улучшение их качества. Осуществляет контроль за разработкой необходимой технической документации и обеспечением ею производства, строгим соблюдением технологических режимов сварки, норм расхода материалов, правил технической эксплуатации оборудования и безопасного ведения работ. Обеспечивает составление заявок на оборудование и материалы, требующиеся для выполнения сварочных работ, организацию учета сварочного оборудования, его паспортизацию. Участвует в рассмотрении вопросов реконструкции и технического перевооружения предприятия, принимает меры по внедрению нового сварочного оборудования, комплексной механизации и автоматизации технологических процессов. Руководит работой по проектированию и созданию новых производственных подразделений, выполняющих сварочные работы, их специализации и загрузке оборудования с учетом требований рациональной организации труда и правил техники безопасности, обеспечивает своевременное освоение проектных мощностей, повышение коэффициента сменности работы оборудования. Организует разработку и реализацию мероприятий по внедрению прогрессивной техники и технологии, улучшению использования технологического оборудования и оснастки, производственных площадей, повышению качества и надежности сварных конструкций. Рассматривает и дает отзывы и заключения на наиболее сложные рационализаторские предложения и изобретения, касающиеся методов и технологии сварки, организации сварочных работ и совершенствования сварочного оборудования. Организует выполнение работ, связанных с повышением уровня специализации и кооперирования производства, использованием резервов повышения производительности труда. Руководит исследовательскими и экспериментальными работами по совершенствованию методов и технологии выполнения сварочных работ. Участвует в работе по определению потребности предприятия в квалифицированных сварщиках, подготовке к проведению их аттестации в установленном порядке. Организует работу по изучению и внедрению научно - технических достижений, передового отечественного и зарубежного опыта по технологической подготовке и выполнению сварочных работ. Координирует деятельность подразделений и работников предприятия, осуществляющих технологическую подготовку выполнения работ по сварке, организует работу по повышению их квалификации. Должен знать: нормативные, методические и другие материалы по технологической подготовке производства; профиль, специализацию и особенности организационно - технологической структуры предприятия, перспективы его развития; основы технологии производства продукции предприятия; организацию сварочных работ в отрасли и на предприятии; производственные мощности, технические характеристики, конструктивные особенности и режимы работы сварочного оборудования, правила его эксплуатации; порядок и методы планирования технологической подготовки производства и выполнения сварочных работ; методы и способы сварки; положения, инструкции и другие руководящие материалы по разработке и оформлению технической документации; технические требования, предъявляемые к применяемым при сварке материалам, нормы их расхода; организацию ремонта сварочного оборудования; виды дефектов сварки и способы их устранения; методы проведения исследований и разработок в области совершенствования технологии и организации сварочных работ; стандарты и технические условия на сварочные работы, строительные нормы и правила; передовой отечественный и зарубежный опыт в области технологии и организации сварочных работ; основы экономики, организации производства, труда и управления; основы экологического законодательства; основы трудового законодательства; правила и нормы охраны труда. Требования к квалификации. Высшее профессиональное (техническое) образование и стаж работы по специальности на инженерно - технических и руководящих должностях не менее 5 лет.1 балл
-
он не любил спорт на работе
1 балл
-
Чем дольше живу тем больше убеждаюсь что правда у каждого своя. Мы вот даже на великах с дружаном по разному ездим, он что бы замахаться(он водила, начальницу возит), а я что бы отдохнуть. Он психологически за день устает, напряг, зрение, сидячая поза. Я физически. И вроде спорт у нас общий, да тем не менее разный. Но друг друга понимаем. Как то так. А офис, сытый голодного не разумеет.1 балл
-
У Вас не катет,а "наплыв на грани фола"(любимая фраза ст.мастера ОТК).Шов должен повторять геометрию прямоугольного равнобедренного треугольника (до чего я докатился,геометрия 7 класса).Гипотенуза и будет видимой стороной вашего шва.Она (в сварке) может быть чуть вогнутой или чуть-чуть выпуклой.Если она "домиком",то этот шов ослаблен из-за возникших в нём св.напряжений.Чтобы этого избежать и делают колебательные движения в виде "ёлочки" или "капли",иногда "кольца".1 балл
-
Сварка алюминиевого прицепа-самосвала. S=10мм, АМГ5, пров - 5356, 1,2мм, Ar, Pulse, ESAB AristoMi5000IW. Ток по показометру это ток окончания процесса заполнения кратера
1 балл
-
присадкой не кидаться, первый раз в жизни взял в руки горелку
1 балл
-
180А на наружнем углу это походу ток на 10мм толщины каждой стенки, вольфрам минимум 3.2 и никакой присадки. 3мм стенку при нормальной сборке наружний угол отлично варить 2.4 электродом на 70-80А. А чтобы вообще было красиво, нужно поставить свариваемый стык вертикально, проволокой дать хорошую прихватку в самом низу и пройтись шов сверху вниз без присадки, наклон горелки 30-45 градусов к вертикали, вольфрамом вверх, на манер ММА электрода. Если нужно зазор заплавлять, то заварить его в нижнем положении, а потом слегка бОльшим током пройтись сверху вниз без присадки.1 балл
-
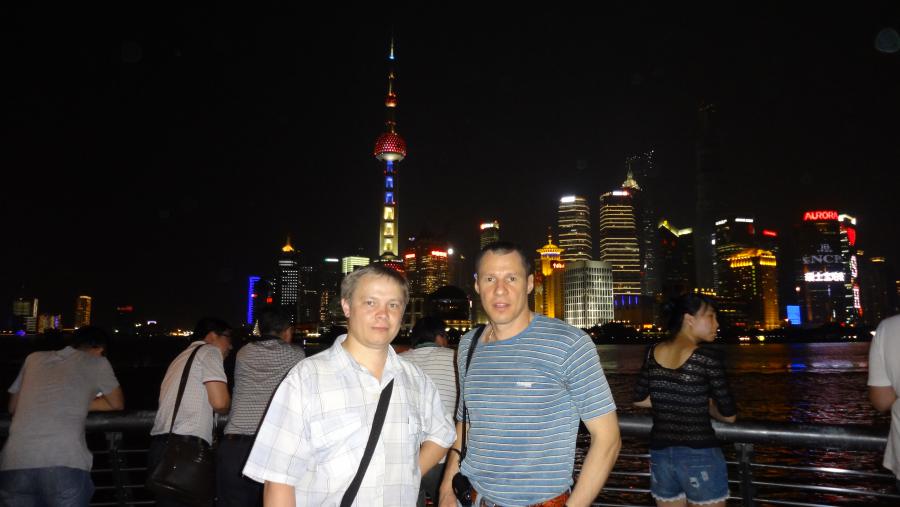
Изготовление и замена плиты зацепного устройства для цементовоза. Аппарат TELWIN Mastermig 400.
1 балл
-
1 балл
-
Страшностроительные были теперь страшно и очень страшно сантехнические швы.
1 балл
-
Приветствую. И вовсе не гнилая труба. Ржавая да но не гнилая. И чищенная до блеска в местах сварки. Мне бы так научится. Добрался я до ESAB всё таки. Знаете, кто знаком с моими фотками в фотогалереи там где труба на вроде 150.... Ну так вот, могу ошибаться но кажется я перегрел LB-52 при сушке. Было 170 градусов но подозреваю что не уследил. И было за 300. В общем беру электроды ESAB новенький, результат обалденный. Не один электрод не разу погас при горение (6 шт) Зажигается хорошо. Одним касанием. Теперь новенький LB-52U. Горит ещё лучше, опять же не один не погас из этих 6 шт. Тога зажигается плохо. Все по нескольку раз чирка. Берём старый LB-52U Всё прекрасно. Не большой "треско-дрищ" наблюдается... 3 раза потухали 5 шт. Наверно я не просушил те электроды что на фото которое в той теме а выпарил что то полезное, потому что не один электрод нормально не сгорел. Постоянно гасли 1-2 раза точно. Когда пробовал заготовку в руках вертел и не гаснут. Не те не другие. И шов с низу в верх, теми которые прокалены мною были то бишь выпарены в обще был не возможен. Всё заливало и булькало... В новеньких и старых (годовалых) с низу в верх благодать... Всё прекрасно видно, шлачёк прям на грани держится но не мешает. Обалдеть эффект. Шлака в ESAB 2,5 мм мало, заметно меньше чем LB-52U. Но у LB-52U отделяется лучше. А ещё не знай правда то ESAB 2,5 как то мощнее горит, проплавление лучше Как тут один хороший человек сказал LB-52 можно одной рукой варить другой курить... Я скажу больше, с правильным LB-52 одной рукой куришь другой женщину обнимаешь а электрод сам варить... Вот так вот. У нас на работе как то недавно труба проржавела в коридоре, пака одной точечкой. миллиметра 3. Электрик сказал давайте я вам её за 500р заварю... В общем ввернули шуруп а электрика послали дальше... делами заниматься. Ну замажешь и что патом по этому варить???
1 балл