Лидеры




Популярный контент
Показан контент с высокой репутацией 08.11.2012 во всех областях
-
В перекур вспомню слесаря(словом "добрым")
 8 баллов
8 баллов -
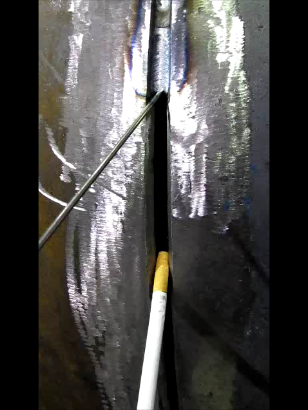
Очень знакомая картина.На одном предприятии,в бытность работы меня там,частенько "баловали" такой сборкой. Ф присадки 2,4 мм Конечный результат:
4 балла
-
Сегодня днём звонит управляющий: У)Там чёто побежало, ты возьми кусок полосы с собой... Я) Полосы точно хватит? У) Да, наверно... Звоню слесарю: Чё там? С) Да там снизу немного бежит... Я) Я подлезу? С)Да! Только возьми с собой ещё кусок "тройки" Я) Мож тогда лучше кусок трубы вдоль распустить? С) Ненадо! Так заваришь! После увиденного, вспомнил пару "безотрывщиков" вот думаю кто бы сейчас зачистил всё вокруг, снял бы фаску , и электродиком ЛБ52 Ф2,6 безотрывно заварил за 5 минут Я) Ну и куда вы собрались лепить кусок полосы или пластину? С)Ты тогда прихвати эту пластину (3мм) к трубе, а мы его загнём вокруг трубы Я) ??? далее не литературное Я понял, что латать тут бессмысленно, кусок трубы надо вырезать и ставить. Просто заказчику гораздо дешевле залатаь, и мне меньше платить и не надо покупать краны, тройник, резьбы, метапол, фитинги. А слесаря за такую зарплату только ходят друг за другом лишнего движения не сделают, а тут же надо трубу резать.Отправил слесарей резать латку из трубы, и всё таки. попытался залатать и сразу же об этом пожалел, снизу сгнило напрочь, дыры от лектрода фотать я уже не стал. Потеряв в пустую час времени, заменил кусок совсем гнилой трубы на кусок не совсем гнилой с которым ещё час провозился.
1 балл
-
Да ничего не происходит,в том-то и дело.Все рукамиводители желают видеть у себя готовых бесплатных специалистов,а вот готовить их и потом им платить - желающих нет.1 балл
-
"дыНдочку"-отверстие в поясе надо просверливать ф 8мм-10мм,а в самую последнию очередь отверстие заваривается и зачищается."ДыНдочка" для того, что бы вышел воздух (присутствует между накладным кольцом и обечайкой),-нагрев,метал расширяется,воздуху деватся некуда........или пилим дальше.......1 балл
-
То-есть кнопка горелки у Вас управляет только газовым реле, а напряжение на горелке есть всегда , и обрываете дугу отводом от детали ? если да - то проверьте какая у вас версия программы источника - она высвечивается в первые секунды при включении аппарата. Если версия 012 или выше - то в них уже добавили поддержку горелки ttc220gv10 - у которой кнопка управляет вкл-выкл дуги, и можно будет либо купить эту горелку, либо сделать распайку провода управления как у нее (он втыкается в гнездо дистанционки).1 балл
-
Вот ещё примеры,начал вырезать,она до самого корня шва После того как вырезал и заварил,сделали мех.обработку,вроде чистая деталь.Как то надо избавиться вообще от них.
1 балл
-
Я не знаю,что там занимает много времени,как по мне,так самое сложное там,так это врезка в магистраль.Согласен,что если сборка таких "плетей" в новинку,то и заморочек на порядок выше будет.За кол-во стыков,я не учитывал на фланцах внутренние,но это дело 1 электрода. Для тебя,morgmail,это рядовая работа и не думаю,что по времени одна плеть займёт много времени.Когда я только коснулся всех этих конструкций,то все эти катушки-фланцы у меня вызывали нервный трепет.Сейчас всё это дело собирается не напрягаясь в разницу 1мм.Болгарка,рулетка,фланцевый угольник,кольцо,уровень,да ещё пару прибамбас.Поэтому я и обосновывал цену и время с учётом своего опыта и возможностей.В плане подмотки пакли я,честно говоря,не спец-сделать то сделаю,но не идеально,крайне редко касаюсь этих вещей. В вопросе ценоопределения существенную роль играет выбор исполнителя.Если таковых на рынке много и время позволяет повыбирать,то цена может существенно пошатнуться.Если Москва за такие деньги не будет делать,то желающих заработать с переферии-хоть отбавляй.И зачастую,"тендер" выигрываю далеко не профессионалы.1 балл
-
Я ржу!! У меня ситуация тоже была в бытность работы водителем: Послали за мастером (срочно) на насосную станцию охлаждения завода. Прилетаю мастер запрыгивает... Летим!!!! Я разгоняюсь лететь.. Вижу проблемы? спросил у него я. Он - да бл.. как трубу торцануть тысячку!!?? летим в УКС... там умные... подскажут!!! А я ему - зачем в УКС? Вон типография рядом, возьмём рулон буржуйского ватмана и расчертим +-1мм.. Он - как ватманом? Ну я обьяснил - он меня чуть не расцеловал1 балл
-
просветите неразумных нормально все будет.На "орбиту" тогда вместо сопла маркер скотчем примотайте, так может точнее будет1 балл
-
А чего в нём добротного, ну кроме пяти компьютерных вентиляторов?.1 балл
-
Примитивнее этой педали(за такие деньги, а досталась мне за 6тр) я в жизни ничего подобного не видел. Концевой выключатель сразу отрезал, с ним не удобно было, кнопкой на горелке проще включать.Ползунковый резистор 10К
1 балл
-
Варил подобный котёл КВГМ180.Тоже начинал с разбежкой,обратноступенчатым ,участками.Но пока неделю отсутствовал,прибыла бригада халтурщиков и заварили напроход.Странно .но не повело.Правда они гнали сверху вниз.А так в условиях цеха подобные экраны варили строго по технологической карте и строго полуавтоматом1 балл
-
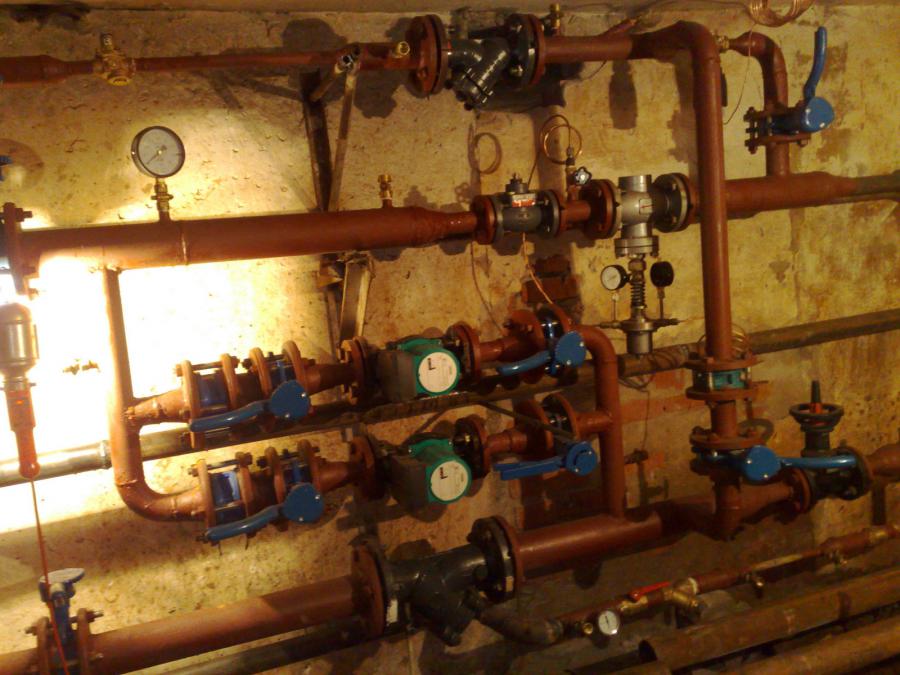
Автору темы. Если цена в 50 круб. означена именно за те узлы учёта,что на фотках,причём,без учёта работы КиПовца и приёмо-сдаточных работ (собрать пакет документов с подписями и сдать контролирующей организации),то расценка дюже вкусная. Оно и понятно,Москва,всё ж...И советы по оплате труда мне,глубокому замкадышу ,давать работающему в Московии-дело неблагодарное... Лично я такие узлы монтировал в одиночку,без учёта монтажа слаботочки .Получал за 1 узел 10-12 круб.Времени уходило на изготовление полдня и столько же на монтаж.Заготовки,чтоб минимизировать подвальные работы,делал у себя в гараже (за день готовил на 2-3 узла).Потом по 1-2 монтировал.Время монтажа зависит от нескольких факторов.Как то перекрытие воды (быстрота и полнота),возможность подключить электроэнергию,расположения узлов ХВС и ГВС (стеснённость и близость их друг к другу).Если узлы расположены рядом,в одном доме,врезать в существующие сети можно без особых ухищрений,то ХВС и ГВС монтируются за день.С узлами,расположенными в разных домах,не рисковал,монтировал один узел за день.По теплоузлам картина иная.В зависимости от сложности будет и время сборки и стоимость работ. По работам,которые трудно оценить с ходу,расценки считаю,исходя из времени работы,применения того или иного оборудования (амортизация оного и маржа с его использования).Вот,к примеру,твоя ежедневная з\п-5 т.р.Плюсуй сюда расходы на горючку и амортизацию машины (если ты не пеший),ручного и электроинструмента. Ну,вот.Примерно как-то так.1 балл
-
тогда берите по совести. Узел ХВС варится и монтируется за один день, так-как Вы не фирма, то и расценки соответствующие должны быть. ХВС- 12-16тыщ. За теплоузел 50000 это нормальная цена, моим знакомым платят 40 на двоих за теплоузел. Знакомые мои, вдвоём, варят-монтируют-демонтируют-подключают узел по месту, в подвале, за 4-5дней. Я к этим узлам никакого отношения не имею.
1 балл
-
Нда. А я было почувствовал себя самым умным. По поводу динамики Hau растолковал: http://websvarka.ru/...=160#entry318991 балл
-
Я вот живу в Эстонии, сделал интересный вывод по местным работодателям. Если в хозяевах на фирме стоят русские или того хуже, украинцы, тушите свет! С эстонцами как-то попроще, они не такие борзые и хитрожопые, хотя и среди них есть "фрукты", но как то совсем редко. И дело совсем или не совсем в том, что тут играет роль природная наглость. Просто многие русские работяги, особенно те, кому сейчас за 40, не владеют на должном уровне эстонским языком (впрочем как и любым другим кроме русского), соответственно вариантов для смены работы намного меньше. Тут-то можно и не шибко баловать людей зарплатой, а те сидят и не рыпаются. Первое место моей работы как сварного, была шарашка, возникшая на том, что осталось от нашего городского продмаша, где при совке лепили для молочной и рыбной, а так же мясной промышленности всякое разное. Раньше он, говорят, был каким то боком приписан к МинОбороны, по этому почти все работники русские. Когда я туда устроился, там пару эстонцев тока работало, сварщики и алкаши в одном флаконе, впрочем как и многие русские, там работающие. Потом один молодой эстонец ещё пришёл, тока он просто из другого города переехал, и устроился на первое попавшееся место, но не надолго, потом нашёл место получше. А порядок был такой: В договоре оговаривается тока то, что при недостатке работы платят тебе гарантировано минималку. А так сдельщина, тока цену тебе мастерила даже под пытками не скажет, всё отговорки, а если скажет, то с потолка, потом с зарплатой ни за что не сойдётся, и зарплату выплачивали 23-го числа следующего месяца, раньше по закону так можно было делать, щас так долго тянуть не разрешают. Сидишь и ждёшь зарплату, как лотерею, пока не выдадут - не знаешь, сколько заработал, вернее, сколько мастер нарисовал! Как "по собственному" накатал, стали уговаривать остаться. До этого только критиковали, а тут я, понимаешь, оказывается весь такой хороший, и на рамы, которые я варил рекламаций стало приходить в разы меньше. Зарплату поднять обещали от "директорских щедрот- фондов", правда, я от мужиков про эту хитрость знал, временный ход, потом всё по старому , через пару месяцев. Спецовку одну за год дали, у которой рукава прогорели через несколько недель, и зимой топили цеха здоровенными печками с сырыми дровами. Условия не фонтан. После, с этого места взял за правило, подальше держаться от русского бизнеса в Эстонии, правда не всегда выходит, а иной раз приятно удивляет хорошим отношением. А ещё расспрашиваю местных работяг, про условия работы и быта.1 балл
-
Эскиз соединения показывает угол раскрытия фасок и ширину зазора с притуплением,а не пространственное положение.Если Вы сделаете угол на фаске меньше или притупление больше,то не будет достаточно условий для полноценного провара.Если сделаете больше раскрытие и меньше притупление кромок,то будет вылезать.(Для наглядности такого результата вставьте кончики пальцев по фалангу одной руки поперёк между средним и безымянным другой руки).И не путайте пространственные положения - нижнее и горизонтальное,это разные вещи.Нижнее это на полу,а горизонтальное на стене вдоль пола.Шлак не показатель,смотрите чуть выше,где граница осн. металла и металла шва.1 балл
-
Всем привет!Работаю на предприятии уже давно,работа одна и таже.Только вот иногда возникает проблема.После приварки кольца к обечайке с разделкой за два прохода.Изделие отпровляют на мех.обработку.При осмотре шва,он чистый.После механики иногда вскрываются какие то отверстия.Это не поры,они одиночные и в диаметре размером примерно 3-5мм.Подбирал всякие режимы,иногда всё чисто,но бывают появляются.Чего делать,чтоб вообще их небыло?Между проходами зачищаю.
1 балл
-
Опять не понятно, что означает "по этому"? Меня веселят выражения "крепко-накрепко", "большие нагрузки", "чугун к металлу"... Чугун не металл уже? Большие - это сколько - 1 кг, 1Т, 100Т? Сварные детали из чугуна на новых изделиях применяются крайне редко. Обычно сварка чугунных изделий применяется в ремонте или самоделках. И здесь очень много факторов, влияющих на прочность сварного соединения. Из опыта - я для дуговой сварки определяю прочность соединения примерно 0,5 - 0,7 от прочности новой детали. Для газопорошковой - 0,9 - 1,0. Каждая деталь (хочется в это верить) имеет изначально запас прочности (1,5 - 5 или больше). Сваренная чугунная деталь работает на этом запасе прочности, если он был не меньше х2. И т.к. эту величину никто не знает, гарантий на сварку чугунных деталей лучше избегать. Швы, как и шрамы не украшают и декоративными не бывают. Тысячи чугунных деталей после грамотной ремонтной сварки успешно работают.1 балл
-
На форумах выкладывались такие работы. Практически всегда для устранения дыры от "руки дружбы" на блоках цилиндров заплатку вырезают из стали. Или, к примеру, отбитое и потеряное "ухо" детали из чугуна заменяют стальным фрагментом. Варится чугун со сталью, и варится по технологиям, применимым для сварки чугуна.1 балл
-
Хех, не хотел вступать в дискуссию, ну да ладно. На первом фото похоже, что диск не от болгарки, а от стационарного трубореза, да и крови как-то мало, по идее должна быть залита вся грудь, ну а на втором фото, то ли попытка убийства в изврвщённой форме, толи попытка самоубийства, опять же в извращённой форме. Диск при резке искрами от себя, никогда никуда не воткнётся, так-как он летит в противоположную сторону, а вот при резке на себя, кусок диска запросто может воткнуться куда угодно. Никаких сомнений, как пилил искрами от себя, так и пилю.1 балл
-
Нисколько не оспариваю правила ТБ при работе с таким опасным, но очень нужным инструментом. Просто говорю, что теперь уж точно буду переставлять диски при шлиф. работах. Ну кто скажет, что ему хотя бы раз не приходилось шлифовать тонким, а резать - толстым диском только потому, что просто лень пойти (спуститься с лесов, вылезти из траншеи или подвала, подняться из смотровой ямы) и поменять абразив?1 балл
-
@blazen79,это не принесёт Вам радости.На лист нержавейки нужно положить лист "титана" и отрезать ацетилено-кислородным резаком.Сьели? Сразу скажу,что разметка ПК под гамму Великая Тайна Сборщиков - не расскажу.1 балл
-
Наверное можно использовать строительный лазерный уровень.Он одновременно бьет горизонтал и вертикал с углом 90 градусов.Луч горизонтала по верхней кромке трубы,вертикал на нужный размер и по лучу хоть реж хоть отмечай.Можно и макшейдеров пригласить.1 балл
-
что с нее стрелять чтоли?1 балл
-
Как с первого раза разметить стык на прочном корпусе подлодки под гамма-контроль,чтобы участки внутри и снаружи полностью совпали? Формулу погонной энергии для электрода ЭА 868 d=4 при толщине листа s=16 с V- фаской из азотосодержащей коррозионностойкой стали? Кто убил Кеннеди?1 балл
-
возьми рулон плотных обоев .оберни трубу по окружности , соедени концы обоев ровно в нахлест,приклей скотчем и отбивай по ним линию маркером.1 балл
-
Наверно это очень неправильно, но как неправильно научили меня резать искрами от себя так и режу. Искрами на себя -это по мне как ногой рисовать. Сколько не пробовал-не могу переучиться.1 балл
-
В принципе если можно насверлить в чугунине отверстий(не по силовым линиям работающей конструкции!!) нарезать резьбу и завернуть в них шпильки торчащие из отверстий на толщину стальной пластины, затем пропустить эти шпильки в отверстия в пластине, чтоб между пластиной и шпильками оставался зазор, затем на всю толщину проварить шпильки к пластине-что то похожее на крепление пластины к чугуну получится. Затем к самой пластине можно уже приваривать сталь... И всё равно никакой гарантии я на такое изделие не дал, больно уж нагрузка большая. Да, и ещё, "сдувать швы резаком" с чугуна я бы на вашем месте не стал, зачем лишний отбел чугуна?1 балл
-
100% поддерживаю насчёт комбинированного способа соединения. Одна лишь сварка в этом случае-авантюрное решение, "авось прокатит".1 балл
-
OK 92.60 (ENiFe-Cl) ESAB. Российский аналог: ОЗЖН-1.Тип покрытия основной.Область применения: Свариваемые материалы: чугуны между собой, чугун со сталью. Электрод обладает высокими технологическими свойствами. Наплавленный металл обладает большей прочностью и большей стойкостью к образованию трещин при кристаллизации, чем при сварке никелевым электродом. Ток = + / ~ U x.x. ~ 45B Положение сварки: все.1 балл
-
Если там чугун, то наврятли он серый .Можно рассмотреть возможность, сварку ковкого чугуна к стали. Нужно начать с того, что этот процесс не для новичков. Про 13- 55 забыть, ими можно исправить например поверхтностные дефекты. Что-бы знать какие применить электроды, нужно наверняка знать марку обоих свариваемых материалов и как следствие температуру подогрева. Возможно, что весь процесс разделиться на несколько приемов в которых будут применяться разные марки электродов.1 балл
-
Ещё раз повторюсь что при нагрузках есть слесарно -сварной способ . сверлить отверстия . желательно нарезать резьбу . заворачивать стальные вставки . и после обваривать . нет на простых деталях я такое не применяю . только на тех что под нагрузку .1 балл
-
И каждый раз когда нужно варить,Вы будете нас спрашивать как и чем?А "плотить" будут Вам?Когда отвалится во всём виноваты будем мы?Мне нравится... "Крепко накрепко" можно,но только соблюдая все технологические приёмы.Подогрев-остывание,сварочные материалы и умение сварщика всё это делать.Вы умеете варить авторамы?1 балл
-
Я полностью поддерживаю мнение ИВК и еще самооценка своего риска дело личное каждый решает сам, от себя я добавлю следующее: Даже пропарка не дает 100% гарантии. Меня на работе послали варить бочку тон на 10 из под авиационного киросина. В наряде на производство работ было сказано, что бочка пропарена и взяты пробы воздуха и что работы со сваркой разрешены. После зачистки слесарями дефектных мест, я начал варить и когда уже доваривал последнюю трещину произошел мини взрыв: меня откинуло на пару метров назад и я оглох на некоторое время, все обошлось легким испугом и ушибом заднего места на которое я соизволил упасть. Начальник струхнул больше чем я и запретил дальнейшие работы до подтверждения следующих анализов воздуха. Так что решать приходится самому сварщику варить или не варить, как в Шекспире.1 балл
-
Привет, коллега. Может пригодится: без отрыва корень варится АБСОЛЮТНО СПОКОЙНО электродами МТГ-01К. Начинаешь, как положено снизу и спокойно, без беготни к балластнику ( я варил инвертором на 75 А, диаметр электрода 3 мм). Повторяю, спокойно варится. Зачистка болгарочкой и можно этими же электродами, можно и УОНИ 13/55.1 балл
-
Обнадежили,буду думать. Сегодня звонят,говорят согласны только не на территории предприятия,ответственности не несем,оплата как обычно по см шва.Гм вежливо отказался.1 балл
-
Помнится года 2-3 назад толи Ьалбес, толи Евген (впрочем точно не помню) описывал метод вварки крана в емкость ГСМ на складе. Суть заключалась в следующем-к месту сварки распоркой прижималась емкость типа кастрюли с краями подогнанными под кривизну стенки цистерны, через резиновый уплотнитель. Через штуцер подавалась углекислота. Снаружи варилось.1 балл
-
я бы изнутри отраничил трещины от остального обьёма цистерны. Можно например скотчем наклеить полиэтиленовый лист на внутреннюю поверхность цистены так, чтоб получился небольшой замкнутый обьём, у которого одна стенка алюминиевый лист с трещиной, которую надо заварить, а другие стенки-полиэтилен. Затем надуть этот "мешок" через трубку углекислотой и заварить трещину. Само собой мешок должен быть достаточно большим, чтоб тепло от ванны не добралось по металлу до полиэтилена и не расплавило его. Иначе может быть невесело. Да и ещё ИЗОЛИРУЮЩИЙ противогаз бы вам, клеить это всё внутри. Фильтрующий не подойдёт.1 балл
-
Откройте газ,возьмите в руки горелку,вставьте вольфрам и включите пост.Попробуйте,может это Ваша судьба,чего ждать-то?1 балл
-
Вполне.Научиться варить аргоном не сложно.Сложно научиться варить на уровне,когда знатоки говорят "ну что,вполне прилично".У меня на это ушло около 15 лет и до сих пор мне очень редко нравятся свои швы.Я не видел ни одного диплома или книжки сварщика,где было бы написано "хороший".РАДС отнюдь не является самым безопасным способом и об этом есть несколько тем на форуме,не буду повторяться. К тому же сварка применяется почти во всех областях техники.Что безопаснее,варить на ПЛ аргоном в аккумуляторной яме или кронштейны варить п/а в цеховой кабинке?Может безопаснее в тундре делать РДС врезку в магистральную трубу под давление.Что безопаснее - ехать поперек дороги с закрытыми глазами на роликах или на велосипеде?Самоделка-амфибия это хорошо,но доверите Вы мачту для ветрогенератора варить "хорошему" соседу без допусков и образования или всё таки вызовете сварщика-профессионала с допусками для работы на высоте под ветровые нагрузки?1 балл
-
Любое знание должно быть подкреплено документом. А ваш ответ корректен?1 балл
-
Япошки и америкашки-самые помешаные на ТБ народности. Около года работал в американской компании CBI, надзор над качеством работ и исполнением ТБ вела японская компания CTSD. Были случаи, когда монтажник пойманый за тем что режет болгаркой искрами от себя, увольнялся. Мало того, монтажников могли уволить за то, что под маской нет очков. Cварных тоже хотели поначалу приучить работать в очках и маске, но обычно, узнав о себе много нового, тбшники бежали жаловаться супервайзеру, на что тот обычно отвечал- сварщик сможет заменить монтажника в любой момент, а монтажник сварщика никогда. Поэтому нас не сокращали и не увольняли за мелкие провинности.1 балл
-
Две мои труженицы Одна видно что Макита, вторая Кресс. Не скажу, что работают по-черному, но перекуров не даем. Зеленая (кстати англичанка по происхождению), падала в воду с 5 метров на метрову глубину в яму с водой. Искали час, еле нашли. Лежала сушилась наверное месяц, и вроде ничего - работает. Режу искрами на себя, т.е. диск на фото вращается против часовой стрелки, иногда неприятно, но уже привык и гайку никогда не закусывает.
1 балл
-
я много тонн перерезал болгаркой( и было их много), какие хорошие не могу сказать....была китайская так она три года в жестких условиях отработала, купил макиту, через полгода заменил ротор, пока работает. диолд понравился(3 болгарки 150мм 180мм 230мм). интерскол российской сборки 230мм. кругов переломал не счесть. прокладки ставлю две (с двух сторон) из картона. не понимаю как можно резать, когда искры летят на тебя...каждый раз наблюдаю такую картину и диву даюсь.1 балл
-
Внесу и я своё мнение на обсуждение. По т.б. нужно заземлять и на аппаратах это пишут. Разговаривал на эту тему с электриком, сейчас часто на 380 идет пять жил: 3-фазы, 4-ноль и 5-заземление (свой контур). По сути зачем нужно заземление аппарата (любого бытового прибора) если не прав поправьте: чтоб, если случится замыкание внутри аппарата, вас не шарахнуло током (при попытке включить\выключить\настроить), а ток ушел в землю. Поэтому (с моей колокольни) ноль и земля это разные вещи, и с контуром сварки (сварочной дуги) это не должно иметь ничего общего. Если вы хотите заземлить деталь, то вам нужно сделать ещё один контур (экран) заземления. Чтоб сделать заземление, нужно как можно дальше друг от друга забить (закопать) больше двух арматур (пруты) на глубину не менее 2-ух метров. При этом этот сектор не должен быть часто проходимым. Один электрик рассказывал как просто дома закопал лист железа 3-ки и это его вполне устроило. Он потом это заземление даже в не законных целях (всем известных) использовал, собственно за этим и делал ) Сам работаю без заземления, потому что мой организм имеет высокое сопротивление. И даже если я берусь голыми ругами за сварочные кабеля - меня не бьёт током. Бьёт током при сварке во время дождя, но тут даже заземлённый аппарат не спасает, поскольку бьёт сварочным током, а не сетевым. Причем очень погано бьёт постоянка, такое ощущение, что всё внутри закипает, как-будто я в микроволновку руку засунул, бррр...1 балл
-
Лепило, Пилите как хотите. Скажу только одно, я ни разу не видел ни одного проф-монтажника, который бы резал на себя, или шлифовал, я ни разу не видел отрезной машины (труборез) которая бы пилила мне в лицо, я ни разу не видел торцовочной дисковой пилы по дереву, которая пилит в лицо. Я много лет пилю от себя и диски у меня разлетались не один раз, но они всегда улетали от меня, а не наоборот.1 балл