Лидеры




Популярный контент
Показан контент с высокой репутацией 10.10.2012 во всех областях
-
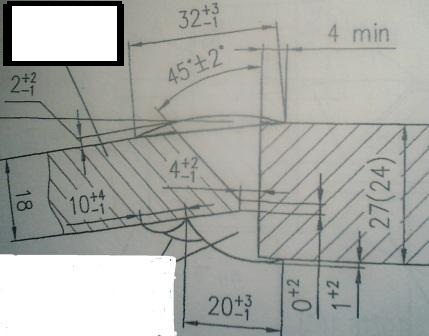
Как-то вот так))) на фото: заделка в ПЦ(прочной цистерне) толщина 25мм, габариты шва к прочному корпусу и шпангоуту 33/10, стычок 46/5-100% рентген, "сапог" в ПЦ, толщина 25мм-100% рентген, сферическая переборка толщина 100мм,стык, габариты шва, если мне склероз не изменят, 120/12 -100% рентген Сталь аустенитного класса типа АК-32 эл-ды ЭА- 981/15, для подварки корня шва ЭА 48м/22 Для подстрожки корня(если это необходимо) угольные эл-ды 10/15
 9 баллов
9 баллов -
Здравствуйте!! Меня зовут Саша. Занимаюсь сваркой около 7 лет. Мне интересно узнавать новые методы устранения различных дефектов после сварки и предотвращение их до начала сварки. Учился сначала в лицее на сантехника-сварщика, сейчас учусь в университете на инженера сварочного производства ( выпускник). Хочу познакомиться с людьми, которые интересуются сваркой, обмениваться своим опытом. Если будут какие то вопросы - задавайте, буду рад ответить. Только есть одна просьба (не считайте что я заучка или что то в этом роде), просто хочу быть хорошим специалистом в данной сфере. Спасибо за внимание.5 баллов
-
Как я 10 лет без формул отработал ?4 балла
-
http://youtu.be/IfptupIQWPc вот тут я и работаю.3 балла
-
Сегодня был в коттедже у "тётеньки", которой делал балкончик,вешал новую площадку для лесенки,сделал несколько фоток.Лесенку в цокольный этаж тоже я делал.
3 балла
-
Слева п/а cв.08г2c+CO2 ,справа ручник 13/45р d=3.0. Конденсат,замена элемента.
3 балла
-
не стал все перечитывать,посмотрел на ютубе "швы" ,по ссылке с первой страницы , и если данный аппарат стоит 35000....,то пользуясь случаем предложу свои услуги. насру точно так же ,как аппарат на видео всего за 3.500р. Не упустите столь уникальнейшее предложение.2 балла
-
Всем доброго время суток. Тока зарегился у вас, случайно наткнулся на сайт. Работаю сварщиком с 2000 (с перерывом на 2 года армии) на оборонке в Северодвинске. От ученика сварщика прошёл до 5 разряда. Образование техническое, "сварочное производство". Замещал производственного мастера периодически, сейчас бригадир (временно), бригада 30 человек. Варим АПЛ (Борей, Ясень), варили "приразломную" MOSS, щас ещё пару судов стоят-химовозы, но это так, шихта никому не нужная....спрашивали меня тут про толщину ме , разделку...сталь в основном аустенитного класса, поковка (вварыши) толщины от 6 до 100мм, разделки разные: без, к-образные, Х-образные, V-образные...Сварка под рентген и УЗК...Варю РЭД, п/а (сплошная, порошковая), АДС.2 балла
-
@Саша 90, В вашей формуле не учтены марки и типы электродов по типу покрытий и назначению! Так на электроды для низкоуглеродистых и нержавеющих или для наплавки совсем разные значения тока. Также на рутиловые, целлюлозные либо основные значения разнятся, а есть еще со смешанным покрытием. А чтобы ток для сварки электродом подобрать университетов не нужно заканчивать! Это так же как и скорость сварки по интуиции можно подбирать.2 балла
-
Чопперных источников "наплодили" мы довольно много. Начинали с КСУ-320 серии от 01 до 05 - специализированный выносной чоппер для сварки в режиме ММА. Ток 320А ПВ=60%. Область применения - кораблестроение (в основном). Силовой ключ - IGBT модуль CM600HU-12F (600А, 600В). Кроме того были попытки производства чопперов на MOSFET транзисторах - сборный силовой модуль на дискретных элементах по образу и подобию PTS CH 500A 100V (S.Co.M.E.S., Италия - http://www.scomes.co...s Catalogue.htm). Тут же был выявлен серьезный недостаток подобных модулей - низкая ремонтопригодность, большая трудоемкость как при производстве, так и при ремонте (надеюсь, понятно, что в конце-концов ломается всё). Итак, в результате длительных испытаний (в том числе и в реальных условиях) остановились на схеме коммутации на IGBT модуле. Так появились: КСУ-320 серия 06 выносной чоппер, основное назначение - сварка плавящимся электродом с покрытием, диапазон токов от 30А до 320А, плавная регулировка тока короткого замыкания (от 1,0 до 2,0), плавная регулировка индуктивности (динамики), регулируемый режим "форсаж дуги" (кратковременное увеличение сварочного тока в момент инициации дуги), функция БСН (снижение напряжения холостого хода) и "анти прилипание". При подключении специализированного подающего ПДГ-421 серия 06 можно проводить сварку в режиме МИГ-МАГ проволокой 1,2 мм. Диапазон токов от 100А до 320А. Hаименование параметра ММА МАГ Напряжение холостого хода источника питания, постоянное, В 45 ...90 Крутизна наклона внешних характеристик источника питания, не более, В/А. 0,04 Номинальный сварочный ток, А 320 ПВ при номинальном токе за 10 мин., при t окр. среды. 40°С, 60 % Сварочный ток при ПН 100%, А250 Пределы регулирования сварочного тока, А30 ... 320 Пределы регулирования сварочного напряжения, В – 14 ¸32 Максимальный ток короткого замыкания, А 400 Напряжение холостого хода, В * 45 ¸ 90 Пределы регулирования времени горячего старта (Δ Т),0,01– Диапазон регулирования коэффициента короткого замыкания, Kкз, 1,2 - Степень защиты IP 23 Класс изоляции Н КПД, % 85 Масса, не более, кг 13 Чоппер получил хорошие отзывы от корабелов (основной "потребитель" - "Севмаш", Северодвинск). Особо было отмечено пониженное содержание водорода в сварочном шве. Недостатки - высокочастотный свист при изменении длины дуги (особенно заметен в закрытых помещениях, например при сварке бункеров) и, скажем откровенно, довольно посредственные сварочные свойства в режиме МИГ-МАГ. На базе этого чоппера появился встроенный чоппер-выпрямитель ВД-320КС серии 01, 02, 03. Отличия в сериях - начиная с серии 02 появилась возможность проводить сварочные работы неплавящимся электродом ТИГ-DC, улучшенные сварочные свойства в режиме МИГ-МАГ (по сравнению с КСУ-320 серия Hаименование параметр ММА МАГ ТИГ Напряжение питающей сети, В 3х380 Частота питающей сети, Гц 50 Номинальный сварочный ток, А 320 ПВ при номинальном токе за 10 мин., при t окр. среды. 40°С, 60 % Сварочный ток при ПН 100%, А 250 Пределы регулирования сварочного тока, А 30 ...320 100 ...320 10 ...320 Пределы регулирования сварочного напряжения, В - 19 ... 30 – Максимальный ток короткого замыкания, А 400 Напряжение холостого хода, В, не более 12 90 Пределы регулирования времени горячего старта (Δ Т), сек 0 ... 1 – – Диапазон регулирования коэффициента короткого замыкания, Kкз, *1 2 – – Степень защиты IP 22 Класс изоляции Н КПД, % 85 Масса, не более, кг 75 Теперь уже стало возможно подключать не специализированный, а практически любой полуавтомат производства "СЭЛМА".Для организации циклограммы ТИГ используется блок БУ ТИГ серия 01, 02. В результате дальнейшего совершенствования изделий и по техническому заданию "Звездочки" (Северодвинск) появились выносные чопперы следующего поколения: КСУ-320 серия 02 исполнение 10 и КСУ-320 серия 02 исполнение 11 Основное отличие - действительно хорошие сварочные свойства при сварке МИГ-МАГ, изменение компоновки чоппера (он стал более "квадратным" - пожелание заказчика). Hаименование параметра ММА МАГ Напряжение холостого хода источника питания, постоянное, В 50 ... 90 Номинальный сварочный ток, А320 ПВ при номинальном токе за 10 мин., при t окр. среды. 40°С, %60 % Сварочный ток при ПН 100%, А280 Пределы регулирования сварочного тока, А 10 ... 320 – Пределы регулирования сварочного напряжения, В 14 ... 36 Максимальный ток короткого замыкания, А 400 – Напряжение холостого хода, В, не более * 12 50 ... 90 Пределы регулирования времени горячего старта (Δ Т), сек 0 ... 1 – ирования коэффициента короткого замыкания, Kкз, ** 1 ... 2 – Степень защиты IP 22 Класс изоляции Н КПД, не менее, % 85 соответственно, на его базе модернизировали и встроенный чоппер ВД-320КС серия 01 исполнение 10 Hаименование параметра ММА МАГ ТИГ Напряжение питающей сети, В 3х380 Частота питающей сети, Гц 50 Номинальный сварочный ток, А 320 ПВ при номинальном токе за 10 мин., при t окр. среды. 40°С, 60 % Сварочный ток при ПН 100%, А 280 Пределы регулирования сварочного тока, А 10 ... 320 100 ... 320 10..320 Пределы регулирования сварочного напряжения, В 14 ... 36 Максимальный ток короткого замыкания, А 400 – 400 Напряжение холостого хода, В, не более 12 - 90 Пределы регулирования времени горячего старта (Δ Т), сек 0 ... 1 – – Диапазон регулирования коэффициента короткого замыкания, Kкз, * 1 ... 2 – Степень защиты IP 22 Класс изоляции Н КПД, не менее, % 85 Поскольку был интерес корабелов и к источникам чопперного типа на 500А, появились сначала КСС-500ТИГ с БУ ТИГ выносной чоппер для сварки неплавящимся электродом (ТИГ DC). Разработан по техническому заданию "Севмаш" для сварки титана. Тип КСС-500 ТИГ Напряжение холостого хода источника питания, В 50 ¸ 100 Номинальный сварочный ток, А 500 ПВ при номинальном токе за 10 мин., при t окр. среды. 40°С, % 60 % Сварочный ток при ПВ 100%, А 400 Пределы регулирования сварочного тока, А 10 ¸ 500 Напряжение холостого хода, В * 50 ¸ 100 Степень защиты IP 23 Класс изоляции Н КПД, % 85 силовая часть осталась без изменений - те же IGBT ключи, только включены два параллельно, естественно, поменялась и плата управления.Параметры блока БУ ТИГ Наименование параметра Значения 1 2 Напряжение питания, В 27 Частота питающей сети, Гц 50 Наименьший сварочный ток *, А 10 Наибольший сварочный ток *, A 500 Шаг регулировки сварочного тока, А 1 Диапазон регулировки предварительной продувки, сек. 6-30 шаг регулировки, сек. 0,5 Диапазон регулировки времени форсажа, сек. 0...5 шаг регулировки, сек. 0,1 Диапазон регулировки времени плавного изменения тока в начале сварки, сек. 0,1 … 10 шаг регулировки, сек. 0,1 Диапазон регулировки плавного изменения тока в конце сварки, сек. 0,1 ... 10 шаг регулировки,сек. 0,1 Диапазон регулировки времени продувки в конце сварки, сек. 0,5 … 30 шаг регулировки, сек. 0,5 Диапазон регулировки длительности импульса тока, сек. 0 … 2 шаг регулировки, сек. 0,1 Диапазон регулировки длительности паузы тока, сек. 0 … 2 шаг регулировки, сек. 0,1 Диапазон регулировки тока форсажа *, А 10 … 500 шаг регулировки, А 1 Диапазон регулировки тока дежурной дуги в начале сварки *, А10 … 500 шаг регулировки, А 1 Диапазон регулировки сварочного тока (тока паузы) *, А 10 ... 500 шаг регулировки, А 1 Диапазон регулировки тока дежурной дуги в конце сварки*, А 1 шаг регулировки, А 1 Диапазон регулировки тока импульса *, А Iпаузы … 500 шаг регулировки, А 1 Диапазон измерения сварочного тока *, А 5 … 500 и, на базе схемы управления инвертора ВДУ-508 (не путать с одноименными чопперами, так и пошедшим в серию и выпущенные единичными тиражами) появился выносной чоппер КСУ-500 серия 02 исполнение 00 Hаименование параметра ММА МАГ Напряжение холостого хода источника питания, постоянное, В 65 ¸ 90 Крутизна наклона внешних характеристик источника питания, не более, В/А. 0,04 Сварочный ток при ПН=100%, А** 400 Наименьший сварочный ток, А, не более 50 50 Наибольший сварочный ток, А, не менее 500 500 Пределы регулирования сварочного напряжения, В 22-40 16,5-39 Напряжение холостого хода, не более, В * 90 Степень защитыIP 22 Класс изоляции Н и на его базе встроенный чоппер ВД-400 серия 01 исполнение 00 Наименование параметра Единицы измерения Режимы MMA TIG MIG-МАG Номинальное напряжение питающей сети трехфазного переменного тока В 380 Частота питающей сети Гц 50 Номинальный сварочный ток, при ПН=60% и длительности цикла 10 мин. * А 500 500 500 Hоминальное рабочее напряжение В 40 30 39 Напряжение холостого хода, не более В 80 80 80 Наименьший сварочный ток, не более А 50 25 50 Наибольший сварочный ток, не менее А 500 500 500 Пределы регулирования рабочего напряжения ** В 22-40 11-30 16,5-39 Коэффициент полезного действия, не менее % 75 75 75 Потребляемая мощность, при номинальном токе, не более кВа 25,5 20 25,5 Кроме того, сделали еще по техническому заданию челябинского трубного завода два "монстрика" - специализированные источники для сварки труб (продольно сваренных) на постоянном и на переменном токе: ВДУ-1500DC Наименование параметра Значения Напряжение питающей сети, В 3х380 Частота питающей сети, Гц 50 Номинальный сварочный ток, А 1500 Номинальное рабочее напряжение, В 44 Номинальный режим работы (ПВ) при цикле 10 мин. и t окр. среды. 40°С, % 60 Сварочный ток при ПН 100% и t окр. среды. 40°С, А Наименьший сварочный ток, А 200 Уровень ограничения сварочного тока, А 1800 Пределы регулирования рабочего напряжения, В 20-55 Напряжение холостого хода, В, не более 60 Крутизна наклона внешних характеристик, В/А: 1,2 Степень защиты IP21 Класс изоляции Н Коэффициент полезного действия, не менее, % 75 Потребляемая мощность, при номинальном токе, кВА, не более 115 и ВДУ-1500АC Наименование параметра Значения Напряжение питающей сети, В 3х380 Частота питающей сети, Гц 50 Номинальный сварочный ток, А 1500 Номинальное рабочее напряжение, В 44 Наименьший сварочный ток, А 200 Пределы регулирования частоты огибающей сварочного тока, Гц 20 ÷ 200 Пределы регулирования скважности огибающей сварочного тока * 0,3 ÷ 0,7 Номинальный режим работы (ПВ), % ** 60 Сварочный ток при ПН 100%, А ** 1250 Максимальный уровень ограничения сварочного тока, А 1800 Пределы регулирования рабочего напряжения, В20 ÷ 55 Напряжение холостого хода, В, не более 60 Крутизна наклона внешних характеристик, В/А: 0,01±5% ÷ 0,05±5% Степень защиты IP 21 Класс изоляции Н Коэффициент полезного действия, не менее, % 75 Потребляемая мощность, при номинальном токе, кВА,не более 115 Ф-фу, вроде так вкратце все. Че не понятно - спрашивайте, только сначала посмотрите на сайты ИТС и СЭЛМА: www.npfets.ru www.selma.ua2 балла
-
Пайка радиатора авто Рено трафик.Осваиваю кастолин.Прям чудеса какие то,подогрел кислородо-пропановой горелкой(ацетиленовая двойка)поднес пруток,разгладил и усе.Опрессовываю 2 атм и мыльный раствор взбитый кусочком паралона.
2 балла
-
Это фотик глючит . чесно скажу я утром после последнего выезда в лес выхожу из дома в утра так четыре (в деревне) . а он родной прямо у крыльца лежит весь росой покрытый . ну отсушил как мог . но чего то в мозгах у него сдвинулось . его же не в Росии создали .)))2 балла
-
Доброго времени суток! Работяга лучше чем кадровичка опшет реалии той или иной фирмы, поэтому мне лично очень интересны возможные сообщения в этой теме. С телефона не удобно писать)) И всё же--уровень З/П, своевременность выплаты, отношение к людям и их проблемам, подход к оборудованию и расходникам, ,ТБ и наверное атмосфера в коллективе. P.S. Должен же быть и белый список работодателейhttp://websvarka.ru/talk/public/style_emoticons/default/smile.gif1 балл
-
История при мне случилась. На кухне в Удомле в командировке. Мужики кушать готовят, подходит студент к одному сварщику старому и спрашивает, петрович, как вы потолок варите, сколько не пробовал, весь металл вниз летит. Ведь действует же всемирный закон Ньютона, притяжение. Петрович: А у тебя какой разряд? Тот-четвертый дали, просто не до учился в институте. Петрович: а,во оно че,ученый значит. А у меня 7 классов, я знать не знаю Ньютона и поэтому его закон притяжения на меня не распространяется. Во смеху то было на кухне.1 балл
-
Защита запаски винтовым замком на раскрывающемся поворотном кронштейне. Установка инструментальных ящиков и изготовление подъёмного бокового отбойника.
1 балл
-
Стекло плавится и может припаяться к стали, но о сплавлении стали со стеклом, а в этом сущность сварки, речи быть не может!1 балл
-
Руководствуясь здравым смыслом и элементарными знаниями физики-никак. У них разные температурные коэфициэнты расширения. Про радиолампы давайте не вспоминать, там не сталь применялась. А байки которые ходят по форумах во внимание не принимайте-кроме бла-бла-бла никто не смог предоставить убедительных доказательств. Все это из разряда ОБС-одна баба сказала.1 балл
-
Я перед всеми, с кем по этому вопросу спорил, извиняюсь. В моих данных была опечатка. Да УОНИ(И) выпускают с основной обмазкой. Еще раз прошу прощения.А аббревиатуру расшифровал правильно.1 балл
-
Сегодня при сварке трубы d - 108 "резервная водяная магистраль питания противопожарной системы" возникла трудность. После нескольких примерок, установок-снятий флянцев несошелся крайний стык. Смещение по вертикали - 3,5 мм., руками ну ни в какую. Можно было бы и так поизгаляться, но было просто стыдно перед сантехнарями, они эту трубу откапывали почти неделю под дождем, да и сегодня я их погонял туда-сюда к задвижкам и обратно. Погано бы себя чувствовал, если бы напортачил. И - Алилуйя! Выход нарисовался в виде водилы на нашем гаражном дизельном погрузчике - малютке! Два ремня ГРМ между собой, на удавку за трубу и потихонечку Виииира! Стоп! Глаза! Майна! Отцепляй... Всем спасибо, все свободны. Как проварю - отзвонюсь, открывайте задвижки. Не течёт.1 балл
-
Прадеды штуку забавную придумали, чтоб отжимать пузырь в споре-"Сварка бутылки к металлической поверхности" Особенно охотно ведутся теоретики, которые считают это невозможным. Сварка ведётся по принципу "мухи отдельно, котлеты отдельно" , ликтродами с основным покрытием, стержень плавится к металлу(желательно покорявее), а обмазка плавится к подогретой на резаке бутылке. (с кирпичём тоже самое)1 балл
-
Вот,Лепило.Свершилось: Председатель Правительства Российской Федерации Дмитрий Медведев принял участие в торжественной церемонии передачи заказчику научно-экспедиционного судна (НЭС) "Академик Трёшников".Судно построено на "Адмиралтейских верфях". Заказчиком "Академика Трешникова" является Федеральная служба по гидрометеорологии и мониторингу окружающей среды России (Росгидромет).НЭС "Академик Трёшников" построено по проекту ЦКБ "Балтсудопроект". Судно сочетает в себе функции ледокола, танкера-сухогруза, пассажирского судна и научно-исследовательской базы, имеет усиленный ледовый корпус, оснащено современным навигационным оборудованием, двумя вертолетными площадками, оборудовано научно-исследовательскими лабораториями, которые позволяют проводить оперативную обработку результатов океанографических исследований, зондирования атмосферы и других научных экспериментов.Судно обеспечивает комфортные условия работы экипажу и экспедиции при температуре окружающего воздуха до минус 40 °C. Район плавания неограничен, включая одиночное плавание и дрейф в ледовых условиях арктических морей и плавание в тропических морях. Технические характеристики научно-экспедиционного судна "Академик Трёшников": длина - 133, 59 м,ширина - 23 м,высота борта - 13,5 м,осадка - 8,5 м,дедвейт - 5580 т,скорость хода в открытой воде - 16 узлов,скорость хода во льдах толщиной 1,1 м - 2 узла,автономность плавания - 45 суток,дальность плавания - 15 тыс.миль, экипаж - 60 человек,количество пассажиров (экспедиция) - 80 человек, базирование вертолета - два вертолета Ка-32, мощность трех двигателей Wartsila - 2х6300 кВт, 1х4200 кВт,мощность двух гребных электродвигателей - 2х7100 кВт. http://www.i-mash.ru/uploads/posts/2012-10/thumbs/1349866592_akademik-treshnikov.jpg I-Mash.ru1 балл
-
Саша 90 зря Вы так нервно реагируете на оппонентов. Ни за кого не за, не против, просто прочитал данный диалог. ( лично я из постов enser-a почерпнул много полезного) Повторяю - пост исключительно нейтральный1 балл
-
- ВКСМ -1000 - фонари старые
1 балл
-
@Саша 90, Основные электроды от слова "ОСНОВА" тип покрытия "Б" .Если Вы об этом не слышали это не значит что их нет..В Вашей задачке по расшифровке аббревиатуры электродов где упомянуто целлюлозное покрытие ,на месте буквы "Ц" стоит "Б" вот это они и есть.1 балл
-
Перефразирую старую советскую песенку для тебя: Нука Слава подбодрись! Подбодрись! ПодбоДрись!1 балл
-
Не секрет, мне 29 лет. Может для кого-то решение формулы даёт значения силы тока, мне проще определить по цвету (оттенку) сварочной ванны и звуку дуги.1 балл
-
Саша 90, 10 классов образования и 10 лет разносторонней практики по сварке (изготовление мк, монтаж\демонтаж жби и мк, простой ремонт техники и другое). Я не против теоретических знаний, я против таких размытых формул аки "25-60 А на 1 мм". Возьмём один из самых распространённых в магазинах диаметр электрода -> 3 мм. От минимального значения ампеража 25А *3(как бэ мм) -> 75А -> откровенно говоря малая сила тока для 3-ки на, наверное, 95% апаратах по всей стране. Верхний предел - откровенно много 180 А для 3-ки, на нормальном источнике 3-ка при 160 к окончанию электрода покраснеет. Может это всеобьемлющая формула, которая учитывает разницу питающей сети, длиннющих сварочных кабелей и ещё чего-нибудь ? Единственная формула, которую я более или менее часто использую - это : А^2 + В^2 = С^2, но она очень далека от сварочного процесса. Не пугайте новичков выкладками институтской теории, здесь в основном о практике спрашивают Кстати жалею, что не имею высшего образования...1 балл
-
@svarnjuk, "Ориентировочно силу тока подбирают 25-60 А на 1 мм диаметра стерня электрода. Скорость сварки подбирается интуитивно". - да и хватит знаний лет на цать..1 балл
-
Васо_29, здравствуйте. Не могли бы вы подробнее описывать свою работу, хотя бы в первых постах. Материал, толщина, разделка. Дело в том, что завсегдатаи форума уже знают примерно кто, чем и как. И не забудьте представиться в соответствующей теме в курилке, хотя бы обобщённо...1 балл
-
@som, итить-колотить...вроде и к димычу тебя водил посмотреть на этот металлолом двух эпох...и все разборки на дальнем уже доказали что один казак стоит трёх самураев...и даже читал лекцию как мы с димчером сами делали дамаску...и травил тебе что вся эта старинная школа ковки-рукодельное обогащение стали углеродом...что это всё каменный век и куча работы....и что вся эта шелупонь сдохла когда изобрели мартены...и всё тоже самое качество можно делать гораздо быстрее и проще....и что самурайский меч не такой уж и крутой (это скорее экзотические понты как и жрать палочками) и даже в их школе боя кэндо тому и учат чтоб пореже рубаться ими а то сломают нафик на пятом ударе ( да мои заточеные рессоры от москвича перерубят самую крутую катану)...япония всегда была страной самой слабой металургии..даже китайские деревенские сталеплавилки выдавали большую марку а таперичя кантроль в башню-самый лучший меч который унес больше всех жизней (даже вроде больше чем и огнестрельное оружие) и продержавший на себе самую долгую империю по нынешний день-ГЛАДИУС!!!1 балл
-
Приехал в Инту,вечером вышел на пробежку, и местные, и соседи по вахтовой общаге смотрят как на ненормального.. как тут все запущено...1 балл
-
В москве обычная качалка(А-ля подвал) прибыли вообще не приносит.В ноль выходит,да дежурному зарплату небольшую.Это больше для души.А фитнес-клуб очень дорого,да и нахрен он нужен.1 балл
-
Приветствую. Не огорчайтесь что мы далеко. Не известно кому повезло. 1-го фиг уговоришь взять кредит на что то для дела (меня) 2-й категорически не согласен с конечными ценами на изваяния 3-й сказал "у вас не получится, давайте без меня..." 4-й сказал фиг вам а не болты по 4,70 руб, берите по 11 руб. 5-й не освободил своё помещение от своего же хлама и мне его не дал вывезти. Так что не огорчайтесь. Консенсус надо искать как то между людьми и обстоятельствами. Не скажут вам имеет смысл или нет. Про не коммерческий зал хотел сказать типа "не законное предпринимательство хотите" потом подумал что то не так и решил почитать. Оказывается интересная вещь с ещё более интересной перспективой. http://www.buhonline.ru/forum/index?g=posts&t=92023 А мы сами строим теперь помещение. Тема на форуме "Что нам стоит ...... построить" Не успел в этом году, место работы сменил. На следующий год может. Подготовили место и залили фундамент, купил керамзито блок, песок и по мелочи . Вроде 5,50 на 6,20 метров получится. Может и мало.1 балл
-
Тоже выложу . ну между основной работы . так как у нас нет :плазмы : . я пиляю заготовки под плазму . которые после везут в другой город . 2 гс . 32 мм . это то что сфоткал . а так в ассортименте от 4 мм до 40 мм каждый заказ под плазму . Меня давно тревожит мысль Мне реально не доплачивают .
1 балл
-
И в нашем поколении есть такие кавалеристы разведчики... Посмотрите на.. про них на... противник их назвал "Бешенные".. славные ребята на.. хотябы из уважения досмотрите до конца начиная с 02:40 http://www.youtube.com/watch?feature=player_detailpage&v=0CFYAdtbL2w1 балл
-
Ну и долгое травление 4 часа штайнклином. http://data.photo.sibnet.ru/upload/imgbig/134979204508.jpg1 балл
-
Ну и резка электродом. http://youtu.be/De5kwWfnZz81 балл
-
Да нержавейку тяжко электродом, такой электрод так выразится вязкий чтоли, не то чтобы липнет, просто дуга гуляет от поверхности к поверхности при угловом соединении, возможно я не прав, спалил всего 2 электрода нержи, (в сравнение с МР3 как я теперь уже знаю надо было добавить тока, наклонить электрод сильнее и без колеб. движение варить угол. Также будьте осторожны, шлак этих электродов остывая стреляет - берегите глаза.1 балл
-
В тему: Несколько лет водку жрал не подетски, бывало и на работу не мог выйти-жена звонила и говорила что болею. Как специалиста держали, но чувствую что когда-то терпение лопнет у директора, да и жена не очень довольна, наверное даже совсем не довольна! Пошел к попу ( какой-то поп расстрига или шарлатан, незнаю), тот что-то бормотал, махал руками- изгонял бесов. Одиннадцать лет не бухаю и не курю вообще, даже не тянет. Пару раз по незнанке глотнул спиртного, но Бог миловал, не сорвался!1 балл
-
1 балл
-
Даа, были тролли в наше время, не то что нынешнее племя1 балл
-
скоро зима
1 балл
-
труба 60
1 балл
-
Ребята проделывали такой фокус.На глазах у новичка-глухонемого один сварщик пережимал воздушный шланг рубщику.Рубщик начинал нервничать и шланг отпускался.Потом тот же сварщик постепенно пережимал провод работающему сварщику,а напарник в это время по одному скидывал ножи на ББР.Рубщик хихикал на сварщиком,который высекал искру,а сварщики над ним.В заключение уже третий сварщик ржал над тем,как новичёк пытается пережать электричество ещё кому нибудь из СКМС или сварщикофф.1 балл
-
Сегодня молодой напарник стеклышко поликарбонатное поставил, пока корень варили он бухтел, что пластик гумно, ничего не видно, глаза уже болят от напряжения. На пластике защитная плёнка с двух сторон--дальше продолжать?1 балл
-
Это имеет отношение к ГОСТам на стыковые соединения.Минимальное усиление (g) на стык от 0,5 мм.За сверхдопустимую вогнутость/выпуклость на тавровых и угловых катетах ОТК тоже надёргивает.Вот подумываю,может им Ваш скан 88 страницы показать - авось отстанут.
1 балл
-
Уже. 1)Это Tig добрый,а я - злой.Доктор из меня плохой,из медикаментов две кнопкитаблетки: "предупредить" и "удалить",а жалость не мой конёк. 2)Не надо казаться хуже,чем есть на самом деле.Как правило хулиганы - хорошие товарищи и специалисты. 3)Самое главное.Если Вы не умеете обходиться без мата или эмоции одолевают,то лучше просто присылайте фото с работы в галерею. Больше предупреждать не буду; есть мат в посте - пост удаляется.Не нравится,можете жаловаться Администратору Andrew или Супермодератору Tig. Хорошего времяпровождения на форуме!!! искренне Ваш А.В.1 балл
-
Золотые слова.1 балл
-
@K117HM174, Лучше не экспериментируй. Не соответствие жиклера(его отсутствие) приводит к подрыву шлангов(обратного удара) У меня ожог был на руке как раз из за таких попыток. Первое что попалось: Г2-06 П (Горелка сварочная) - Горелки, производство и продажа – ОАО «БАМЗ» Цена вопроса 500р1 балл
-
Вот коротко и моя биография. Не судите строго ! Зовут меня Вячеслав. Закончил 9 классов в 92 году и т.к. из школы пнули и перекрестились я пошел в технарь на электрика, но поцапался с преподом по ТОЭ (основной предмет 2-го курса) и забрал док-ты. Закончил за полгода вечерку, в это время работал в местном трезвяке учеником автослесаря и по ночам грабил склады ЖБИ - их тогда коммерсы в аренду брали. Потом пошел учиться на буровика, попутно стал заниматься рэкетом на местном рынке вместе со старшими товарищами. Получил 3-й взрослый по боксу и ножевое под лопатку, слава Богу обошлось. Потом проломили череп и в РА меня забрали в 97-м осенью, вместо 96-го. После дембеля решил "взяться за ум" и после занятий с репетиторами поступил в ИрГТУ на инженерную геологию. На втором курсе стал жить гражданским браком с однокурсницей. На третьем курсе родилась дочь Светлана, но с ее матерью отношения не сложились... С политехом тоже пришлось расстаться - не было ни вечернего ни заочного варианта обучения на моей специальности. Стал заниматься любой работой. В принципе я и раньше не гнушался работать ни грузчиком ни дворником несмотря на то, что был "в босОте", но тут жизнь придавила серьезно - дочку-то надо кормить (и ее непутевую мамашу). Она тоже бросила политех и конкретно забухала... Но жить как-то надо? Всю жизнь дворником не проработаешь - тоже сопьешься! Пробовал с корешем "бомбить" фуры на трассе, но это занятие тоже не на всю жизнь, да и времена были уже не те... Опять сошелся гражданским браком с "Мисс Золотая Сибирь 2004" и вот тут начался какой-то новый виток в моей жизни. Прожили вместе почти 2 года и она ушла к моему младшему брату по отцу. Я забухал... Пил каждый день пока кто-то (по пьяни!) не сказал - Ты достал уже всех пи...ить! Если хочешь сдохнуть иди в чечню! Подписал контракт на полгода. Попал в ад. Получил ранение и контузию. В госпитале набил какому-то штабному морду и поехал домой без денег с волчьим билетом. Вот тут и встал вопрос - что делать по жизни дальше? Вроде умею многое - и дом построить и компьютер починить, а корочек ни на что нет, на официальную работу с таким военником не брали. Опять "вышел на дорогу" с однополчанином - стволы были в избытке. Потом мы вместе закончили в 2007 курсы электрогазосварщиков от центра занятости. К тому времени я успел поработать на заводе тяжелого машиностроения учеником сварщика на полуавтоматах и даже получил за это грамоту. В декабре 2008 в драке мне сломали три позвонка между лопаток, но к сварке я уже прилип конкретно и несмотря на тяжелое свое положение сварку не бросил и работаю по сей день. Контор сменил уже штук 6 но думаю что пока оседать на одном месте рано, хотя хотелось бы. Думаю, что осесть на одном месте получится только когда будет свой бизнес по сварке. Вот она жизнь - долбил коммерсов, а теперь сам мечтаю таким стать!1 балл