Активность
- Последний час
-
не так. согласно теории, для сгорания 1ч ацетилена нужно 2.5ч кислорода. из горелки идет часть. для нормального пламени 1.1-1.3(в разной литературе незначительно отличаются цифры). остальной кислород поступает из воздуха. ацетилен окончательно догорает уже в факеле за восстановительной зоной. связано ли это обстоятельство с потуханием горелки в трубе не знаю.
- Сегодня
-
 Luckystorm изменил фотографию своего профиля
Luckystorm изменил фотографию своего профиля -
 Alessandro изменил фотографию своего профиля
Alessandro изменил фотографию своего профиля -
маф эт скорее что старый добрый MAPP на новой почве. его если ничего не изменилось, делали в Америке и прекратили происзодство годах в 2007-2008. в Белоруси возродили . значит. почитал про доработки ацетиленовых генераторов. пределывать, наверное нехорошо. нужно ли? эксплуатировать по инструкции не достаточно? перетаскивать/болтать/бодрить нельзя, не говоря про возить заряженным(запрещено).
-
 Герасим присоединился к сообществу
Герасим присоединился к сообществу -
Я знаю структуру и схемотехнику плазменных установок, так как отремонтировал их очень много и разных. Эту уже не помню. Говорить, тыкни туда или туда, я не умею. Учитель из меня никакой. Все ремонты у меня происходят исходя из общего представления об аппарате, интуитивно что ли. На месте проверяешь тут, там и замечаешь отклонения. Далее пошли раскручивать дефект. Но для этого нужно знать принцип работы. Если не знаете, то смысла от моих указаний не будет. Сопло и катод должны быть разомкнуты. Сопло должно до зажигания дуги быть соединено с выходом плюса (массы) через баласный резистор. После зажигания дуги он должен отключаться. Эт либо пускателем - реле делается, либо электронно транзюками.
- Вчера
-
уже поздно. но, имело смысл заказать независимую экспертизу и судиться. вот бы они поплясали/попрыгали.
-
голосую за неразъёмное-сварку. если за сталь. резьбы гниют. выше написали.
-
Ага, точно. Спасибо.
-
Наверное речь идет о способе сварки арматуры гост 14098
-
 Lentiay изменил фотографию своего профиля
Lentiay изменил фотографию своего профиля -
Что есть ванная сварка? Заинтриговали прямо, может я это умею, просто не знаю
-
Кстати, чтобы дуга вообще зажглась, нужно очень близко поднести резак к металлу. Это произошло после того случая. Не подскажете, как проверить и куда лезть? Я новичок в плазморезах. Отдавали в ремонт — там развели руками, ничего не смогли сделать. Приходится делать своими силами. Заранее спасибо!
-
Спасибо. я только что прочитал тему старую закрытую на 13 страниц про сварку бузотрыв/с отрывом. видео я смотрю. разные. но не все принимаю. ибо. начал я пробовать сваривать самостоятельно. читая учебники. много лет назад. их есть у меня несколько. в те времена я даже ютуб наверное не смотрел. не было может. не помню. уже. это моё хобби. в общем смотрю сейчас и читаю. стараюсь отнестись к роликам критически. здесь на форуме есть профи. это видно. я уже отметил для себя выдающихся. есть чему поучиться и вопринять! поскольку я по прежнему что называется век живу и век учусь(объёмов у меня немного), то и хочется навыки приобретать /усовершенствовать изначально правильные. вопрос я задавал тут по этой причине. т.е. совершенно не хочется заливать/закидывать потому что так сложилось, охота начинать с правильного. чтобы потом не переучиваться. это ж почерк. хорший , или плохой. как у радиотелеграфиста. спасибо за ссылки. нормативных документов много. и это хорошо. я их скачиваю и читаю. в голове что-то откладывается. почитав по теме "операции", решил пока этот способ отложить в долгий ящик. как неоднозначный, "документальной" базы под него нет. т.е. он народный. в последнюю/предпоследнюю очередь буду осваивать. на случай "так сложилась ситуация". это касается и сварки с "отрывом". ещё раз спасибо. за подсказки и комментарии.
-
Если про общую борьбу с коррозией. Вам (в домашних условиях владения технологиями) не удастся подготовить/загрунтовать/покрасить так, чтобы повторная коррозия появилась в приемлемый срок эксплуатации (правда срок этот по вкусу). Основные места появления коррозии: стыки панелей; сквозная коррозионная перфорация; острые кромки. Стыки и сквозная коррозия недоступны для всех видов абразивной обработки. Эти места и будут тем временным ограничителем для состояния кузова. Вся остальная коррозия лечится механической зачисткой -> обработкой остатков ржавчины (если есть трудноудалимая, рогом здесь упираться смысла нет, это показатель общего состояния кузова) преобразователем ржавчины с латексным связующим (я применял "Кольчугу" см. фото) -> обработка голого металла фосфатирующим грунтом (ВЛ-02, или забугорные аналоги) для профилактики, или нейтрализации остатков ржавчины, которые не попали под преобразователь ржавчины (если не применялся фосфатирующий грунт, то нанести пассивирующий грунт- "праймер", "кислотный") -> сверху фосфатирующего грунта нанесение грунта-изолятора (чаше грунт-наполнитель, или наполнитель) -> нанесение лако-краски. Я здесь не буду мусолить про процесс шпатлевания, тут практически все наступают на грабли, так что читайте энциклопедию сами. Если есть хоть кокой-то доступ к внутренним полостям ремонтных мест, то попытаться распылить туда фосфатирующий грунт или преобразователь ржавчины - будет немного лучше. После окраски (через неделю, или две, если температура ниже 15 градусов): обработать все внутренние поверхности антиткором, с надеждой, на некоторое время, закрыть доступ влаги к местам сквозной коррозии; обработать все места фюзеляжа, подвергаемые пескострую из под колес, антигравием; обработать острые кромки (в основном отбортовки крыльев) антигравием. П.С. Через пару-тройку лет все повторить.

-
Боюсь у меня под Калину таза не найдется...
-
 Тут в одной уазовской группе, весьма скептически отзываются о ремонте треснувших ГБЦ. Дескать бестолку это, всё равно скоро лопнет. Собственно вопрос, а есть у кого-то обратная связь от владельцев ДВС с варенными головами?
Тут в одной уазовской группе, весьма скептически отзываются о ремонте треснувших ГБЦ. Дескать бестолку это, всё равно скоро лопнет. Собственно вопрос, а есть у кого-то обратная связь от владельцев ДВС с варенными головами? -
 Уважаемый @Alessandro, почитайте пожалуйста стандраты на подготовку кромок сварных соединений. Например, ГОСТ 5264, ГОСТ 16038-7, ГОСТ 14771. Вы задаёте некорректный вопрос. Сварка- это не просто горение дуги, как многие показывают блохеры в тытупе. Меня супруга просит не смотреть видеот от них вечером- я начинаю ржать так, что возникает впечатление, что мне плохо, и мне срочно нужна скорая. Например, рекламируя охрененного робота, могу сваривать ржавые детали... Или залить шов вусмерть антипригарной жидкостью и потом, при сварке полуавтоматом у них дым валит, хуже, чем от электрода... И без разделки на серьёзных щах варит чуть ли не каждый второй! Провар зависит прежде всего от подготовки кромок. Для каждого сварщика своя подготовка. Поэтому сварщиков и слесарей собирают в бригады. То есть, слесарь должен знать, как подготовить кромку, чтобы сварщик проварил корень без косяков. Одному сварщику нужно притупление 1,5 мм, другому- 1,3. Третьему- вообще без притупления. Один корневой шов варит на маленьком токе в 2 раза дольше, чем запронение, другой без притупления пробегает за секунды, а вторым слоем переплавляет и фолрмирует обратный валик... Каждый сварщик имеет свою манеру. Поэтому с какой бы стороны не варили- если разделка сделана верно, и слесарь сделал знакомую сварщику разделку- не сомневайтесь, заварят, как надо.
Уважаемый @Alessandro, почитайте пожалуйста стандраты на подготовку кромок сварных соединений. Например, ГОСТ 5264, ГОСТ 16038-7, ГОСТ 14771. Вы задаёте некорректный вопрос. Сварка- это не просто горение дуги, как многие показывают блохеры в тытупе. Меня супруга просит не смотреть видеот от них вечером- я начинаю ржать так, что возникает впечатление, что мне плохо, и мне срочно нужна скорая. Например, рекламируя охрененного робота, могу сваривать ржавые детали... Или залить шов вусмерть антипригарной жидкостью и потом, при сварке полуавтоматом у них дым валит, хуже, чем от электрода... И без разделки на серьёзных щах варит чуть ли не каждый второй! Провар зависит прежде всего от подготовки кромок. Для каждого сварщика своя подготовка. Поэтому сварщиков и слесарей собирают в бригады. То есть, слесарь должен знать, как подготовить кромку, чтобы сварщик проварил корень без косяков. Одному сварщику нужно притупление 1,5 мм, другому- 1,3. Третьему- вообще без притупления. Один корневой шов варит на маленьком токе в 2 раза дольше, чем запронение, другой без притупления пробегает за секунды, а вторым слоем переплавляет и фолрмирует обратный валик... Каждый сварщик имеет свою манеру. Поэтому с какой бы стороны не варили- если разделка сделана верно, и слесарь сделал знакомую сварщику разделку- не сомневайтесь, заварят, как надо.- 31 ответ
-
- 4
-

-

-
Проверьте отключение дежурной дуги.
- Последняя неделя
-
Что-то слишком много не кондиции. Думается мне больше дело в потребительском спросе и платежеспособности потребителей. Не эвропейские, не столь бохатые покупатели Китаю "хочу, но дорого. мозна по десевле". Китай "мозна десевле". Раз и толщину кристаллика полупроводника поменьше, кабели по тоньше, ну и т. д. По итогу вроде как все довольны, Китай при деле и заработке, не эвропейцы при товаре, да ещё похожем на захраничный, эвропейцы довольны своим превосходством, для них же всё лучшее.
-
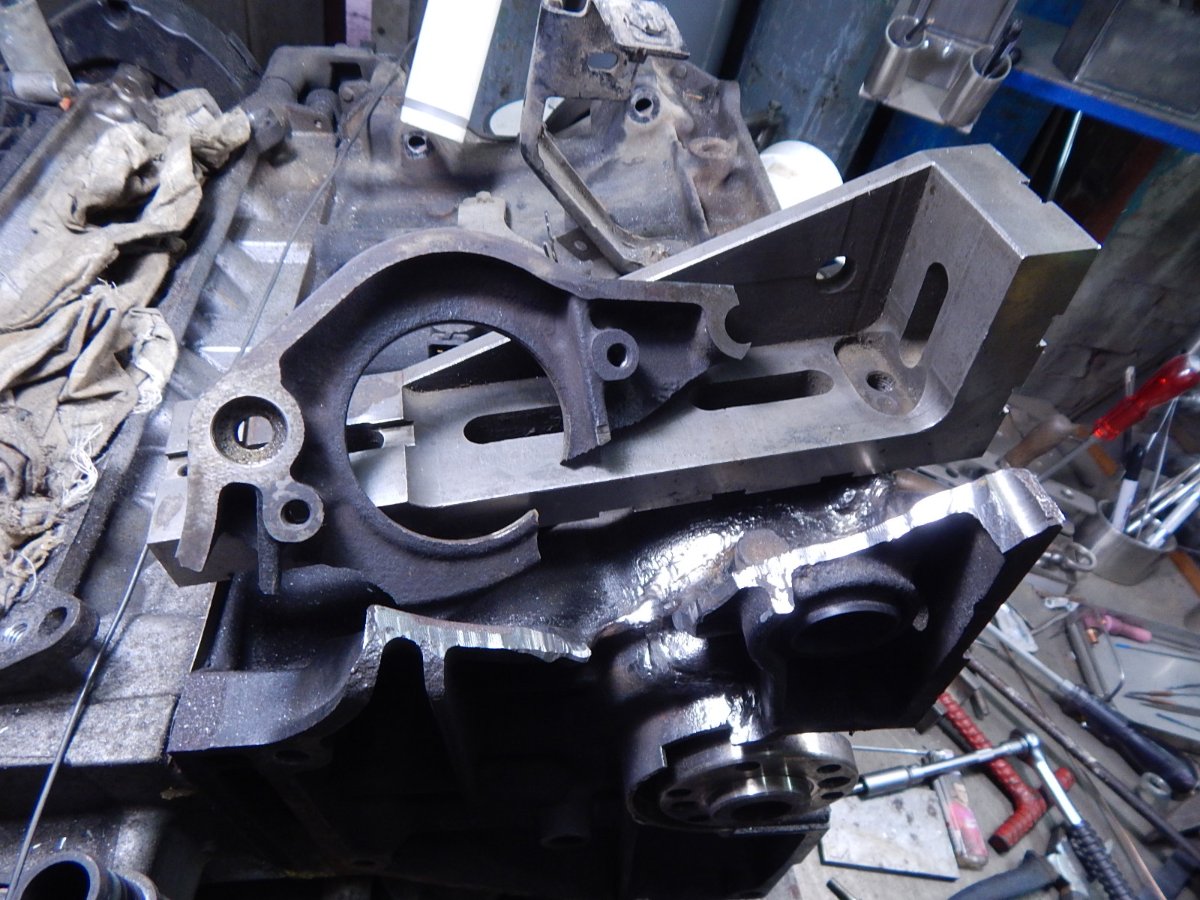
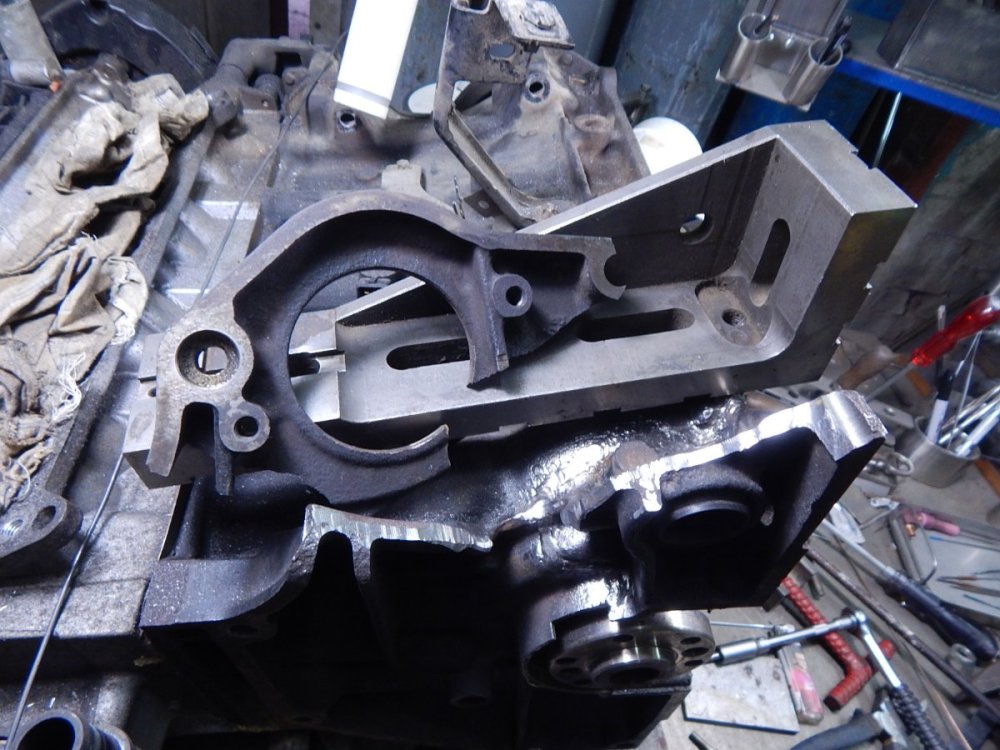
 Вот это одна из сложных работ,даже скажу сложнейших.В целом это не получилось-две перемычки-да,а две -нет...трещина со стороны цилиндров. Это головка Катерпиллера, седельного тягача. В чем здесь проблема?Трещина в перемычках между цилиндрами по которым поступает охлаждающая жидкость.Не будем говорить о причинах,водитель опытный,там либо пропасть,либо перегрев.Что здесь получается? Естественно,V -образная разделка,надо сохранить диаметр прохода,но при наплавки верхних слоев,даже при проковке, возникают напряжения усадки,которые начинаю отрывать стенку внизу Нужен объемный подогрев,так как установленная снизу горелка приводит к деформации плоскости порядка 3мм А при объемном подогреве сложно выполнить сварку.Всегда надо помнить,что диаметр отверстия между цилиндрами должен соответствовать номиналу. В таких случая надо бы две,три таких головки,чтобы отработать технологию сварки. Сейчас,думается,подогрев поперечный плоскостный по перемычке,даже общего не надо.
Вот это одна из сложных работ,даже скажу сложнейших.В целом это не получилось-две перемычки-да,а две -нет...трещина со стороны цилиндров. Это головка Катерпиллера, седельного тягача. В чем здесь проблема?Трещина в перемычках между цилиндрами по которым поступает охлаждающая жидкость.Не будем говорить о причинах,водитель опытный,там либо пропасть,либо перегрев.Что здесь получается? Естественно,V -образная разделка,надо сохранить диаметр прохода,но при наплавки верхних слоев,даже при проковке, возникают напряжения усадки,которые начинаю отрывать стенку внизу Нужен объемный подогрев,так как установленная снизу горелка приводит к деформации плоскости порядка 3мм А при объемном подогреве сложно выполнить сварку.Всегда надо помнить,что диаметр отверстия между цилиндрами должен соответствовать номиналу. В таких случая надо бы две,три таких головки,чтобы отработать технологию сварки. Сейчас,думается,подогрев поперечный плоскостный по перемычке,даже общего не надо.









-
Сварка клем аккумуляторов. Тиг переменка. Берегитесь водорода -отверстия в пробках.


-
Это гидронасос погрузчика. На что надо обратить внимание и не допускать подобного.Была трещина в чугунном корпусе. Первый шов,второй,третий,может и четвертый-будет течь под ними. В чем здесь ненормальность? В том,что надо,скажем так,ликвидировать устье трещины,которое находится на поверхности цилиндра. В принципе возможно ,но на раритетах,которым замены нет.К чему ведет наложение "латки"? Вся система в этом случае будет работать по принципу домкрата,то бишь:давление в системе порядка 230-280ати,жидкость поступает в полость площадью несколько кв.см. В любом случае будет отрыв это накладки. Снимка накладки нет.



-
 Леонид К присоединился к сообществу
Леонид К присоединился к сообществу -
Старая работа,но вспомнить не мешало бы..Чем сложнее работа,тем она интереснее. Сложность здесь, это не сварка,а плоскость в допустимое значение.. Это небольшая част измерительного инструмента,который надо иметь дли работы.






-
Сварка титана,разумеется,имеет свои особенности.Это соединение титана ВТ1-0 и АМц. Для любознательных-пробуйте. Килограммов 20-30 держит свободно.


-
Кстати,по этим котлам Беретта .Сварка представляет некоторые трудности,но...прежде чем установить секцию на место,она должна пройти отжиг в обязательном порядке,затем еще раз опрессовку.





-
Что касаемо бренда "Форсаж"-это корпорация КРЭТ, Рязанский ГРПЗ.100% локализованная сборка и конструктив, за элементную базу 100% не скажу, но звезда встречается.
-
как настроены сварочные процессы и как это все поддерживается в гарантийном и дальнейшем периодах эксплуатации. Если предприятие проектирует оборудование и выпускает на рынок продукцию собственной разработки, выполняет его послепродажную поддержку, то можно его назвать отечественным. Другое дело уровень использования собственных технологий и комплектующих и способность реагировать на внешние обстоятельства не переставая при этом производить продукцию. Взять пример организации, где я работаю: проектируем и изготавливаем оборудование. Чтобы его оживить сами программируем контроллеры. Вклад организации в продукт: проектирование, механическая обработка, сборка, электромонтаж. Все комплектующие (электрика, пневматика, всякие двигатели и редукторы и т.п.) - покупные, импорт в 80% случаев, завод по сути только металл перерабатывает. Но... на любое наше оборудование, выпущенное даже 15 лет назад мы можем оказать поддержку, поднять из архива чертежи, изготовить детали и узлы, сделать модернизацию, отправить контроллер с ПО, если тот перестал работать. когда что-то выбираешь, иной раз по крохам вытягиваешь информацию, если в вопросах выбора не хочешь идти очевидным проторенным кем-то путем плюс ресурс должен быть максимально информативным в избранной тематике. Сегодня такого рода технические ресурсы, переживают мягко говоря, упадок. Весь актив, который был готов делиться опытом, знаниями много и безвозмездно, мягко говоря сильно повзрослел и в силу разных причин снизил активность, а кого-то и вовсе уже нет в живых. Это видно и по этому форуму, и по чипмейкеру (другие я не читаю).
-
Видите ли,любое производство допускает какое -то количество брака,то бишь того,что не соответствует,скажем,госту или иным технически параметрам,стандартам. Та же Тошиба или кто-либо другой не может обходиться без брака в производстве.То есть это не совсем брак,а что-то не дотягивает до какого -либо параметра,установленного стандартом-это вполне рабочий элемент,но "инвалид" от электроники.Что с ним делать?,с этой некондицией? Обязательно найдутся предприимчивые люди,которые пустят эти детали в дело ,а сама Тошиба и еже с ним будут рады избавится от неокондиции по соответствующим ценам. Есть одна ниша,пригодная для этого -это ширпотреб,а ширпотреб он и в Африке ширпотреб по соответствующей цене. Ничего не мешает заменить обмотку на алюминиевый провод вместо медного ,предварительно омеднив ее,поставить некондиционный транзистор или другой элемент-в общем,удешевить, где только можно.Надо иметь в виду,что аппарат,собранный в Китае из качественных компонентов и который будет соответствовать стандартам, будет стоит в любой стане одинаково,может быть,за небольшим минусом