Активность
- Последний час
-
Шо, опять. А спецы молчат, так как устали, мы на всё уж отвечали. Много раз одно и тоже. А кто не пользуется, точнее пользуется, но другим, сказать можно? Дабы получить ответ, на первой странице автором темы, указаны несколько несложных требований к запросам вопрошающих. С уважением.
- Сегодня
-
Доброго времени суток всем! Хочу себе приобрести аппарат для полуавтоматической сварки в защитном газе, назначение изучить тип сварки и для работы на выездах. Присмотрел аппарат АВРОРА Динамика 160 ЭКСПЕРТ. Кто пользуется аппаратом, что можете рассказать поделитесь?.
- Вчера
-
Я не программист и не представляю как пишутся мощные программу. В моей программе нет баз, я писал в Ecxel в основном на логических функциях, но и прикладная математика присутствуют. Это просто кошмар. Я несколько раз превышал (в два, иногда в три раза) ограничение Ecxel по количеству символов (max 8192) в формуле, приходилось делать сборку из нескольких.

-
Предварительный подогрев применяют, а иногда и попутный. Я программно задаю глубину проплавления, сварочные параметры устанавливаются автоматически. Это не моя прихоть, просто я вынужден зачастую действовать в условия высокой степени неопределенности - у меня нет возможности отрабатывать сварочные параметры на испытательных образцах, приходится варить с одного раза (максимум есть шанс на второй проход). Про кучу факторов, которые "не учесть". Я попытался. Плохо ли, хорошо ли, не знаю, но на что небогатого ума хватило, я сделал (правда сам теперь с трудом понимаю, что я там начудил). Что касаемо сварки без присадки - сам очень люблю такой способ и варю им всё, где можно и не можно. Я тоже не вижу причин не попробовать масштабировать этот способ на большие толщины. Но... Терзают смутные сомнения. Основная проблема мне видится в металлургие сварного шва и околошовной зоны, так-как эта металлургия перестает быть микро. Но по любому с интересом жду результатов.
-
Нет мотивации. Это база только под новое приложение. Да-да. А это уж очень узкий круг лиц и соответственно не окупается потраченные ресурсы на создание приложения по наработанной вами Базы. Судя по вышей теме на портале оборудование работает по программа и смысла приносить её в мобильно-носимый гаджет практически нет. Посети правильно Вы отметили самым первым постом в надобности продукта. Спасибо за отзыв и потраченное на него время.
-
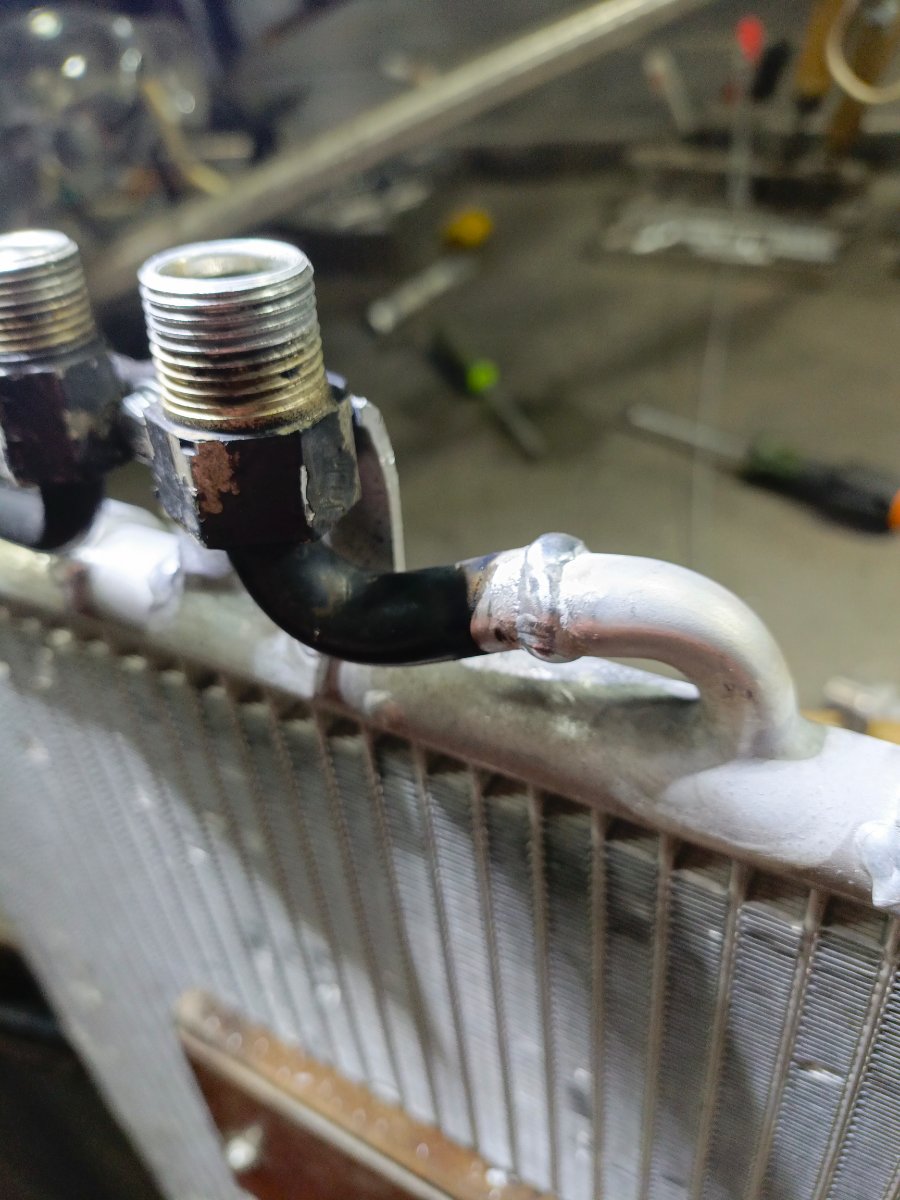
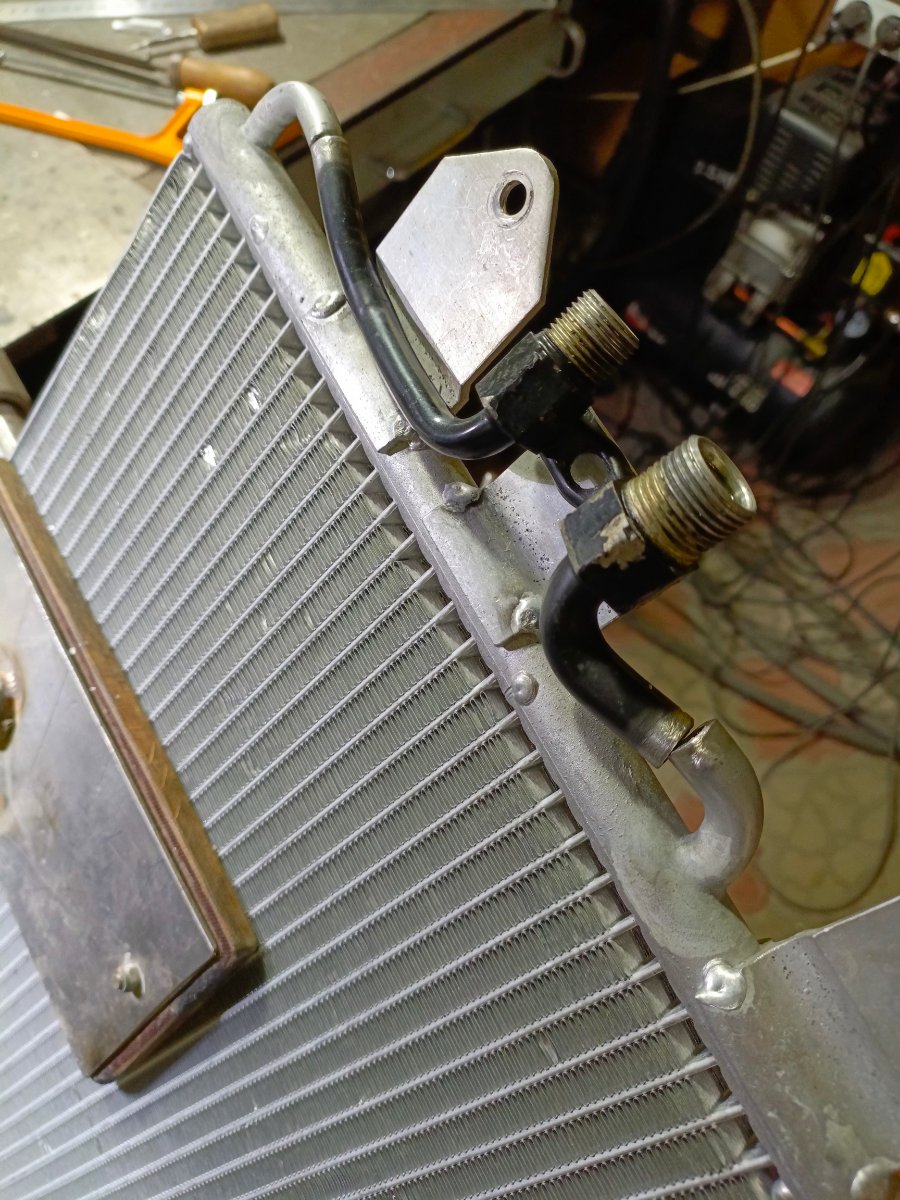
Приезжают кондиционерщики. Спрашиваю-Что за труба ? Гранта,наша кормилица. Кстати,три одинаковых трубки за неделю. Так и Логан кормилец тоже.
-
Бывают такие фитинги с направляющими.
-
Для чего и кто придумал этот противовес, трубку ломает из-за него у основания. В прошлом году штук 10 варил с обязательным удалением этого груза, иначе рвет трубку выше шва.
-
... прошу прощения что встреваю в тему ,но есть ограничения по скорости нагрева и остывания ., на практике был случай что от быстрого нагрева трескалась деталь ( не стекло ).
-
Выше Валерий привел скриншот своей программы, где эти факторы он учитывает. При механизированной подаче можно все это проверить лабораторно, если есть условия. Вам при разработке вашей технологии можно воспользоваться этой программой. Возможно до сих пор доступна к покупке. Стоимость - просто подарок. На отраслевом уровне с учетом общей заинтересованности и бюрократии - вероятность околонулевая. На уровне стандартов предприятий, вполне реализуемо при экспериментальном подтверждении результатов. Ибо не всем нужно строгое соответсвие ГОСТ, если технология обеспечивает получение необходимых требований. Но есть вероятность, что все останется "в застенках". Доступный способ придать весомости новой технологии - написать по ней диссертацию, получив тем самым научную степень. Но, в лучшем случае, года 4 жизни посвятить этому придется. Наверное, даже на бюджет поступить возможно. Если не искать халявы, то сам формат обучения предполагает как постоянное чтение и анализ мирового опыта, так и публикацию своих работ. Правда это уже не советы начинающему аргонщику.
-
Основная задача избавится от разделки и самого долгово и сложного корневого прохода. На самом деле с разделкой ГОСТ 16037-80 с разделкой вполне подразумевает сварку стенок толщин до 20 мм. и до 40 мм. на съёмной подлодке. С17 и С18 соответственно. Не очень понятно на счёт комбинированной сварки, чтобы дальше полуавтоматом идти. В отличии от обычного ГОСТа, здесь не регламентировано использование присадки, но нулевого зазора не предусмотрено, что при таком маленьком притуплении однозначно потребует применения присадки. Соответственно, почти никаких преимуществ аргона тут не остаётся. Ну максимум не нужно останавливаться на прихватках а просто переплавить их, не используя в этих местах присадку. Я хочу разработать метод глубоково проплавления современными аппаратами для сварки без разделки. Никаких принципиальных проблем я не вижу. Все приведённые аргументы опровергаются фактами. Перегрев - под флюсом сильнее греют. Охрупчивание - остывание на таких толщинах вполне себе медленное. Во всяком случае флюс не сильно снижает теплоотвод, да и любят флюс пылесосить а корку отбивать сразу и ничего не охрупчивается. Несплавление - думаю что до 20 мм. сквозное проплавление в аргоне аппарат на 500 ампер легко даст. Остаётся только разобраться с обеспечением грантированного сквозного проплавления без риска провала расплава. Самое простое это подкладка или подсыпка флюса, но в реальных условиях это неудобно и дорого. Надеюсь что подбором пульса можно добиться хорошего проплавления до разрастания ванны, грозящего просадкой. Есть ещё метод двухстороннего прохода с проплавлением на 2/3 глубины, то есть с перекрытием. Это вообще идеальный вариант для средних и больших диаметров. Нет проблемы провала, не нужно беспокоиться об окислении с ратной стороны. Просадка шва не страшна сама по себе, так как заполнение и усиление в любом случае подразумевается делать на полуавтомате. Но всё-таки крайне желательно делать односторонний провар с автоматическим формированием обратного валика. Сварка изнутри или наварка подварного шва вместо обратного валика потребует вынуть изделие из вращателя и становить обратной стороной. Но поскольку изделия не прямые, то для установки изделия во вращатель обратной стороной нужно приваривать специальные приспособления, а это может нивелировать почти все преимущества от нового метода. Думаю что правильным подбором режима и положения удастся на мощном аппарате добиться формирования обратного валика нужной величины за один внешний проход. А дальше надо как-то легализовать такой метод, чтобы не отставать от всего мира на полвека.... )))
-
У меня на аппрете 200 ампер высокой частоты нет Кроме того в лаборатории сварки говорили что помимо частоты там ещё что-то надо для сжатия дуги, но что пока не говорили, так как планировали внедрить на своих аппаратах. На видео сравнений не заметил сильного прям сжатия. Думаю что тупой заточкой можно что-то похожее сделать. Ну тогда вообще не понятно какой там средний ток. Думаю что от 30 до 110 может быть при пиковом 120. Просто пиковые 120 могут быть 5-10% времени а могут 90-95%. Как можно "установить" проплавление, если оно зависит от кучи факторов, которые не учесть? Теплопроводность, форма, начальная температура, скорость, площадь прилегания, свойства прилегающих поверхностей, температура воздуха и ещё что-нибудь. Понятно что не все факторы всегда весомы, но как аппарат может это знать? Глубину проплавления можно точно контролировать только на серийных деталях в повторяющихся условиях. А так вообще даже в несжатой дуге на таком токе 4 мм. проваливается, если чуть замедлиться. В любом случае металл не мог исчезнуть или испариться в таком количестве. Если есть впадина, то он ушёл внутрь. Даже при малейшем зазоре между деталями, если они вставлены друг в друга, поверхностным натяжением втянуло металл внешней детали к внутренней детали, которая ещё была частично твёрдая и держала форму. Расплавленная внешняя деталь втянулась поверхностным натяжением, заполнив зазор между деталями. На видео в горизонтали вполне заметно формирующееся усиление без всякой присадки. А вообще я про то и пишу, что нет принципиальных проблем масштабировать этот способ сварки и варить быстро большие детали трубопроводов гораздо лучше, чем с зазором и присадкой. Это отпадает сразу снятие фасок, выставление зазора, дистанционные прихватки, заполнение зазора, стартстопы в наиболее ответственном корне, спиливание прихваток. Время на саму сварку экономится а результат ожидается лучше.
-
Как сказать..
-
У меня высокочастотный параметр не регулируется, жестко задана частота около 11 кГц (остальные параметры не разглашаются). Применялось исключительно для сужения сварочной дуги. Первый проход был на 98 А, но из-за высокой скорости сварки был дефект с отрывом дуги от ванны. Сквозного проплавления не делал специально (проплавление было установлено 3 мм), для предотвращения отгорания элемента центрирующей проточки. И это было не нижнее положение, а вот такое. https://rutube.ru/video/007d80d9664f064becb6851fd80fd075/
-
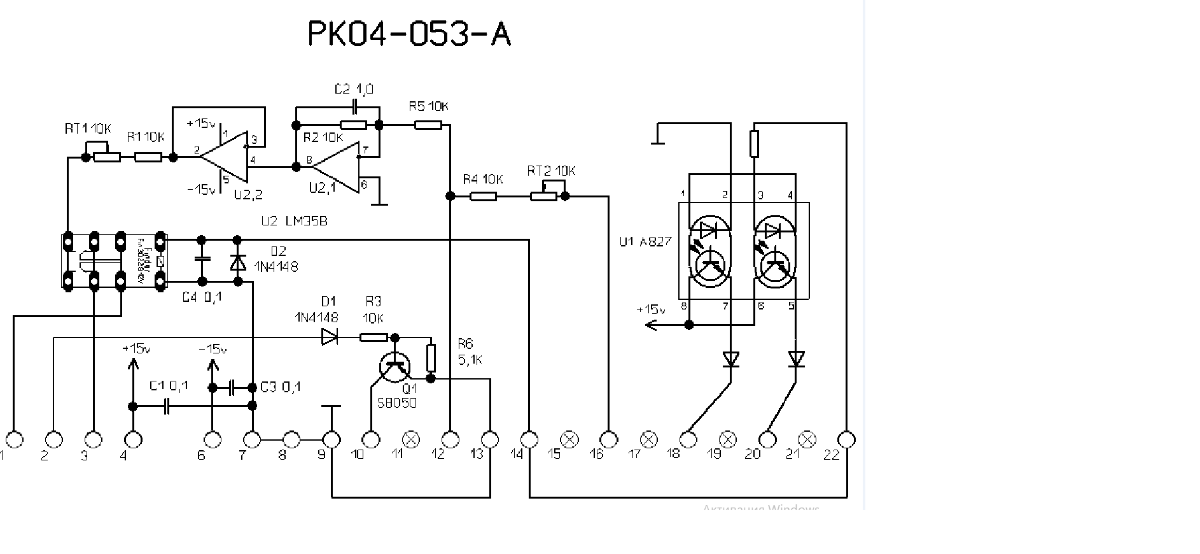
А нарисованную от руки, можно удалить (просьба к модератору)
-
Вот более читабельная схема сбмодуля RK04-053-A
- Последняя неделя
-
3 минута. 3:25 говорит что усиление достигается автопрессовкой при многократном обегании дугой малой мощности. То есть после проварки импульсами без приадки на малой постоянной дуге делают несколько оборотов. 4:54 - шов усиливается автопрессовкой при скачкообразном перемещении электрода и постоянном токе. А корневым называют любой первый проход. Даже если однопроходный шов. Если речь идёт уже про усиление без присадки, то никакой присадки там нет. В конце показаны два аппарата, которые варят с присадкой, так что её здесь не забыли упомянуть. И чего в ней необычного? Просто автоматическая Да примерно то же что и в видео. Труба закрывается и варится без сопла, так как в корпус надувают аргон. На ютубе они, всё равно здесь не посмотреть. На дорогах появились массово электромобили? Вообще-то не так давно появились дешёвые мощные полупроводники, позволяющие выпрямлять ток и быстро им управлять. Это с 2010х годов пошло, иначе сейчас бы тут обсуждали трансформаторы... ))) Силовые полупроводники тогда были в зачаточном состоянии. РД по сварке деталей трубопровода 2002 года подразумевает токи на аргонодуговой меньше 200 ампер а сейчас 500 ампер доступны аппараты. Ну так строго говоря это не вписывается в доисторические руководящие документы. А потом удивляются почему мы плетёмся в конце... Хотя тот же РД на слое флюса допускает аргоном без разделки до 6 мм. варить а в ГОСТе на соединение деталей трубопровода только до 4 мм. Опять же не понятно как быть с комбинированными способам. В РД есть, но ручником, он больше под монтаж заточен и кроме флюса всё неповоротное. В ГОСТе вообще не заметил комбинированных способов. А что даёт такая частота? Как я понимаю, частота должна обеспечивать сквамозное проплавление но на небольшом участке, чтобы металл не вытек и при этом должен обеспечиваться достаточный отвод тепла до следующего импульса. На таком изделии я бы поставил 2-3 герца. Это средний? Пиковый? Без ширины импульсов ток импульса мало что говорит. И то при минимальном базовом токе, иначе он тоже влияет. Если задача сквозного проплавления не стоит, то можно было постоянным током 100 пройти. Да тупо просел шов в нижнем положении или около того. 120 ампер среднего тока на большой частоте более чем достаточно для сквозного проплавления 4 мм.
-
У меня во как. Еще видел не у меня, понравилось - пост ремонтной сварки гребных винтов. Сюжет на ютюбе, так-что опишу высокохудожественным слогом. Вращающаяся кассета из труб (тубусов для присадки), подвешенная за верх. С нижнего торца - шайба, по габаритному диаметру вращения кассеты, в которую упираются присадочные прутки, торчащие из тубусов. Между тубусами и шайбой расстояние, позволяющее вынимать присадку из тубусов.
-
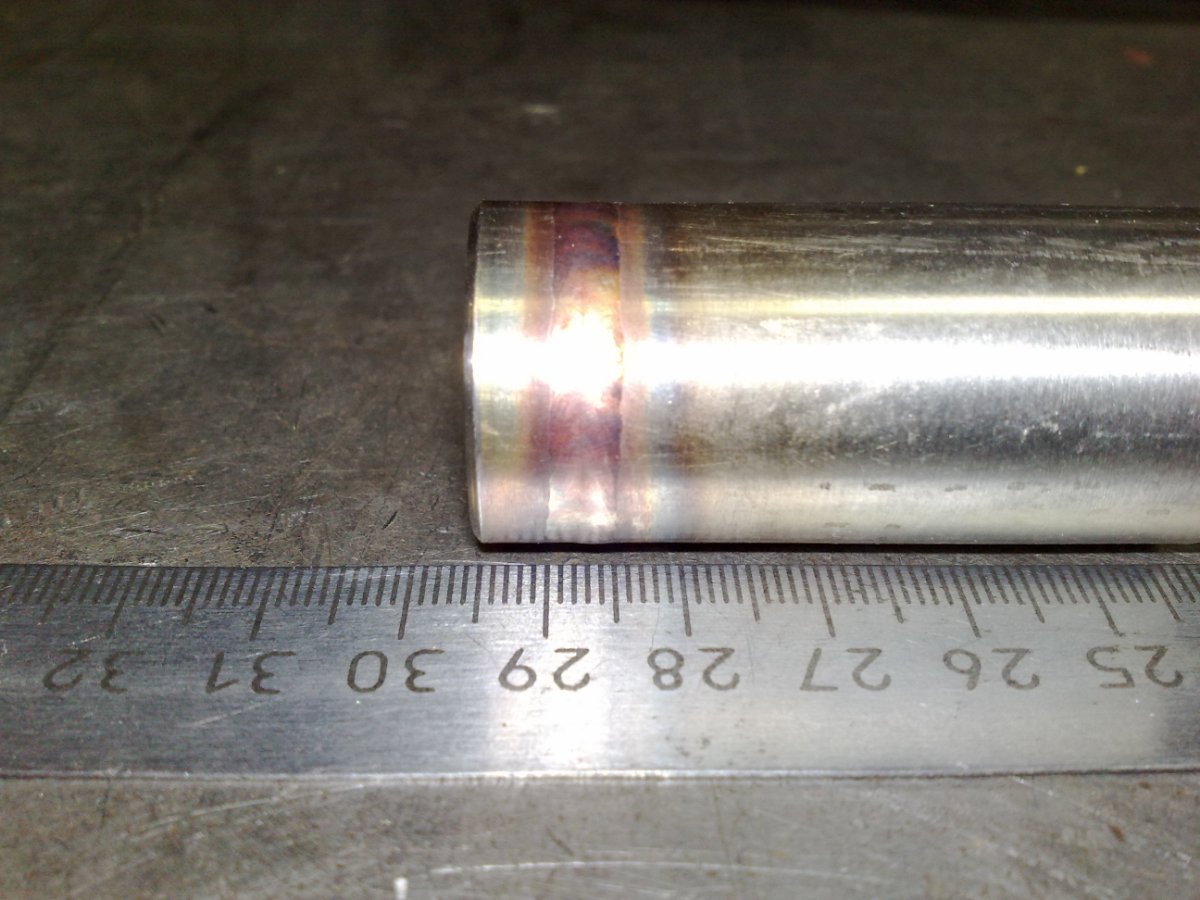
В копилку материалов будущего патента на прорывную технологию сварки. Попался образец сварки довольно толстой, для меня, трубы (D56 х 3, или 4), где сборка стыка осуществлена по центрирующей проточке, то-есть задачи получения сквозного провара не стояло, достаточно было переплавить проточку. Высокочастотный пульс (11 кГц); ток 120 А; два прохода. Посередине шва наблюдается провал, который не ушел и после второго прохода. Причиной, по моему мнению, является дефект встречной кристаллизации сварного шва (от краев к центру), связанный с высокой скоростью сварки (и как следствие - высокой скоростью охлаждения).
-
это орбитальная сварка. Поэтому, укажите время, где они там варят за один проход. То что я углядел и услышал, сварка корня шва. А смотреть и внимательно, то что и так уже в целом мне известно, не интересно, т.к. это мое время и его жалко. ну орбитальная сварка, сварка погруженной дугой, это не обычная аргоно дуговая сварка. Это как минимум, механизированный процесс. Поэтому, что там китайцы предлагают, покажите, очень интересно. далее нудно и долго что либо описывать. Скажу кратко: что конкретного изменилось в аппаратах с 80-х годов, что так резко дает производительности на современных аппаратах? И интересует именно в технологическом аспекте. И последнее. Я в связи с проф деформацией, предлагаю, говорю и подразумеваю, ответственные детали. Сварка заборов не мой профиль. Поэтому если у вас изделия ответственные, то все просто: сварил, сделал исследование образцов и принял для себя решение о внедрении или о не внедрении.
-
Собрал на "макетке" передатчик. Мысль была сделать универсальным, задумка получилась можно к большинству аппаратов поставить , к П/а точно "прикручу".
-
честно, отвечать нет желания. Вы что хотите? Просто замучать вопросами? Или хотите из омна и палок собрать себе супервундервафлю? Берете денег, идете к продавцу лазерами, берете с собой материал и тыкате ему в нос, вот это надо сварить. Не может, деньги при вас, идете к другому продавцу. Может, покупаете оборудование. Но вначале есть телефон, поисковик. Вот и задавайте им вопросы, что хотите сварить, как быстро, как качественно и т.д. Вам и длину волны подскажут (возможно) и мощность и т.д. Лазер это не игрушка!!!
-
там тип лазера, как в аппаратах фотоэпиляции?
-
Задумался сварить какую-нибудь подставку для хранения сварочных прутков в тубусах, стало интересно у кого как хранение этих сварочных материалов организовано? Может подгляжу, что дельного для себя. По поиску форума обсуждение данного вопроса не смог найти
-
Чтой-то весна совсем не спешит, кабы лето не отменили Вроде и зима не холодная была, и снегу не особо много. Давно такого не было.