Активность
- Последний час
-
Не наговаривайте на себя. Нормальные у Вас руки. Если делать серию, подобрать режимы на образцах, отработать скорость, и все. Но как часто бывает, все в единичном экземпляре, и иногда сразу ни у кого не получается))).
-
Я с человеком, который у меня взял 180 Себору общаюсь постоянно, мой приятель, он на нее не жалуется, и работает ей именно по алюминию.
-
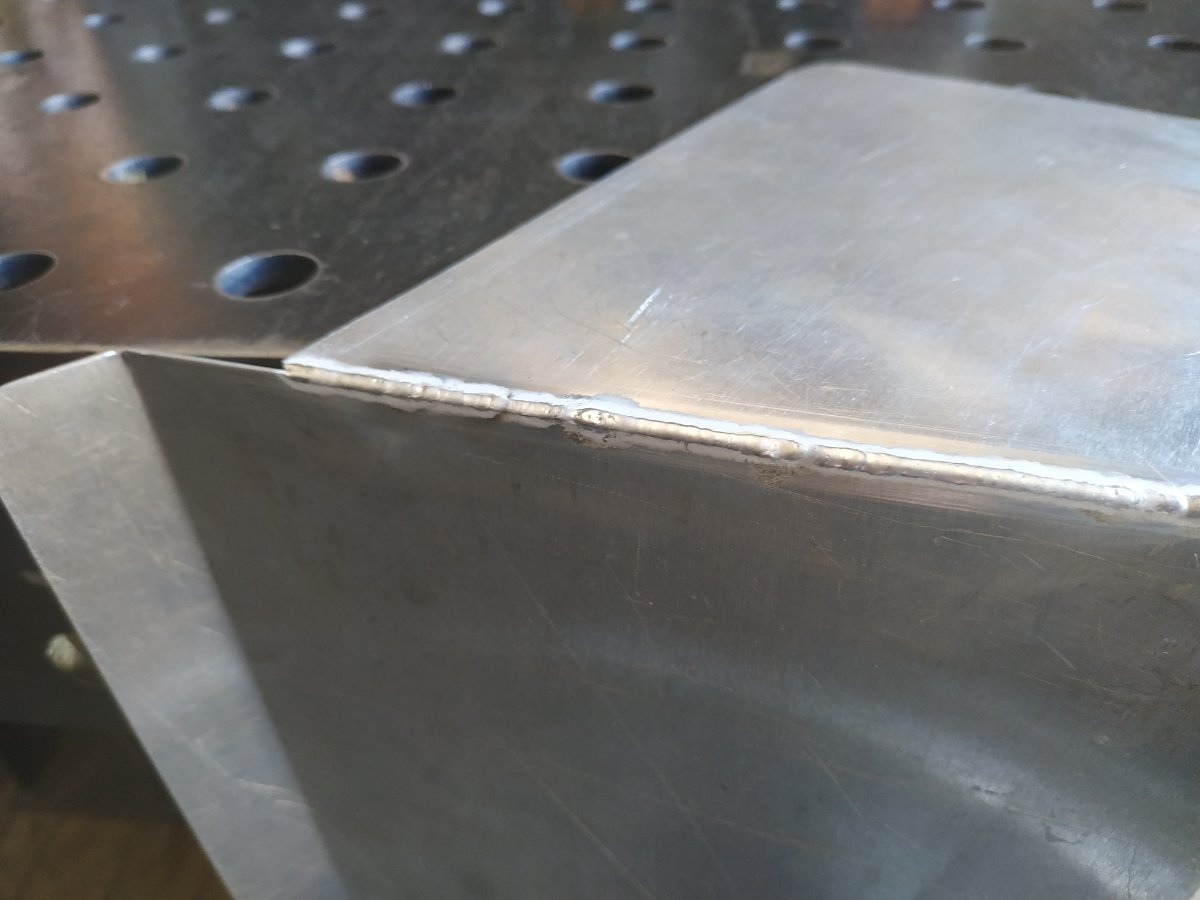
Нужно было сваривать выпустив один лист на пару мм, получилась бы своего рода отбортовка. Я на ней настраивал этот режим, она нормально отрабатывала, я с присадком работал.
-
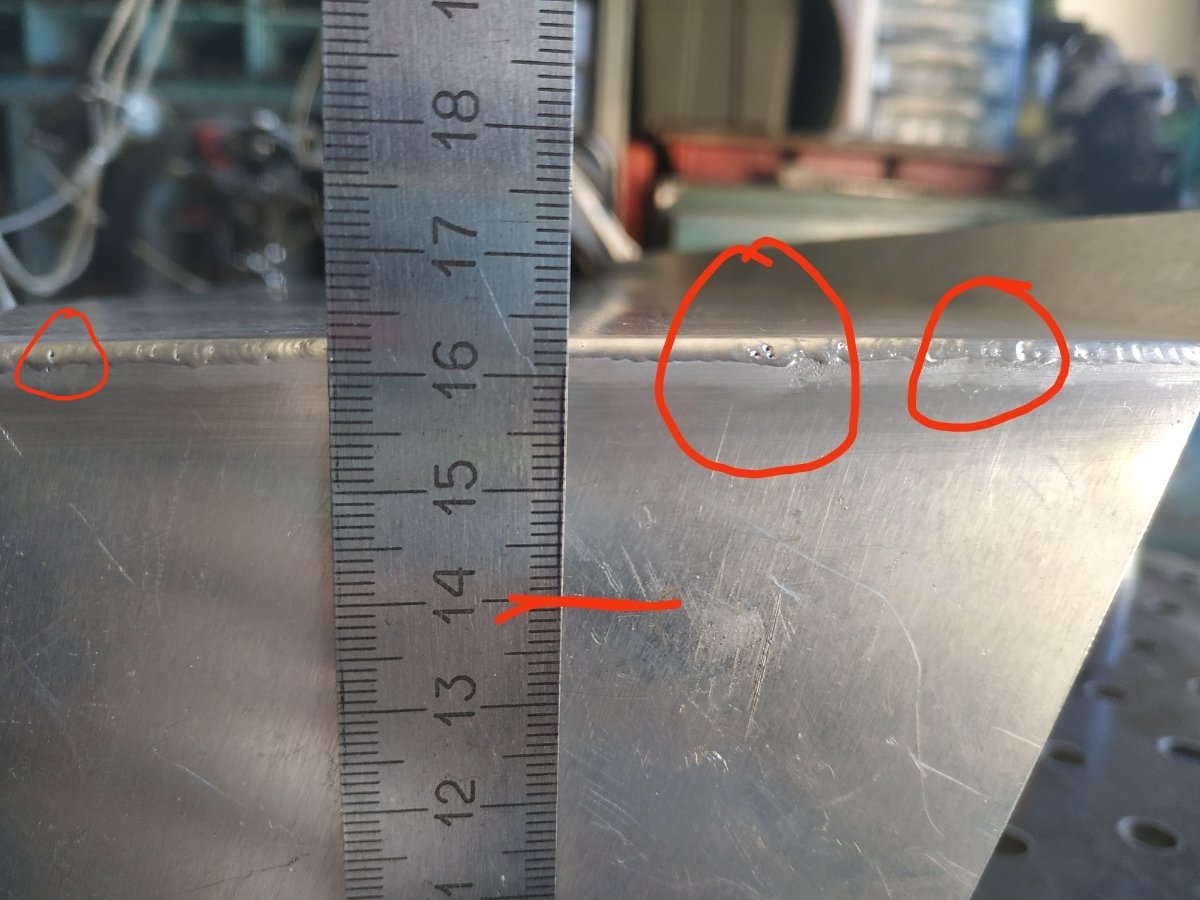
Да. Забыл пояснить. Своим телом. Скорость сварки была очень высокая, по ощущениям - чуть ниже чем лазер (во всяком случае выше чем полуавтомат). Отсюда и поры, так-как тормозить было нельзя. Можно было конечно все исправить (второй раз пройти - переплавить), но в данном случае: улучшать - только портить (по задумке шов вообще должен был быть прерывистым). П.С. Ну Чебора, мать её! Ни хрена не захотела с присадкой варить (отсюда и весь этот перфоманс со сваркой своим телом). Как только присадку вносишь в зону колокола дуги, происходит срыв дуги и остается только положительная полуволна, которая не греет и оплавляет электрод. А варить по классике (дождался ванны - отвел дугу - окунул присадку), не получается. Так-как варил на стальной подложке для позиционирования листов, из-за большого теплоотвода ванна без дуги не держится. Ну и плюс руки кривые.
- Сегодня
-
АС ХА?

-
 poli присоединился к сообществу
poli присоединился к сообществу - Вчера
-
 Ролики нам возят на кемпи китайские,работают норм,правда у нас 4 и пластиковые, горелка,если родная меняйте,там расходники совсем не подходит от китайцев,их нет сейчас,а вообще подающее меняли на кемпарях от китайцев ставили, потом просто стали подающее полностью китайское с источником кемпи женить,все ок
Ролики нам возят на кемпи китайские,работают норм,правда у нас 4 и пластиковые, горелка,если родная меняйте,там расходники совсем не подходит от китайцев,их нет сейчас,а вообще подающее меняли на кемпарях от китайцев ставили, потом просто стали подающее полностью китайское с источником кемпи женить,все ок -
 Финик,это как бы хорошо. Но как бы и не совсем хорошо. Потому что стоимость оригинальной комплектухи за гранью разумного уже до войны была.По функционалу- машина одной настройки,которую будет держать неизменно, вечно почти.Для чернухи норм.В общем,для оригиналов.Когда сломается конкретно,проще выбросить,или отдать Техсвару на запчасти,утешая себя мыслью что энное количество денег успел таки заработать..
Финик,это как бы хорошо. Но как бы и не совсем хорошо. Потому что стоимость оригинальной комплектухи за гранью разумного уже до войны была.По функционалу- машина одной настройки,которую будет держать неизменно, вечно почти.Для чернухи норм.В общем,для оригиналов.Когда сломается конкретно,проще выбросить,или отдать Техсвару на запчасти,утешая себя мыслью что энное количество денег успел таки заработать.. -
 DmitriyV присоединился к сообществу
DmitriyV присоединился к сообществу -
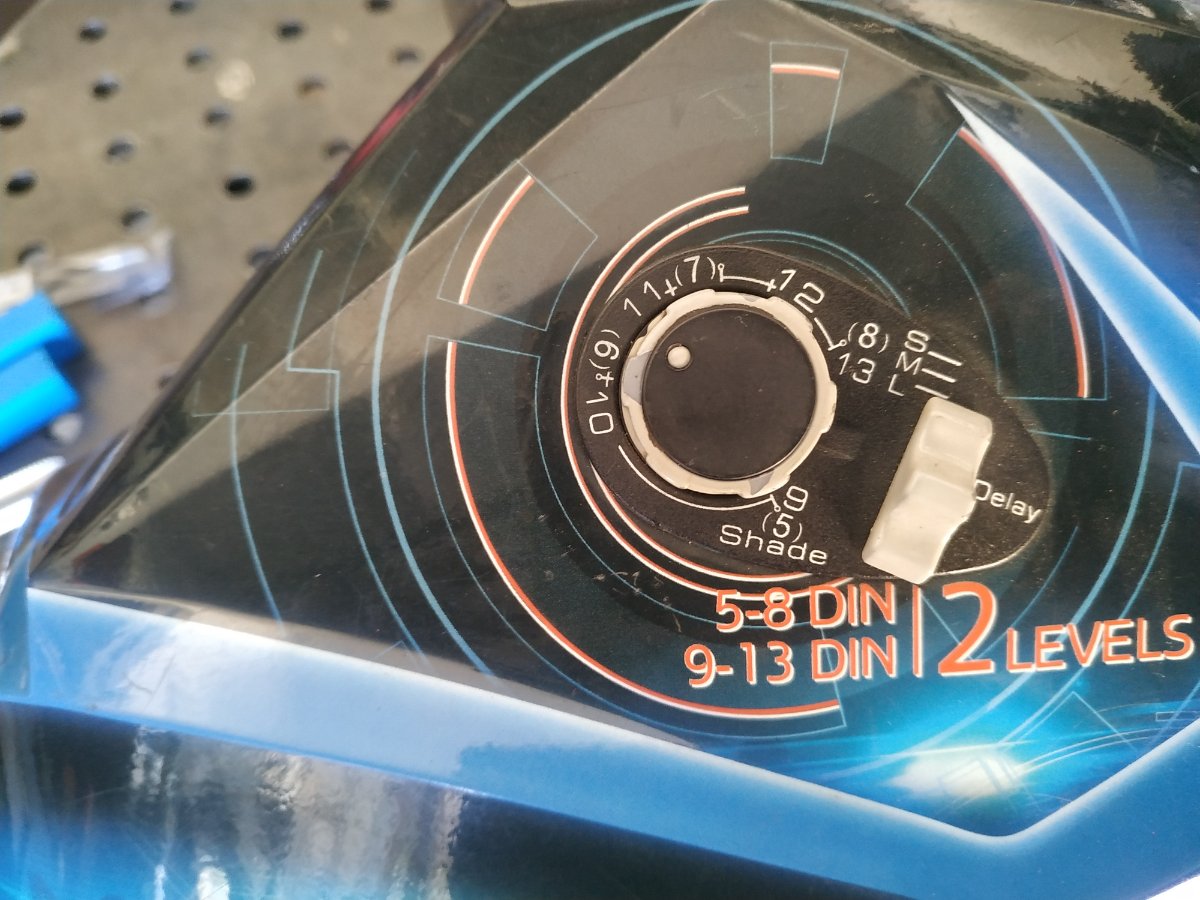
Про два диапазона вам уже написали, чтобы затемнение в более широких пределах можно было изменять. Я еще про скорость срабатывания хочу добавить. Но ее оценить можно только по факту применения. Поэтому если есть у кого в живую посмотреть в деле маски из недавно купленных, то лучше это сделать. В пользовании две маски: Старт Аргон и Текмен 730S. При TIG сварке в Текмене глаза устают меньше. По всей видимости он начинает затемнятся при разряде осциллятора, а Старт немного успевает дугу прихватить (чувствительность почти на максимум, если что). После Текмена глазам комфортнее, чем после Старта. При этом на полуавтомате в Старте совершенно нормально. Сварка по длительности обычно не длинная, мне редко больше двух часов с ней работать приходится.
-
да, есть, но то что я делал для пайке присадком CuSi изумительно и на 9 DIN видно. Светлее если делать, то более яркое пятно получается и не видно хорошо так расплав. Ну лично по мне. Но в любом случае, токи от 10-15А уверенно использую 9 DIN. ну это бывает и при других токах, смотря в каком положении голова и деталь @Dmitry1962 , @hvr63 , согласен, был не прав. Очень нужные режимы, значит пользователю нужна другая маска ... но моим глазам эти режимы не нужны. А для пайки если не ТИГ, а пропан и т.п. либо очечи использую, но не маску ибо вообще без маски. Так же и по зачистке или плазменной резкой если пользуюсь. Если резка, то у меня контактный рез и глаза не слепит.
-
У меня маска двухдиапазонная: 5-8 и 9-13. На 9-13 переключаюсь в основном когда полуавтоматом варю, а так 5-8 и то в первой части диапазона. П.С. Варю, в основном, не по крупному и бывает даже интенсивности излучения не хватает датчикам (из-за теней, например от сопла).
-
На Спидглазе есть и 5 DIN, 8 пользую на сварко-пайке
-
у меня на маске 8 DIN есть. Но честно я даже не знаю такого режима сварки, чтобы таким пользоваться. Если смотреть видео процесса сварки (в интернете), чтобы вот так хорошо и глазами видеть, как профессионально сделанное видео, нужно позаботиться об очень качественном освещении. И второй этап уже смотреть саму маску, эта годится или другую присматривать. Если освещение не достаточное, и не от процесса, а внешнее, то и дорогие маски могут чудить.
-
 Я бы просто померял размеры ролика и соотнес с теми, которые продаются. На моих китайских полуавтоматах обычные ролики без зубчатых венцов, их размеры 30 (нар.диам) х 10 (внутр.диам) х 10 (ширина) и 30 (нар.диам) х 22 (внутр.диам) х 10 (ширина). Мне этой информации хватает, чтобы купить новые ролики. Если ролик с зубчатым венцом, тогда уже надо искать глубже. Может с вашим роликом все в порядке и это напрасная возня. Первый раз с подрезкой нового канала по длине минут 5-10 на неспешную замену. Потом кратно быстрее
Я бы просто померял размеры ролика и соотнес с теми, которые продаются. На моих китайских полуавтоматах обычные ролики без зубчатых венцов, их размеры 30 (нар.диам) х 10 (внутр.диам) х 10 (ширина) и 30 (нар.диам) х 22 (внутр.диам) х 10 (ширина). Мне этой информации хватает, чтобы купить новые ролики. Если ролик с зубчатым венцом, тогда уже надо искать глубже. Может с вашим роликом все в порядке и это напрасная возня. Первый раз с подрезкой нового канала по длине минут 5-10 на неспешную замену. Потом кратно быстрее -
 tepicor присоединился к сообществу
tepicor присоединился к сообществу - Последняя неделя
-
 Спасибо! Прям вкратце и ёмко. Как вот только отличить китайский ролик от оригинала осталось разобраться. И если там китайский ролик, значит ли это что подающая система китайская полностью? Канал проходить сквозь весь рукав? Если так - то переход на другой диаметр - это целая процедура. Сорян за тупые вопросы, никогда не имел дело с брендовыми аппаратами, да и с полуавтоматами в целом мало знаком.
Спасибо! Прям вкратце и ёмко. Как вот только отличить китайский ролик от оригинала осталось разобраться. И если там китайский ролик, значит ли это что подающая система китайская полностью? Канал проходить сквозь весь рукав? Если так - то переход на другой диаметр - это целая процедура. Сорян за тупые вопросы, никогда не имел дело с брендовыми аппаратами, да и с полуавтоматами в целом мало знаком. -
zenzuk https://electro.mashinform.ru/svarochnye-transformatory/transformator-svarochnyj-tipa-tdm-401-u2-obj4481.html?ysclid=mrnqifjyak359209948 Можно опираться и на этот паспорт. 6.pdf
- 2 ответа
-
- 1
-

-
Лист - 1 мм; пруток - 4 мм.
-
Бинцель и АГНИ,близнецы,конструктивно идентичны.
-
нормально живут, как и многие другие. Еще и газ на постпродувке экономят при этом
-
глядя на внешнее состояние аппарата, направляющий канал и наконечник я бы минимум заменил. Сами ролики надо снять и осмотреть. Ролик можно измерить с целью сопоставления его размеров со стандартными, которых полно в продаже. Если там стандартный "китайский" ролик, то можно смело новый заказать, не великих денег стоит. Ну а если оригинальный, то принять решение, этот походит или новый искать. Канал для 1,0-1,2 (красного цвета), ролик с V-канавкой 1.0, наконечник. Для проволоки 0,8мм ролик свой и наконечник само собой, и канал лучше тоже свой (он синего цвета). Все-таки в канале бОльшего размера проволока сжимается в подобие пружины и потом это вносит нестабильность в подачу.
-
Как я понимаю , для использования по стали - подающий тракт можно оставить как есть? Ничего не трогать? Под проволоку 1 мм. нужны только другие ролики и наконечник в горелку?
-
"Они нам гравицаппу дают, а мы организуем взаимовыгодную торговлю - вы нам штаны жёлтые, а мы вам АГНИ сколько хотите." (с)
-
Аполитично рассуждаешь, клянусь, честное слово! (С) Саахов
-
А как в пендосие без АГНИ живут?
-
Я как физ.лицо там также легко и непринуждённо все нужное заказал, еще как с технической поддержкой пообщался перед этим Так что, если писать по теме начинающему аргонщику, который думает о горелке АГНИ, всю "рассыпуху" на нее советую заказывать напрямую через официальный сайт. Будет подешевле, чем в всякие маркетплейсы и магазины, разве что подождать придется около недели.