Поиск сообщества
Показаны результаты для тегов 'полуавтомат'.
Найдено: 58 результатов
-
 На заправленный баллон накрутил редуктор, отрываю вентиль ... а он сильно пропускает . Можно ли самому подтянуть гайку ? http://kovkavolgograd.ucoz.ru/_ph/4/2/666179633.jpg Или лучше не испытывать судьбу ?
На заправленный баллон накрутил редуктор, отрываю вентиль ... а он сильно пропускает . Можно ли самому подтянуть гайку ? http://kovkavolgograd.ucoz.ru/_ph/4/2/666179633.jpg Или лучше не испытывать судьбу ? -

Сварка чугуна ПАНЧ11 п/автоматом
Александр ПАНЧ 11 опубликовал тема в Полуавтоматическая сварка — MIG/MAG
Прошло уже достаточно времени с отгрузки материалов, коллеги есть какие-нибудь результаты по сварке п/а и тиг? Хотелось бы узнать ваше мнение. Не стесняйтесь делиться наработками. -
АВРОРА Ultimate 450 - прошу помощи! Но ситуация такая что вряд ли кто что подскажет, но - последний шанс! Данный аппарат имеет режимы MMA и MIG. В режиме ММА все работает штатно - ток регулируется от минимального до максимального без проблем. В режиме МИГ ток не регулируется. Тут маленькое примечание: 1. После ремонта я испытываю сварочные аппараты на нагрузочном стенде - два мощных резистора последовательно. Первая ступень - включено два резистора, рассчитан ток нагрузки до 200-250 ампер. Второй режим, включен только один резистор - рассчитан на ток нагрузки 400 - 450 ампер. 2. Ремонтируя полуавтоматы АВРОРА я заметил одну особенность этих сварочников при тестировании под нагрузкой: Например АВРОРА 200 п/автомат при подключении на первую ступень нагрузки не регулирует ток в нагрузке. Из за этой особенности как то раз завис с ремонтом этого п/автомата. Но при переключении на вторую ступень нагрузки, с меньшим сопротивлением, регулировка тока происходит штатно, как и положено. Теперь о текущей проблеме: Данный аппарат не регулирует ток ни на первой ни на второй ступени. Проверив переферию я пришел к выводу - виновата материнка. Заказал. Заказал для этого аппарата две матери, одна стандартного вида , другая продвинутая - часть на смд компонентах. Заказал две чтобы с учетом возможных неожиданностей хотя бы одна была рабочей. Но при установке новых плат на сварочник, одной и второй, картина не изменилась - ток в режиме МИГ не регулируется. Управление все проверил на предмет обрывов да других косяков. В области управления заменил на всякий случай диоды (стоят в механизме подачи на органах управления), бывает что звнятся нормально но под напряжением косячат. Датчик тока проверил - выдает напряжение пропорционально току нагрузки. Все, больше там нечего проверять. Дальше проследил на материнке цепь управления током под нагрузкой. При регулировки тока ручкой управления на механизме подачи в цепи управления, на схеме материнской платы, напряжение меняется от 0 до 1,5 вольта. С учетом что все три материнки ведут себя одинаково, крыша помалу едет! Не дайте зачахнуть!

-
Тема посвящена преимущественно разработке полуавтомата. В данной теме вы можете: - задать вопросы о разработке сварочных процессов; - узнать о последних обновлениях и нововведениях; - оставить отзыв. Вопрос о возможной модернизации оборудования задать можно. Для этого необходимо предоставить серийный номер и обозначить месторасположение. На 1 октября 2020г. Были полностью переработаны (в трехмодульной машине): ROOT-процессы для проволоки 08Г2С диаметра 0.8, 1.0 и 1.2мм в среде Co2 и 18% смеси;Normal для проволоки 08Г2С диаметра 0.8, 1.0, 1.2, 1.6мм в среде Co2 и 18% смеси;Normal для 308/309 нержавейки 0.8, 1.0, 1.2 в смеси Ar+2%Co2;RCW - сварка порошковой проволокой (FCAW) 1.2мм в среде Co2 и 18% смеси;Jet-DAC (в народе Force) – режим для сварки с большим вылетом и глубоким проплавлением, пока переработан только для проволоки 08Г2С диаметра 1,2мм.Большая часть остальных процессов подверглась косметическим изменениям, для возможности их портирования в обновленные машины. Данные обновления наиболее актуальны владельцам относительно новых машин – конца 2019 года и новее, а также владельцем машин с кабель-пакетом до 15м (в последнем случае процессы будут требовать не большой корректировки по напряжению). Рекомендую обновиться, да и мне будет интересна обратная связь. Планы на ближайшее будущее: Готовится обновление платы управления, точнее её ПО, что позволит минимизировать отклонения между сварочными источниками. Ориентировочно конец этого года. Скорее всего обновить можно будет любые машины;Обновление ТР-ки. Есть большое желание заняться COLD-процессами, аналогами COLD-ов, представленных в EWM AlphaQ и TitanXQ;Пульсы – КТТС.
- 75 ответов
-
- 3
-

-
- технологии
- отзывы
- (и ещё 4 )
-
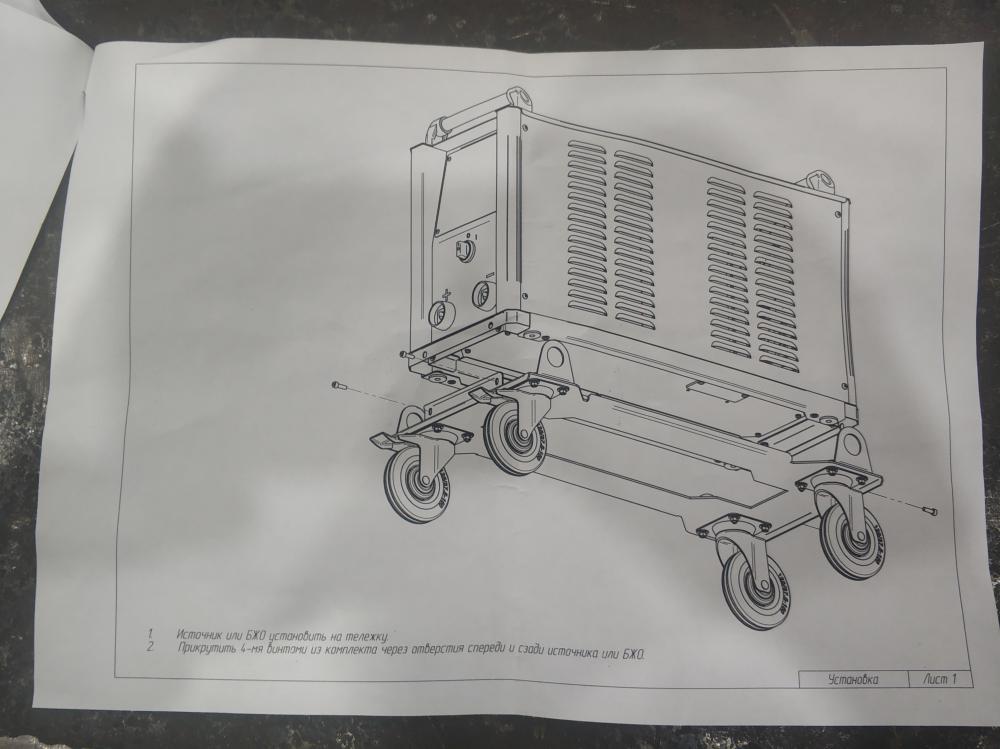
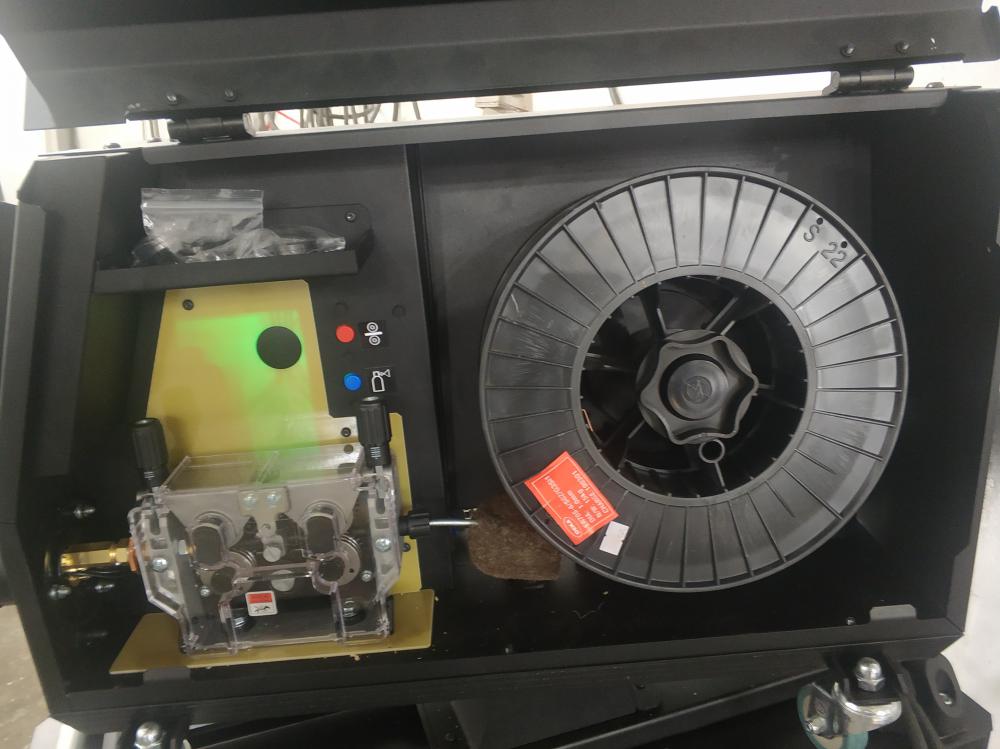
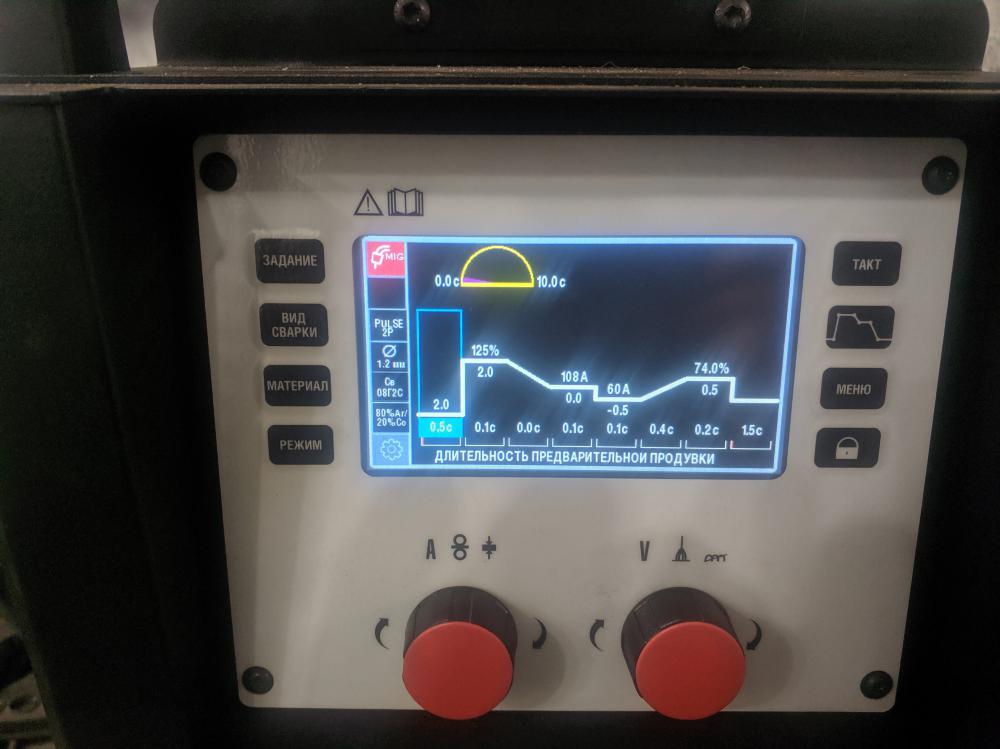
Всех приветствую. На днях стал обладателем сего девайса. Забавная инструкция по сборке При сборке открылась часть внутренностей В сборе выглядит как-то так: Пришел без вилки, но зато хорошо обжатыми проводами Подающий взял закрытый, в нем мне понравилось расположение катушки под не большим углом, а так же наличие не большой полочки. Дополнительный дисплей можно не брать, смотрится не особо привлекательно, а его функционал может заменить модная горелка. Шланг-пакет обрезинен и выдержит многое, но весит как кусок танковой брони. Для производства хорошо, для меня излишне бронирован. Моя версия ПО Циклограмма, всех режимов где участвуют два тока Что мне не понравилось по функционалу настроек. Настройка второго тока жестко фиксируется и сохраняется неизменной при переключении режимов и настройки толщин, при этом она в своём минимальном значении ограничена минимальным процентом от величины первого тока. К примеру при установке первого тока в 120А минимальное значение второго составит 60А (цифра на обум), если мы увеличим первый ток до 200А, минимальное значение автоматически измениться на 90А, при обратном уменьшении первого тока второй ток так и останется на 90А. Продолжительность кратна 0,1с, что я считаю многовато. Настраивается в приделах от 0,1с до 10с(10 то зачем?) лучше бы настраивалась от 0,01(0,05) и до 1 секунды с шагом в 0,01 или 0,05. Динамика дуги(индукция?) не уловил её особого влияния, кроме крайних значений (+-30), при этих значениях аппарат начал подтупливать. Для корректировки разбрызгивания в импульсных программах пользовался только регулировкой длины дуги и корректировкой скорости подачи проволоки, включается в меню, доступна только в программах Вот шовчик сделанный на 2-ке проволокой 1,2, вроде в двойном пульсе. Для проволоки 1,2 очень не плохо. Не хватает программ под проволоки отличных от 1,2, причем чем меньший диаметр тем меньше программ доступно. Настроить можно в ручную, используя коррекцию по скорости подачи, но это гемор. Еще отмечу посредственный дожог проволоки, почти постоянно откусывать шарик на таком аппарате это моветон.
- 76 ответов
-
- 20
-
-
Компания «ПТК» рада предложить своим покупателям горелки для полуавтоматов производства завода «KINGSTRONIC». Какие горелки доступны уже сейчас? Горелки с воздушным охлаждением представлены сериями: MP 15, MP 24, MP 25, MP 36, MP 450. Доступны горелки: 3 метра, 4 метра и 5 метров. Горелки с водяным охлаждением представлены в серии MP 500. Доступны горелки: 3 метра, 4 метра, 5 метров. Какая самая популярная горелка? 70% всех сварочных задач можно решить горелкой ПТК MIG MP 15. Эту серию горелок часто называют «бытовой», но это не совсем верное определение. Как правило, эта горелка устанавливается на полуавтоматы до 200 Ампер. Рекомендованный сварочный ток не должен превышать 160 Ампер в CO₂ и 130 Ампер в смеси газов. Максимальный диаметр сварочной проволоки не должен быть более 1,0 мм. Обычно эту горелку используют под проволоку 0,6—0,8 мм. Водяное или воздушное охлаждение? Горелки с воздушным охлаждением силового кабеля рассчитаны на продолжительность включения 60%, а горелки с водяным охлаждением имеют ПВ* 100%. Если вы планируете сваривать много и долго, делать наплавку, то мы рекомендуем вам взять горелку с водяным охлаждением, или использовать горелку с воздушным охлаждением, но не на максимальном токе. Не стоит забывать, что во время сварочного процесса нагревается не только силовой кабель, но и рукоятка горелки. Помните, что сварка в смеси (CO₂ и Аргон) всегда нагревает горелку больше, чем просто сварка в CO₂. ПВ* — Продолжительность включения в 10 минутном цикле на максимальном токе. Пример: Горелка MP 15 может без остановки сваривать металлы на максимальном токе 160 Ампер в течение 6 минут, где 4 минуты из 10 минутного цикла потребуется на охлаждение силового кабеля. Чем меньше ток на горелке, тем дольше она сможет работать без перерыва. Максимальный и минимальный ток? Для полуавтоматических горелок отсутствует понятие минимальный ток. Все регулируется вашим аппаратом, как правило это 10 или 20 Ампер. А вот максимальный ток четко указан в технических характеристиках к каждой горелке, и мы настоятельно рекомендуем не игнорировать этот важный параметр. Максимальный ток для горелки с воздушным охлаждением (MP 450) – составляет 400 Ампер в смеси газов и 500 Ампер в CO₂. Горелка с водяным охлаждением (MP 500) – может сваривать металлы в смеси газов на максимальном токе 450 Ампер и в CO₂ на токе 500 Ампер. Вес горелки и как это влияет на сварщика Горелки можно условно разделить на два типа: для легкого производства и для тяжёлой промышленности. Стандартный классификатор относит горелки до 240 Ампер к легкой промышленности, а горелки от 240 Ампер к тяжелой промышленности. На нашем сайте вес горелки указан полностью, вместе с рукояткой, кабелем и евро адаптером. Чем больше максимальный сварочный ток у горелки, тем толще сечение медного кабеля, а значит и вес. Для примера сравним две горелки, самую популярную MP 15 (3 метра) и самую промышленную (с воздушным охлаждением) MP 450 (3 метра) – вес первой – 1,6 кг, а второй 3,7 кг. Более чем в два раза. Чем тяжелей горелка, тем сложней ей управлять. Особенно, если кабель горелки в натяжении, а не лежит на поверхности. Сварка алюминия полуавтоматом Любую из представленных горелок можно использовать при сварке алюминия. Для корректной работы мы рекомендуем вам заменить направляющий канал для стали на тефлоновый канал. Тефлоновый канал имеет лучшее скольжение, более твердый, что не позволяет алюминиевой проволоки внутри шлейфа скручиваться и заламываться. Кроме того, при выборе токопроводящего наконечника для сварки алюминия мы рекомендуем соблюдать простое правило: выбирать диаметр наконечника чуть больше, чем диаметр алюминиевой проволоки. Это связано с тем, что при выходе из наконечника алюминий сильно расширяется и если диаметры будут совпадать, то сварочная проволока может залипать в наконечнике.
-
А вот и моя работа . Подготавливаю на покраску . Хочу покрасить акрилом .
- 87 ответов
-
- 19
-
-
Ну вы тут не много не угадали) Основной объём (70+...%) капли всё-таки формируется импульсом. Ну и не корректно сравнивать импульсный режим переноса со струйным. В одном случае мы формируем каплю и регулируем её размер и скорость отделения, в другом случае это просто физика переноса электродного материала. Для проволоки 1.2 в смеси 80/20 для стабильного формирования и отделения капли нужен ~ от 450а +- зависит от химсостава проволоки. В ПА её не хватит ни на что. Для 0.8 проволоки нужно хотя-бы ампер 250...
-
Короче рискнул и взял на Али этот полуавтомат, Decapower XTRAMIG 200SYN как я понял, буду первым пользователем в России новой модели. Вот только я не совсем понял, едет ко мне аппарат с катушкой 5кг. или 15кг. и с 4ёх роликовым протягом... Судя по видео, люминь сваривает вообще без копоти на линейном режиме, пульса там нет, да и не нужен он мне. На московском складе этой модели пока ещё нет, приедет ко мне через месяц, а может и дольше. Рассматривал сперва с перепугу всякие Шерманы, оказалось хрень, да ещё и горят...
- 365 ответов
-
- 14
-
-
- полуавтомат
- TIG
- (и ещё 2 )
-
Поможите, сами мы не местные и языкам вражеским не обучены, нужна инструкция на это хранцузское чудо Oerlikon CITOWAVE MXW 500. Там 99 забитых программ и куча настроек, что куда...
-
сегодня первый день. небольшая разборка-подметалка.в общем,пацаны работают,я пока хожу вокруг-фотографирую.жду своей очереди)) делать буду в нерабочее время. так что проэкт минимум до осени. И небольшое обзорное видео http://youtu.be/uDV4JaSAODM
-
Народ! Кто-нибудь сталкивался с такой проблемой: Проволока варит 1-1,5 часа отлично, а потом начинает забиваться в наконечнике(и после его замены), и не идти. Канал чистый, наконечники разные пробовали(и дешевые и дорогие). проблема на аппаратах Kempi, Silka, пробовали на Lorch(правда с водяным охлаждением) -все норм Диаметр 1.2 называется Geka турция (полированная), ставлю ESAB нормально варит.
-
Купил горелку Фубаг FB 360, для 60% 300А СО2 и 270А Mix. На горелке установлено газовое сопло диаметром 16 мм. А ещё бывают диаметры сопел 12 и 19 мм. Прошу сказать для каких видов работ применяются соответствующие диаметры и какой ресурс сопла. В планах варить сталь ст3 толщиной до 5 мм. нашлось это "Внутренний диаметр сопла зависит от величины сварочного тока и должен быть не менее: 14 мм для тока 160А;18 мм для тока 31 5 А и 22 мм для тока 500 А." По ресурсу остаётся определиться, и мнение практиков узнать.
-

AuroraPRO OVERMAN 180: инверторный сварочный полуавтомат
Шурпет опубликовал тема в Aurora и AuroraPRO
Инверторный сварочный полуавтомат AuroraPRO OVERMAN 180 Всем добра. Так, ну что? Приступим, пожалуй? Сначала будет - эпистолярный жанр, так сказать, далее - иллюстрации если никто не против, хорошо? Постараюсь соблюсти соотношение "фото -> комментарий к нему". Сразу оговорюсь, что раз выпала возможность, посылку из ТК я забрал сразу на рабочее место. Поэтому интерьер - не очень "выставочный", как говорится -"из огня - да в полымя".) Зато условия для испытаний - самые, что ни на есть - производственные! Упаковка - весьма добротная, со всех сторон - пенопластовые прокладки + коробка обтянута п/э плёнкой. Вскрываем. Сразу же находим рекламную продукцию и сопроводительное письмо, с пожеланиями от поставщика. Далее - "навесное" - горелка, кабель "массы" с зажимом на 300 А и 3-метровый газовый шланг. Кстати, про наличие шланга в описании комплекта поставки сказано не было - такой небольшой, но нужный бонус). Вместе с горелкой находим 3 запасных токосъёмных наконечника и универсальный ключ, в просторечии - "семейник". Ещё есть два обжимных хомута для крепления газового шланга на штуцерах аппарата и редуктора. (Забыл сказать. Теперь я понял, что имел в виду один из пользователей, когда спрашивал про "болтающееся сопло на пружине" . В данной горелке - все нормально, ничего не болтается, и уж тем более - не раздражает. Пока - не раздражает :P) Прищепка - вполне обычная, в меру тугая. Шунтирующая перемычка между щёчками - медная, а вот сами щёчки - железные с покрытием "под медь". Проверил - магнитятся, даже не поленился царапнуть одну из накладок отрезным диском - да, блестит белым :-) Помимо шунта, из цветного металла в зажиме, судя по всему - только шпилька, которая крепит наконечник кабеля. Сечение кабеля - 25 кв. мм., общая длина - 290 см. Байонет - тоже стандартный, СКР 35-50. В гнездо аппарата устанавливается туго, но без излишних усилий.
- 214 ответа
-
- 18
-
-
- полуавтомат
- MAG
- (и ещё 1 )
-
Возник вопрос по самозащитной проволоки для полуавтомата. кто может порекомендовать достойную? а то опыт работы с китайскими показал полное отвращение. пригласил человека сюда который непосредственно работал с порошком Nail02 кто то что может посоветовать?
-
 Всем привет! П/а Esab Aristomig 5000I Проволока тоже Esab 1,6 в бухтах по 500 кг. Раньше работали на 1,2 все было ровно, перешёл на 1,6. Проволока намного больше в диаметре и когда вылетает из горелки, с небольшими промежутками, делает вращательные движения. В момент вращения проволоки, это хорошо ощущается рукой, горелка даже немного дергается. Может кто сталкивался, буду рад дельным советам по устранению данной проблемы...
Всем привет! П/а Esab Aristomig 5000I Проволока тоже Esab 1,6 в бухтах по 500 кг. Раньше работали на 1,2 все было ровно, перешёл на 1,6. Проволока намного больше в диаметре и когда вылетает из горелки, с небольшими промежутками, делает вращательные движения. В момент вращения проволоки, это хорошо ощущается рукой, горелка даже немного дергается. Может кто сталкивался, буду рад дельным советам по устранению данной проблемы... -
 Так как все призы распределены, то принято решение не много раньше опубликовать результаты. Незаметно пролетело два месяца и пора подвести итоги конкурса "Мой звёздный час с 3М". В этот раз отмечу, активность на участие в конкурсе была очень низкая, возможно съиграла свою роль пандемия, но давайте о хорошем и подведём итоги. В технической номинации первое место занимает работа №1 Гидравлический пресс. http://websvarka.ru/talk/uploads/monthly_09_2020/post-2956-0-27620800-1600189484_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место выигрывает работа №4 Конструкция. http://websvarka.ru/talk/uploads/monthly_09_2020/post-23174-0-31041100-1600202862_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место выигрывает работа №3Трайк из скутера "БАРСИК" http://websvarka.ru/talk/uploads/monthly_09_2020/post-2888-0-88920600-1599756915_thumb.jpg Она выигрывает Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg В Художественной номинации первое место занимает работа №5 Ворота моей мечты. http://websvarka.ru/talk/uploads/monthly_09_2020/post-15771-0-48101400-1600156734_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место занимает работа №1 "Калитка с почтовым ящиком портфелем " http://websvarka.ru/talk/uploads/monthly_09_2020/post-12854-0-46531700-1600190608_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место занимает работа №4 Счастье http://websvarka.ru/talk/uploads/monthly_09_2020/post-20372-0-46583800-1599814535_thumb.jpg Она выигрывает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Дополнительный поощрительный приз от спонсора выигрывает работа №3 Стальная маска. http://websvarka.ru/talk/uploads/monthly_09_2020/post-9258-0-27943400-1600193887_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg По решению спонсоров работа №2 Чудо юдо рыба кит. http://websvarka.ru/talk/uploads/monthly_09_2020/post-13956-0-30752700-1599516246_thumb.jpg не получила призового места, тк. работа выполнена не в рамках "Воплощения давней мечты" и на финальных фото второй фотографии нет логотипа, а 4-ё фото это готовое изделие. Но работа заслуживает внимания и она получает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Работа №2 "Ёлочка" http://websvarka.ru/talk/uploads/monthly_09_2020/post-13118-0-84913400-1599502568_thumb.jpg не осталась без внимания и получает тоже Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Поздравляю Всех победителей и участников конкурса! Ни кто не остался без наград. Надеюсь что всё без обид. Особая Благодарность Генеральному спонсору конкурса Компании "3М" https://www.3mrussia..._RU/Country-RU/ Наука, воплощенная в жизнь, совместно с компанией Техноавиа https://www.technoavia.ru/ http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-34696500-1594400876_thumb.jpg http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpg Получение призов: В ближайшие дни я свяжусь с каждым участником конкурса (через личные сообщения форума), чтобы обсудить все детали. Объявляю Конкурс закрытым! Спасибо за внимание. С уважением Александр.
Так как все призы распределены, то принято решение не много раньше опубликовать результаты. Незаметно пролетело два месяца и пора подвести итоги конкурса "Мой звёздный час с 3М". В этот раз отмечу, активность на участие в конкурсе была очень низкая, возможно съиграла свою роль пандемия, но давайте о хорошем и подведём итоги. В технической номинации первое место занимает работа №1 Гидравлический пресс. http://websvarka.ru/talk/uploads/monthly_09_2020/post-2956-0-27620800-1600189484_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место выигрывает работа №4 Конструкция. http://websvarka.ru/talk/uploads/monthly_09_2020/post-23174-0-31041100-1600202862_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место выигрывает работа №3Трайк из скутера "БАРСИК" http://websvarka.ru/talk/uploads/monthly_09_2020/post-2888-0-88920600-1599756915_thumb.jpg Она выигрывает Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg В Художественной номинации первое место занимает работа №5 Ворота моей мечты. http://websvarka.ru/talk/uploads/monthly_09_2020/post-15771-0-48101400-1600156734_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место занимает работа №1 "Калитка с почтовым ящиком портфелем " http://websvarka.ru/talk/uploads/monthly_09_2020/post-12854-0-46531700-1600190608_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место занимает работа №4 Счастье http://websvarka.ru/talk/uploads/monthly_09_2020/post-20372-0-46583800-1599814535_thumb.jpg Она выигрывает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Дополнительный поощрительный приз от спонсора выигрывает работа №3 Стальная маска. http://websvarka.ru/talk/uploads/monthly_09_2020/post-9258-0-27943400-1600193887_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg По решению спонсоров работа №2 Чудо юдо рыба кит. http://websvarka.ru/talk/uploads/monthly_09_2020/post-13956-0-30752700-1599516246_thumb.jpg не получила призового места, тк. работа выполнена не в рамках "Воплощения давней мечты" и на финальных фото второй фотографии нет логотипа, а 4-ё фото это готовое изделие. Но работа заслуживает внимания и она получает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Работа №2 "Ёлочка" http://websvarka.ru/talk/uploads/monthly_09_2020/post-13118-0-84913400-1599502568_thumb.jpg не осталась без внимания и получает тоже Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Поздравляю Всех победителей и участников конкурса! Ни кто не остался без наград. Надеюсь что всё без обид. Особая Благодарность Генеральному спонсору конкурса Компании "3М" https://www.3mrussia..._RU/Country-RU/ Наука, воплощенная в жизнь, совместно с компанией Техноавиа https://www.technoavia.ru/ http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-34696500-1594400876_thumb.jpg http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpg Получение призов: В ближайшие дни я свяжусь с каждым участником конкурса (через личные сообщения форума), чтобы обсудить все детали. Объявляю Конкурс закрытым! Спасибо за внимание. С уважением Александр.- 35 ответов
-
- 13
-
-
Полезные ссылки: Конкурс сварщиков «Мой звездный час с 3М»Техническая номинация.Художественная номинация.http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_06_2020/post-3288-0-04095400-1591636496_thumb.jpg Правила конкурса 1. Общие положения 1.1. Название конкурса: Конкурс сварщиков «Мой звёздный час с 3М» (далее по тексту настоящих Правил – Конкурс). 1.2. Цели Конкурса: выявление и поощрение индивидуальных навыков Участников Конкурса, связанных со сваркой; поддержка творческого самовыражения и развитие творческих навыков у Участников Конкурса; популяризация профессии «Сварщик». 1.3. Конкурс проводится по 2-м отдельным направлениям: 1.3.1. Техническая номинация, к которой конкурсные работы оцениваются по их функциональности и практичности. 1.3.2. Художественная номинация с упором работ на их творческую составляющую. 1.4. Конкурс проводится в сети интернет на сайте http://websvarka.ru/talk/ в специальном разделе форума Конкурс сварщиков «Мой звездный час с 3М» (далее – Сайт Конкурса). 2. Организатор Конкурса 2.1. Организатором Конкурса выступает форум сварщиков Вебсварка. 2.2. По всем вопросам, связанным с организацией и проведением конкурса, пишите в текущей теме, личным сообщением @Миротворец, (для зарегистрированных пользователей) или по электронной почте на адрес websvarka.ru@mail.ru 3. Спонсор Конкурса 3.1. Компания "3М" https://www.3mrussia.ru/3M/ru_RU/company-ru/?utm_medium=redirect&utm_source=vanity-url&utm_campaign=www.3mrussia.ru/3M/ru_RU/Country-RU/ 3М. Наука, воплощенная в жизнь, совместно с компанией Техноавиа https://www.technoavia.ru/ http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-34696500-1594400876_thumb.jpg http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpg 4. Сроки проведения Конкурса4.1. Конкурс проводится в период с 15 июля 2020 года по 15 сентября 2020 года (здесь и далее — время московское). Указанный срок включает в себя:4.1.1. Срок предоставления работ для участия в Конкурсе: с 15 июля 2020 года по 10 сентября 2020 года включительно.4.1.2. 11-15 сентября — технический перерыв перед голосованием. Работы уже не принимаются, но публикуются те, которые были присланы в последние дни Конкурса.4.1.3. Срок, в течение которого осуществляется голосование на Сайте Конкурса: в период с 16 сентября 2020 года по 19 сентября 2020 года (включительно).4.1.4. Официальное объявление Победителей и обладателей Наград осуществляется 20 сентября 2020 года. 5. Участники Конкурса, их права и обязанности5.1. Лица, выполнившие требования, установленные настоящими Правилами, именуются Участниками Конкурса.5.2. Участником Конкурса может стать любой желающий (включая Супермодераторов и Модераторов проекта Вебсварка), за исключением Организатора конкурса (он же — Администратор проекта Вебсварка).5.3. Каждый Участник может представить на Конкурс только одну работу (изделие), выполненную своими руками в срок его проведения. Запрещено участие сразу в 2-х номинациях, как и предоставление нескольких Конкурсных работ или работ, выполненных командой из нескольких людей. 5.4. Участники имеют права и несут обязанности, установленные действующим законодательством Российской Федерации, а также настоящими Правилами. 6. Как стать Участником Конкурса6.1. Для того, чтобы стать Участником Конкурса, необходимо в период, указанный в п. 4.1.1. настоящих Правил, совершить следующие действия:6.1.1. Зарегистрироваться на Сайте Форума (на форуме).6.1.2. Зайти на Сайт Конкурса Конкурс сварщиков «Мой звездный час с 3М» и создать Новую тему с описанием своей конкурсной работы в соответствии с требованиями, описанными в п.7 Правил.6.1.3. Конкурсную работу не обязательно выкладывать сразу всю целиком, можно поэтапно или по мере изготовления.6.2. Все присланные работы проходят предварительную модерацию в срок, не превышающий 7 дней. 6.2.1. Работам присвоенным порядковый номер считаются допущенными к участию конкурса. 7. Требования к конкурсным работам 7.1. Конкурсная работа должна соответствовать теме: "Воплощение давней мечты" и выбранной Номинации, Технической или Художественной. 7.1.1. Все работы, независимо от номинации, должны иметь элементы сварки и непосредственное отношение к названию конкурса. К примеру: любое самодельное металлическое изделие с элементами сварки, детская площадка, карусель, качели, ...) железная статуя, трактор и много ещё чего, лишь бы не противоречила правилам конкурса. 7.2. Конкурсная работа должна в обязательном порядке содержать: 7.2.1. Оригинальный заголовок Темы (он же — название работы). 7.2.2. Указание, на какую из 2-х Номинаций заявлена конкурсная работа. 7.2.3. Поэтапный отчет с фотографиями и текстовым описанием процесса изготовления конкурсной работы. В отчете должно присутствовать как минимум 5 фотографии (начало процесса изготовления, его середина и итоговая работа), на которых изображены: 7.2.3.1. Сама конкурсная работа (или процесс ее изготовления). 7.2.3.2. На изделии обязательно должен присутствовать логотип «3М» (можно без кавычек на всех 5-ти фото!),написанный сваркой на самом конкурсном изделии. Запрещено накладывать слово, используя постобработку фотографий в любых графических редакторах. 7.2.4. Одна главная фотография с логотипом «3М», на изделии, которая будет использоваться в качестве иллюстрации к конкурсной работе. 7.2.5. Дополнительные фото, видео и описание работы приветствуются. Так же берётся во внимание использование атрибутов компании "3М" 7.3. К участию в Конкурсе не допускаются изображения и тексты, содержание которых противоречит законодательству РФ, включая, но не ограничиваясь: изображение и текст не должны служить пропагандой употребления (распространения) алкогольных напитков, табачных изделий, а также порочить честь и достоинство граждан, побуждать к совершению противоправных действий, жестокости или насилию, оскорблять религиозные чувства граждан; изображения и текст эротического содержания, а также изображения и текст, направленные на рекламу товаров и услуг. 8. Размер, форма и количество призов 8.1. Техническое направление: 8.1.1. Приз за 1-е место: Сварочный щиток с АЗФ Speedglas® 9100 XXI 8.1.2. Приз за 2-е место: Сварочный щиток с АЗФ Speedglas® 9002NC 8.1.3 Приз за 3-е место Перчатки Argo 8.512 (Арго), для сварочных работ. 8.2. Художественное направление: 8.2.1. Приз за 1-е место: Сварочный щиток с АЗФ Speedglas® 9100 XXI 8.2.2. Приз за 2-е место: Сварочный щиток с АЗФ Speedglas® 9002NC 8.2.3. Приз за 3-е место Перчатки Argo 8.512 (Арго), для сварочных работ. 8.3. Дополнительно один поощрительный приз от спонсора: Сварочный щиток с АЗФ Speedglas® 9002NC 9. Порядок определения Победителей и обладателей Наград 9.1. Победителей Конкурса определяет жюри, которое состоит из администрации форума и спонсора конкурса. 9.2. Выбор делается на основании субъективного мнения жюри. 9.3. При выборе победителей жюри учитывает: полноту и качество описания представленной работы; ее идею, практическую и художественную ценность; полученную реакцию пользователей форума Вебсварка, выраженную в оставленных сообщениях к конкурсной работе, а также в значении числа репутации первого сообщения конкурсной работы. 9.4. По каждому из 2-х направлений конкурса проводится отдельное голосование. 10. Особые условия 10.1. Принимая участие в Конкурсе, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Конкурсе в соответствии с настоящими Правилами, а также с тем, что представленная им Конкурсная работа может быть использована Организатором, в том числе, в рекламных целях. 10.2. При обнаружении Организатором фактов мошенничества (использование чужих работ, махинации и пр.), Организатор оставляет за собой право не допустить Участника до Конкурса или итогового голосования, а также пересмотреть результаты голосования, если в их процессе будут выявлены факты мошеннических действий. 10.3. Администрация имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. 10.4. При возникновении сомнения в авторстве Конкурсной работы, Организатор оставляет за собой право запросить у Участника Конкурса дополнительную информацию, которая бы однозначно подтверждала авторство предоставленной Конкурсной работы. 11. Приглашаем к сотрудничеству информационных партнеров. По всем вопросам пишите на websvarka.ru@mail.ru
- 40 ответов
-
- 10
-
-
Андрей , да нет не какой ненависти и т.д. и даже для твоей пользы . Да может аппаратики и хороши в смысле импульса и настроек но меня "бесит" подавалка и она не о чем для люминия и особо 4043 да 5356 1мм проволочка и что бы мне не говорили коллеги будут мучаться со сваркой сими проволоками а они самые ходовые в диаметре 1мм , да и тебя же будут вспоминать не хорошими словами , поверь и это будет так, а по большому счету надо не тебя а китайцев будет вспоминать не хорошими, но будут тебя и так устроен свет ты замыкающие звено . Это как с Гроверс , китайцы нахандрили в ПА ,,,, а все шишки Алексею (Техсвар) -------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- Что нужно для хорошей протяжки алюминиевой проволоки , правильно стабильная подача и вот тут то и возникает проблема 2х роликов - сделаешь хороший прижим для стабильной подачи ну и поймаешь "петлю" может не сразу но поймаешь ,,,,, сделаешь прижим таким чтобы происходил при утыкание и подклинивании проволоки таким чтобы ролик буксовал и да такое возможно но подачи стабильной не будет и ролик будет с буксом работать наточит опилок и т.д. 4ролика позволяют ослабить натяг так что бы при "клине" не образовывалась петля и будет букс(как нить кино сниму) и в то же время с таким натягом они подают стабильно проволоку и так должно и быть их 4 и все активные . Вот даже у Picomig 180 puls 4ролика верхние ролики пассивные то есть только для прижима , так немцы под Ал рекомендуют докупить КИТ под АЛ то есть ролики + шестереночки и верхние уже становятся активными ну и учесть дотошность немцев и думаю не зря рекомендуют . Ну и вот Lincoln они тоже знают толк в сварке алюминия и почитайте чо пишут и думаю тоже не случайно . https://www.lincolnelectric.com/ru-ru/support/process-and-theory/Pages/aluminum-feeding-detail.aspx
-
 6.2. Расчет режимов сварки (наплавки) в углекислом газе проволокой сплошного сечения В основу выбора диаметра электродной проволоки при сварке и наплавке в углекислом газе положены те же принципы, что и при выборе диаметра электрода при ручной дуговой сварке: Толщина листа, мм 1- 2 3-6 6-24 и более Диаметр электродной проволоки dЭ, мм 0,8-1,0 1,2-1,6 2,0 Расчет сварочного тока, А, при сварке проволокой сплошного сечения производится по формуле (6.9) где а – плотность тока в электродной проволоке, А/мм2 (при сварке в СО2 а=110 ÷ 130 А/мм2 ; dЭ – диаметр электродной проволоки, мм. Скорость подачи электродной проволоки, м/ч, расчитывается по формуле (6.10) где αР – коэффициент расплавления проволоки, г/А· ч ; ρ – плотность металла электродной проволоки, г/см3 (для стали ρ =7,8 г/см3). Значение αР рассчитывается по формуле (6.11) Скорость сварки (наплавки), м/ч, рассчитывается по формуле (6.12) где αН - коэффициент наплавки, г/А ч; αН = αР·(1-Ψ), где Ψ - коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 Ψ = 0,1- 0.15; FB - площадь поперечного сечения одного валика, см2. При наплавке в СО2 принимается равным 0,3 - 0,7 см2. Масса наплавленного металла, г, сварке рассчитывается по следующим формулам: при сварке ; при наплавочных работах (6.13) где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см3); VН - объем наплавленного металла, см3. Время горения дуги, ч, определяется по формуле Полное время сварки (наплавки), ч, определяется по формуле где kП – коэффициент использования сварочного поста, ( kП= 0,6 ÷ 0,57). Расход электродной проволоки, г, рассчитывается по формуле (6.14) где GH – масса наплавленного металла, г; Ψ – коэффициент потерь, (Ψ = 0,1 - 0,15). Расход электроэнергии, кВт· ч, определяется по формуле где UД– напряжение дуги, В; η– КПД источ https://pvrt.ru/regim/regim_62.htm
6.2. Расчет режимов сварки (наплавки) в углекислом газе проволокой сплошного сечения В основу выбора диаметра электродной проволоки при сварке и наплавке в углекислом газе положены те же принципы, что и при выборе диаметра электрода при ручной дуговой сварке: Толщина листа, мм 1- 2 3-6 6-24 и более Диаметр электродной проволоки dЭ, мм 0,8-1,0 1,2-1,6 2,0 Расчет сварочного тока, А, при сварке проволокой сплошного сечения производится по формуле (6.9) где а – плотность тока в электродной проволоке, А/мм2 (при сварке в СО2 а=110 ÷ 130 А/мм2 ; dЭ – диаметр электродной проволоки, мм. Скорость подачи электродной проволоки, м/ч, расчитывается по формуле (6.10) где αР – коэффициент расплавления проволоки, г/А· ч ; ρ – плотность металла электродной проволоки, г/см3 (для стали ρ =7,8 г/см3). Значение αР рассчитывается по формуле (6.11) Скорость сварки (наплавки), м/ч, рассчитывается по формуле (6.12) где αН - коэффициент наплавки, г/А ч; αН = αР·(1-Ψ), где Ψ - коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 Ψ = 0,1- 0.15; FB - площадь поперечного сечения одного валика, см2. При наплавке в СО2 принимается равным 0,3 - 0,7 см2. Масса наплавленного металла, г, сварке рассчитывается по следующим формулам: при сварке ; при наплавочных работах (6.13) где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см3); VН - объем наплавленного металла, см3. Время горения дуги, ч, определяется по формуле Полное время сварки (наплавки), ч, определяется по формуле где kП – коэффициент использования сварочного поста, ( kП= 0,6 ÷ 0,57). Расход электродной проволоки, г, рассчитывается по формуле (6.14) где GH – масса наплавленного металла, г; Ψ – коэффициент потерь, (Ψ = 0,1 - 0,15). Расход электроэнергии, кВт· ч, определяется по формуле где UД– напряжение дуги, В; η– КПД источ https://pvrt.ru/regim/regim_62.htm -
Мотор-редуктор и прижимной механизм
Миротворец опубликовал тема в Полуавтоматическая сварка — MIG/MAG
С двумя роликами подающее усилие в два раза сильнее и проволока подаётся стабильнее и на стальной проволоке нет проблем с подачей, что не скажешь про однороликовый. Четырёх роликовые используют на алюминии, чтобы ослабить прижимное усилие на проволоку и избежать деформации. Однороликовый, для меня, это всё "ширпотреб" и не имеет ничего общего с "профи"- 142 ответа
-
- 1
-
-
- полуавтомат
- MIG
- (и ещё 1 )
-

Сварка новым полуавтоматом CLOOS алюминиевой проволокой 4043
Nail02 опубликовал тема в Инструментарий
Всем привет, уважаемые коллеги. Прошел сезон и сейчас немного появилось время разобраться с новым сварочным аппаратом. Приобрел его уже как пол года, варил пока только сплошной проволокой. Времени совсем не было разобраться и попробовать его способности с алюминием. Но хочется попробовать варить алюминий в аргоне проволокой 4043. Аргонка сейчас по весне снова появилась. Подскажите кто знает по данному аппарату. И все ли правильно взял для сварки алюминием. Вижу многие используют 5356, которая с магнием, но так понимаю что 4043 мягче и с нею сложнее варить ? Просто в основном литье автомобильное все идет с кремнием потому взял и проволоку аналогичную. Сопло для 1.2 проволоки нужно больше на размер где то читал. Это верно? Хоть аппарат и немец как говорит интернет, но произведен в китае потому инструкция вся на китайском. Конкретно инструкцию на русском ни где не найти, к сожалению.
-
Совсем недавно удалось мне купить TRITON ALUMIG 250P Dpulse Synergic. После долгих противоречивых «за» и «против» все-таки альтернативы не нашел - по цене вышел дешевле аналогов на 15-20%. На сэкономленные деньги купил проволоку для сварки алюминия и нержавейки. Покупался в свой сервис-мастерскую – варю все - от кузовщины до спец. заказов с предприятий (корпуса, переходники итд). Сталь листовая (наверное 1,0-1,5 мм на корпусе) достаточно прочная, если что-то упадет, то ничего не повредит внутри. Решетки на корпусе вниз направлены, пыль не попадает при сварке. Собран добротно, ничего не дребезжит, даже когда по неровному полу катишь. Кстати колеса тоже хорошего качества, передние поворачивают, маневренность хорошая, при перевозке переусердствовать не приходится. Размер средний для такого полуавтомата. Баллон сзади на площадке помещается без проблем, думаю даже 40-ка литровый встанет. Панель настройки как у «самолета», но все понятно, особенно порадовала циклограмма, сразу понятно, что настраиваешь и какая функция за это отвечает. Читаются все настройки нормально, не приходится вглядываться или менять положение головы. Регуляторы удобные, есть два дисплея, на одном ток, на втором напряжение показывает или частоту и т.д.. Настройка много времени не занимает, если просто крутить регулятор то по 1 единице меняется настройка, если нажать и крутить то по 10 делений сразу. Есть память на 10 программ, пока только 4 записал, тоже круто выбрал из памяти и сразу в работу. Синергетический алгоритм настройки. Есть еще «отжиг проволоки», «заварка кратера», индуктивность дуги настроить можно и другие приятные «функции». Режим S4 отличная функция для сварки алюминия. Double Pulse вот главный режим из-за которого и покупался мною этот полуавтомат. Другими словами -улучшенный импульсный режим. Обеспечивает отличную вертикальную и горизонтальную сварку, и еще можно смело варить тонкие заготовки не опасаясь прожига. Шов можно положить как ТИГ аппаратом, ровночешуйчатым Собран на IGBT транзисторах, которые работают через Soft Switch – короче, что-то вроде плавного переключения без скачков резких тока. По току для режима МИГ диапазон настройки 30 - 250 А, и для ММА режима такой же, можно кстати варить любым электродом вплоть до 6-ки. По проволоки от 0,8 до 1,2 мм можно использовать. ПВ 100% при токах до 200 ампер, если на максималке 250 ампер варить, то ПВ 60%, при этом вентилятор отлично охлаждает перегревов не было замечено даже при сварке на максималке. Есть защита от перегрузки и перегрева с индикацией на панели, но мы все же в режиме теста только на 250 ампер поварили пару заготовок. Инвертор умный, при переключении диаметра проволоки, он сам скорость подачи начинает менять, переключил марку металла, он скорость меняет, думаю для новичков или малоопытных сварщиков будет особенно полезным. Упаковка порадовала – фанера по бокам и брусья по углам были, такая деревянная коробка пришла с лейбом «Тритон» (сам не фотографировал, но все так же как и на фото с сайта, где заказывал). Пришел целый, упакован внутри тоже хорошо. Порадовала комплектация – горелка MIG/MAG MB 24KD 3м, тефлоновый канал, кабель массы, кабель с электрододержателем, силовой кабель, инструкция и сам полуавтомат. Докупил только присадку и заправил баллон.
-
Меня просили показать, что я делала с ОКОй... Ребята, только сильно не смейтесь над моими швами. В свое оправдание могу сказать, что варить тонкий, да еще не первой свежести металл ооочень тяжело, тут надо иметь просто железные нервы. Металл под проволокой плавится, будто в масло варю, приходится токов меньше ставить, а на маленьких токах шов получается как бы шишечками.... Может и не правильно, но я так приспособилась. С чего все началось: как всегда, папа прикатил ОКУшку, и сказал "Твоя, делай что хочешь!". А поскольку я 15 лет езжу на УАЗе, на маленькой не могу... просто потому, что привыкла ехать прямо, не объезжая калдобины с канавами... ОКА не переживет такого стиля езды. Тогда решаю просто сделать колеса побольше, но при этом сохранить идею малолитражки, ее не высокое потребление топлива. Конечно, большая резина добавит расхода бензина, но, в любом случае, не до такой степени, как его поглощает УАЗ! И вот, за основу беру такой проект на резине от квадроцикла: Но подумав, решаю сделать ступицы - трансформеры, чтобы можно было менять квадриковскую резину на четырнадцатую (у ОКИ свой размер 12), т.к. квадриковская резина мягкая, то быстро сотрется и будет жалко. Решила, что буду менять резину по обстоятельствам - для города на 14, а для фишки (на фестиваль съездить, так понтануться, или с дефчонками на море пиво попить...) на квадриковскую. Как сделать ступицу уже все придумано. По поводу "Не потянет движок такую резину" или "Не выдержат шпильки" не пишите пожалуйста, все придумано, все должно быть хорошо. Когда все доделаем (я кузовщину - пороги, покраску, гидро-шумо изоляцию и т.п., муж тех. часть - ступицы, подвеска, движок, и т.п), тогда на практике все и увидим - потянет или нет, сломается, или нет.... Движок, кстати, остается родной. Итак, приступаю к работе. Поскольку передняя часть днища сгнила до такой степени, что вот - вот отвалится, приходится всю ржавчину срезать, выпиливаю все, что сгнило... Беру два штампованных диска от ОКИ, распиливаю, у одного срезаю чашку Свариваю Получается ацкий развар... Меняем резину Получается хороший такой вылет После примерки колеса стало понятно где лишнее, рисую как надо вырезать арки
- 38 ответов
-
- 41
-
-
- сварка дисков
- сварка авто
- (и ещё 2 )
-
 Добрый день, являюсь собственником уникального аппарата Helvi TP230. По функционалу- является полным аналогом Helvi TP220-225, но имеет сразу три податчика проволоки, соответственно комплектуется тремя горелками + TIG горелка + MMA и подключается сразу к двум баллонам с газом - аргоновому и со сварочной смесью, после чего можно поочередно использовать все горелки, аппарат подает нужный газ в зависимости от выбранной горелки и режима сварки. Огромное спасибо официальному дилеру Helvi, если есть вопросы по стоимости и приобретению - все к нему - Олег, ник- xSVARNOYx на чипмейкере, на форуме Вебсварка есть представитель - copich, меня спрашивать по цене и прочему бесполезно- я пользователь. Ссылка на мой обзор данного аппарата, если есть вопросы по нему- пишите. P.S. Хотел было поменять тему, убрать слова "уникальный" и просто добавить поросячего восторга от нового аппарата на хозяйстве - но, факт, он уникальный, и аналогов нет.
Добрый день, являюсь собственником уникального аппарата Helvi TP230. По функционалу- является полным аналогом Helvi TP220-225, но имеет сразу три податчика проволоки, соответственно комплектуется тремя горелками + TIG горелка + MMA и подключается сразу к двум баллонам с газом - аргоновому и со сварочной смесью, после чего можно поочередно использовать все горелки, аппарат подает нужный газ в зависимости от выбранной горелки и режима сварки. Огромное спасибо официальному дилеру Helvi, если есть вопросы по стоимости и приобретению - все к нему - Олег, ник- xSVARNOYx на чипмейкере, на форуме Вебсварка есть представитель - copich, меня спрашивать по цене и прочему бесполезно- я пользователь. Ссылка на мой обзор данного аппарата, если есть вопросы по нему- пишите. P.S. Хотел было поменять тему, убрать слова "уникальный" и просто добавить поросячего восторга от нового аппарата на хозяйстве - но, факт, он уникальный, и аналогов нет.