SergDemin
-
Постов
7 193 -
Зарегистрирован
-
Посещение
-
Победитель дней
66
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент SergDemin
-
 @morgmail, Если на пару ампер подгрузить, ну какое рабочее напряжение? http://grpz.ru/production/civil/welding/item/svarochnyi-apparat-invertor-forsag-200m/ Вот, для примера, на ВАХ любимого Вами Форсажа гляньте. Особливо, если ему регулятор тока на максимум выкрутить. Ну пару вольт ниже чистого НХХ будет, ну на 5 максимум. Ну уж никак не рабочее напряжение. Так это инвертор с вольтодобавкой, у него на начальном участке характеристика довольно круто падает. А если без вольтодобавки, так практически НХХ и будет.
@morgmail, Если на пару ампер подгрузить, ну какое рабочее напряжение? http://grpz.ru/production/civil/welding/item/svarochnyi-apparat-invertor-forsag-200m/ Вот, для примера, на ВАХ любимого Вами Форсажа гляньте. Особливо, если ему регулятор тока на максимум выкрутить. Ну пару вольт ниже чистого НХХ будет, ну на 5 максимум. Ну уж никак не рабочее напряжение. Так это инвертор с вольтодобавкой, у него на начальном участке характеристика довольно круто падает. А если без вольтодобавки, так практически НХХ и будет.- 400 ответов
-
- 1
-

-
- технологии
- схемы
- (и ещё 4 )
-
Может озона? Если без перчаток работать, кожа на пуках начинает палёным пахнуть. От ультрафиолета. А изолента, это хлорвинил. Совсем по другому воняет. Кусочек подожгите и сравните. Кстати, озон вреден, вентиляция нужна. Как и при любом виде сварки.
-
Чтобы ограничитель НХХ "увидел" замкнутую цепь и включил инвертор.
- 400 ответов
-
- 1
-
-
- технологии
- схемы
- (и ещё 4 )
-
Электродом - можно. Только в разы медленнее. Что касается диаметра проволоки - может в смеси проволока 0,8 пор и не даёт. У меня возможности проверить это не было. А в углекислоте чем больше диаметр, тем меньше пор. Поверь - лично и неоднократно проверено. Нельзя в углекислоте на больших плотностях тока варить, если не просто красивый, но и плотный шов нужен. Каким он и должен быть, а уже потом - красивым . У автора вопроса речь именно о сварке в углекислоте шла. По хорошему, наверное, серьёзные вещи в чистой углекислоте варить не стоит, но что делать, когда смеси нет?
-
@Alex86rus13, это скорее к @selco вопрос. Этот Гроверс - обычный хороший полуавтомат, без импульса. Позволять то он позволяет, насколько комфортно - Валера подскажет. @selco, Валера, ты же пайку бронзой любишь? Что скажешь про использование CuSi3 в линейном режиме?
-
@Vosmerkin, ну да, принципиально новое - это полуавтомат с импульсом. Но для сварки черняги - не особо актуально. Нержа, алюминий, да. Там перенос металла по другому происходит.
-
@Vosmerkin, ну и хорошо. Главное, разобрались с функционалом аппарата.
-
Да вроде ничего не путаю http://www.tehnosvarka.ru/upload/iblock/309/MIG%20200P.pdf
-
похоже, что знаний и опыта . Это что то новенькое . Отключите синергетику и крутите что хотите куда хотите Последний пункт в меню выбора диаметра проволоки - SPL. Учите матчасть... и руки, судя по фото, тут ни при чём.
-
@installl, естественно.
-
Заглянули сегодня в аппарат. Заодно и пыль выдули. Собран очень культурно. На двигателе МПП, судя по всему, датчик частоты вращения сзади стоит. Закрыт полиэтиленовым чехлом, чтобы на него, да и в двигатель пыль не попадала. 4 платы. Силовая, мозги,управление двигателем, и как я понял, управление сварочным процессом. На плате управления двигателем 1 подстроечник, на плате управления процессом - три. Есть вероятность, что один из них и служит для настройки напряжения. Знать бы теперь, какой.
-
гляньте сюда, может это Вам подойдёт для начала. http://websvarka.ru/talk/topic/11773-prodam-svarog-jasic-tech-tig-200-p-dsp-acdc-e104/?p=358424
-
Неправильно понимаете . Ничего аппарат не подбирает. Аппарат задаёт напряжение и скорость подачи. Процесс сам себя стабилизирует. В определённом диапазоне скоростей и напряжений, разумеется. Есть такое понятие - параметрическая стабилизация. Это когда изменение одного из параметров процесса приводит к такому изменению других, что процесс возвращается почти к тем же параметрам. Это у новых аппаратов "мозги" появились. И кажется, что они что то могут подбирать . У трансформаторного ПА никаких "мозгов " нет. Соответственно, подбирать он ничего не может . Но, ведь работает, зараза! @installl, по моему - оптимальный зазор и оптимальный режим под данную проволоку. На герметичное изделие вряд ли такой сгодится - там поры обязательно будут. Пробовал. Там ПА помощнее нужен и проволока 1,2. Это так, Вам для справки информация. А для печки - очень даже не плохо.
-
наверное зря. Я её не одну катушку сжёг, в углекислоте. Швы плотные, пор не даёт. Горит спокойно, брызг мало. Что то ещё в гараже осталось, помелочи пользуюсь. Мне она нравится.
-
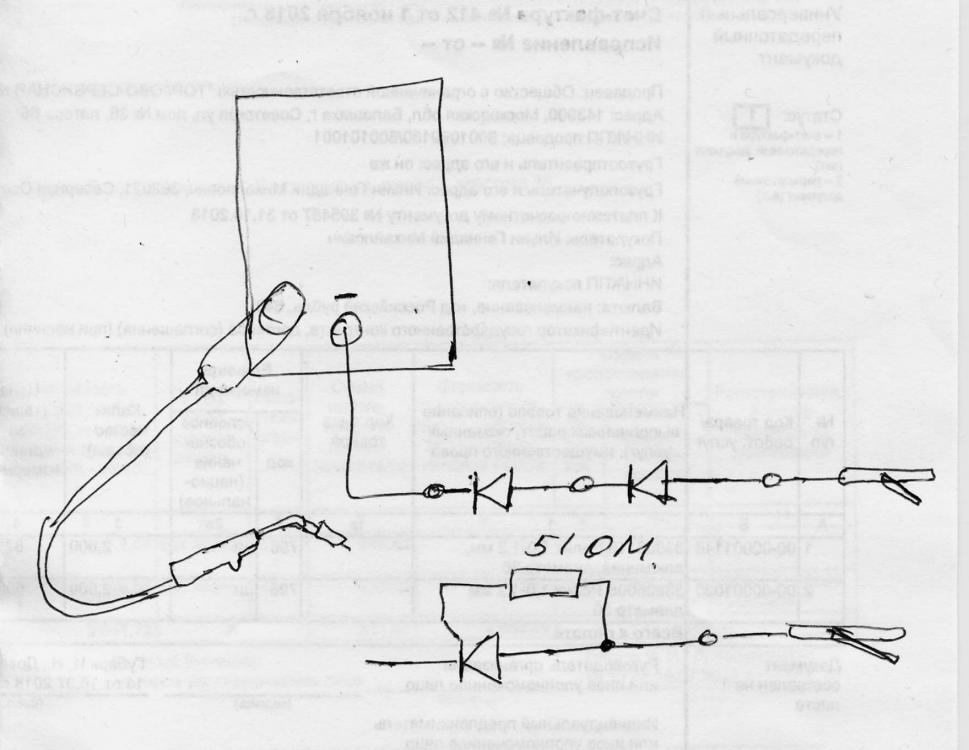
у многих с советских времён по кладовкам да гаражам валяются. Я когда то на тиристорах инвертор лепил, тиристоры уже в металлолом сдал, диоды ещё валяются. А если покупать - конечно золотые. Да и не дело это - диоды довешивать. Надо с регулировкой напряжения разобраться.
-
@selco, Тиристоры не пойдут. У них структура четырёхслойная, падение напряжения на одном не меньше 1,2 вольта будет. Хотя, попробуй. Он так кайфно варит при нулевой коррекции, или когда чуток в - коррекция подачи сдвинута Частота импульсов оптимальная, в минус не уходит. А при +40 на маленькой подаче - не айс .

-
Это вряд ли. Вот если бы вместо коррекции по подаче сделали коррекцию по напряжению, но это не реально. Пока аппарат продаётся, производитель и не почешется . Я так понял, Вы тоже считаете, что коррекция по напряжению удобнее? А то , я уж подумал, что одинок во Вселенной .
-
@selco, Валера, кстати говоря, если у тебя в хозяйстве найдётся пара диодов, хотя бы ампер на 160 , попробуй один или два в разрыв массы включить. И на программе № 23 с проволокой 0,8 подобрать режим. Почувствуешь разницу, когда коррекция не + 20 будет, а около 0 или в - и частота повыше станет.
-
@selco, эх, нет у тебя на фотках реальных значений тока и напряжения. До сварки фоткал. Ну ничего, будет время - попробуешь. Да, в принципе уже всё ясно, осталось узнать, как напряжение отрегулировать.
-
У меня другое предположение . Но, не будем гадать, подождём что Игорь скажет по этому поводу. Меня радует, что появилось взаимопонимание. А то, как будто о разных аппаратах говорим. Всего 1 вольт разницы очень сильно меняет поведение аппарата.
-
@BUTCHER, Спасибо! Проволока везде 0,8 была? Похоже, просто "повезло" с аппаратом. Напряжение завышено. Но это очень хорошо, значит регулировка есть, просто сбита. Жаль, я не записал, когда 0,8 на родной программе пробовали. В основном на 1 режимы записаны. Ну, ничего, попробую, уже есть с чем сравнить. Но если память не изменяет, у нас коррекция за + 30 была.
-
@Учусь, может наводка на цепь управления имеется, пробой - это когда высокое изоляцию повреждает. Горелку менять не пробовали? Скорее всего, через горелку наводка идёт, а поджиг из за вольфрама плохой. Когда нет поджига - аппарат сбоит.
-
@caps,@Учусь, от дерьмового вольфрама такое бывает. Недавно видел нечто похожее. Насчёт осциллятор на кнопку пробивает, если высокое пробьёт на цепь управления, с большой долей вероятности это будет кирдык. Как это, до 60 герц не пробивает, а выше пробивает? Попробуйте вольфрам из другого места взятый.
-
ещё Леонид Ильич сказал - экономика должна быть экономной. . Теперь во всём мире мудрость престарелого генсека поняли.
- 400 ответов
-
- 2
-
-
- технологии
- схемы
- (и ещё 4 )
-
@copich, да не к спеху. Мне бы ответ на вопрос регулировкой напряжения получить. Ты или кто нибудь из ваших это знает? Или к производителю обращаться надо? Но тоже не горит.