

AMBIVERT42
-
Постов
2 673 -
Зарегистрирован
-
Посещение
-
Победитель дней
148
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные AMBIVERT42
-
-
У меня таких есть. После просушки варят лучше, чем новодел, только купленный в магазине.электроды Т590 пропадают?-
 2
2
-
-
- Популярный пост
- Популярный пост
Выходные сварщика, или "Свинья везде грязь найдёт...".
Наконец-то, в Кузбасс пришла зима. Когда после бесснежных скачек температуры от -20 до +10, слякоти и наледи, за окном увидел такие картинки,


то несказанно обрадовался и, наконец, поехал переобуть своего "боевого коня" в зимнюю резину. Снял переднее колесо-и на тебе... Кронштейн амортизатора и "ухо" поперечной тяги-с трещинами.



Оно и понятно... Пробег машины-за 400 тыс. км.Скачки по горам Алтая и Хакасии, а также каждодневные поездки по строительным объектам не могли не сказаться...
Так, как тёплый гараж со смотровой ямой-занят приятельской машиной с разобранным мотором (сам пустил, винить некого), вытащил оборудование на свет Божий.

Поскольку, пауком расползшуюся трещину разделывать было жуть как неудобно, воспользовался следующим приёмом, которым варю рамы в самых неудобных местах. В аргоне на приличном ( для данной толщины стали) токе в 145 А прошёлся от краёв трещины к середине.
Лицевая и оборотная стороны шва:


Для сварки крепления поперечной тяги меняем горелку на держак и вперёд.


На "закуску"-немного силумина.
На мотопомпе лопнула накидная гайка крепления рукава. Материал-... Ну, сами понимаете... Самый низкопробный. Стрелял и пузырился. Но, что-то получилось. Даже сгонял водичку из траншеи откачать.



-
19
-
Без каких либо предвзятостей.
Вроде, форумчане Вебсварки и так ангажированностью и предубеждением не страдают. Прошлые и настоящие тесты оборудования от "Авроры"-тому свидетельство.
Более того, против такого авторитетного человека среди тестировщиков, как tehsvar, не будет никто.
-
5
-
-
Рутильщики, однако... Попробуй-ка электрод с основной обмазкой так согни...судя по тому как согнут патрон они явно трубщики)) -
- Популярный пост
- Популярный пост
Где-то я это уже писал...По предложению форумчан создали тему, где каждый может оставить заявку на тестирование. Указываем свой город, опыт работы и опыт прошлых испытаний. Так что, считайте это сообщение заявкой.
Так что, считайте это сообщение заявкой.Уже участвовал в тесте сварочника для РЭДС. Можете посмотреть в разделе "Наше оборудование". У меня есть возможность испытать аппарат для ручной дуговой сварки в условиях сфер ЖКХ и монтажа металлоконструкций, при разных температурных условиях и с разной загрузкой, в работе с различными марками электродов, на пониженном сетевом напряжении и при работе с электрогенераторами разной мощности. Имею возможность снять видеоролик. К этому могу приложить подробный отчёт в письменной форме. в котором будут изложены как сугубо субъективные ощущения сварщика, так и объективные показания вольтметров и амперметров при замерах сварочного тока и тока сети, а также напряжения ХХ, дуги и сети. Также, для сравнения, я уже снимал характеристики с нескольких инверторов для РЭДС. Есть с чем сравнить.
Город моего проживания-в профиле. Стаж по сварке-более 17 лет.
-
10
-
я так понимаю нужно скос сделать на обоих плоскостях или только на одной ? интересует такой момент если я варить начну от начала и по окружности ту даже приду ,у меня ничего не поведет ??
Да, делать скос надо на обеих кромках. Без притупления, на "нож". Скос кромок на частях диска образуется естественным образом при резке в токарном станке (с условием, что резец заточен соответствующим образом). Скашивать кромки на вставке, извольте, шлифмашинкой. Варить-без зазора, но, с полным проваром (с образованием обратного валика). Варим на спуск.
Признаюсь честно, легкосплавные диски пока не варил ни разу, а, вот, разварки стальных дисков на джиперские "каракатицы" и "котлеты"-не раз. Причём, не только сваривал вставки, но и пересаживал диски с обода на обод. Результат-положительный. Последнюю разварку делал лет 5 назад. До сих пор ездит по Саянам и Горному Алтаю. Главное, впрочем, как и везде-тщательность и аккуратность.
Насчёт "поведёт-не поведёт"... Не варите напроход. Я делал так: прихватывал по периметру через 50-80 мм, потом в диаметрально противоположных сторонах-по 200 мм, по ходу продвижения вышлифовывая прихватки.
-
5
-
-
оказывается нет предела совершен.. дебилизму.
Дим, это точно... Как говаривал Ф. Ницше, "Пора считаться с глупостью, как с реальной силой природы!". А. Эйнштейн заключил:"В мире есть две бесконечности:Вселенная и Глупость. Впрочем, насчёт Вселенной-я сомневаюсь..."
Помнится, лет пятнадцать назад, менял я ввод теплотрассы в студенческом общежитии. Разлёгся в траншее, обвившись кабелями и обняв трубу. Дело было на день Ивана Купалы. Ну, ясен день, меня дебилоидные студенты "поздравили" парой вёдер воды, вылитых из окна. Учитывая, что у сварочного генератора Uхх=95 В, приятного было мало... Аж сознание потерял...
...позвать меня подёргиванием за шлангпакет горелки, в то время когда я варил... Это что то.Это-ещё что... Моего приятеля по водолазной службе, когда он стоял в полной амуниции ("трёхболтовка") на палубе, кретин-палубный матрос "позвал" рывком за шланг-пакет. Падение плашмя, навзничь, да в скафандре, закончилось для приятеля лазаретом (сотряс и конкретные ушибы, в т.ч., внутренние...). Впрочем, как и для шутника, которого отловили и "замесили" обеспечивающие.
-
4
-
-
@Rashid,Очень похоже, что деталь сделана из чугуна. Немудрено, что на холодную она начала трещать. На холодную чугун с высокой надёжностью варится присадками на основе никеля. Короткими стежками с проковкой. На горячую можно сварить и нержавейкой. Но, тут-лотерея. При нагреве и медленном остывании в шве могут сняться внутренние напряжения, а могут и не сняться... Почитайте тему про сварку чугуна в аргоне и многие Ваши вопросы отпадут сами собой.
-
1
-
-
- Популярный пост
- Популярный пост
Можно поискать фото "зарубежных" "творений" в теме "Дилетанты в нас и вокруг нас"... Там есть, на что посмотреть...сразу вопрос, почему у меня такая параша выходит, а у зарубежных коллег все по другому..По вашим фотографиям можно сделать следующие замечания:
1.Неравномерная подача присадки
2.Неравномерное движение горелки
3 Невысокая скорость движения горелки
Первые два пункта выдают неравномерные высота и ширина шва, нерегулярная чешуйчатость. Пункт "3"-более тёмная поверхность шва.
Тренируйте моторику рук, равномерность движения горелки и подачи присадки. Добьётесь равномерного, плотного шва с регулярной чешуйчатостью-сможете варьировать форму и внешний вид шва. Далее-повысите ток и скорость сварки. Как говаривал мэтр АВН, на малых токах вы зарабатываете опыт, на больших-деньги.
-
10
-
Да чё. Проспект Строителей, 19.
Так просто? И без подвоха? Не верю!!!(С)
Помнится, супруга моя ездила в Томск, к сестре. Там, в Томске, приклеился к ней один парень. Мол, адресочек дай и всё тут... Она ему, мол, а тебе это точно надо? Тот не унимается. Ладно,типа сдалась и дала адресочек. И даже телефон. Он приехал и каково было удивление, что по указанному адресу-райотдел милиции. Позвонил по полученному номеру телефона (естественно, рабочему) и долго упрекал в женском коварстве... На что получил ответ:"Ну, вот, теперь и ты удостоверился в том, что следователи живут на работе!"

-
3
-
-
- Популярный пост
- Популярный пост
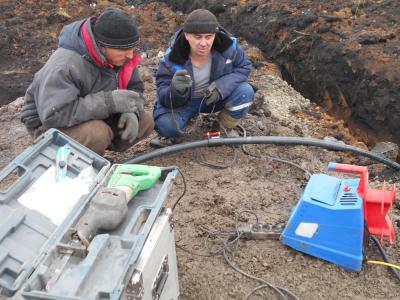
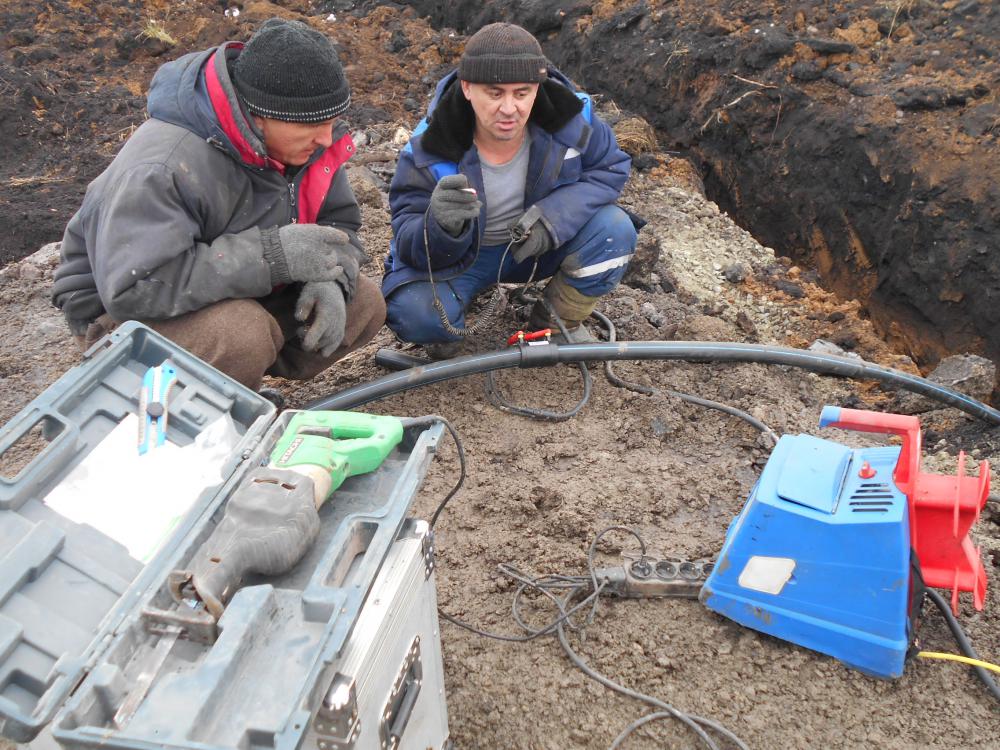
Будни траншейно-водопроводные.
Подземный фонтанчик-классика жанра...

Раскопали-заварили.

В этом колодце надо сделать врезку.

Сказано-сделано! Собираем заготовки

врезаемся в трубу магистрали

и накручиваем фланцевый краник.

Я сегодня сам себя освободил от электросварки и занялся электромуфтовой сваркой полиэтиленовых труб.
Оборудование для этого-генератор, сабельная пила и аппарат для электромуфтовой сварки (синенький такой).

Собственно, электромуфта, соединяющая трубы.

Процесс настолько лёгок, что и слесаря попробовали свои силы, под моим, конечно, руководством.
-
18
-
А что, на форуме общение не шибко живое? @Техноман,Вы бы заполнили в профиле "место жительства". Вдруг повезёт и кто-то из форумчан-обладателей Гроверсов будет территориально близок?охота поспрошать живого обладателя Гроверса 200... Пообщаться так сказать-
1
-
-
Всё правильно, сварка в аргоне постоянным током идёт на прямой полрности ("-" на горелке). При сварке алюминия на переменном токе имеет значение для очистки поверхности свариваемой детали и, одновременно, для ресурса электрода, такая регулировка, как баланс полярности. Сменив подключение горелки, Вы сменили и баланс полярности. Предположу, что сию настройку Вы потенциометром на панели не меняли. Не поленитесь, ознакомьтесь с назначением регулировок аппарата.(- на электрод) как то не очень получалось, затем переключил + на электрод и вроде дело пошло но закрались смутные сомнения( на всех видео в инете алюминий варят минус на электроде)-
1
-
-
- Популярный пост
- Популярный пост
Это просто не лечится.@chdv1971, я где-то уже упоминал, что рубль-лучшее лекарство от склероза, лени и разгильдяйства... Вилка цен за мытое/немытое и разобранное/неразобранное, порой, бывает очень существенна для кармана клиента. Иных это так впечатляло, что не ленились отквашивать блоки/поддоны/картеры в щелочном растворе.
-
10
-
Еще вопрос,во время работы двигателя его перегревать по идее нельзя,рабочая температура 90 гр. вроде,во время сварки прогревать до 200-300 гр.,это как то влияет на сам двигатель?
Прогрев корпусной детали в массе, применяемый при ремонте, как правило, идёт на пользу всему двигателю. Так как снижается число внутренних напряжений (остаточных, возникающих при изготовлении и накопленных при эксплуатации). Например, при серьёзном ремонте блоков, головок, картеров агрегатов, их рекомендуется перед мехобработкой выдерживать в печи и последующем охлаждении вместе с печью. Но, абсолютное большинство авторемонтников на это банально забивает. Энерго- и временные затраты могут серьёзно подъесть прибыль. Жалко, однако...
Естественно, перед нагревом детали с неё надо снять всё, что может пострадать от нагрева (сальники, прокладки, шланги-патрубки и прочее).
Рабочая же температура двигателя определяется параметрами рабочего процесса двигателя (испаряемость, воспламеняемость топливовоздушной смеси, а также режим горения, исключающий повреждение деталей детонацией и калильным зажиганием), термостабильностью неметаллических деталей и смазки мотора. И, самое главное-температурой кипения охлаждающей жидкости. Следует заметить, что у движков с воздушным охлаждением тепловой режим будет пожёстче, нежели с жидкостным.
Прошу прощения за оффтоп...


-
5
-
 1
1
-
-
@Георгий 11,давайте по пунктам.
По поводу качества ЗМЗшного литья уже высказался @waha, за что ему-отдельное спасибо.
По поводу предподогрева, хоть и не вдаваясь в подробности-@shestuhin. От себя добавлю,что любой алюминиевый блок, либо головку блока-надо греть в массе, а не локально. Градусов до двухсот-трёхсот. Варить на холодную-играть в лотерею и, возможно, обречь себя на неудачу.
Из личного опыта, в т.ч., из автосервисного. ЗМЗшные алюминиевые блоки-отродясь жидковаты по конструкции и нещадно корёжатся при затяжке шпилек (как головочных, так и коленвальных). Об этом можно судить, хотя бы по тому, как изнашивается коленвал. Бывает, что шатунные шейки шлифованы на -0,25, а коренные- на -1,00... Поэтому, для сварки блок должен быть снят, отмыт, с него надо по максимуму открутить все кронштейны. Трещину-однозначно засверлить и разделать на всю длину. Варить-с полным проваром, чтобы изнутри водяной рубашки был виден обратный валик. Его, в случае необходимости-ободрать бор-фрезой. При обнаружении непроваров-подварить. При невозможности обеспечить полный провар через узкую и неглубокую продольную разделку (такое бывает на всяких углах и поднутрениях)-пропиливать насквозь и заплавлять по широкой разделке (см. работы мэтра krech'а). После сварки-дать блоку остыть и только после этого-отдавать на
растерзаниесборку механоидам.Поскольку, блоки цилиндров являются деталями переменной толщины, то, особенно, малоопытным сварщикам,впрочем, как и опытным, очень помогает педаль регулировки тока. Где надо-добавил ток по ходу сварки, где не надо-сбавил.
-
8
-
-
Я выдавливал на зиговке, обращался к тем ребятам, что штампуют металлосайдинг и венткороба.кресты выдавить не чем (как вы можете предложить это сделать?) -
что может стать причиной разрушения перегородок? и какие можете предложить способы решения проблемы
Сталкивался с такой неприятностью на баках от китайских грузовиков Хово и Фотон. Это-последствие стечения двух обстоятельств: экономии на толщине перегородок и резкого торможения на юз при полупустом баке. Удар набегающей волной топлива, иной раз, вырывал перегородки с мясом, не то что ломал их местами. Есть два решения этой проблемы.
1. полная замена перегородок на более толстые и с проштамповкой, на манер Андреевского креста, для увеличения жёсткости.
2. Приварка профилей для увеличения жёсткости на прогиб.
-
1
-
-
@morgmail, вот только не надо падать в цене. А вдруг понравится делать с такой скидкой. Упал в цене-потом фиг подымешься.я готов первый раз и за 20 сделать, если заказчик согласится.
Скорей всего, разгадка проста до банальности. Коль заказчик жадный, то, скорей всего, надыбал пару штоков задёшево, но с маленькой грузоподъёмностью. Впрочем, в этом есть и рациональное зерно. Рама будет меньше страдать при разгрузке с креном.На счет двух штоков что-то сомнения у меня, нужно ли их два-
3
-
-
То, что надо стараться наплавлять алюминий, начиная снизу вверх, вроде, само собой разумеется. Алюминий уж больно жидкотекуч и при сварке валиков на подъём меньше вероятности получить смачный наплыв и непровар.как мне кажется сделал неправильно нужно было изначально по низу наплавить валик-
1
-
-
@Шурпет,делал такие деталюхи. Именно, для обвязки бассейна. Собирал в стапеле, подпиливал трубы для придания необходимого уклона. Ничего экстраординарного тут нету.
-
@КМВ, вовсю пользуюсь таким. Очень доволен. Да, аппарат-не из бюджетных, но надёжный и с хорошими сварочными характеристиками., терпит просадку напряжения. Если к аппарату приобретёте ПДУ, то будет вообще шикарно. Единственное, что я сделал со своим Форсажем-200М, так это отключил БСН для лучшего поджига дуги. Теперь по розжигу дуги Форсаж не уступает куда более именитому, но менее мощному ЕВМ Пико-162.
-
3
-
-
@Alex_DRUMMER, не зная особенностей местных юридических аспектов подключения к теплотрассе, о законности такого действия-судить не берусь. У нас, в России, с этим-очень жёстко. Если нахватят за этим делом, то мало не покажется...
Теперь-вопросы технические. Для того, чтобы выбрать материал труб и радиаторов, надо знать режим работы теплотрассы. Это-температура в подаче и обратке, давление в трубах и перепад давлений между подачей и обраткой. Чтобы составить схему системы отопления, то есть, количество радиаторов и последовательность их обвязки, необходимы данные по площади, высоте помещения, типе стен, перекрытий, окон. Без всего этого-можно только гадать.
Но, в любом случае, внутренний диаметр врезки и трассы до помещений должен быть не менее, чем 32 мм. Если меньше-дадут о себе знать гидравлические потери.
Да, вот ещё что... ЕМНИП, коллега Круазик, в своё время, работал в сфере ЖКХ. Обратитесь к нему. Как-никак, в одном городе живёте. Авось, чего по месту подскажет.
-
2
-
-
трубы для теплотрассы в черных оболочках залитых пенополиуретаном.
Там-не совсем пенополиуретан. Точней, совсем не... Это-базальтовая вата с полиуретановым связующим. И всё это дело укрыто защитной полипропиленовой трубой. Проводки медные-это концы для заземления, приваренные электроконтактной сваркой к трубам. Такое решение применяется на случай установки в магистрали в разрыв труб запорной арматуры на фланцах. Потому, как фланцевое соединение с болтами, гайками и диэлектрическими прокладками-не обеспечивает должного надёжного контакта.В обвод врезки арматуры заземление бросается по меди на сварку, либо опрессовку медной гильзой. Конечно, такая мера применяется не всегда и не везде, но, судя по всему, тем хлопчикам привезли или то, что было, или заказали трубы, не думая (чаще бывает именно второе...).
товарищи из организации которые теплотрассу монтируют, зачем то по концам трубы резаком край подрезали чуть чуть. На всех трубах, даже тех что полноразмерными ложили.Коллега @svarnoi69 уже ответил.
 товарищи ложат паропровод и обматывают его вспененным полиэтиленом.
товарищи ложат паропровод и обматывают его вспененным полиэтиленом.Увы и ах, но профанация и жмотничество-приметы нашего времени...

-
3
-





















Запись на тест-драйв аппаратов MMA-сварки и воздушно-плазменной резки "Rezonver"
в Наши мастерские
Опубликовано
Аналогично, я-тоже за.