AMBIVERT42
-
Постов
2 673 -
Зарегистрирован
-
Посещение
-
Победитель дней
148
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент AMBIVERT42
-
Дуга переменного тока сама по себе менее стабильна, нежели постоянного. Ибо, ток с определённой частотой проходит через ноль и дуга гаснет. Это-школьный курс физики. Если вы точите вольфрам на иглу, то заточка держаться будет на постоянке. На переменке-электрод на конце будет подплавляться с образованием шарика. И вообще, фото обгоревшего электрода-в студию, пожалуйста. Мы тут-не колдуны, предполагать и гадать-не наш профиль. По фото можно судить более предметно.
-
@АндрОв, не надо меньше! Я уже успел пожалеть, что данный нотчер, ой, простите, дыросвёрл, не обнимает 89-ю трубу. И именно такой, а не цепной. Большинство труб сантехнического назначения-до двух дюймов. Т.е., до 57 мм. Метрическая ф 50 мм-редко встречается в водогазопроводном хозяйстве. А вот такие технические, с позволения сказать, казусы-случаются часто. И ваша приспособа зело посодействовала победе над как попало проложенными трубами, заполненными водой.


-
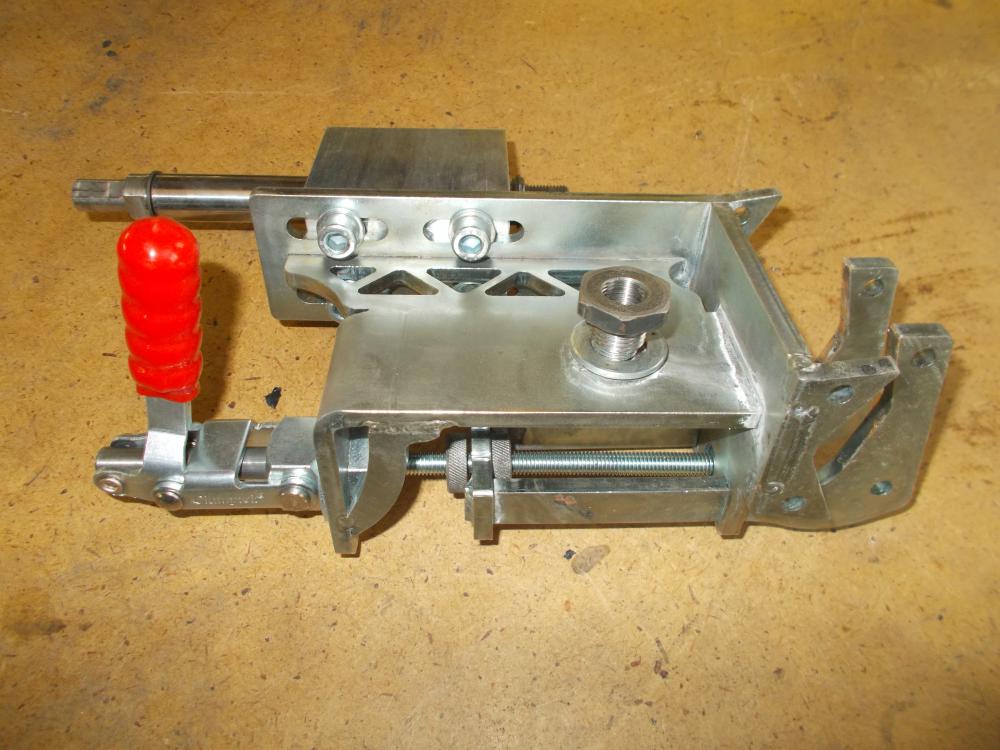
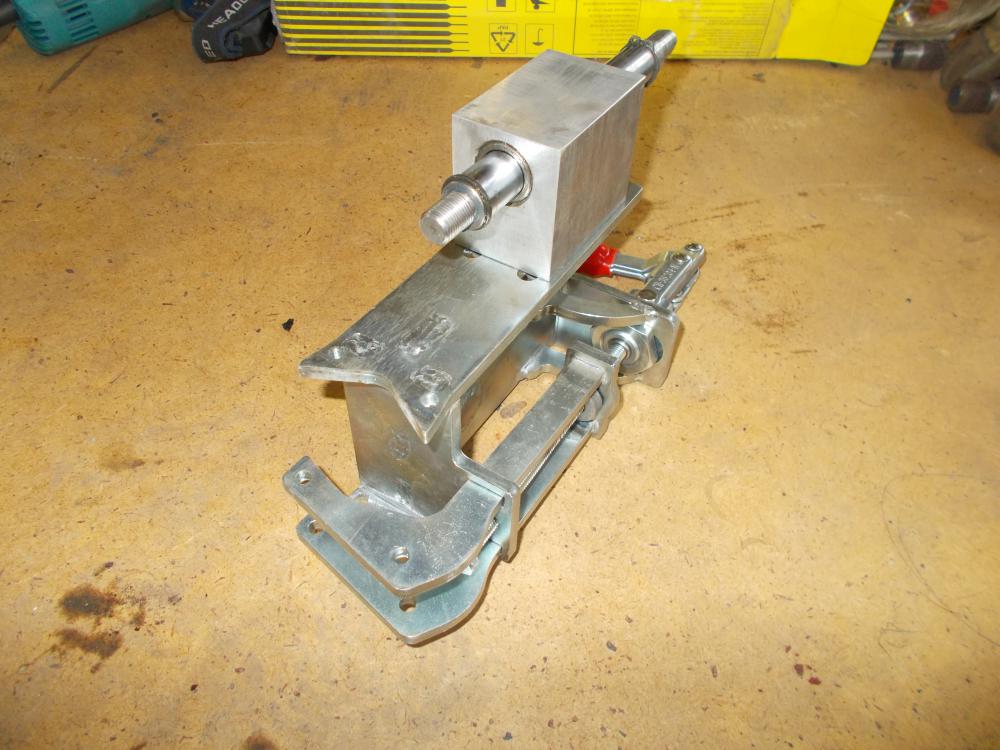
@АндрОв, такое может произойти только в одном случае-когда слесарь не вполне представляет себе принцип работы устройства. Как говорится, с дуру можно и .... в общем, что угодно сломать... Самое главное-чтобы коронка не "восьмерила" при вращении. Я бы не советовал делать столь широко унифицированную приспособу. И вот почему. Для нотчера до 57-й трубы особо важна компактность, потому что приходится работать в стеснённых условиях. Иногда трубы лежаков столь близко друг к другу, что цепь между ними не пропихнуть. А зажим "клешнёй" такое допускает, если хоть с одной стороны, но можно подобраться. Этот момент я уже опробовал и анализировал потенциальные засадные моменты. Трубы диаметром от 76, как правило, проложены уже более вольготно и цепным зажимом можно будет оперировать без особых проблем. Посему, мне, как эксплуатационнику, видится следующая конфигурация комплекта нотчеров: 1. До ф 57-тот, что уже есть, с "клешнёй". 2.От 76 до 108-цепной зажим 3.От 108 до 133-цепной зажим. Либо, если объёмы врезок в трубы больших диаметров-невелики, то можно снабдить один нотчер несколькими цепями разной длины. Заменить цепь на более короткую-будет несколько проще, чем при установке приспособы бороться со "стальным змием". Да и несколько дешевле выйдет. Ведь далеко не всегда и не всем нашим братьям по оружию выпадают столь вкусные объёмы работы, чтобы раз и навсегда обложиться разнокалиберными нотчерами ... Да, вот ещё вопрос:а для чего на стойке нотчера справа приварена резьба, на которую накручена фасонная гайка?
-
 @Георгий 11,если поломаны перегородки между кольцевыми канавками, прогорело/пробито днище-то можно заварить присадкой 4043 и потом-на токарные работы. С поломанной юбкой поршня-не советую. Идеально на своё место не поставите. Да и при сварке потяжка будет нехилая. Геометрия поршня-особстатья. Тут и соосность бобышек пальца и профиль юбки и огневого пояска и кольцевых канавок. Форма юбки поршня-эллипсоидная. Как будете восстанавливать после потяжки от сварки в кустарных условиях? Движки на снежиках-высоконагруженные как по оборотам, так и по нагрузке. Оттого и ресурс у них-пшик, по сравнению с А/М. Если отремонтированный поршень размолотит дорогой мотор-на кого собак повесят, как вы думаете? Лучше откажитесь. Спокойный сон-дорогого стоит.
@Георгий 11,если поломаны перегородки между кольцевыми канавками, прогорело/пробито днище-то можно заварить присадкой 4043 и потом-на токарные работы. С поломанной юбкой поршня-не советую. Идеально на своё место не поставите. Да и при сварке потяжка будет нехилая. Геометрия поршня-особстатья. Тут и соосность бобышек пальца и профиль юбки и огневого пояска и кольцевых канавок. Форма юбки поршня-эллипсоидная. Как будете восстанавливать после потяжки от сварки в кустарных условиях? Движки на снежиках-высоконагруженные как по оборотам, так и по нагрузке. Оттого и ресурс у них-пшик, по сравнению с А/М. Если отремонтированный поршень размолотит дорогой мотор-на кого собак повесят, как вы думаете? Лучше откажитесь. Спокойный сон-дорогого стоит. -
Для борьбы с такой скользкой резьбой применяю остро заточенное зубило. Делаю на резьбе насечки, поперечные виткам резьбы. На фирмовых фитингах такие насечки идут с завода. От герметика лёгкой фиксации очистить легко: приходят на помощь корд-щётка для резьб наружных и проволочный ёршик для очистки резьб внутренних. Такие ёршики применяются для зачистки раструбов у фитингов для пайки медных труб. Потом-опять обезжиривание и повторная сборка-без проблем. Герметики средней и сильной фиксации уже приходится выжигать. Не обязательно. Также, профиль резьбы может быть с дефектами (подрез вершин зубьев, эллипсность и т.д.). Вопрос в том, как будет нагружен узел с резьбовым соединением. Если изгибающая нагрузка будет приличная-то слабый герметик попросту треснет со временем. Тут-либо герметик сильной фиксации, либо подмотка,допускающая обратимые деформации.
-
@SergDemin, свезло нам так только в одном помещении. Там за спиной-теплоузел. Это помещение инспекция заставила не то, чтоб вылизать, но хоть прибрать. За стенкой-картинки, достойные фильма "Сталкер". Там и воды вонючей по колено и завалы из полусгнившей мебели, упавших с потолка венткоробов и дохлятинка всякая (птички-зверушки) и полное отсутствие освещения. Плюс к тому-тесные коридорчики и комнатки, где втроём-делать нечего. Впрочем, ходить можно, не нагибаясь. А так-то, за годы работы в ЖКХ, я всякого навидался. В 90-е и на жмуров натыкался много раз.
-
@BelaZZ,ну, дык, это... То, что истина рождается в споре-фигня и понт корявый... В споре рождается ссора. А если в споре рождается ещё и истина, то ей можно только посочувствовать. Ещё бы, роды-то очень тяжёлые... Я ни в коей мере не претендую на лавры небожителя и истины в последней инстанции. И посему мы тут не спорим, а делимся опытом. Опыт, как известно-лучший учитель. Берёт дорого, но объясняет очень доходчиво. И хорошо, когда есть те, кто может поделиться опытом за просто так, а не за "фантики". Я-не жмот и завсегда рад поделиться. Особенно приятно, если моя информация уберегла кого от неприятностей. @Рудольф Шнапс,лучше кисточкой. Пальцем-как-то не гигиенично. В герметике содержится всякая химия, которая если не вредит, то явно не на пользу организму. А, не дай Бог, микропорезы на коже... Всё зависит от обстоятельств. По идее-несколько секунд, пока не начался процесс полимеризации. С повышением температуры полимеризация ускоряется. А если с герметиком в жидком состоянии попали крупицы отвердевшего с краёв баночки-то они могут послужить центрами ускоренной полимеризации со всеми, как говорится, вытекающими.
-
Будни сантехнические, или "Эту страницу-играем, эту-не играем..." Многострадальное общежитие для мигрантов и беженцев. Поставлена задача:на чугунных радиаторах заменить пробки, установить запорную арматуру, байпаса и клапаны Маевского. На стояки-запорно-регулирующую арматуру и сбросники. Замена труб и радиаторных звеньев-по минимуму. Итак, наклепали заготовок. Отверстия для байпасов и врезок сбросников-сверлили на станочке. Резьбы нарезали вот таким электроклуппом. О нём хотелось бы сказать отдельно. Сделано в Китае. За несколько лет работы потребовалось заменить один раз щётки. Режущие головки-понятно, что расходники. Но, электромеханическая часть-образец выносливости. Перерезали десятки тысяч резьб от 1/2" до 2" и хоть бы хны! А именитый немецкий Ремс-сдох за полгода... Универсальный станок сантехмонтажника:трубогиб-тиски-резьборез: Свариваем сборки с кранами и байпасами. Секирбашка... Первый пошёл... Радиаторов-около двухсот штук. Автоген. Много автогена. Иногда приходилось варить и в нишах и в разных прочих закоулках. Для осуществления врезок в лежаки вовсю использовал свежеприобретённый нотчер. http://websvarka.ru/talk/topic/7346-notcher-santekhnicheskij/?p=184933 Ну и подвальные экзерсисы, куда ж без них... Подвал-не номера и кабинеты с мебелями и паласами, можно и пошалить с электросваркой. Особенно, на лежаках с журчащей водичкой. Там уж точно-не поавтогенишь...















-
@BelaZZ, горький опыт моих коллег-монтажников/ремонтников выявил некоторые засады по части применения тех, или иных уплотнителей. Лён хорош по стали и чугуну. Но, он имеет серьёзный момент проворота. Поэтому фитинги, представляющие собой резьбовые окончания из латуни/бронзы, залитые полипропиленовой оконцовкой и применяющиеся для стыковки полипропиленовых труб с резьбами-банально ломаются от недюжинного момента затяжки. Полиамидная нить тут-в фаворе. Но, здесь кроется проблема иного плана-"в заботе о ближнем главное-не перестараться". То есть, момент проворота-очень низкий. Однако, если намотать от души-малахольные бронзовые и латунные фитинги банально разрывает. Если не разорвало сразу, то в процессе эксплуатации смазка из нити выдавливается и соединение раскручивается ну очень тяжело. Иногда выкручиваемому фитингу "сворачивают шею", заломыш остаётся во внутренней резьбе и создаёт самостоятельную проблему. Фум-лента со временем даёт усадку, натяг в соединении ослабеввает и стык даёт течь. Вот таки дела...
-
@Рудольф Шнапс, пользуюсь и льном и фумом и полиамидными нитями и анаэробными герметиками. Применение разных уплотнителей зависит от обстоятельств. В основном-лён+ три-четыре оборота фума (чтобы лён не махрился) поверх-в случае наворачивания на стальную резьбу на трубах. Полиамидная нить-при сборке резьб латунь/медь, латунь/чугун, латунь/нержа и прочих комбинаций. Анаэробный герметик (в том числе и тот, что на фото)-использую в качестве "последнего аргумента. Бывает, что резьбы очень тугие, неправильного профиля, с дефектами (отсутствуют витки, подрез вершины зуба и т.д.) и стандартные уплотнители не работают. Тогда зачищаем, сушим, обезжириваем и мажем герметиком. И всё в ажуре! Очень помогает в тех случаях, когда инструментом в каком-то закоулке не развернуться, тогда скручиваем от руки с герметиком. Главное при работе с герметиками-аккуратность, чистота поверхностей и быстрота сборки. Чуть промедлишь, когда герметик уже начал схватываться, или решил немного довернуть-и всё, стык получает "родовую травму" и теряет герметичность. По силе фиксации герметики разделяются на лёгкую, среднюю и сильную. У разных производителей-одна цветовая градация: зелёные-лёгкие, разбираются почти без усилия синие-средняя, откручивается с ощутимым усилием красные-откручиваются после нагрева газовой горелкой.
-
Мне часто приходится выполнять врезки в трубы мелкие и не очень. Там, где не разгуляться кислородным резаком-работаю биметаллическими коронками. Работа сия требует твёрдой руки и наличия шестого чувства. И всё одно, коронки теряют зубы, а направляющие свёрла-вообще расходники. И тут мне на глаза попалась приспособа под названием "Сантехнический нотчер", которую изготавливает один очень хороший спец и просто очень хороший человек, известный как здесь, так и на Чипе под ником АндрОв. Обратился к нему и вуаля, пара экземпляров нотчера пополнила ряды моей оснастки. Что вам сказать? Сие изделие выполнено очень добротно. Прямо-таки заводской образец, ни дать,ни взять. Так и не терпелось опробовать в действии. На трубы от ф 20 мм до ф 57 мм встаёт, как надо. При сверлении нет ни смещения приспособы, ни вибрации вращающихся деталей. Вкупе с обычной электродрелью это выглядит так: Иногда, при врезке байпасов по месту, с обычной электродрелью нотчер не помещается. Приходит на помощь дрель угловая. Одна незадача присутствует: хвостовик нотчера рассчитан под патрон дрели минимум на ф 13 мм, а у угловой дрели-всего на ф 10 мм... Ничего, берём необходимого размера патрон с переходником под перфоратор стандарта SDS+, отрезаем от переходника лишнее и стыкуем нотчер с дрелью. Приобретением я очень доволен. Рекомендую всем заинтересованным как данную продукцию, так и её производителя. Жду от него нотчер под врезки в трубы большего диаметра (от 76 мм и выше). Тем более, что выпуск оной автор уже проанонсировал: http://websvarka.ru/talk/topic/1847-svarnye-vrezki-v-santekhnike/?p=184160









- 72 ответа
-
- 30
-

-
@Рудольф Шнапс, всё зависит от температурного режима ГВС. Но, если хочется спать спокойно-либо сталь на сварку, либо медь на пайку. Пластики-лотерея. Разводка ГВС по квартире может быть пластиковой, ибо расход горячей воды носит дискретный характер. При рабочем контуре циркуляции ГВС в полотенцесушителе расход горячей воды-перманентный. Отсюда-тепловая нагрузка на трубы-выше.
-
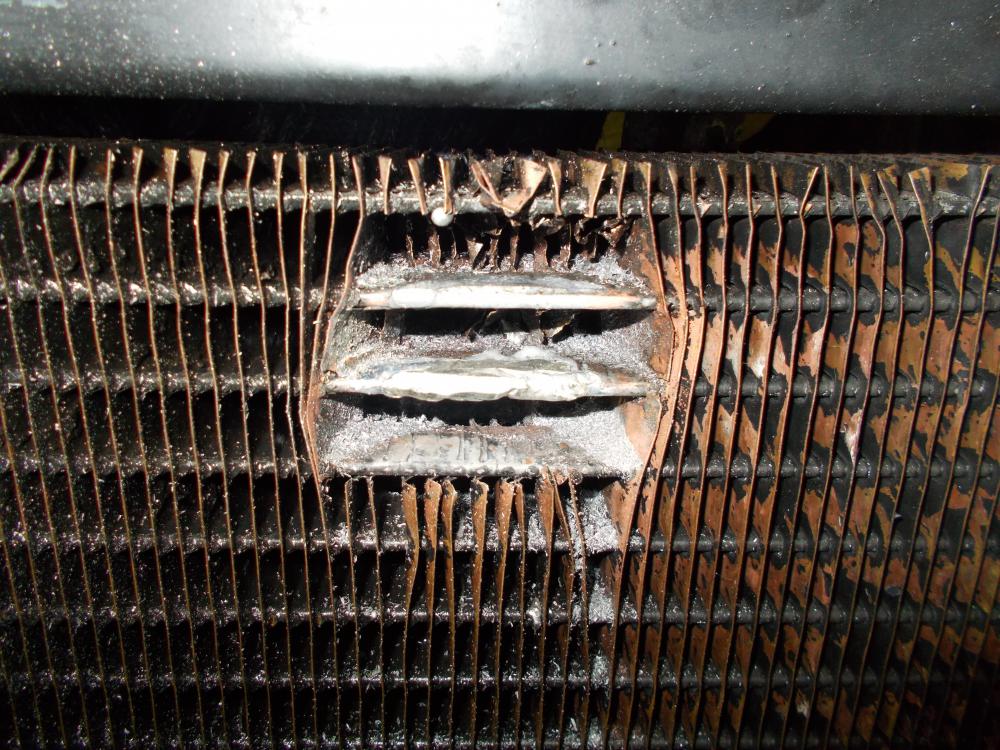
Сварочные работки. По просьбе знакомого байкера на раритетном бензобаке заменил горловину. Почти весь шов зачистил и вспомнил, что постить зачищенное-не есть корректно. Варил П/А в углекислоте. Попутно штопал оперение снегоходов. Ещё один привет от знакомого. На сей раз-деревообработчика. Какая-то чугунная деталюха. Рядом-аналогичная, но целая. Сточенные участки наварил ПАНЧем в аргоне. Тем же методом заварил корень. Далее-ГПН. Порошок ПГ-10Н-04 Наплавил лицевую часть и шлифанул. На тыльной стороне-выбрал обратный валик до монолитного (без пор) вида и ещё наплавил. Несколько облегчил токарю работу-излишки наплавленного внутри резьбового отверстия выскоблил бор-фрезой. Пока лечил чугуняку, принесли маслорадиатор с фронтального погрузчика. Увидел нечто новое в ремонтной пайке... Переделал.















-
И как он в плане сварочных характеристик в сравнении с Гроверсом GM-2000?
-
...??? Я делаю так::выдернул коннекторы из БРСов и сразу же надел на них колпачки. Всё, и газ в шланге не смешивается с воздухом и ОЖ не вытекает из шлангов. Кроме того, в шланги при транспортировке и хранении не попадёт никакой сор. Колпачки можно применить как готовые. используемые для защиты штуцеров прокачки гидравлики грузовых А/М, так и изготовить самостоятельно из кусочков шланга подходящего диаметра, заглушенных с одной стороны.
-
@Вад11, я так полагаю, что речь-о настройках в режиме ММА. Как то наклон ВАХ, форсаж дуги и горячий старт. Ведь Форсаж-200М-аппарат ММАшный. И регулируется у него только ток сварки. Хотстарт-вкл./выкл. кнопкой. А у аппаратов, участвующих в тестах-целый набор настроек. Так что тут-только подбор оптимального сочетания оных опытным путём и под конкретные задачи.
-
@Георгий 11,это поддон от Д-245.*. Стоят они и на ГАЗ Валдай, автобусах ПАЗ-3205 и на Зил-Бычок. Такая поломка поддона характерна именно для Бычков. Там балка переднего моста-совсем рядом. При хорошем прыжке балка встречается с поддоном. На ПАЗиках и Валдаях тоже такое бывает, но куда реже, обычно при ДТП. С Бычков мне таких поддонов приносили уже штук пять. Даже фото выкладывал. Трещины на всех-один в один.
-
Эк вы расщедрились! При чётком понимании процесса в теории и хотя бы элементарных навыках работы с ацетилен-кислородной горелкой на обучение должно пойти менее половины бачка горелки.
-
Во как! Я уже года три, как обладаю таким аппаратом, а обзор так не накатал... Что ж, примажусь к чужой славе... По поводу отключения БСН у Форсажа-200М на Вебсварке уже было. Перетащу сюда. http://websvarka.ru/talk/topic/4163-svarochnyj-invertor-aurora-minione-1600/?p=97061 Я БСН отключил и ни разу об этом не пожалел. Хотя, регулярно работаю во влажной среде. Не забываем про ТБ и всё нормально. По поводу сварочных характеристик-полностью соглашусь. Варит аппарат очень хорошо электродами как с рутиловым, так с основным покрытием. Умеренный разброс напряжения в сети от номинального-прощает (+/-20%).Неумеренный-вызывает уход аппарата в защиту. Горячий старт-отключаемый кнопкой на панели. Индикаторное табло показывает как предустановочное значение сварочного тока (в мигающем режиме), так и реальный ток дуги. Измерял ток дуги амперметром. Показания не расходятся. В принципе, 16-х байонетов, если следить за их затяжкой и заделкой кабелей-служат очень долго. 25-е, видимо, рязанцы не поставили, исходя из соображений компактности компоновки аппарата. Самая вкусность этого аппарата-то, что у такого маленького по габаритам сварочника-есть возможность подключения ПДУ. Очень вручает, когда работаешь в стеснённых условиях с деталями, требующими разных токов сварки.
- 476 ответов
-
- 14
-
-
Вот-вот! Насколько "пользительным" стало разрешение скольких-то промилле алкоголя в крови у водителей? Люди-то разные. И психически и физиологически. Кому ведро высосать и всё нипочём, а кто-то пробку понюхал и ладно бы под стол упал, так нет же, сразу на подвиги тянет. А где полпромилле, там и поллитра. А с резинострелами и газовиками что? Сколько народу покалечилось и под редис легло? Так что, нуевонафик!!!
-
Понятно. Москва-заповедник ведроверов...
-
@krech, это ещё что... Мне тут сервисмены перед НГ притаскивали голову от какого-то ипонодизеля. Трещина от вставки предкамеры уходила под седло и дальше на 3-4 мм в выпускной канал. Я примерно расписал перечень сварочных и станочных работ, а также стоимость. Хозяина ценник не устроил. Он вырвал деталь из рук сервисмена и утащил голову к диметчикам(!) со словами "Да ты чо?!! Да я те за такие бабосы-воробья в поле насмерть загоняю!!! Пасаны щас задуют по-бырому и всё будет пучком! А вы-паситесь!!!" (прим. авторская лексика полностью сохранена). Во как! Вот это гусар! Мы с механиками переглянулись, пожали плечами и жестами изобразили нечто подобное ... Чую, пастись будет кто-то другой...
-
@LVE, фото мастерской без работ-точно не простят! Ибо, мастерская без работ-это не мастерская, а выставочный зал, или музей оборудования.
- 61 ответ
-
- 1
-
-
@z777, тут дело-не в технологии, а в пресловутом "маркетинге". Рынок переполнен предложениями. Особенно, в крупных городах. Чтобы выхватить заказ, приходится активно работать локтями и выдумывать новые "мульки" для привлечения клиента. Данный видеоролик-из этой серии. Рассчитан на тех, кто ищет чего-то "для форсу бандицкаго", типа блеснуть новизной и крутизной и тех, кто (абсолютное большинство) абсолютно не разбирается ни в технике, ни в технологии сварки. И тем идругимв уши влить можно всё, что угодно. Главное, чтобы звучало убедительно и правдоподобно. Я сам иногда подрабатываю монтажом в отделанных квартирах и знаю, как люди не верят в то, что отделку можно сохранить. Конечно, адекватность подобных клиентов, сначала сделавших чистовую отделку, а потом приглашающих сантехников-сама по себе под большим вопросом. Это, что называется, отдельная песТня... Но, как не пойти на встречу клиенту и за приличное вознаграждение не явить чудо? В массе своей народ уже видел последствия в виде обгоревших обоев и напольных покрытий, а то и раздолбанных стен и пола, когда горелка/электрод не лезет. А тут-пожалуйста, всё чисто и аккуратно. Но, вопрос-то в том, что такую работу, как на представленном видео, можно запросто сделать автогеном. С РАДС не всё так кузяво, как расписывает голос за кадром. Про "удобство" работы аргонной горелкой уже говорилось. Есть ещё один фактор. До блеска надо зачищать и внутреннюю часть старой трубы, иначе вся "какулема", как более легкоплавкая и жидкотекучая, оттуда неминуемо перекочует в сварочную ванну. И качества сварке это, разумеется, не добавляет ни разу. Да и такая лафа, как сухие трубы-бывает далеко не всегда. Обычно по свежесброшенному стояку сверху течёт ржавая жижица. Для автогена это не особая проблема. Для РАДС-серьёзный камень преткновения. Обработка кромок, подгонка-в плане времени работы играет против исполнителя. Автогеном можно и подогреть-подогнуть (а идеальная соосность труб в ЖКХ-из раздела фантастики) и заплавить излишний зазор и продавить ванну на беззазорном стыке. Проварить слепую часть неповоротного стыка через зазор, контролируя образование обратного валика-тоже возможно и автогеном. Чтобы ни изгадить стены и пол-также асбокартон и асботкань в помощь. При врезке байпасов вожжи очень часто подгибает и краны натягиваются на накидные гайки с большим трудом, а то и вовсе-встают с перекосом. Автогеном и газовым ключом это дело легко подправить. Теперь по видео. Лично я качества, присущего РАДС, на продемонстрированных там швах не увидел. Наплывы, уход с оси, отсутствие регулярной чешуйчатости. Постеснялись бы такое крупным планом показывать. Но нет же-"зашибись для тех, кто не понимает!" Автогеном у многих получается красивее, чем на видео от "Омеги". Честно.
- 102 ответа
-
- 14
-
-
Ездить на выезды мне приходится достаточно часто. Чаще, чем в своём гараже работать. Поэтому для перевозки горелок и прочих причандалов давно выработан следующий метод. Горелки (как правило, две-воздушку и водянку) со свёрнутым в кольцо шлангпакетом, перевязанным медными проводами в трёх местах укладываю в мешки из синтетической ткани. Такие же мешки покупаю и своим дочерям-школьницам для сменной обуви. Таким же образом упаковываю удлинитель шлангпакета, газовый шланг с редуктором-расходомером. Все эти мешки складываю в спортивную сумку. Ту да же, в сумку, складываю маску, перчатки и пластиковый органайзер с соплами, цангами и электродами. Сумку в машине водружаю на её законное место-переднее пассажирское сиденье.