BelaZZ
-
Постов
2 376 -
Зарегистрирован
-
Посещение
-
Победитель дней
139
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент BelaZZ
-
 Ещё существуют простые мусорные вёдра,а за неимением оного,эту функцию выполняет подобная ёмкость.В радиусе действия моего рабочего места ни одного бычка не найти,сам не курю,а курящие в курсе "моей политики"-своё рабочее место убираю сам.Огарки электродов откидываю на пару метров в сторону,в одно и тоже место и и подошва цела,потому как в пылу работы нередко наступаешь на только что использованный "патрон",и под ногами не мешается.А в конце смены за минуту всё приводишь в порядок совком и щёткой,заодно и шлак сметаешь - раздражает ,когда под ногами хрустит.
Ещё существуют простые мусорные вёдра,а за неимением оного,эту функцию выполняет подобная ёмкость.В радиусе действия моего рабочего места ни одного бычка не найти,сам не курю,а курящие в курсе "моей политики"-своё рабочее место убираю сам.Огарки электродов откидываю на пару метров в сторону,в одно и тоже место и и подошва цела,потому как в пылу работы нередко наступаешь на только что использованный "патрон",и под ногами не мешается.А в конце смены за минуту всё приводишь в порядок совком и щёткой,заодно и шлак сметаешь - раздражает ,когда под ногами хрустит. -
А я,наверное,альтруист.Или,более современно,лох .Когда корячится какой то "левак",связанный с трубами,то в цену закладываю 10-15 руб/см,если проходов 3 и более,то 20,сборка-подготовка - ещё 5р/см.Раньше вообще за пятак/сантиметр работал,всё как то неудобно было цену поднимать... В теме этой ещё бы неплохо привязать стоимость стыка к региону,категории сложности,специфики,диаметру и т.п.Потому как,одно дело в колхозе в средней полосе сделать стык,другое дело "на нефти/газе" в РКС.Так что единых расценок,а тем более удобных и выгодных обеим сторонам-и работодателю,и соискателю-нет,и в каждой сфере есть свои "вилки".Раньше хоть ЕНиР был какой то отправной точкой,а сейчас как на рынке.
- 420 ответов
-
- 12
-

-
То что слева,уже порядком износившееся,служит верой и правдой 12 лет.Сделано из расклёпанного автомобильного выпускного клапана,мы из них ещё зубила делали.А то что справа,прикупил на днях-давно взгляд зацепился за изделие,только вот не попадалось до сей поры оно.

-
Вы что?!?!? Тише!!! А то они приедут всей бригадой! Попытка вояжа, ради восстановления "справедливости" была уже, видать когда митинговали, брак просочился.
-
Нашли снабженцы "точку" с дешёвыми -в прямом и переносном смысле-фланцами.Вся эта эпопея длится уже несколько месяцев,надоело уже доказывать и показывать.Когда варишь с внешней стороны,то нередко вскрываются каверны,попытка заварить которые приводит к такой ж...пе,что швом назвать это уже нельзя,да и качество оставляет желать лучшего..Довольно часто в 5-10 мм от шва образуется пора из которой со свистом вырывается дым.Заваривая дефект(?!) нарываешься на скрытые полости."Верхушка" о проблеме в курсе.Россия.... Внешнюю сторону не фотографировал,но из этого кадра видно говённое качество метиза.
-
На пальцах видны строчки швов.Я такие не беру.На нормальных крагах швы плотные.
-
Таким способом-надев на арматуру и т.п.-крутить и варить плохо,то застрянет,то контакт нарушится.Самое эффективное иметь в оснастке небольшую пластину ( лучше парочку) толщиной 4-5мм,шириной достаточно 30-40мм,ну а длиной-свободный оптимальный выбор.Смысл в том,что эту пластину можно прихватить где-нибудь и уже по ней "катать" катушку.Если соорудить две параллели из пластин-расстояние между ними на свой вкус и цвет,то процесс сварки будет удобнее,не надо будет балансировать трубой.Время от времени "рабочую поверхность" пластин можно пройтись наждачкой или напильником для лушего контакта.Это "стационарный вариант",но смысл,думаю,понятен. Струбцина позволяет не упираясь прокручивать деталь ,если она имеет интересную геометрию,с оптимальной для сварки скоростью.
-
@ARGONIUS,всё замечательно,просто проволока тонковата.И провар сделать,и катет "навалить",плюс к этому и ток нормальный для такой толщины.ПРи таких составляющих только успевай присадку подавать.Если ещё и "баттерфляй крутить" горелкой ,то недолго и кисть вывихнуть.
-
Они могут быть похожи,но меньшего,чем у Вас диаметра.ПО крайней мере у меня такая ситауция,но я все разъёмы на эти заменил.
- 21 ответ
-
- 2
-
-
@Лепило,очень всё относительно,имею ввиду положение электрода,потому как профиль стыка не ровный и ,чтобы и калибр шва сохранить,и провар сделать,и не "захлебнуться",и шлак вперёд не пропустить,и трубу не прожечь...Поэтому положением электрода мы контролируем все эти моменты,но - короткая дуга - это первоочередное,электрод как бы прилип к стенке трубы,но не под прямым углом,а как бы немного вскользь,чтобы силой дуги-ток то большой,не пробить стенку. В среднем толщины труб "общенародного" потребления начинаются от 3-3,5мм.И они нормально варятся безотрыва.Но если не умеешь так или условия не позволяют,то тогда уж с отрывом.
-
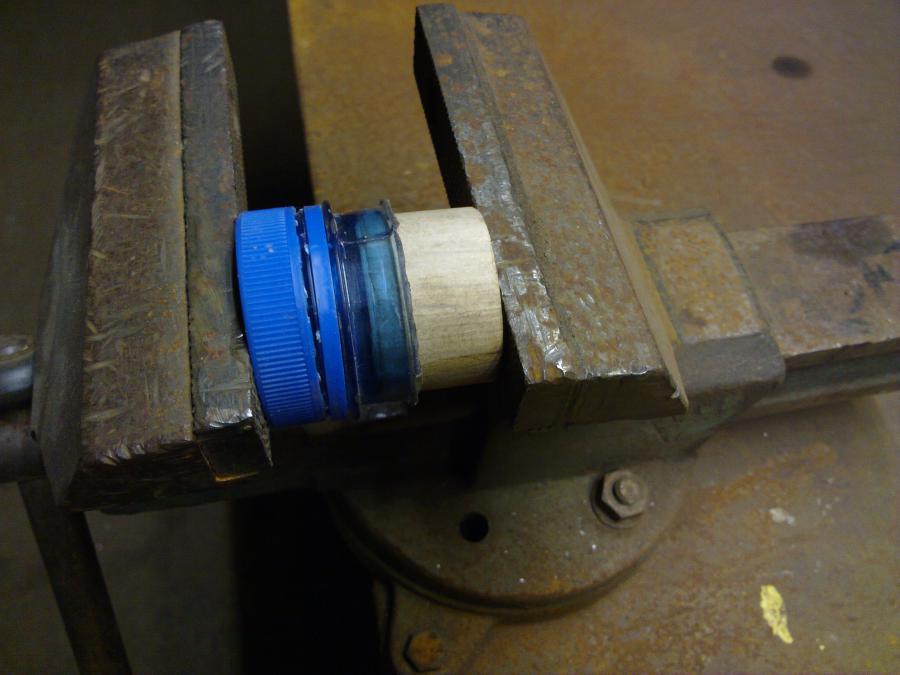
Горлышко бутылки отрезаем так,чтобы остался небольшой буртик.Обтачиваем его так,чтобы он с существенным натягом входил в трубу.Затем,в образовавшуюся канавку,предварительно смазав её клеем,наматываем ХБ изоленту ,по ширине соответствующей канавке.Уплотняем обе вставки.Изоленту тоже «проклеил»,но сначала опытным путём подобрал толщину(длину) подмотки.Такой вариант более проще и эффективнее,чем заморочка с нитками,для уплотнения посадки.Ещё я дополнил нижнюю часть пенала деревянной вставкой(кусок черенка от лопаты,обрезанный о обточенный болгаркой до размера,чуть превышающия размер горлышка,а по длине-равным ему,30мм.)Размер трубы равен 380мм,для электродов 2,6мм и 3,2мм –самое то.Первый опытный образец был сделан с акцентом на небольшой размер пенала,что в итоге создало некоторые неудобства при упаковке электродов-они одним концом вставали в горлышко и бока пенала оставались незаполненными,а попытка запихать ещё несколько штук,приводила к расклиниванию электродов.Так вот запрессованная деревяшка выровняла дно пенала (а так же и уплотнила и укрепила-можно не боясь загружать электроды),а размер в 380мм позволяет при установке такого варианта дна и крышки,располагаться электродам более эффективно.Из фотоотчёта,думаю,моменты сборки и нюансы понятны.
- 9 ответов
-
- 20
-
-
Если дуга короткая,то она "поджимает" сварочную ванну,большой ток-больше электродного металла поступает в св.ванну.Т.е.,подрезу не от куда взяться,здесь надо обратить внимание на направление электрода,чтобы не допустить прожог..В тоже время высокий ток в состоянии и металл прогреть,электрод двигать не надо-лишь небольшие манипуляции кистью,он сам продвигается по мере сгорания.Вам следует "свести" все эти моменты воедино и через пару стыков будете варить также
-
То что внешний вид не презентабельный,не факт,что побежит.Хотя вид некоторых швов настораживает,особенно фланцы.
-
@kuznezs,не заморачивайте так себя.Достаточно прокалить электроды,охладить их до терпимой рукой температуры и ,не боясь расплавить контейнер,упаковать их.Для примера.Берём электрод,который полежал на открытом воздухе несколько дней и ,для сравнения,электрод из только что открытой пачки.Горят они по разному,хоть это не так сильно заметно,но различие есть.Это говорит о том,что герметизации на пачке,а это всего лишь тонкий слой плёнки,достаточно для сохранения "боевых качеств патронов". Кстати,я немного "доработал" некоторые моменты изготовления пенала.Не существенно,но проще и эффективнее.Завтра я сделаю фото,чтобы было понятно.
-
Здесь есть тема про самодельный герметичный пенал для хранения электродов.Возьмите на заметку.Дёшево,сердито и эффективно. Герметичный контейнер с LB такая же ситуёвина.
-
Разница есть.И в самом процессе сварки различие чувствуется,ну и,наверное,в качестве на качестве шва отображается.Я варю и прокаленными,и не прокаленными,и просто "выдержанными в термопенале (+160С*) и всё проходит просветку.На первых порах,Вы вряд ли поймёте особое различие,всё придёт со временем,так что варите себе в удовольствие,особо не заморачиваясь.Единстенное условие,чтобы электроды были "не убитые" и хранились в нормальных условиях.
-
Если плясать от цены за сантиметр и минимальной цены в 5 руб,то получится в пределах 350 руб. Сюда можно прибавить деньгу за монтаж,подготовкуи св.материал.Ну ещё 50 руб.Можно накрутить цену на сантиметр,можно ещё что-нибудь прибавить,хотя 350-400 ,по-моему,оптимальна.Сам монтаж стыка и сварка занимает времени немного: монтаж - 5 минут,сварка снаружи - 2 эл.ф 4мм(или 3Хф3мм),сварка внутри - 2 х 3мм.,т.е.сама сварка -это ещё минут 10-15.Думаю,что если исходить из этого критерия,то особо накручивать стоимость то и нет смысла за стык,потому как за час можно сделать не один стык,а ,хотя бы пару,не напрягаясь,и цена 800 р. за час работы не плохой доход.Это моё видение проблемы,не прочь выслушать другие аргументы.
-
По ссылке в рекламном ролике (на третьей минуте) сваривают медь,довольно-таки неплохо идёт процесс. http://www.youtube.com/watch?v=fszqa2JUvVI
-
У нас прежде чем собирать металлоконструкции,все "комплектующие"-профиль,уголок,швеллер,покрывают грунтовкой.Варим уже по сухому,иной раз как дятел сидишь и не можешь достучаться.Когда аврал,так и маляры крутятся с вёдрами и валиками,только стык заварил,по нему уже грунтом мажут.Вонь невозможная.От искры не одно ведро уже вспыхнуло,но у нас не японцы,а русские на жизнь смотрят проще-взял ведро другое и снова в бой.
-
Никто не запрещает иметь несколько метров нормального кабеля,личного.На конце закрепить разъём и метр кабеля,тоже с разъёмом и хвостом,для прикручивания к "донору".Это для того,чтобы нормальный кабель не уродовать скруткой.
-
Как и у подавляющего большинства,моя сварочная эпопея началась с "трезубца" и шёл я с ним по жизни очень долго,пока не "подсел" на заводские.Не помню,уже,что меня к этому подтолкнуло,но факт сотаётся фактом.С той поры перепробовал немало моделей,большинство из них оставляло желать лучшего,мягко говоря,но некоторые прочно заняли своё место в моём арсенале,заслуженно,пройдя проверку делом и временем.Неплохо себя показал Binzel : http://aer-holding.r...i/esab_323.html .Из недочётов - слабенькие изоляторы ,винт постоянно ослабевает,его подкручиваешь,но со временем продавливается упор в керамике и приходится изгаляться с фиксацией,лечится,но неэффективно.Ну и крепление ручки неудачное. Далее. Фирма Telwin (у меня он так обозначен,а по ссылке Blueweld) : http://www.inctrumen...854046&mcat=120 .Тяжеловат,но по-моему это единственный его минус,хотя со временем привыкаешь,варю им "солому" безо всяких неудобств.Из плюсов.Очень качественные изоляторы,на больших токах и при длительной работе не горят,не ослабляются крепления.Фиксация ручки удобная,не разбалтывается.В последнее время использую чисто на сварке фланцев на токах 300А,иной раз на потоке гору перевариваешь,а держаку-хоть бы хны. Ну и мой любимец: Электрододержатель Eagle/Falcon :http://www.mirsvarki...p/UID_2138.html .Нареканий на фурнитуру и крепление нет.Вес(у меня на токи 250А) изумительный-как пушинка,в руке лежит-как влитой,вся труба-только им. Ссылки - это как только примеры. Когда пользовал трезуец,то закреплял кабель следующим методом.На оголённый конец кабеля (30-40мм) плотно-плотно натягивается медная трубка (подбирается) чуть меньшего размера,так,чтобы жилки кабеля немного выглядывали.Зтем всё это дело душевно расплющивается и торец провариваем сваркой(любым электродом,ток по больше).Охлаждаем.Прикладываем к держаку и привариваем по меди.После каждого прохода окунаем в воду,чтобы изоляция не страдала.До этого пробовал всевозможные крепления,иные удачные,иные нет,на этом варианте свои изыскания закончил,потому как устаривало на все сто.И габариты крепежа минимальны,и контакт надёжный,а соответственно и нагрев(редкое явление) минимальный. Кстати,для предотвращения ослабления креплений изоляторов,можно попробовать применить это: http://www.amag.ru/catalog/73054.html
-
На врезке катет слишком маловат.Я так понимаю,что указанный ненормированный зазор тому виной - отверстие под врезку больше диаметра врезаемой катушки.У нас такое некоторые практикуют,и я сначала вёлся на такие афёры ( по незнанию),затем отказался категорично.Есть ГОСТ,есть требования под врезки и не надо изобретать велосипед и корячиться,заваривая дупло. ОЗС-12,3мм,ток 140А,труба 108мм х 32мм
-
@АВН, ПА у Вас серьёзные.Когда после училища попал на завод,то на "закреплённом" участке у нас был сварочный пост,укомплектованный монстром.Если не изменяет память,то проволока была там 1,6 или 2мм,но то что толще чем на обычных,это точно.Кнопки на горелке не было никакой,а ручка была замотана так,что моей молодецкой ручонки не хватало,чтобы сделать полноценный обхват.Приводился в действие ПА касанием проволоки свариваемой поверхности,а когда убираешь горелку,то ещё "полметра" проволоки откусываешь кряхтя.Ток был какой то запредельный.Работал на нём маленький,сухонький мужичонка с огромными ручищами,как бы дополняя этот ужас.Один раз мне выпало счастье опробовать сие чудо,так зазевавшись на одном месте,проволока прошила как масло толстенную железяку.Толщину,конечно,не помню,но впечатлило меня тогда это сильно.
-
Оглянувшись назад,могу с уверенностью сказать,что в училище по профилю сварщик,я мало чему научился.Электрод зажигать,да две железки меж собой присрать,а пить,курить и в карты играть-так я и раньше умел.Придя на завод,мне вручили ПА и,подбодрив "теплым словом",направили "на изделие".Пару "советов" от работяг поставили и голову,и руку.На Колыме "предложили" керосинорез и автоген и когда я от них,как чёрт от ладана,шарахнулся-мол я это не проходил,не знаю и боюсь,так там усомнились в моём дипломе и поинтересовались,за сколько и где купил.Через неделю эти агрегаты уже "пополнили мой рацион".Так же и "ручником".Вроде и училище за плечами (правда,всего два года-год по другой специальности учился),а ни шов путячий положить в пространстве,ни шлак от металла отличить.Всё это пришло потом,с годами и со временем и благодаря личному упорству и желанию.Может быть и есть (наверняка они есть) учебные заведения,от куда выходят спецы,но мне такие не попадались.Из нашей группы 30 человек,20 или сели,или получили условно,у мастера времени хватало только на пузырь и очередную учительницу,ну и на троих стукачей-их он чему то учил.Да и нам,по-большому счёту было пох на учёбу.К чему это я полемику развёл? Наверное,к тому,что ПТУ,лицей и иже с ними-это не показатель подготовки и т.п.Всё постигается на практике под руководством реального спеца,чтобы он хотя бы правильные азы показал да на путь истинный направил.Остально уже зависит от индивидуума.
-
Не найдя комплект разъёмов для "штатного" (планировал на аппарате и другие горелки использовать),особо не заморачиваясь,купил небольшую партию разъёмов здесь http://bester-ltd.ru...ors-phones-tip/ .Заменил гнездо в аппарате-дело не сложное,и укомплектовал "папами" горелки,забыв и забив на проблему.
- 21 ответ
-
- 1
-