BelaZZ
-
Постов
2 376 -
Зарегистрирован
-
Посещение
-
Победитель дней
139
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент BelaZZ
-
@blazen79, От такого "лепестка" пользы ,конечно,много...Не берегут здоровье рабочего класса.
-
@goshka, Мои поздравления!
-
Толщина стенки трубы + 1мм.Для этих целей обычно используется подкладное кольцо,отрезанное от основной трубы в нужный размер.После постановки прихватки оно убирается и далее действуем при помощи фланцевого угольника или уровня. http://www.youtube.com/watch?v=0ooENoNy3xE&feature=g-upl
-
Интересное исполнение стоек.Мангал только хлипковат и ноги переживут не одну такую конструкцию.
-
Маленькие диаметры-это большой гемморой,если,к тому же к ним предъявляют серьёзные требования,да и варишь их от случая к случаю.Когда они "стоят" на потоке,то уже варишь их на автомате.Если требуют два прохода,то можно фаску -покруче(30*),притупление "в ноль",зазор 1-1,5мм.Ток (не маленький)подбирать опытным путём,"под себя".И варить всё это дело "напроход",в два замка,без поперечных колебаний (с минимальными),на короткой дуге.А если на малом токе,то притупление,как уже писал выше,побольше и ,уже с поперечными колебаниями вперёд.Для удобства манипулирования электродом,можно попробовать взять держак за самый край (т.е. саму прищепку в кулак),а указательный палец положить на электрод.По мере приближения св.ванны палец убрать в сторону,там уже коротким электродом и так орудовать удобно.Естественно,это распостраняется на заводские держаки с целыми изоляторами.

-
До 50 мм,да ещё и при такой толщине варится всё в один проход,тем более электродом.
-
@Ivanes, На мой взгляд при таком соотношении - диаметр трубы / толщина стенки ,не стоит готовить фаску под "нож".Достаточно в половину толщины сделать фаску и по оставшемуся притуплению с зазором в диаметр электрода,вести сварку.И разделывать в ходе сварки стык лучше отрезным диском (2,5 - 3 мм),чем зачистным
-
Глюк какой то.Отправил ответ,но "Тема не существует".Попытался снова,тоже самое.Зашёл по новой в тему,а здесь дубль-пост.
-
Посмотрел по картинкам,что сие из себя представляет,потому как слышать-слышал,но воочию не касался,поэтому пару вопросов.Получается ли полный провар при односторонней сварке? или же надо и с обратной стороны осуществляется разделка/сварка.По ссылке ( http://specural.com/.../9/message/458/ )в статье речь шла за трубы.Об обратной стороне и речи быть не может,но судя по разделке полного провара достичь не реально.
-
Держится надёжно,крепление тоже удобное,хоть и примитивное.Трубу обычно постоянно фиксирую -струбцина или аналог.Один конец цепи на тальрепе,туда же и ближайшее звено после оборота вокруг фиксатора,а дальше винтом. В плане "глобального" у меня имеется "приблуда" для выставления отводов,а эта задумывалась,как походный вариант.Теперь как основной
-
За смену управился,сегодня только один стык дооблицевал.Много времени подготовка занимает,да ещё в едиственном числе,правда,я в таком моменте давно уже промышляю,привык.
-
А в правой руке сотовый телефон. Швы в галерею снимать.
-
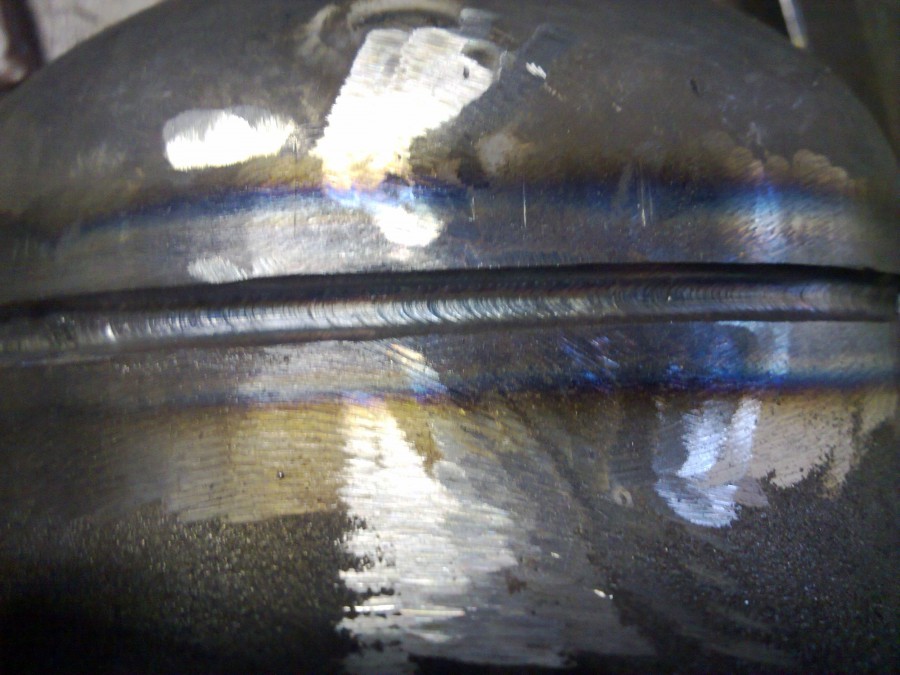
Решил немного отметиться."Коряга",симбиоз 219 трубы со 108.Все швы(за исключением одной сотки) неповоротные,горизонт,вертикал и 45*.Ворочать эту "клюшку" небыло особого желания,да и держится она на столе в сотом швеллере на честном слове.Нарезка,подготовка,сборка и сварка - одна рыло/мена. Собственно,"коряга",общий вид. Корень ф219мм,аргон Заполнение тоже аргоном сделал.Тренирую технику сварки перекатыванием.Так постепенно и до облицовки ТИГом доберусь. Облицовка электродом LB-52U,ф 3,2мм,ток 85-90А ,труба ф 219мм, B1(PF) Переход 108 х 219 Труба 108мм,LB-52U ,ф 2,6мм,ток 60А ,Н45 А эта "прибамбаска",неплохой помощник при монтаже отводов-быстро,дёшево и сердито Спасибо за внимание !
-
С северами подвязал?
-
Я имел ввиду,что ММА корень варить тяжелее.Аргоном проще.
-
Намного тяжелее.Достойное качество - дорогого стоит.
-
Со временем взгляды и вкусы изменятся,стоит только освоиться.
-
Но следует учесть,что у меня корень сделан аргоном и "полезной площади" поболее.А когда сваркой корень проходил,то я его достаточно стачивал,потому как при толщине стенки 4мм,если не сточить корень,усиление чересчур большое.
-
Эта схема уже "запакована".Давнишний стык из фоток остался,обицовку давно не фотографировал,как-нибудь сделаю.
-
Тем более должны быть свежи параметры швов в голове. 1,5мм (+ / - 1мм ,но не менее о,5мм и не более 3 мм.)
-
Эта специфика мне очень знакома Теперь точно не пойду к Вам
-
Момент истины.ПИЛовцы за работой .
-
Что то ток великоват или показания неточные.Усиление 1,5мм (+ / - 1мм).Пор в разделке не наделаешь,ты же по ходу всё переплавишь.
-
@АВН,Я просто,иной раз,прикидываю,окажись в Вашей отрасли, так до конца века не постигну сей грамоты.
-
@Вовка, Приучайся электрод зажигать в разделке ,вся труба исчиркана.Картинка более красивой будет Я бы ещё току добавил,чтобы усиление поменьше было.