copich
-
Постов
6 611 -
Зарегистрирован
-
Посещение
-
Победитель дней
125
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
@ДенисМ, это не то. Т.е. половина информации, ДА, а половина - нет. Конечно условия съемки следующие: - совместить сразу съемку сварки и без сварки не возможно. Поэтому придется делать два видео и потом объединять. - объектив конечно вплотную к затемненному стеклу - фокус... тут надо очень близко снимать и тогда фокус спец не нужен - освещение ... тут пока не знаю, но думаю, что освещение дополнительное надо для уменьшения разности яркости дуги и фонового объекта. Поэтому чем ярче фонарь тем думаю лучше будет. - на видео нет медленного разлета брызг. Именно этого хочется, а не воспроизведения в реальном времени. Хочется все разглядеть, а не чтобы все главное пронеслось за секунду. Из собственного, делал видео без фотофильтра и матрица вполне все переживает. Делал видео с фотофильтром... Но вот тут проблема в подборе этого фильтра как величина затемнения. У меня получалось либо светло снять либо темно... Т.е. именно саму ванну как растекается метал не получается поймать.
-
 @Totalconsumables, спасибо за фото. обычно термозащита срабатывает не по причине выхода из строя термодатчика (если конечно последнего не оторвали) Термозащита является универсальным сигналом. Один из которых - токовая защита. Термодатчик - тестером прозванивается. Копайте глубже, начиная от прозвона плазмотрона и внутрь аппарата - выпрямитель и далее. А там и возможно до инвертора доберетесь.
@Totalconsumables, спасибо за фото. обычно термозащита срабатывает не по причине выхода из строя термодатчика (если конечно последнего не оторвали) Термозащита является универсальным сигналом. Один из которых - токовая защита. Термодатчик - тестером прозванивается. Копайте глубже, начиная от прозвона плазмотрона и внутрь аппарата - выпрямитель и далее. А там и возможно до инвертора доберетесь. -
Все ждут вашего результата!!!! @ДенисМ !!!!!!!!!!!!!! В принципе, GO PRO может что-то подобное сделать (конечно не 10 000 кадров в сек). Но 15 000р, за пробу, дорого отдавать. Бюджет если бы 10-20 тыр р был бы, то можно подумать. Но 100 000 для любителя-неудачника и не для карьеры - это слишком!!!!
-
Прошу прощения за флуд. А где столько рук взять? Нагрел, проверил, получил ожег, пошел замотал руку.... И так только два раза можно сделать больше то рук нету. И тогда вопрос, а варить то как? А по теме: полностью поддерживаю. Хотя если ТИГ применить, то подогрев не нужен, достаточно на малом токе погреть и потом уже варить на большем токе. Ведь пока деталь не подогреется, то нормальную ванну не получить.
-
Народ, я думал такой один, капризный. А как оказывается не одинок. Вот для себя нашел: http://www.new-tools.ru/mode.33969-type.html Цена не детская, но пока это лучшее, что пробовал. Ну конечно когда были забугорные, то радовали долго. А теперь пока только эти для меня - лучшие. Из замеченного: - нитки не расходятся (был разок, подшил и дальше до конца их ресурса все было замечательно) - удобно и мягко, проволока чувствуется, рука особо не горит. Но конечно когда ток 200 и выше, то тут уже ни чего не помогает и жарко становится. Тогда в дело КРАГИ. - на даче просто чума, и в грязь и в ... Потом только в стиралку закину и как новые. (кожаные особо не стирались, т.к. после мойки ссыхались и потом быстро разваливались) - даже с машиной отлично себя показали и в масле и винты крутил... Промокают но очень плохо. Воду пропускают, а вот масло - руки чистые были. Из недостатков, между пальцами протираются быстрее чем рабочие поверхности на пальцах. Из-за этого раньше нужного в помойку их. Не реклама. Сам действительно в таких сейчас. Просто - личное мнение. Попробовал - взял когда акция была, а теперь жалею, что мало взял. В магазе то не такой приятный ценник. Так же по акции топор взял дрова колоть... ваще в ауте от радости, но это уже другая тема.
-
Подпишусь под эту тему. Пока тоже нет ни знаний не навыков.
-
Для этого есть инструкция. Лезть на сайт смотреть картинку лень. Если у вас такой подход... Предположение - воздух подключен? Достаточное давление? Вы у зубного так же лечите зубу, дистанционно? Фото трудно сделать? Фотоаппарат единственный на деревне и тот сломан? P.S. вентилятор может работать, т.к. может напрямую питаться от 220В, а может и т.к. работает вспомогательный источник питания. Ну и славненько, чт вентилятор работает. Значит вас не обманули
-
А оно вам надо? Тут начиная инвертора до плазмотрона. Цена и того и другого не малых денег. Обычно так: отнесли в ремонт, сказали, что ремонт более 50% от нового... Вот теперь и продают Хоть 10р да с дохлого получить.
-
Уходит в защиту по превышению тока. Видимо во вторичке смотреть надо (вторичный выпрямитель). Сам такой не делал, пока только догадки. Фото бы внутрянки, посмотреть.
- 1 ответ
-
- 1
-

-
@psi, были как то ремонты, когда все работает, а реза нет... Как оказалось, что дело в загаженном плазмотроне, через который не проходил нужный объем воздуха. А так все работает, все красиво и т.п., но реза нет И не помогли очистки карбюратора и т.п. Только замена.
-
@psi, осушитель влаги и масла не критично наличие, но на службу расходки влияет + масло спекается в самом плазмотроне и который через некоторое время накрывается. От поршневого компрессора не только вода идет но и масло плюется в огромных количествах.
-
@Миротворец, именно. Ведь не важно какой шильдик. Важно как работает и в частности результат, где стоимость результата не самый последний момент. И очень правильно подходить в комплексе к решению задачи. Сколько стоимость реза (аппарат + расходка + компрессор) + еще важно считать стоимость дальнейшей обработки. А то разделить или откусить можно, а потом напильником (УШМ) или еще чем приходится драть до нужного размера или качества. ИИИИ опять тут стоимость резцов и т.п. Чем больше гадости после реза тем больше износ резца... И .т. д. И не важно кто это делает таджик или китаец или дядя мюллер. Важно, что это время затраченное и расход инструмента.
-
@Tapochekc, я не с самого начала слежу за темой. Но если уже отвечали, то повторите и не пинайте сильно меня. 1 Вам разделительный рез или чистовой нужен? 2 Будет пробой с центра листа или с края рез (засверлка)? 3 чем убословлено 220В? 4 только ручной рез или планируется применение на портале? Я не знаю с чем вы сравниваете и есть ли чего с чем сравнивать. Есть площадка, где можно попробовать некоторое оборудование (не Китай) и определиться с выбором. Или сделать для себя выводы которые конкретизируют ваш выбор.
-
так вы к этому разъему подключаете и горелку. Т.е. у вас два контакта задействованы под кнопку на горелке. Остается три контакта под педаль И для проверки, можно вскрыть корпус и посмотреть какие контакты куда подключены. И вот тут гляньте: http://valvol.ru/topic1766.html
-
То что из полотна получается мы знаем. Сам работал по соседству с производством ленточных пил. Они брали катушками ленту из бугра. А далее по размерам рубили и варили с последующей зачисткой и т.п. Поэтому было не раз общения, что такое хорошо, а что такое плохо. Я же занимался ремонтом сварочного оборудования. Поэтому сварочные машины контактные для меня не только были интересны как станки, но и как объект заработка Поэтому после ремонта были испытания со всеми вытекающими вопросами и ответами
-
Это ответ на санкции 5-6 стыков... Жестко, очень. Как носки заштопанные. А на заштопанном месте еще два-три слоя штопанного Если отпуск не делать, то место сварки более хрупкое получается. В общем можно и так, но если по правилам, то тоже, что обезжиривать перед сваркой. Если нужен результат и всегда один и всегда качество на 100% то нужно технологию соблюдать. Если нужно просто тупо соединить две железяки, то хоть ТИГ или ММА Тут главное - кто какую цель преследует. Ведь полотно тоже бывает разного качества и разного производителя.
-
Разве? Отрезали, приварили, отожгли, зачистили. Т.е. отпуск метала после сварки, но не до. Если сам процесс сварки разбить по долям секунд, то не все так просто и довольно замудреный. Но ДО отпуска в этом процессе нет. И еще ко всему прочему применить пирометр (замер температуры без контактным методом). @Lohus, перпендикулярно обрубают края. Может по старой технологией так и делали (по скосу обрубали), для увеличения площади под пайку и уменьшения сил при изломе. Но сейчас достаточно обрубить перпендикулярно плоскости полотна и заварить с последующим отпуском. Видел как подбирают режим сварки и отпуска... Не за секунду Грубо говоря все в полуавтоматическом режиме протекает. Человек тут не влияет на сам процесс. А то в процессе эксплуатации, а может и при смене полотна, полотно - БЗЫНЬ. Смена полотна - может повредить оператора. А в процессе работы - потом попасть в пропил не так просто, не смертельно, но все же. Новое полотно - новый развод зубов (в старом пропиле будет уже рез из-за износа зуба и частичной потери развода зуба)
-
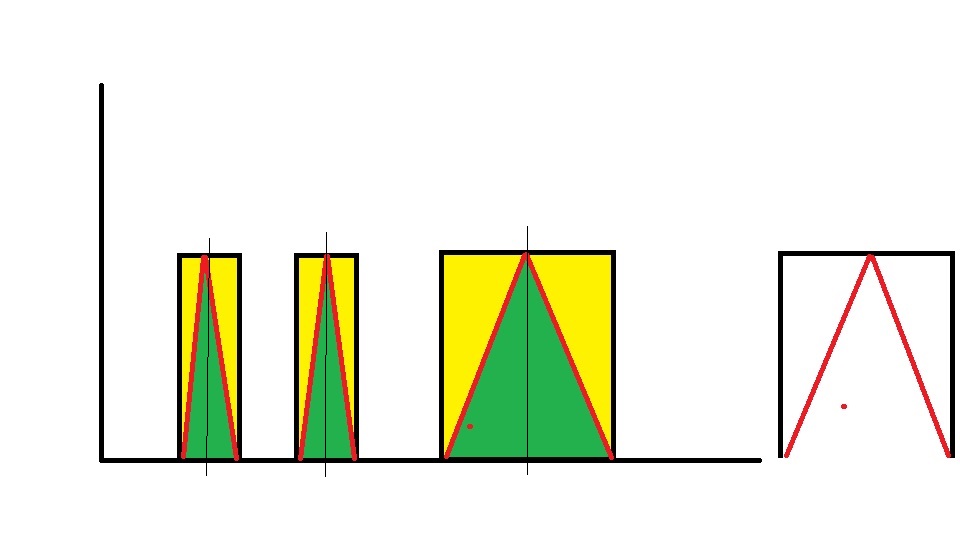
Китайского брата сложно улучшать. У них все на приделе работает. Следовательно, чуть добавишь, так все переделывать. Именно поэтому цветами разбил картинку. И приблизительно можно понять эту мощность на пальцах. И при чем тут логарифм? Тут вроде бы нет смысла логарифм прикручивать. Т.е. я вижу линейную зависимость. И мощность это I * U. Следовательно сколько в прямоугольнике есть треугольников, столько полная мощность. Но как вырезали часть на столько и меньше энергии в итоге получили в дуге. Единственное, что пик плавления металла может совпасть с пиковым током дуги, следовательно это будет очень кратковременный процесс. Что я могу получить не симметричным импульсом (т.е. время сварки 1мс, а время паузы 10мс). Единственное, что надо подобрать ток паузы и ток сварки. Они тут не мало будут играть роль. И опять же, если процесс автоматический, то это одно дело, а если ручной, то совсем другое дело, т.к. скорость переменная и энергия в каждом новом импульсе будет давать дополнительный подогрев металла если медленно вести и где быстро то уже будет не хватать энергии. Может поэтому на новых инверторах я все реже это вижу как выбор ПИЛА.
-
Ну-у-у-у, последнее это глум.. . Как из космоса, лазером, сварку зубного протеза производить!!! Я о серьезном! ТВЧ 1 Квт, от желтого брата как кот в мешке от еврея. 4 рубля тратить на проверку... для меня дорого. Просто результат не прогнозируемый. Хоть бы 60% было, а то 90 фиг его знает и 10% может будет работать. И если есть схемы и реально у кого-то есть опыт, то было бы не плохо увидеть, услышать и т.п. Пила... ХА! Так скажите, где именно без пилы не возможно произвести сварку? Я может и не сталкивался с такой работой, но кто сталкивался, скажите, где пила даст тот эффект!
-
Не, шкала Х - это время. А шкала Y - это уже ток сварки, т.к. допустим, что U у нас константа. А вот для сохранения энергии нам нужно увеличить ток... Но тут смысл этого процесса, посылать энергию расплавления кратковременно, а остальное время дать остыть материалу. Но если у вас действительно есть на чем попробовать, то надо знать тогда частоту. А то может она меняется. Ведь некоторые производителя делают некоторые параметры постоянными и не изменными для пользователя, чтобы не сжечь инвертор. Поэтому, чтобы реализовать этот вид ПИЛА, используют несколько другие параметры нежели для ПРЯМОУГОЛЬНОГО импульса. Когда я использовал ПИЛА, то у меня не было такой разницы, т.е. я практически ни чего не менял. Такое я бы не забыл 20 и 200А
-
@Sakhalin_Cat, мне не нужно каждодневного использования ТВЧ. В лучшем случае - раз в год будет использование на минуту. И если доработка технически не простое дело, то и говорить тут не о чем . А если сделать отвитвление от силового транса и сделать выходы в корпусе для индуктора, то эта идея интересна.
-
Эт точно Не просто так в инверторе AC\DC установлен дополнительный модуль преобразования. А не наоборот, удален Именно поэтому инвертор AC\DC в два раза стоит дороже инвертора DC.
-
Эт с какого перепуга такая разница??? И частота будет играть роль. Сделал набросок... В пиле в 2 раза меньше энергии будет нежели чем в импульсе. Ну точно не на порядок. При этом будет краткосрочный пик тока расплавления и основное время остывать. Поэтому если использовать не симметричный импульс, а с настройками отдельными времени паузы и времени пика, то можно приблизить к результату пилы. Чем частоты выше, тем чаще будет ток расплавления и меньше влияние установленного тока, если частота ниже, тем больше ток сварки будет влиять на время расплавления. Может и ошибаюсь, но пилу видел давно и особого удовольствия не получил. Поэтому фактических навыков не получено. Но на высокой частоте будет дополнительное сжимание дуги, что приведет к большей концентрации энергии в фокусе дуги.

-
@Sakhalin_Cat, скажем так, это все понятно. Но спасибо, что уделили время на разъяснение. Моя мысль следующая: если доработка минимальна... ну даже взять бочек с моторчиком от машины могу для охлаждения индуктора, то например спаять две трубочки или штуцер сделать или еще что - ВЕДЬ МОЖНО и без особого исполнения источника тока. И на мой взгляд куда лучше пропанового нагревателя: - нет выжигания флюса от огня - безопаснее, т.к. детальки можно зажать и не нужно круговой нагрев делать - визуальнее видно растекание припоя по окружности Ну что-то в этом роде. Тем более, что пропановой горелки нет, не люблю любые баллоны с сжатым газом, поэтому что одно приобретать, что для доработки инвертора докупать необходимое (трубки, охлаждение, штуцера). Ну будет он выдавать 10%, но а главное нагреет Еще один момент. Как я понимаю, что когда индуктор сделан несколько витковый, т.е. в примере 5-ть витков, то влияние детали не так сказывается на частоту контура. Поэтому и согласовывать особо не нужно, т.е. подбирать частоту ШИМ контроллером. Ну а если это байки, типа ГОРЫНЫЧ (мультиплаз), то конечно и заморачиваться не следует. Просто сама идея понравилась и пока не вижу явного обмана (хотя тут я дилетант )
-
Не реклама, http://dvt-spb.ru/catalog/do/zatochka/svarki_pil/ , это что я понимаю под станком для сварки ленточных пил. Знаю как ideal работает, видел и обслуживал. Толщина полотна 1-2мм и на нем еще скосы делать...