copich
-
Постов
6 611 -
Зарегистрирован
-
Посещение
-
Победитель дней
125
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
Да оставьте его в покое. Работает и ладно
-
Не выдержал ... Ну если БП не работает, то не было бы вращения вентилятора... Но не это главное. Точно свиста бы не шло с верхнего согласующего трансформатора. На мой взгляд, дальше копать без осциллографа не видется возможным. Или я ошибаюсь?
-
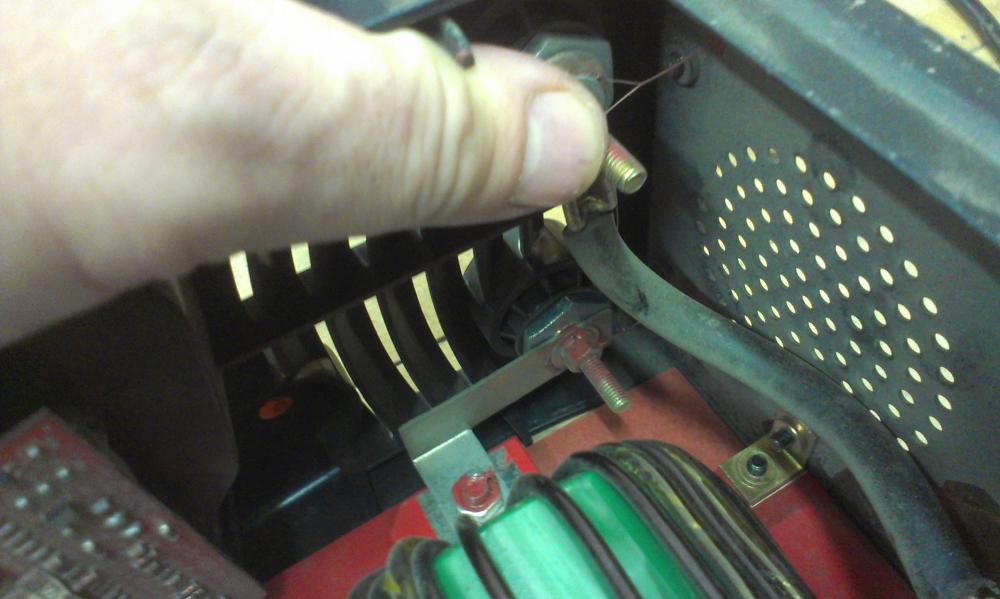
 диод в цепи управления релюшки? когда напругу с реле снимаете, то будет обратный выброс энергии с катушки, что может повредить микросхему или транзистор. Т.е. диод должен быть включен обратно приложенному напряжению. А стабилитрон там и в помине не нужен, реле не сильно напрягается когда дают больше положенного. Поздравляю! С починкой!!!
диод в цепи управления релюшки? когда напругу с реле снимаете, то будет обратный выброс энергии с катушки, что может повредить микросхему или транзистор. Т.е. диод должен быть включен обратно приложенному напряжению. А стабилитрон там и в помине не нужен, реле не сильно напрягается когда дают больше положенного. Поздравляю! С починкой!!! -
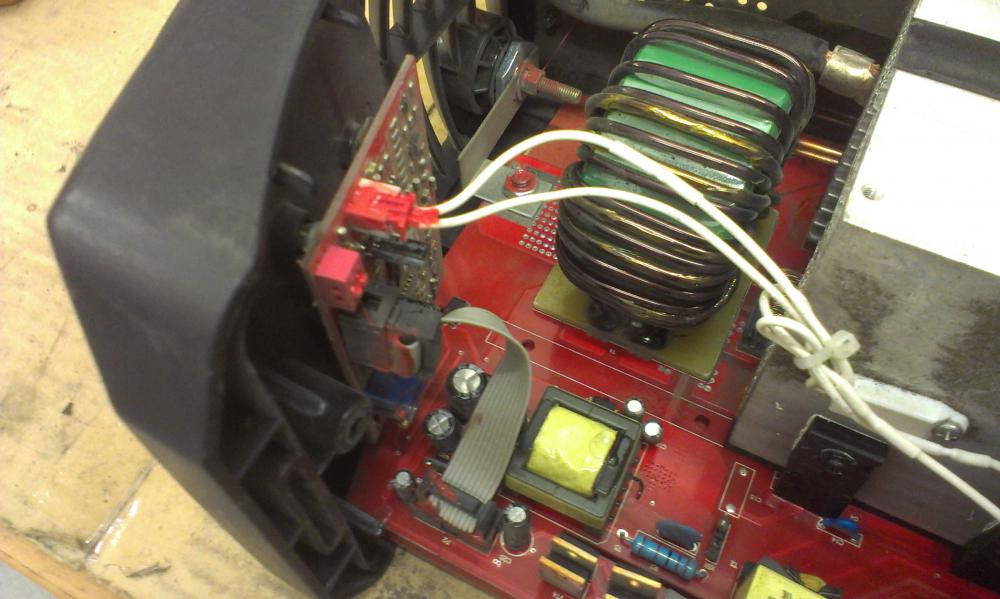
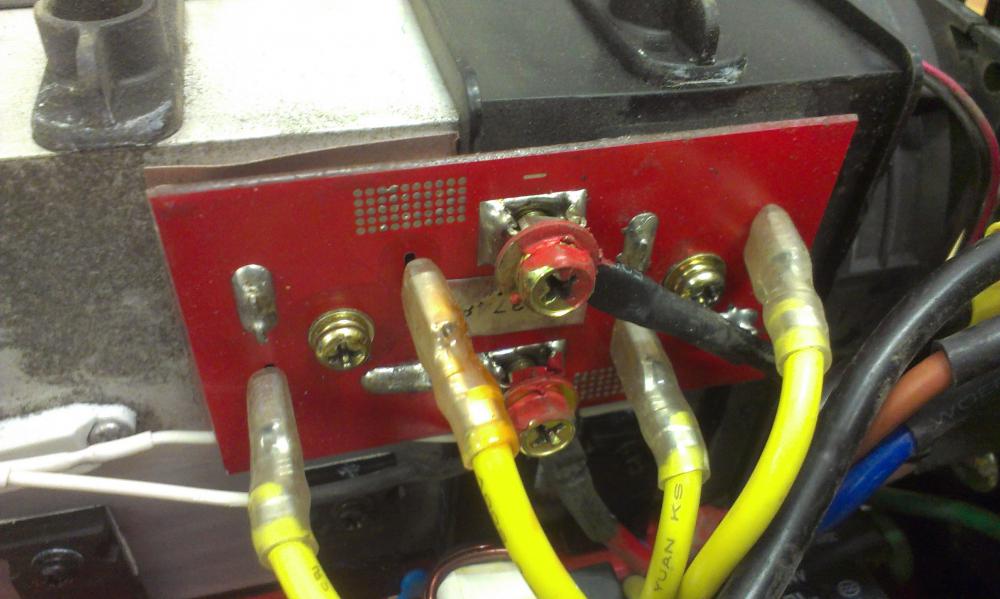
И вот пополняет .... тут барабанная дробь ..... СВАРОГ ARC200 Выполнен достойно. Мне понравилось исполнение. НО!!! он действительно выдает около 190А на выход. При этом такие мааааааленькие клеммы и маааааленькие болтики. Руки стандартные, не как у медведя. Поэтому можно оценить тонкие болты и провода силовые. Сдох беднагя от того, что на нем работали Вот он и сам:

-
Этим не варил. ТОРус нормально врит. Но и это исполнение и у ТОРуса - Одни на велосипедных спицах, вторые на веревочках. Весело. И до сих пор мне не понятно, почему нужно такое городить? Что в них реализовано, какая особенность по сравнению с тем же китайскими БАРСАМИ АВРОРАМИ и т.п. Почему на наши смотреть смешно, а китайские что было и что стало - как палка копалка и трактор в сравнении?! Сейчас китай все лучше и лучше производит. А у наших до сих пор на том же уровне. Не знаю как ФОРСАЖ делает и кто, но остальные СМЕХ и СРАМ.
-
Действительно, по описанию похоже на управление. Посмотрите кнопку переключения ТИГ\ММА + таймеры пред и пост продувки на 0. Всякие форсажи и пр... тоже на 0. В IGBT лезть не вижу смысла, если ММА работает. Да и проверку ТИГ проводите в DC. От кнопки на горелке срабатывает клапан? Если не срабатывает, то ищите прохождение сигнала от кнопки. Не раз бывало, что с кнопки сигнал теряется на какой нибудь микросхеме. Т.е. до процессора не доходит. Либо сам процессор умирает.
-
Трансформатор бывает в КЗ, а бывает обрыв. Поэтому если обрыв то тестером можно увидеть. А вот если КЗ то либо омметром (сомнительное мероприятие, т.к. витков не много) либо осциллографом. Осциллограф можно слепить и из звуковой карты или телефона, на быструю руку. Правда ни когда не проверял этого, только видел информацию в нете. Но есть подозрение, что не получится увидеть, т.к. частота звука до 20кГц, а работа инвертора до 100кГц. Но вдруг получится. Ну а то что описано с аппаратом - далее только смотреть сигналы с ШИМ и на транзисторах.
-
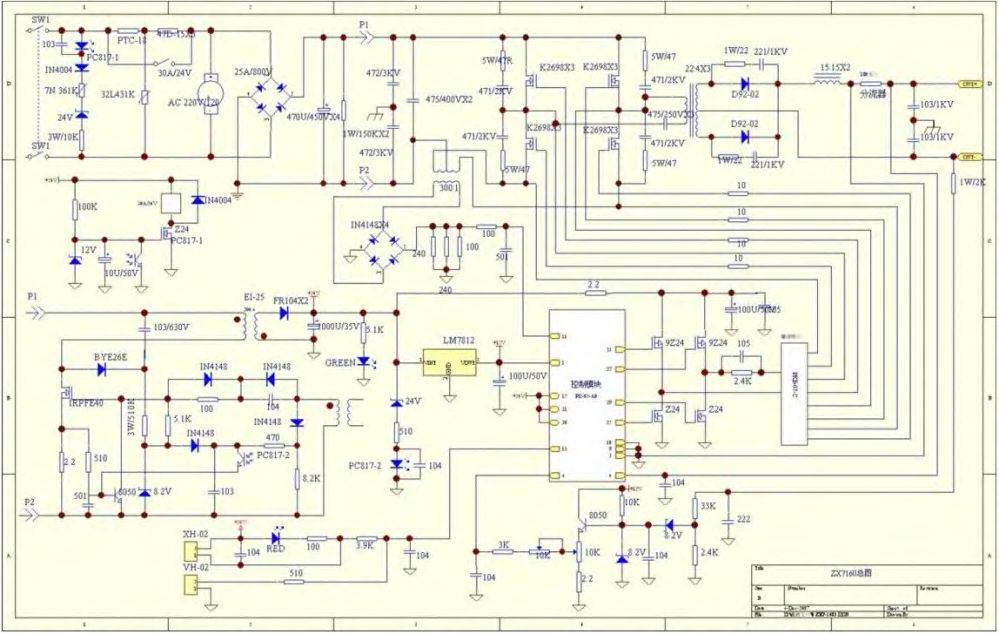
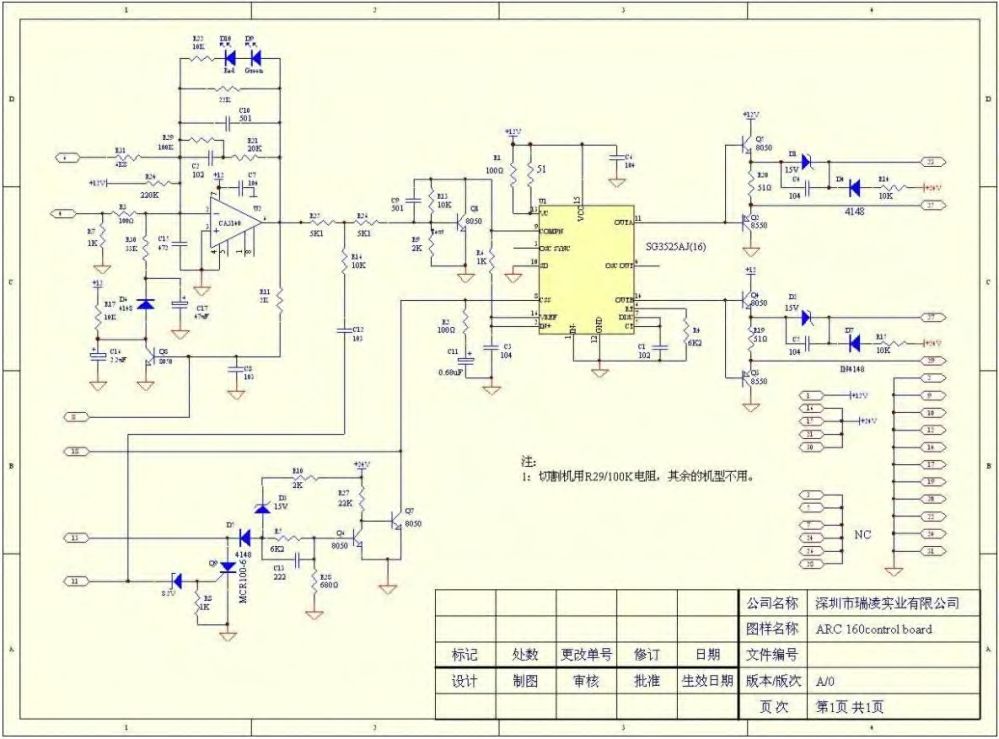
Вот схема от аналога - BRIMA 160. Такие аппараты очень хорошо знает Алексей (ТЕХСВАР). Обратитесь к нему. Но без осциллографа лезть в ремонт - утопия. Тут (на таких аппаратах) бывали проблемы с трансформаторами. Поэтому тестером определить проблему будет очень и очень сложно.
-
Так что хотите? Режим ТИГ так и должен. ВЧ включен? Горелка исправна? Да тут до бесконечности вопросы можно задавать. Более подробно от вас надо узнать, какие режимы, что сделали, что проверяли.
-
@delux1, осциллограф в руки и смотреть, что подается на силовые транзисторы. Но по звуку трансформатора - КЗ в силовых транзисторах или вторичный выпрямитель. Проверяли силовые транзисторы... Как? Вторичный выпрямитель - тестером на прозвон выход инвертора проверить (+\- выходные клеммы) 380В - после первичного выпрямителя. Вентилятор и светодиоды - после вспомогательного источника питания (т.е. работает). Без осциллографа дальше лезть нет смысла. По резисторам. Если пайки не видно, то очень часто бывает, что много мест под разные детали, но они не используются. Даже от модели к модели отличаются. Поэтому этим не следует голову забивать. Тем более. если в аппарат ни кто не лазил, а до этого он работал.
-
Ставьте резистор. Возможно банальный брак. Палить более чем новый резистор... на врятли. Уже что сгорело то сгорело. Если резистор сгорит, значит тогда и копать глубже. Сложно тут объяснять с вашими знаниями. Если все банально и без покупки деталей, то привозите в г. Балашиху. Посмотрю. 500-1000р Если все просто и ваш резистор то и так помогу.
-
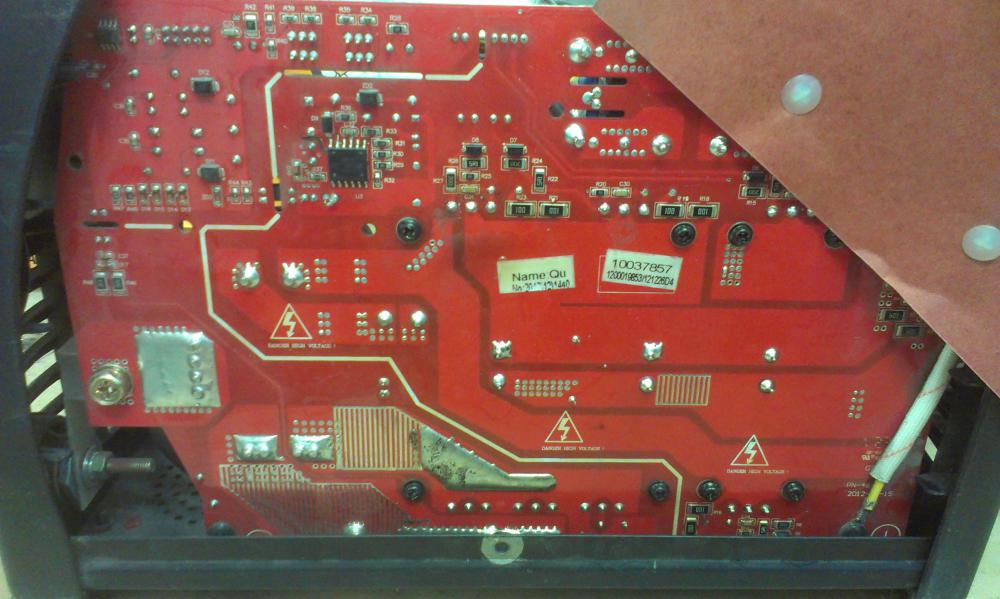
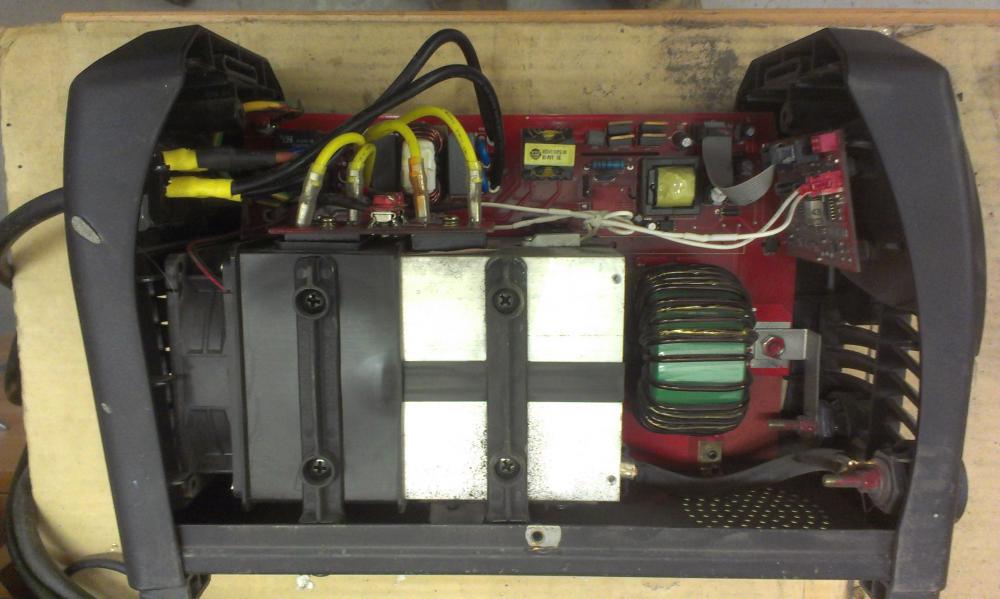
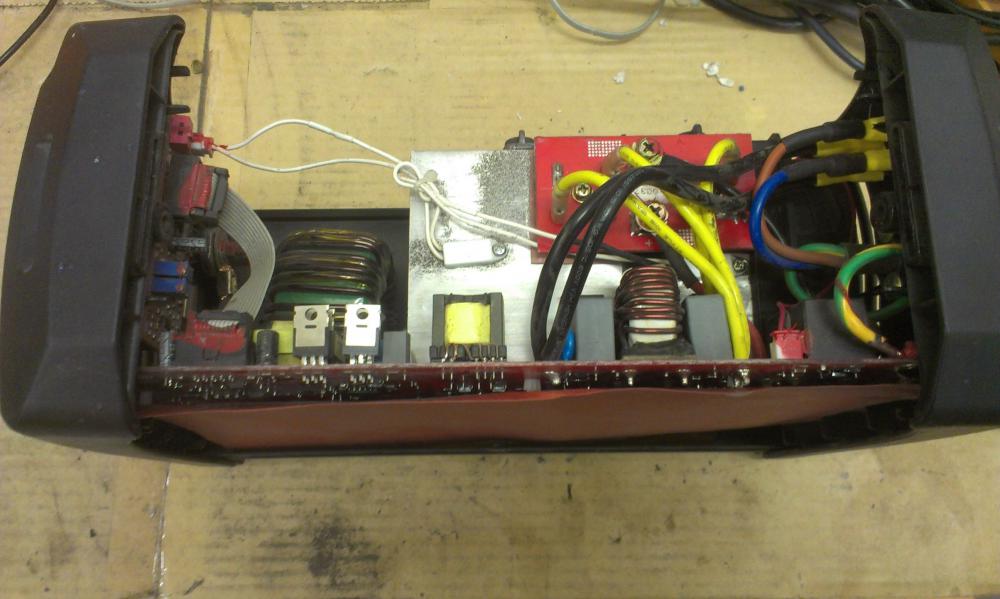
... Жуть. Попробуйте написать на чипмейкере. Если ТЕХСВАР молчит и остальные, то советовать не чего. Если помочь, т.е. в две головы, то г. Балашиха или могу взять аппарат, чтобы самому глянуть, дмитровское ш. около МКАД (утро или вечер). Когда буду в долгопе, пока не знаю. Больше и предложить не чего. Ну или делайте описание микросхем, может получится понять аналог этого шедевра, чтобы схему найти. И фото внутрянки подробные нужны.
-
Искрит, плохо. Если действительно искрит, то транс либо разбирать и устранять дефект либо менять.
-
удачи в поиске!!! особенно - недорого
-
ну где то так.
-
еще раз хочу напомнить про выходной выпрямитель и т.п. В мануалах всегда так пишут, что для сервиса - то не лезь! Поэтому для юзера: что контроллер, что инвертор, что выпрямитель - опасно лезть туда и дорога в сервис. Но конечно, если есть возможность проверить контроллер - то это и надо сделать. Но если ни чего нет из плат для проверки, то тестер в руки и вперед.
-
Это 100Гц после выпрямления. Это естественно для такого оборудования.
-
П210 ... да же лампы работают до сих пор и работают куда лучше чем современное. Это не показатель. Мы же не знаем на какой ток идет моторчик и как греется транзистор. + пусковой ток бы знать. Поэтому выводы делать рано. Мало данных.
-
не знаю этого оборудования, в частности ремонта, но по статистике, умирающий контроллер это РЕДКОСТЬ!!! Стоит проверить и перепроверить это.
-
Если транс гудит, то тут ни чего не сделать. Главное проследить все элементы по температуре. Если кипятильников нет, значит не страшно (по телефону зуб сложно лечить, остается только ждать). Касательно регулировки, то конечно бы токовые клещи и смотреть, что на выходе имеете. Тогда и делать вывод куда лезть.
-
Дык зачем придумывать геморрой? Если для сварки хватает оборотов, т.е. подачи проволоки то и переделывать ни чего не надо. Смысл в том, что моторчик и не должен крутиться на максималке, + схема вносит свою корректировку. Если сварка нормальная, транзисторы не перегреваются, то и оставить все как есть. А то купили мамонта, а хотите из него сделать феррари Зачем? От этого он лучше варить не будет и проволока не станет золотой на выходе.
-
Клевая игрушка Транзистор МП25 - проверяется тестером на ура! Возьмите тестер и на прозвонку проверите. Но надо большой тестировать для начала: http://www.radiolibrary.ru/reference/transistor/p210b.html тестер: один щуп на базу, второй на колектор, после на эмитор. Короче в интернете есть методика проверки биполярного транзистора. Но при такой схеме - проверьте "пропай" на плате, может просто где то контакта нет. Конденсаторы высохли ужа давно, поэтому надо их заменить. Посмотрите осциллографом выход с выпрямителя. Если пульсации есть и огромные, то конденсаторы под замену. Потом транзисторы проверить. Маленький судя по всему от резистора регулирует большим транзистором.
-
@Hlorofos, а что убило? Нормальное видео. Сварка алюминия вполне качественная получилась, т.е. даже блеск виден шва, т.е. очистка (от окислов) и защита качественные. Цвет зеленый. Считается самым приятным для глаза. Поэтому производители применяют светофильтры зеленого цвета. Есть так же синие, коричневые. Но именно для глаза - зеленый лучше. Поэтому только от светофильтра и зависит цвет дуги.
-
Брызги - только применимо к вашему посту про бенгальский огонь. А в фото отображен ТИГ метод, где брызг в априори нет. Моя мысль про замедливание именно самого процесса переноса металла, расплавление ванны, сплавление кромок, характер дуги и т.п. Т.е. получение разборчевого видео о прохождении самого процесса.
-
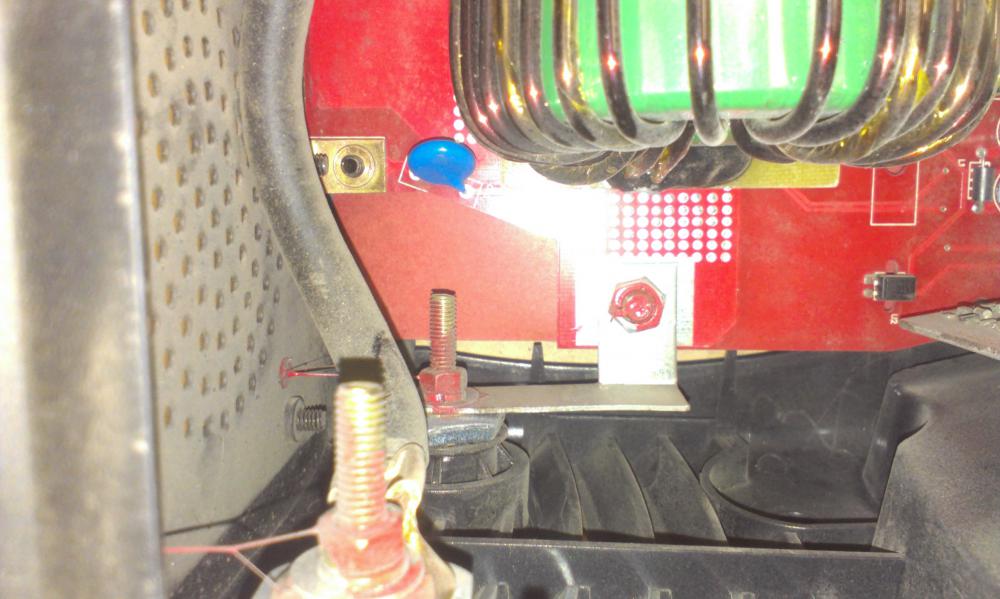
Алексей, я такой же Я вам уже сказал где копать или в какую сторону смотреть. Если фраза - вторичный выпрямитель для вас звучит как СИНХРОФАЗАТРОН, то тут мы вам не поможем. Если тыкнуть пальцем, то надо снять пластиковые кожуха и фото аппарата со всех проекций. Вторичный выпрямитель как раз за пластиковым кожухом. Мануала нет и наверное не найти. Мануал так же не расскажет если знаний в элементарных вещах нет. И так. Нужна помощь, то для нас это не проблема, только нужно от вас выполнение всех рекомендаций. Это не прихоть, это необходимость.