copich
-
Постов
6 611 -
Зарегистрирован
-
Посещение
-
Победитель дней
125
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
 А можно еще 10 плюсов поставить Русский всегда пытается сделать из г...на - конфетку. Гонор - обычно сразу обламывается либо действительно новое появляется. А будь без гонора, то так бы на трансформаторах и сидели или с лампочкой из свечки. Просто для некоторых наступать на грабли это - путь развития, а для других - удовольствие (кто-то уворачивается после нескольких шишек, а кто-то так понять и не может от куда шишки появляются). И все это снимать на смартфон заряжающийся от лимонов или картошки
А можно еще 10 плюсов поставить Русский всегда пытается сделать из г...на - конфетку. Гонор - обычно сразу обламывается либо действительно новое появляется. А будь без гонора, то так бы на трансформаторах и сидели или с лампочкой из свечки. Просто для некоторых наступать на грабли это - путь развития, а для других - удовольствие (кто-то уворачивается после нескольких шишек, а кто-то так понять и не может от куда шишки появляются). И все это снимать на смартфон заряжающийся от лимонов или картошки -
, ну именно ГОЛЬ на выдумку хитра. С чужими тараканами разбираться - есть специально обученные люди. А если будет действительно интересно, то пусть будет. И всегда бредовые идеи (не все) в дальнейшем получали жизнь и теперь телефон без кнопок удобнее телефона с кнопками
-
Игорь. Можно и на ты . И чтобы не флудить можно в личку перенести обсуждение.
-
еще раз - для зарядки аккумулятора вам не только напряжение нужно 12 или 24 постоянное, но еще и стабилизированный ток. Который и будет заряжать ваш аккум. Даже для не капризного кислотного аккумулятора, если не правильно подать хотя бы одно из (U или I ) то для него это быстрая смерть. Несколько зарядок таких и аккумулятор с 5 лет службы за 1 год развалится. Обычно простенькое зарядное это - трансформатор с выходным напряжением близкое к напряжению аккумулятора + стабилизатор тока. Пусть простенький но он нужен. Если ваш случай переделки, то это... ну раз в пять лет в поле, а аккум сдох и нет ничего кроме вот сварочника. Тогда кратковременно дать напругу на батарейку пару минут и заводить машину и от родного гены заряжать. А делать зарядное с характеристиками зарядного из сварочника это дорого (сугубо личное мнение). Да еще и знания нужны соответствующие. P.S. Я не знаю, что за схема от ПКН, тут фрагмент. Главное понять, что вы хотите от зарядника. Т.е. если молоток то молоток и им стучать можно до потери пульса. А если разово то можно и плоскогубцами забить гвоздь. Я вот о чем. Но если плоскогубцами долго долбить, то они уже через некоторое время не будут плоскогубцами
-
И мне бы узнать , @tehsvar В целом при таком дефекте, IGBT модуль на гране сдыхания. Несколько раз вкл\выкл и потом БУМС. Я бы обратился напрямую к поставщику - Вебер Комеханикс. Дефект очень противный и отдавать аппарат в неумелые руки при таком дефекте очень печальные последствия могут быть. IGBT там стоят дорогие, но качественные. Но очень дорогие
-
У некоторых руками не получается и их рукожопами называют. А тут ноги из ... а будет шикарный результат. Может другие возьмут на заметку!? и появятся достойные сварщики. Школа не школа, но если реально, то пусть будет Лишь бы не получилось: Смотри как могу ... Смотри как надо... и оба оказались на больничной койке
-
Не мое. Я еще до этого не вырос. Меня поражает и есть к чему стремиться!!!

-
Расшифруйте, пожалуйста, лично мне не понятно. ПКН - предохранитель? (http://velsnab.ru/catalog/elektrooborudovanie/predokhraniteli_vysokovoltnye/predokhraniteli_pkn/) Смысл зарядки аккумулятора в стабильном поддержании тока и стабильном поддержании напряжения. При этом напряжение известно и ток выбирается в зависимости от емкости аккумулятора. Если меньшим током зарядка будет - хорошо но долго. А вот если большим током зарядка будет то аккумулятору быстро может прийти конец (выкипание, перегрев, осыпание пластин и т.п.) Поэтому зарядное устройство это не просто источник питания с приблизительным выходным напряжением. Есть еще маленькие бонусы в виде реанимации аккума.
-
Именно, если платы на месте. А то частенько - корпус, а внутри половины нет. Мол не варит Поэтому вскрытие аппарата всегда при клиенте. Только с кем давно работаем, так можно не делать. Но не рабочий аппарат за такие деньги это дорого ИМХО. кот в мешке даже не мяукает.
-
Что обсасывать уже до костей обсосанное?! Темы были и плодить новые, т.к. новые названия??? Ну так эти копии будут не раз еще появляться с новыми названиями. Тему в утиль. @tehsvar, правильно сказал: все дело в бюджете. Ели бюджет маленький то берите токовые клещи и идите туда где дадут пробовать и делайте выбор что хотите купить. А в целом они отличаются только коробочкой, т.е. цветом. Особых отличий нет и не будет. В одних одно, в других другое но в целом ... для дачи "и так пойдет"
-
@SergoWo, сочувствую. Ваш вариант - сервис. Подающие - они пассивные, весь мозг в источнике. Поэтому источник и говорит о ошибке. Либо в сервис либо смотрите цепь контроля напряжения (обычно это цепь из резисторов последовательно соединенных, как в кемпи это реализовано не знаю)
-
Остается только одно, заменить сопротивление на другой номинал. Думаю только так получится желаемое.
-
Судя по описанию, у вас либо реально завышено напряжение либо вышла из строя цепь контроля входного напряжения. Замерить питалово, а потом делать выводы.
-
В целом без серьезной переделки не решить вопрос. Время затраченное на переделку + понадобятся детали... Может руководство действительно уломать на продажу и после купить нормальное изделие? Мне кажется, если руководству расписать на составляющие (переработка + время + результат сомнительный) то оно либо тупо будет приобретать новое либо согласится на авантюру.
-
@diod, вопрос не по теме. Думаю, что остается либо гадать либо идти к тем, кто в теме.
-
Главное ток + напряжение. У таких аппаратов без VRD напрядение ХХ высокое + минимальный ток очень большой, что быстро угробит аккумулятор. Делал как вариант из трансформаторного для грузовика, т.е. +24В. А инверторные - управление в переделку.
-
Это ужасно делать так аппараты, когда они в любой момент могут не включиться даже если лежали на полке. Но и я говорю СПАСИБО, что есть такие грамотные профессионалы.
-
Я предположил. И где мухи, а где котлеты ... может одно из другого и сделано Вы какой резистор крутили? Может не тот? На сколько я понял, что надо крутить резистор в самой педали. Т.е. разобрать педаль и отрегулировать саму педаль относительно внутреннего резистора. А не ручку на панели источника? Если вы сделали правильно, то проверьте правильность подключения этого резистора к источнику. Возьмите тестер и померяйте напряжение на контактах резистора. Может тогда станет понятно, где и что не верно.
-
@Big_White, вы в сколько тактном режиме работаете? Может в этом проблема? (опускается до 20 Ампер) Может выставить двух тактный? Или может надо резистор подобрать? Что значит максимальный ток... Где вы его регулируете? Как? Обычно так: - выставляете ток сварки - начинаете варить - педаль регулирует от минимального тока до максимально установленного!!!! - если вам нужно регулировать ток от минимума до максимума (что позволяет аппарат) педалью, то надо выставить сварочный ток максимальный. Тогда аппарат позволит педали регулировать ток до максимального.
-
@Алексей1975, я думаю, что подключение шланга и протяжка проволоки ни как не связаны между собой И по совету @tehsvar, попробуйте начать варить, а не смотреть какая скорость вращения без дуги.
-
@diod, Ну вы даете - Чем помогать? Отличить КЗ от 0.027 Ом?
-
Дожили...
-
Она милая. Была заменена на аналог с переделкой схемы. Завелся аппарат с пол оборота. Ни обвязка ни она сама, все было снаружи целое. Просто на нее приходит, а выход 0. Хорошая микросхемка 1055. Повезло. Так в свое время автомагнитолы приходили, из 10 одной везло, защитный диод спасал от переплюсовки. Но варисторы обычно испаряются. Если варистора нет или обуглился - аппарат труп. Редко кто нормальные автоматы применяет которые успеют сработать при срабатывании варистора.
-
- У тебя батя сколько зарабатывает? - 380 рублей. - маме сколько отдает? - 220 рублей. - а с остальными, что делает? - а на остальные гудит! Так и трансформатор, ух как он дорого гудит... P.S. справедливо к древним трансформаторам. Современные уже не так бесстыдно пожирают энергию.
-
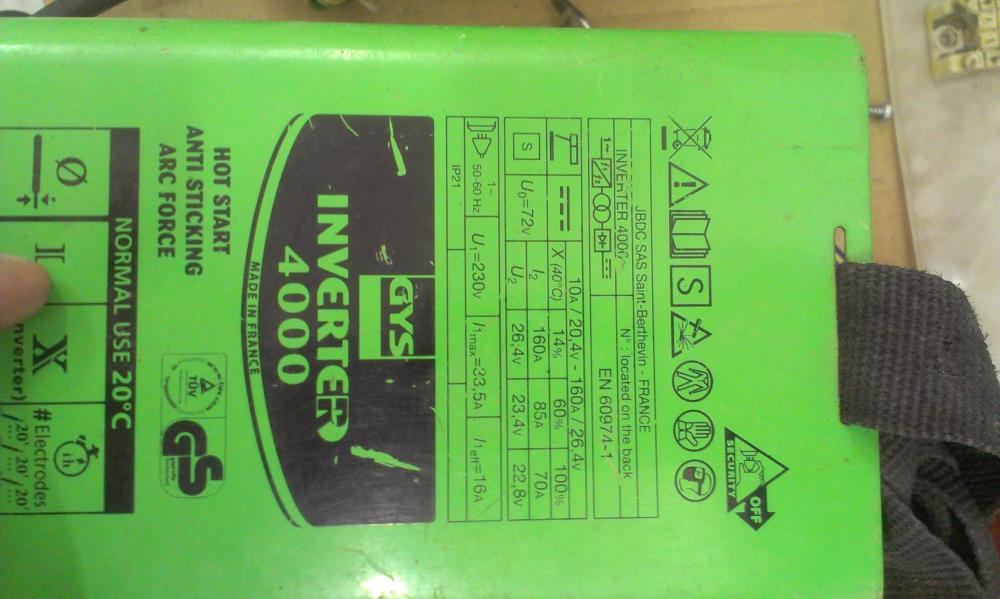
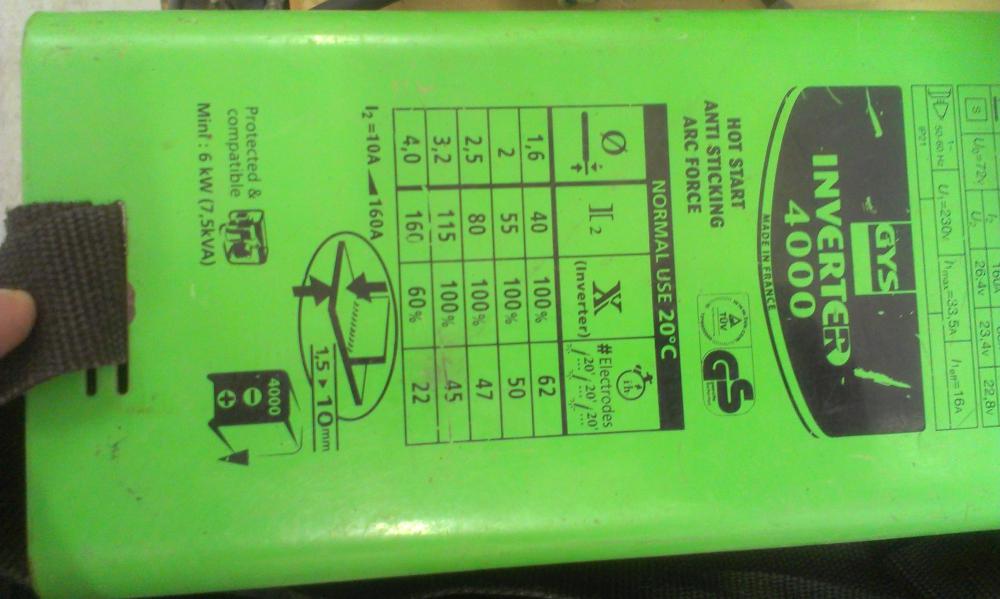
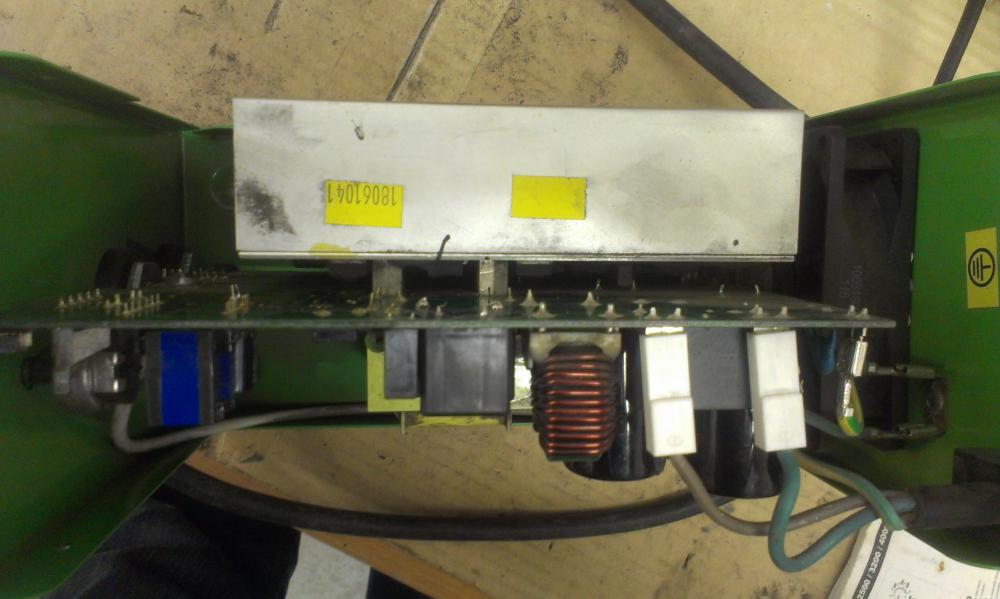
Вот и GYS 4000 (ГУСЬ) Маленький, без выходного дросселя. В общем теперь работает. Детская болячка одна вылечена. На мой взгляд, один из неудобных аппаратов для ремонта, т.к. для демонтажа силового модуля нужно высверливать заклепки и потом опять заклепывать + некоторое неудобство демонтажа "гребенки" (на раз обойдется, но потом будут дорожки отслаиваться). Пришел в ремонт без признаков жизни, взорвавшегося, вспухлого и т.п. ни чего не было (при включении вилки в сеть - ТИШИНА)