copich
-
Постов
6 611 -
Зарегистрирован
-
Посещение
-
Победитель дней
125
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
А масштаб то какой? Т.е. какая площадь задействована? Или есть схема с участниками? А комфортабельный БЕСПЛАТНЫЙ автобус из Москвы будет?
-
 Да хоть нано горелкой этого не надо делать. Это теплообменник: пластина с дырками, трубка, пластина с дырками. сварка тут-> |------| <-сварка тут И варить конечно по краям, а не со стороны где трубки вставляются в отверстия в пластинах. Теперь понятно? Не понимаю. что сложного было сфоткать все это дело. Не военная же тайна и не "нано калайдер" Пластины с отверстиями называются - трубная доска. Далее когда все сварено вставляется в трубу по диаметру этих трубных досок и обваривается. А далее уже полет фантазии, как и где делать вводные штуцера и выводные. @Сережкин, пасты... Есть специальные фирмы этим занимающиеся. Тут много подводных камней, в частности, какая среда будет, за какое время хотите и пр. Т.е. если просто сфоткать не можете изделие, то советовать пасту ...
Да хоть нано горелкой этого не надо делать. Это теплообменник: пластина с дырками, трубка, пластина с дырками. сварка тут-> |------| <-сварка тут И варить конечно по краям, а не со стороны где трубки вставляются в отверстия в пластинах. Теперь понятно? Не понимаю. что сложного было сфоткать все это дело. Не военная же тайна и не "нано калайдер" Пластины с отверстиями называются - трубная доска. Далее когда все сварено вставляется в трубу по диаметру этих трубных досок и обваривается. А далее уже полет фантазии, как и где делать вводные штуцера и выводные. @Сережкин, пасты... Есть специальные фирмы этим занимающиеся. Тут много подводных камней, в частности, какая среда будет, за какое время хотите и пр. Т.е. если просто сфоткать не можете изделие, то советовать пасту ... -
А вы думаете паста по 1 рублю будет или пара копеек? ваш, в таком случае, 3М зачистной круг и т.п. машинки, которые просто механически чистят шов.
-
Шов не фонтан. Но пассивирующая паста даст дополнительную защиту. Не побежалость ржавеет, а ржавеет по причине выгорания легирующих присадок или их уменьшения. И не мало важен сам нерж который варится. А то если 409 нержа, то она сама по себе ржавеет На сколько я знаю, что пассивирование лучше не пастой делать (делают ли пасты то же не знаю), а спец установкой которая и убирает следы побежалости, и делает пассивацию. И маркировать можно.
-
Все сто "+" за это можно бахнуть
-
ага, я то же т ага я тоже так думал. был даже 1л баллон. До сих пор заправленный на полке лежит. На пять минут работы И у нас еще одна проблема - 10л сложнее заправить чем 40л. Т.е. это еще та процедура. А самому "переливать" из одного в другой не безопасно, т.к. один греется а второй замерзает в процессе "перелива".
-
Шланги лучше брать силиконовые, а не черные резиновые. Это лучше но не панацея. Поэтому если из шлангов ни чего не вытекает то можно ни чего не мыть 10л баллона вам хватит ... совсем чу-чуть. 150Атм х 10л = 1500 литров газа. При расходе 7 литров без поддува - 3.5 часа работы... Оборудование не с военного склада, 100 лет выдержки, поэтому на него тоже пока можно не грешить. Если так все плотно, то начните с малых токов. т.е. минимально возможных и аккуратно приподымайте выше, пока не увидите ванночку расплавленного металла. Это как раз и будет для начала ваше значение тока. А пульс ставить пока нет надобности. И гоните эту ванну по радиусу. Если уткнулись электрдом, то замените на другой или точите. Это самое важное, ИМХО. Конечно расстояние между электродом и деталью минимально возможное. И маску отрегулируйте по яркости видимости. Вы должны видеть не яркое пятно или тусклую тень, а место стыка и блестящую ванну жидкого металла. А потом будете увеличивать скорость уходить от перегрева и возможно не потребуется зачистка. Главное, все швы должны быть одинаковые, это первый признак нормальной моторики рук. Без этого рано получать золотые швы И еще, сядьте удобнее. Знаю по себе, любимое место, любимый стул, любимый аппарат - залог 50% успеха. Далее уже моторика, чувство метала, подготовка кромок и пр. пр. пр.
-
нет не поэтому. Если зазора нет то получить общую ванну не проблема. А если зазор - прогорание и необходимо применять присадок. А это уже совсем другая тема "как вовремя подать присадок при зазоре".
-
Конечно - шов в нижнем положении и не шов а по телу Линза нужна для нержавейки и для тех кто уже умеет варить и хочет получить шов белый или золотистый. В противном случае это пока трата денег. Есть конечно экономия газа при линзе, но опять же в работе, а не в наработке... Где два три сэкономленных литра не спасут вас. По шлангам... Мне зубы надо лечить? Вот как ответить если мы до сих пор не знаем на чем вы работает и какого года выпуска и где это хранилось. Конечно лишним не будет промывка, но и нет надобности если шов светлый получается. Так бывает и аргон ... как бы выразится мягче... плохого качества. И шланги тут уже не причем. А еще сквозняк бывает его тоже надо учитывать.
-
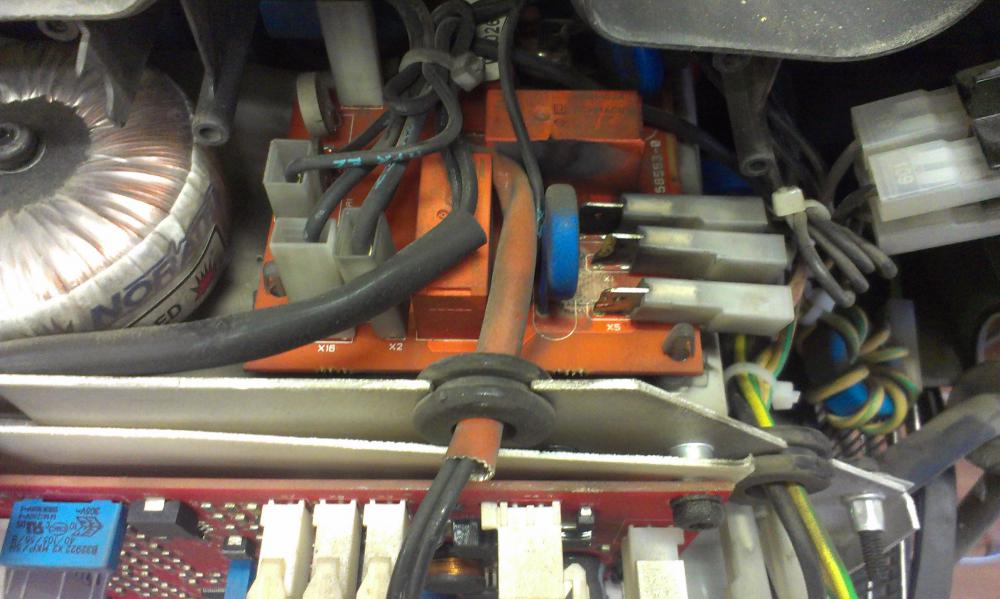
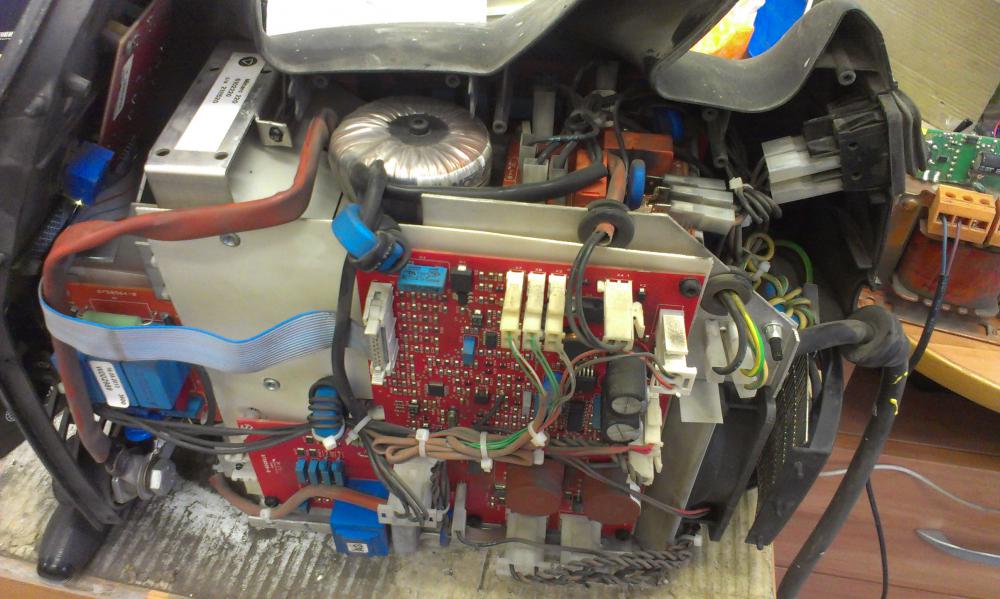
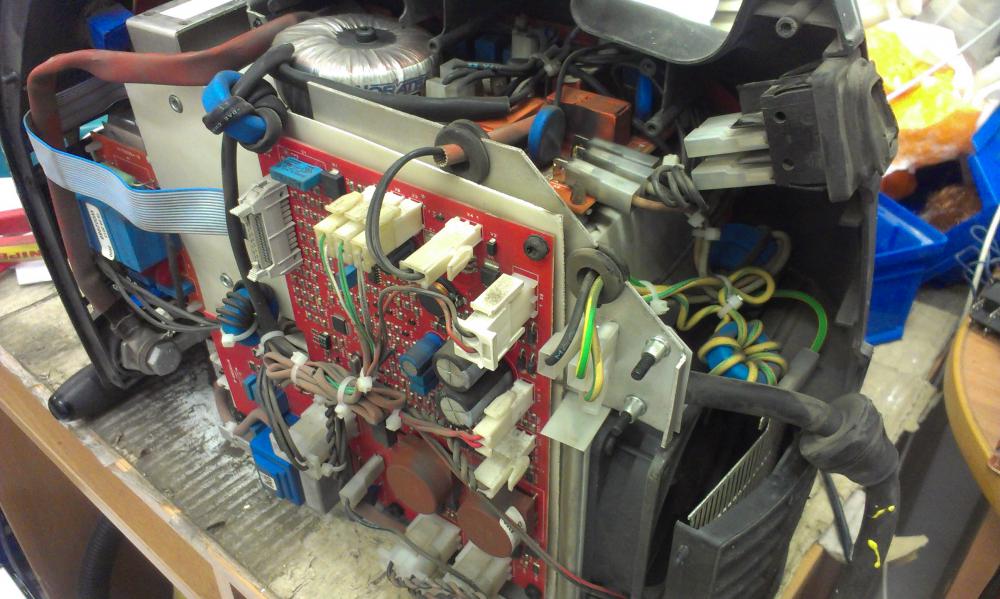
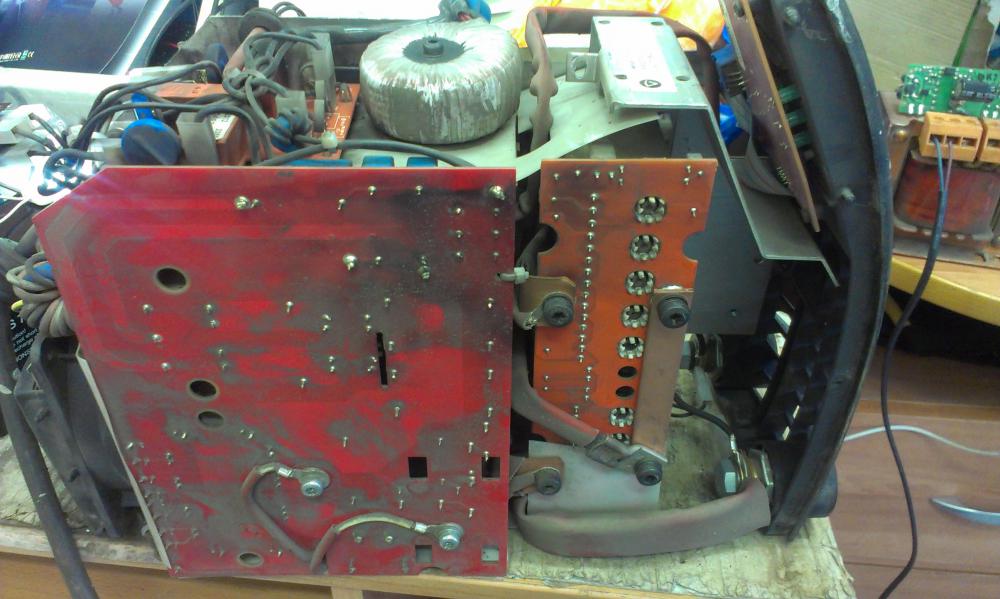
Ой, не помню был ли Кемпарь. Добавлю еще тогда фоток или просто новые. Классическая беда для данного типа в фотографиях. Компоновка тесная. Разбирать звездочкой, очень много и долго крутить. Собирать с легким применением матерных слов + много и долго крутить. Но в целом, добротная игрушка. Обычно ремонтируют заменой платы... Стоят очень дорого

-
Здесь главное в ваших словах ПРАВИЛЬНАЯ ТЕХНИКА! Вы представляете моторику рук при движении методом опоры? Смысл в том, что когда вы опираетесь то варите движением "восьмерка", тогда нет простого перетаскивания по поверхности сопла, а как бы перескакивание. Но движение как у робота - миллиметр в миллиметр и ни шагу в сторону. Такое совсем не многие могут показать. А тащить сопло по изделию ... вы не увидите шва, т.к. если в обратную сторону двигать то любая грязюлька тут же будет тормозить горелку. И еще не мало важное замечание: задача поставлена сварки трубок с небольшим диаметром. Да вам физически не обежать по окружности методом упора. Только горелка в двух руках будет спасением. А дальше режимы, импульсы и т.п. + забивать трубку постукиванием, не значит что по всей окружности плотно сидит, достаточно пары точек, чтобы трубка не входила в отверстие. А в остальных местах при этому будет зазоры - СМЕРТЬ для ТИГ. Именно для этого и просятся фото, "что для русского благодать то немцу смерть" или кому жигуль в радость, а кого и мерседес не устраивает. Почти нет зазоров - для каждого свое означает.
-
Так почему тогда не той же проволокой довести до 75-80мм, проточить и потом наплавить уже твердосплавным материаллом до необходимого диаметра с последующей небольшой обработкой под необходимое посадочное место? Есть много фирм которые делают наплавку, чтобы не приобретать вам большое количество порошка. Главное знать в какой среде работает, какие температурные режимы, подо что делать ... ну какой тип соединения.
-
Было обращение, отправил контакт. Ждем-с
-
Упирание сопла на метал только для больших токов и толщин (от 2-х мм ИМХО). А когда ток маленький то любое дрожание (горелку не получится ровно передвигать опираясь на сопло) сразу превращается в уход от шва. Только двумя руками и сварку производить "собственным телом", т.к. присадок подавать это следующий шаг мастерства. Тем более, что поставленная задача - сварка без присадка методом оплавления надо производить быстро на достаточно больших токах и кратковременно. Тогда минимум поводок будет. Но это надо увидеть и оттачивать мастерство. Сам понял, только когда увидел. Думал, что быстрее чем я не можно варить А когда увидел, понял, что я варю как дилетант, красиво, могу ... но не так, что ВАУ!!!
-
Угол заточки зависит от тока. А не вот такой и такой. Если токи малые до 10А то электрод можно 1.0мм в диаметре, при увеличении тока увеличивается диаметр электрода. Угол заточки притупляется при увеличении тока. На ваших токах до 50А, я бы использовал 15-20 градусов. В общем игла получается + заточку надо делать вдоль оси электрода а не по окружности. Да и ... вы гуглили??? Вот посмотрите, все станет понятно, что я написал: http://tool-land.ru/argonnaya-tig-svarka.php А то еще ни кто не спрашивал про марку электрода... Это еще то удовольствие. Видео вам понадобится только после теоретического изучения. Т.е. когда определитесь с типом электрода, заточкой, разберетесь с параметрами сварочного аппарата (ток и тем более импульсный режим, каждый под себя подбирает), только потом видео, как варить. Но лучше не мучать и подъехать и посмотреть как другие варят. Т.к. все параметры которые сварщик подобрал под себя, будут применимы только к этому сварщику. Т.е. вы сразу поймете, что не в аппарате дело и т.п., а дело в руках (т.е. выставленный ток или тем более импульсный режим, не дают гарантии положительного результата). Если проволока попала на электрод или уткнулись электродом в метал, то СРАЗУ в заточку. Т.е. остыл электрод и идите затачивать. Дальше варить нет смысла. т.к. дуга на таких токах не будет нормально гореть и ... В общем вам надо у аппарата стоять и под запись ваши вопросы рассматривать. Все думают, что ща спрошу ток и сразу научусь варить. И последнее: горелку двумя руками держите... Да не за ручку, а одна рука держит за ручку горелки. а вторая в районе хвостовика (что электрод фиксирует в горелке) поддерживает горелку от тряски. Обе руки на столе, а не в воздухе. Удачи!
-
да раньше все было вкуснее, лучше и ... Эх ...
-
Кипишь всегда мешает!!!
-
Возьмите лучше черную сталь для наработок или 409-430 нержу. Она себя лучше ведет при сварке. А 304-и т.п. нержа тут же в град образуется с выгоранием легирования.
-
Господа ученики: конечно лучше глянуть в живую, но можно и видео. Можно приехать на выставку по сварке... в разных регионах в разное время и вам виднее куда ближе приехать, а там в живую мастер класс дадут. Если не получается самому разобраться то конечно надо уроки брать. Но ТИГ (из личного) это не десяток часов, а сотня долгих и нудных стараний. Лично по мне на плазме легче, т.к. электрод в ванне не залипает и дуга легче контролируется. 1 Для начала надо посмотреть все темы по ТИГ. Т.е. какой угол держать, как горелку держать, как дугу стабилизировать, какой угол заточки и на что обращать внимание. 2 Потом взять толще железяку и пробовать получить ванну и золотистый шов 3 Взять тоньше железяку и получить шов 4 Взять плоский шов но с присадком 5 Взять внутренний угол и получить его Только потом вы сможете НЕМНОГО понимать, что от вас требует металл. ТИГ сварщики это не в носу ковыряться. Хотя и ПА надо уметь использовать и ММА не меньше умения. Но ТИГ это моторика движения горелки с одновременным держанием расстояния + контроль ванны + при необходимости подача проволоки. Но надо начать с изучения сварочного источника, какие ручки за что отвечают и какие кнопки. Продувки и пр... Только потом задавать вопросы. А то мы тут долго будем рассуждениями заниматься.
-
@Сережкин, фото сделайте пожалуйста. А то не понятно что вы хотите в итоге. Может у вас и так хорошо получается. Импульс не поможет... особенно , если только чуточку. Как держите горелку, под каким углом относительно изделия? Надо либо чертежи либо фото с рулеткой для понимания. И если 5мм расстояние между швами, то надо давать остывать... Ну как бы в шахматном порядке варить. И какая нержавейка, марка??? от этого очень зависит результат. На сколько я понимаю, что у вас изделие "труба- трубная доска" Т.е. трубки вставляются в трубную доску. Теплообменник. + должно быть все с минимальным зазором. чтобы присадок не применять.
-
наверное то же. Было и такое... Эх, как он фоткал, а я потом батарейки использовал для своих целей. Но потом резко ООООХХХ "ВАУ" как дорого стали стоить кассеты и этот фотоаппарат ушел на полку пылиться.
-
именно что ИЗ ПОД пива, а не С пивом Было такое
-
@diod, эт правильно, для кого праздники, а кому и отличное время для спокойной работы.
-
@Юрий Ракицкий, отлично! Лишь бы в наличии было
-
да же с сильного будунища такое стыдно делать... Офигенные сварщики!