welderman
-
Постов
4 668 -
Зарегистрирован
-
Посещение
-
Победитель дней
175
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент welderman
-
Ну теперь работа попрёт, можно две катушки зарядить.....если что, на разные диаметры и процессы.
-
Отдельное?
-
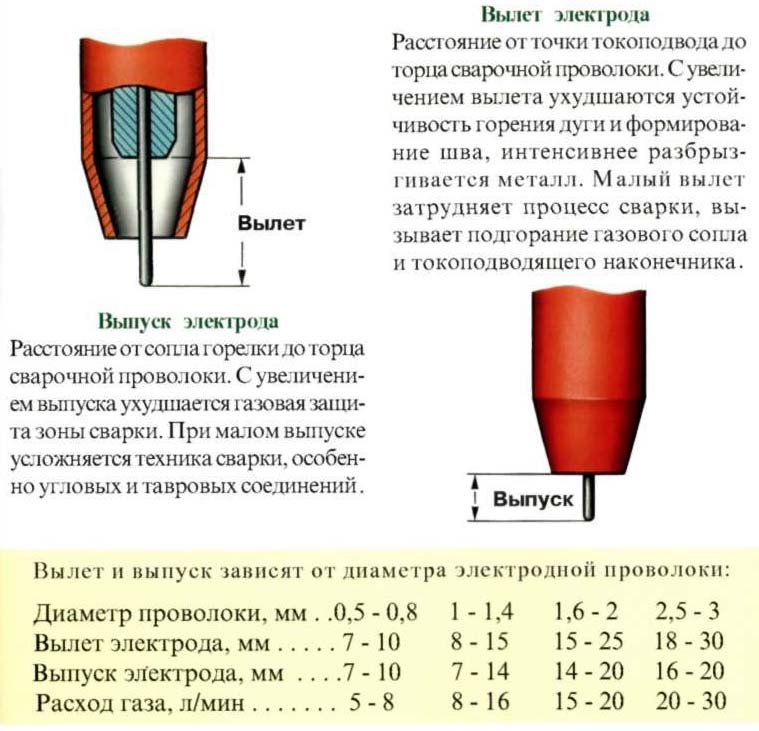
Вылет/выпуск также важен в этом вопросе.

-
Так -то да, но Вас не пристрелят на обмене... при просадке данного параметра- а вот следующие за Вами могут и влететь.....
-
Буду 19 с утра.
-
 Потому что-присутствие представителей Авроры здесь-их добрая воля. А не обязанность.
Потому что-присутствие представителей Авроры здесь-их добрая воля. А не обязанность. -
Как Вы это видите?
-
Снизьте накал риторики- а то я нервничаю. Это всех участников дискуссии касается. Это первое и крайнее предупреждение.
-
Вот! вменяемый и внятный алгоритм. Всё остальное-от лукавого-
-
Для решения подобных проблем и есть СЦ и такие спецы как Вы, разве не так?
-
Вот и у меня Динамика 2000( своя) и опыт длительной работы со Скайвэем 350 DP- и тоже без больших проблем, тем более глюков , обошлось-повезло? Или может не требовали от них невозможного?По стране катаюсь-от Оверманов в глазах рябит- очень много где... работают...
-
А кто и когда позиционировал Оверман как "китайское вундерваффе"? Это устаревшая, прежде всего морально, очень бюджетная модель МИГ/МАГ машины, тиражируемая в Поднебесной десятками тысяч штук. Никакого сверхкачества комплектующих и тотального входного контроля на сборочном предприятии нет. Продали их также не одну сотню тысяч штук.... естественно, кому-то не повезло. А что вы хотели за тридцать копеек?-это строка из советской песенки про лотерейный билет, если что..
-
Как-то пришлось проводить он-лайн ликбез одному клиенту-это видео не постановочное, рабочие материалы слались по мессенджеру напрямую на производство.... потом слегка причесали.....https://dzen.ru/id/5fbbf0fb66d00a4f14b708a3 Хотел сюда залить-не получается, типа тяжёлое слишком....
-
Зарядное устройство для аккумулятора и сварочный аппарат -всё-таки разные устройства, хотя оба могут быть собраны по инверторной схеме. И если Вы сможете путём вмешательства в схему доработать Pico до зарядного устройства-то функцию сварочного аппарата( весьма хорошего), он скорее всего утратит.Если Вы готовы рискнуть своей техникой-Вам никто запретить не сможет... Надеюсь, Вы понимаете, что делаете..
-
У нас клиент есть в Белгороде, до 2 тонн сжигает в месяц проволоки данного диаметра. Сварка на автоматических установках.
-
Ну, у сварщиков интерес в общем-то, опосредованный. Аттестации, как таковые, скорее всего отменены не будут-да это и не надо. Речь за то, чтобы создать на этой поляне конкурентную среду, поломав монополию накса-либо делегировать всё РТН, закрыв любую коммерцию в этом вопросе. Естественно, нынешние бенефициары откатов и распилов, узаконенного технорэкета и продавцы разрешений на воздух-упрутся рогом против этого.
-
Хорошо, давно пора накс в топку... теперь вопрос-что будет вместо этого...и как скоро.... Неужели то, о чём говорили все нормальные технари свершилось и эта .........ая контора уйдёт в небытиё?
-
Вот оно чё.., просто название где-то видел, проверил-точно -кировская контора, недалеко от меня сидит , в паре кварталов...всё, как обычно примерно 50/50 отзывы....
-
Ну, значит, мне везло..... подтрахивали мозги полуавтоматы на 200А-это да, и то -не критично.... а вот с ТИГами траблов как-то миновал.... чего и всем желаю...
-
Tatyana Z,Ваша организация в Кирове базируется? А как Вы объясните, что у Вас и авторов подобных тем( три в разделе за последние 30дней) оплата труда плюс-минус одинаковая, но продолжительность вахты у Вас в два раза больше за те же деньги? Как-то неинтересно совсем... или как?
-
Ну, в России есть ещё и Эвоспарки и Форсажи.... не уступающие врагам...
-
Понятно. Спасибо за работу!
-
Это во всех дисциплинах?
-
Очень хочется влупить Вам огромный ПЛЮС-но пока некуда-жму Вашу руку , товарищ!!