welderman
-
Постов
4 530 -
Зарегистрирован
-
Посещение
-
Победитель дней
164
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент welderman
-
Ну на заборе,тоже, много чего написано.Даже если он там есть-то в LIFT варианте, как максимум.А по минимуму-SCRATCH
-
 Вы представляете, как происходит работа процесса МИГ/МАГ в импульсном режиме?Как идёт процесс в классическом варианте, с КЗ-переносом?Что такое критический ток и струйный режим знаете? Поэтому ознакомьтесь с темой про машины Эвоспарк, здесь на форуме.Там есть информация про данную регулировку в импульсном режиме от разработчиков ПО.
Вы представляете, как происходит работа процесса МИГ/МАГ в импульсном режиме?Как идёт процесс в классическом варианте, с КЗ-переносом?Что такое критический ток и струйный режим знаете? Поэтому ознакомьтесь с темой про машины Эвоспарк, здесь на форуме.Там есть информация про данную регулировку в импульсном режиме от разработчиков ПО. -
Может быть чем угодно, кроме индуктивности/динамики дуги.
-
Потому, как согласно ОСТ, норматив расхода ТПН типа Е-Сu составляет от 3,5до 4,5 кг проволоки 1,2 мм на 1 ТПН.То есть на стандартную катушару 15 каГЭ нужно закладывать от 3 до 5 штук. Лично я бы считал по нижней норме, особенно при расчёте себестоимости. А сварные шептали по секрету- а нам на неделю один дают.А можно записать, как докУмент называется? Да пожалуйста,нам не жалко....ОСТ 23-4.47-72 ОСТ на токосъёмные наконечники.pdf
-
Ну что делать, будем работать с тем, что есть. Критерии качества ТПН,в ОСТе также прописаны. По количеству пропущенной через себя проволоки. И лично у меня это докУмент сомнения не вызывает.Ибо писали его очень умные и опытные коллеги.
-
А могли бы и в утиль
-
Ну, коллега, если бы всё так было просто всегда....тогда мне и работы бы не было Сначала начиналось , все как обычно, с истерики-"вашапроволокагавноневаритуродысволочикозлы...".Но! Проволоку поставляет ну очень уважаемый поставщик, который, конечно, проволоку поменяет и деньги вернёт, если ЧО, но и за " базар " спросить всегда может.Поэтому организуется выезд представителей завода к истероиду,заранее оговаривая некоторые процедуры проверки данного наезда на продукцию ТОП ВЕЛД. Далее-дело техники. В данном случае "козлами"оказались ТПН с диаметром 1,28 для проволоки 1.2 (номинал) реал-1.17 Согласно ОСТ 23-4,47-72 диаметр отверстия должен быть минимум 1,4 мм.Допуск в плюс А4. Нам пытались поставить на вид, что данный документ в правовом смысле-ничто, однако "остовские" ТПН работали и сварка шла штатно. Как-то так.
-
Ездили тут в Татарию недавно.Понравилось.Масса адекватных/неадекватных пользователей была где-то 9 к 1. Даже по разборкам претензий "гадами" по итогу оказались ТПН,имеющие заниженный, согласно ОСТ 23-4.47-72 размер центрального канала.
-
Да ну? Блажен, кто верует. Азот.N2. Активный газ. Равно как и Н2,О2,F2,...водород/кислород/фтор...
-
100500+! Как правило, оттачивать навыки идут с целью попасть в определённый сектор производства( компанию).А здесь видится попытка объять необъятное... сразу.Это, в теории, возможно.Но дорого.
-
Требования к качеству сварных соединений определяет заказчик и он же согласовывает технологию проведения сварочных работ( в определённых случаях).Вы вообще кто в своей конторе?
-
Товарищ просто не в курсе, как функционирует ныне система профессионального образования и переподготовки. Типа крутая компания типа "Газпрём лимитед" спит и видит, как набрать толпу неофитов от сварки, проучить и сразу платить стопятьсот килорублёв. Хаха два раза... Это капитализм, детка... и собственник, если он не прижат к стенке непреодолимой силой, БУДЕТ МИНИМИЗИРОВАТЬ затраты. В том числе, по части обучения сотрудников. Типа проучитесь сами, за свой счёт, а наша невпупенная зарплата позволит Вам отбить затраты в минимальные сроки( про степень лукавства скромно умолчим). Поэтому, условный учебный центр, будет ориентироваться ровно на эту политику в своем регионе( или отрасли).Какова средняя з/п в нефтянке/сервисе/градообразующем предприятии? Вот столько и будет стоить обучение....Неважно, каким методом. Дорого ему в RWT... а Вы что, хотели дёшево и быстро? Извините, это в Австралию...за морем телушка-полушка, а рубль -перевоз. В свою бытность исходил из стоимости обучения именно из верхней планки з/п в данном направлении сварочного производства. Ещё никто не жаловался. Только поздравлялки и приветы ко Дню сварщика от бывших курсантов и студентов получаю. Ну, Россия и Белоруссия-ещё промышленные державы, а Грузия и другие лимитрофы в плане технического образования-хм-гм...ну рискните., может там пара динозавров от сварки и сохранилась. Так-то они больше по апельсинам и винищу...помидорам и прочим овощам....
-
Провёл неделю в С.-Петербурге,посетили с нашими продажниками энное количество предприятий.Северная столица в очередной раз подтвердила неофициальное звание культурного( и сварочного тоже) авангарда страны.Такого мизерного количества придуроШных неадекватов с горелками( и без) в моей практике ещё не было. Заодно наведался в Эвоспарк,перетёр там некоторые вопросы и посмотрел на то, что скоро уже грядёт.Долгожданный маленький ТИГ скоро встанет на конвейер.Там ещё много чего интересного было, но это не по теме...так что потом, в другом месте.
-
Смотрите документы типа ПНАЭ-ХХХХХ......
-
А Вам это зачем? Там, так-то, это такая отрасль сварочного производства, где шаг влево-вправо/расстрел..
-
Надо смотреть.Судиславльские мне в своё время очень нравились.
-
Логика программы ТС понятна.Автоматизированная( в подавляющем большинстве случаев) сварка "с ходу", без испытательных образцов. Для чего подобная программа в РДС штучным покрытым электродом-мне непонятно.
-
А зачем?какой в этом потаённый смысл?
-
Сварщики-вряд ли. В подавляющей массе, кроме отдельных кустарей-одиночек и клинических перфекционистов. Руководство некоторых предприятий, возможно, заинтересуется. Но не факт. Потому, как непонятно, зачем им это надо. Особенно для ММА. МИГ, ТИГ-возможно.Но не факт, потому, как для серийных изделий это малоактуально, всё проверяется на контрольных образцах, чаще всего.
-
В соседней теме всё уже расписано-Сварка в углекислом газе. Основы.Не вижу смысла повторяться.
-
То что, с теорией не бъётся=хрен с ним.Блажен, кто верует. На том и остановимся. Аминь!
-
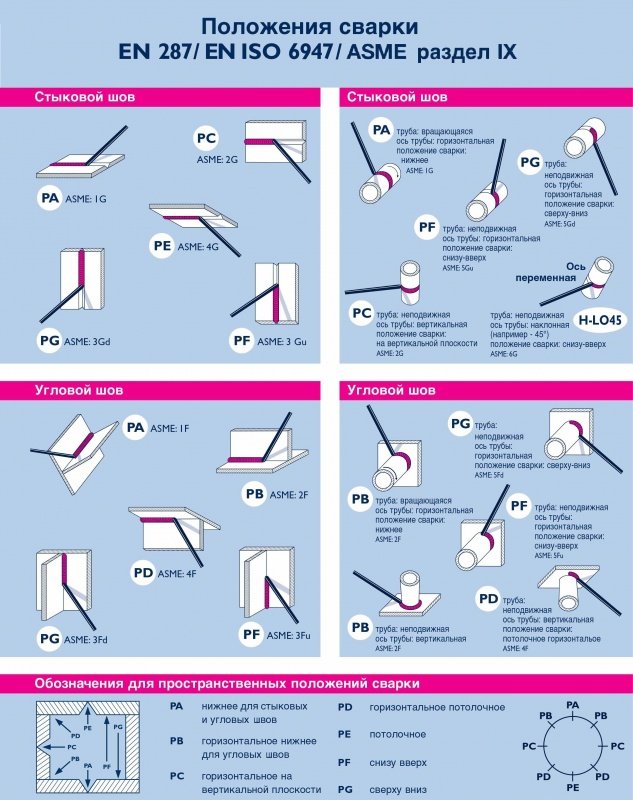
Вы знаете, ничего не понятно. Что имеется в виду под понятием горизонтальный(шов)? Есть положения в нижнем( с вариантами по углу)),вертикальном, потолочном. Есть горизонтальный сварочный шов на вертикальной плоскости. О чём вообще речь?
-
Ага, потом тебя посодют-и сам дурак... прокурор с судьёй ,конечно, посочувствуют, но отвалят по полной.Ибо-нефиг....
-
Моторику надо менять.И понимание процесса.ТОК в МИГ/МАГ-это производная от диаметра проволоки, скорости её подачи и напряжения на дуге.Индуктивность-это не индуктивность в чистом виде, если у Вас не старый трансформаторный ПА, а электронная имитация ШИМ скорости нарастания тока КЗ. Далее,надо видеть как Вы ведёте горелку-вихлять поперёк продольной оси шва категорически не рекомендуется.Небольшие по амплитуде возвратно-поступательные движения не запрещаются, и где-то даже приветствуются.В самых общих чертах всё.Если не успеваете и всё течёт-снижайте режим.