welderman
-
Постов
4 668 -
Зарегистрирован
-
Посещение
-
Победитель дней
175
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент welderman
-
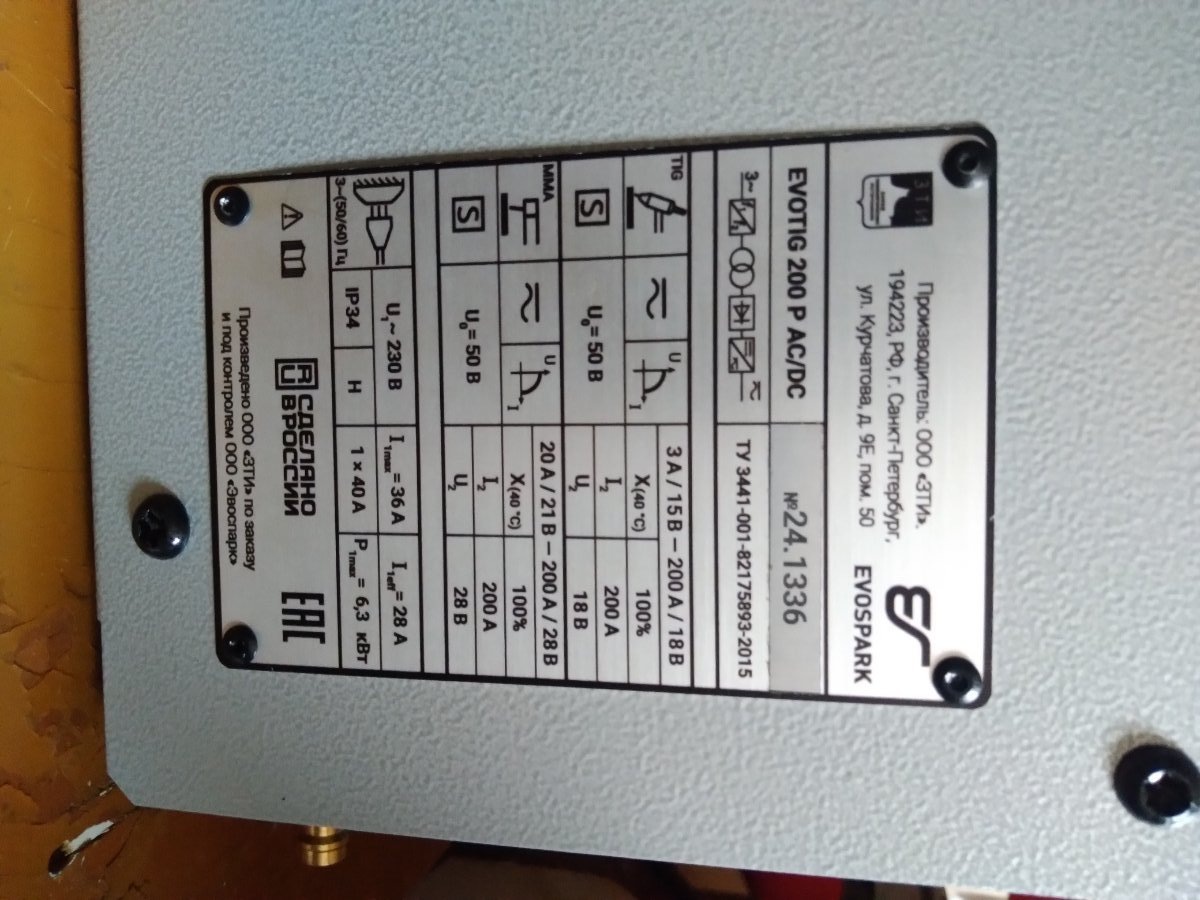
Сбылась мечта идиота...вот он, аппарат ТИГ на 200А от Эвоспарка! АС/DC,хотя есть ещё версия на только на постоянном токе. Что изменилось по сравнению с машиной на 500А:другие разъёмы,иное отображение регулировок токового баланса, это если быстро и навскидку... Остальное вроде сильно не изменилось... три года ждал и дождался... теперь вся утка наша...как говорилось в "Особенностях национальной охоты"... Как не боролся-картинки встают криво

-
 А что Вас тут удивляет? Когда-то и керамические прутки в ванну пихали
А что Вас тут удивляет? Когда-то и керамические прутки в ванну пихали -
Всё правильно, никакого сходства с нержавеющими сталями в материале вашего колеса нет и в помине.
-
Московская область? Напишите название предприятия и данные контактного лица.Телефончик, если есть.Дальше -дело техники.
-
Ну,это вряд ли...скорее высокоуглеродистой, хотя может и среднеуглеродистая сталь.Вам бы для чистоты эксперимента чпокнуть анализатором (RFA) по кАлесу и оси.Тогда и гадать по технологии не придётся.
-
Если нет возможности сделать термообработку после сварки–тогда используйте доступный Вам сварочный материал с максимальным содержанием никеля.Например, что-то типа Св-07Х25Н12Г2Т, Св-08Х25Н13БТЮ, Св-07Х25Н13..Буржуинский аналог- AWS A5.9 ER309 (L/LSi/LMo)
-
Упорство, с каким ТС плодит однотипные тексты в разных темах, заслуживает уважения..Могу посоветовать, как максимум, поступить на заочное отделение ОиТСП ближайшего вуза или техникума. Время ещё есть.Минимум-как посоветовал коллега СанТолич -погрузиться в книги.По металловедению,сварочному оборудованию,технологиям сварки.Ну и форум, .....просто подача инфы здесь специфическая, пока нужную инфу накопытишь- временами тонну пустой породы перевернёшь...
- 4 ответа
-
- 1
-

-
А Вы откуда, товарищ?Если не хотят слышать рабочий класс, мы можем зайти и с другой стороны. Менеджеры у нас такие-снег эскимосам продадут.Как ваша контора называется?
-
Ну тогда понятно.Осталось узнать,чем всё это безобразие сваривалось ранее.Подозреваю 08Г2С максимум,на холодную....
-
Всё одно как-то стрёмно, а ТС не пояснит, что будет, если сварное соединение разрушится в процессе эксплуатации? В смысле, велики ли будут потенциальные проблемы?
-
В смысле, Вы что на этом транспортном средстве перемещать планируете? Это внутрицеховой транспорт?
-
А разве там сварка вообще применяется? Насколько мне известно,крепление колеса к оси осуществляется прессовой посадкой. А у Вас данная пара в качестве чего будет применяться? А то как-то боязно...
-
Тут есть засадный момент.Если при неизменном напряжении уменьшать подачу, то дуга будет удлиняться.Можно будет отловить проблемы при старте и приваривание проволоки к наконечнику.Если хочется узких катетов и провара, стоит перейти на импульс.
- 3 ответа
-
- 1
-

-
Как взаимоотношения в коллективе могут влиять на качество сварочных материалов. Начало было как обычно и не предвещало ничего хорошего. Звонит снабженец с одного заводика и говорит, мол, вашу проволоку брать не будем больше, сварщикам не нравится. А что конкретно не нравится? А ХЗ,если вам надо приезжайте и разбирайтесь... Приезжаем. И далее как обычно...слово за слово...да я СВАРЧЕГГ 100500 тысяч лет... "вашапроволокагавноневаритбрызжет", в такой раж вошёл товарищ, думал спецоффку до пупа на груди порвёт, и менеджера нашего железякой прибьёт. Хотя диаметр в норме, химия/механика в норме, омеднение нормальное.То есть к этому претензий нет.Значит ,дело в другом... но разбираться не стали.Типа "вашапроволокагавно" была ,есть и будет... и ничего для сварчеГа милее "Шмеки"( условное название проволоки от конкурирующей фирмы) нет...ну нет ,так нет...тут снабженец говорит, давайте в другой цех сходим, там спросим... Ну пойдём... подходим, несколько спецофф режут/собирают конструкцию... есть у Вас претензии к проволоке от TW? На лицах сварщиков отражается глубокое недоумение и вопрос- А что не так? Да вот у Ваших коллег претензии.... Ах,вы об этом... у этих( далее следует фольклорное определение специалистов с нестандартным расположением верхних конечностей) всегда всё не слава Богу, у нас лично никаких претензий нет.Проволока и проволока..... А разница в цене между нами и условной "Шмекой" приличная.И по итогу,учитывая расход конторы, экономия нехилая.Не миллионы, конечно, но и не та сумма, ради которой заморачиваться не стоит. PS: снабжение снова стала брать проволоку, но учитывая расход в тех подразделениях, где претензий нет.
-
Ну,тут будут отклонения вверх/вниз в зависимости от модели машины и состава смеси, так-то где-то в районе 270А/27В.Соответственно, 8,6м/мин.Плюс/минус
- 3 ответа
-
- 1
-
-
Тут такое дело–самозащитная проволока с газом всё-таки будет несколько "не то пальто", нежели газозащитная с газом. Хотя ранее сам так делал неоднократно, дабы сей богомерзкий процесс( сварка кЕтайской самозащитной проволокой) протекал в каких-то всё-таки приемлемых рамках.Хуже не будет! А вот лучше–очень может быть.
-
Ну, не всё, что есть в наличии, идёт в свободную продажу.Что-то остаётся с адресных поставок.Это как раз тот случай. Вытянет.200А и СО2 –самое то
-
https://www.ozon.ru/product/provoloka-svarochnaya-poroshkovaya-tw-e71t-1s-d100-d1-0-1-kg-s-gazom-1401766323/?asb=JDOsYlemZFQsiXVq%2BEe%2BlSNHpJUChqprh8u22lNPaEU%3D&asb2=xIZVqkPO-ic5oKBYQvrPX22MGiPL8xsVqdyGTduquFy20BQ6qk4dqL5e6UAHylwqpxGVfzYHky_Pte8t-D6hLw&avtc=1&avte=2&avts=1720611593&keywords=сварочная+проволока+top+weld Вот наша есть.Привозили партию.Газозащитная. есть подобная на 15 кг.1мм.
-
Ну, там соврут, недорого возьмут....А вот шильдик-это уже доказуха
-
Не вижу этого на фотке
-
надо индекс по AWS.. 5.20/5.36 если он , конечно, указан...
-
Не ту сторону выложили
-
Не, сказали приходить в любое время....
-
А Вы позвоните туда и спросите.Я, вот позвонил... Вакансии с з/п 100 и 100+ по городу и области есть.Именно в режиме 5х8.А вот аргонщикам меньше предлагают, потому, что их нашлёпали в своё время много.
-
А что имеется в виду под словом "хорошо оплачиваемая?"