Calma
-
Постов
979 -
Зарегистрирован
-
Посещение
-
Победитель дней
23
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Calma
-
Также про это подумал. На видео видно остановки вращения роликов на горелке в такт сварки. Еще один момент. Присутствует ход горегки в обеих направлениях, а черноты шва совсем нет.
-
@Hlorofos, Так я и упоминал выше о этом... что необходимо знать, что именно настраивать и последствия...
-
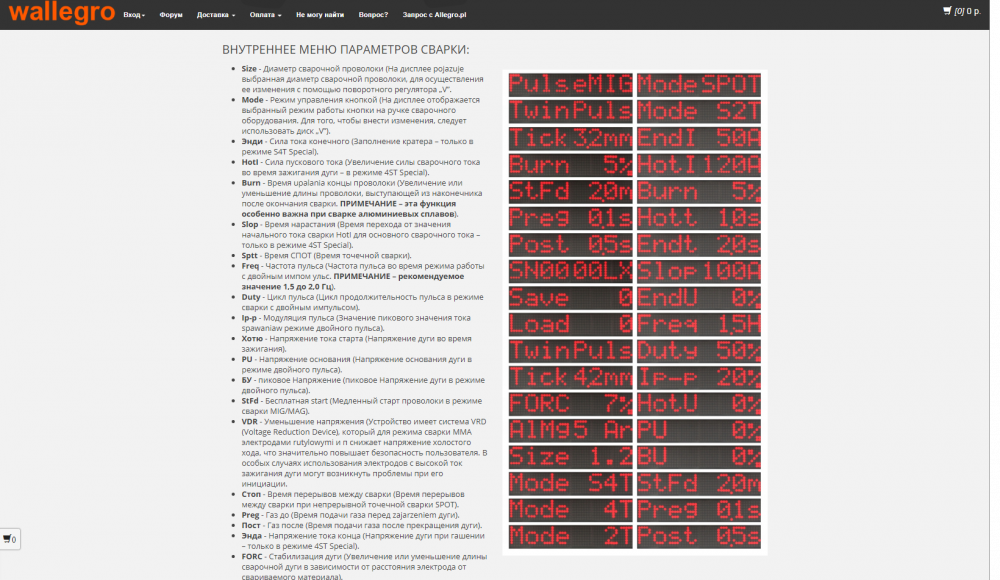
Я думаю не будет нарушением опубликовать страницу с настройками уже оговариваемого раньше китайца: Было интересно самому посмотреть возможности настроек в дополнении к синергетике. И это всего лишь дешевый китаец.

-
Естественно. Я бы — то же. Но вносить изменения в эти базы необходимо самому, при этом понимая, что изменять и последствия вносимых изменений. А это, как говорят в Одессе — две большие разницы. ))))
-
Сигнализирует небольшой перегрев рабочей зоны (с)
-
Не получится. Даже если одинаковые модели аппаратов будут то будут розниться показатели сети, материалы, качество проволоки ....даже время года (ввиду температур окружающей среды)., не говоря уже о разных моделях. где разные диаметры роликов. различные показатели индуктивности.... и т. д. Каждому необходимо научиться настраивать свой сварочник, понимая какие изменения он вносит и как они будут влиять на режим сварки.
-
@Точмаш 23, С виду качество дейстительно хорошее, но смею заметить, что подготовка — не очень. Уж не взыщите за мой маленький перфекционизм. Хотя, каюсь, сам иногда бываю грешен....особенно если над головой стоят и торопят.
-
Я это понимаю... Только заказывают местные продаваны ПАНЧ ограничивая цену товара, а китайские товарищи изготавливаю проволоку исходя из обусловленной цены на товар. А далее, ввиду конкуренции и желанию увеличения прибыли.... думаю каждый догадается сам. И так не только по ПАНЧу ))))) Предполагаю. что вы будете ссылаться на нормативные документы соответствия качества.....так они как правило не действуют.
-
Кетай, прости хоспаде, если его можно назвать ПАНЧем. Да и в Росии вроде несколько производителей...
-
Да. Иначе не попал бы. Там требования к соосности были большые. Встречный вопрос. Не подскажите, существует ли какой рейтинг по качеству между российскими производителями ПАНЧ-11? Цена, думаю у них более-менее одинакова, а вот качество....? Если это противоречит правилам форума, то можно и в ЛС.
-
@Точмаш 23, Все, что вы упянули мне знакомо, за исключением марок чугунов и их характеристик. В этом я немного "плаваю". Но существует такой человек, который зовется клиентом, и который хочет ремонта качественного и при этом дешево. Я стараюсь предложить несколько вариантов — дешево и без гарантий последствий и качественно, но дороже. При этом стараюсь аргументированно убедить. Знаю российских производителей ПАНЧа и сам многим бросал ссылку на рекомендации по использованию. К сожалению у нас нет своего производства никеля , поэтому все проволоки привозные — российские примерно по цене свыше 3000грн/кг, китайские около 1800грн/кг, при курсе доллара 1 $ — 24грн. Исходя из этого, по моим личным наблюдением в последнее время половина Украины начала торговать "российским" ПАНЧем по цене китайского . У меня правда остаются еще некоторые "залежи" со старых запасов, но все чаще ко мне обращается определенный круг людей за консультацией относительно применения, ну и соответственно иной круг, с предложением покупки...Для некоторых видов ремонтных работ импортной авто-тракторной техники качественная никелевая проволока просто необходима, ввиду дальнейшей механической обработки деталей.... и соответственно расценок на работы. Ремонт выпускных автомобильных коллекторов лишь малая часть чугуна, с которым приходится иметь дело. К слову сказать, большая часть ремонтов приходится на "человеческий фактор", когда сначала стучат, а когда уже деталь треснула и выяснилось, что она отлита из чугуна.... дальше продолжают стучать Детали какого-то дорогого импортного деревообрабатывающего станка. Работают в паре. Проблема состояла в том, что оба отверстия как в одной детали, так и в целом в паре должны иметь соосность. Внутри вставлялись шлифованные пальцы. Спрашиваю у хозяина. Увидели, что треснуло в одном месте, зачем дальше стучать? (Работники выбивали пальцы)... тем более по следующей детали. Молчит. И с таким часто приходится сталкиваться. Но и конечно это же приносить лишнюю копейку в бюджет заработка )))
-
Как говорил Владимир Семенович: " А гадость пьют - из экономии: Хоть поутру - да на свои!" (У меня правда в оригинале немного другие слова были) Чугун Ауди 80 отлично сваривается и обыкновенной проволокой с прогревом. Правда и трескает от экономии хорошо, когда вместо 4-го поколения ставят газовую установку 2-го поколения. Смело можно использовать Св08Г2с в качестве эконом варианта.
-
Наверное зависит от коллектора. Старые коллектора неплохо варятся и на горячо при помощи полуавтомата и проволоки Св08Г2С, новые, вернее с автомобилей более современных моделей и последних лет выпуска — желательно ТИГом с использованием ПАНЧ-11. Довольно часто приходится варить коллектора с WV Krafter. не живут они долго, чугуна съэкономили, турбина тяжеловатая, температура выпускных газов высокая и следующее место крепления глушителя слишком далеко. Прижимаю привалочную поверхность "по взрослому" к нижней подошве ж.д. рельса и одинаково покручивает. Без прижима покрутит как Тузик грелку, вплоть до невоможности дальшего использования. После сварки обязательно заворачиваю в вату с муфеля или засыпаю сухим песком. Коллектор с поста выше, мне кажется, свое уже отслужил. Фото ремонта коллектора Ауди-80 обыкновенной проволокой... А тут больше коллектора от Крафтеров. В общей сложности должно быть как минимум от 4-х двигателей, хотя они похожи на вид и трещат как правило в одних и тех же местах..
- 251 ответ
-
- 10
-

-
Боюсь ошибиться, но на последних ваших фотографиях цвет алюминия самого шва близок к перегреву, да и чешуйчатость малая. Попробуйте следующий раз (если будете варить то же, чуть убавить токи, добавить предгаз и сварку начинать на расстоянии около сантиметра от начала, далее возвращась к началу и снова возвращаясь до конца шва. Еще раз извиняюсь, возможно я и не прав.
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
@БекасЧе, А не многовато 180А на толщину 3мм? И тем более 200-220. Большинство дисков трещит на внутренней стороне. а она , как правило имеет около 5мм толщины. 200-амперного сундука хватает для нормальной сварки такой толщины. Как правило в начале либо прогреваю (желательно) пропановым резаком, либо прохожу дугой для тщательной очистки поверхности. Варить начинаю на токах около 180А и в процессе сбрасываю до примерно 120А. Это — аналоговым сундуком. У цифрового, дуга позволяет варить и на менее слабых токах. Она — более концентрированная. Хотя , если чесно то не очень приглядываюсь на показатели , а работаю больше по ощущениям. Мне кажется. что фактические показатели силы тока разные у разных аппаратов.
- 3 331 ответ
-
- 7
-
-
- технологии
- TIG
- (и ещё 1 )
-
На втором фото спереди, внизу под роликами — прижим верхней пары. На эксцентриках регулировка самих роликов. Как мне кажется, что изоплан все-же жует проволоку, во всяком случае омеднение частично подрывает . Для поступательного движения проволоки ролики должны вращаться под углом к перпендикуляру.
-
Тут гуляет просторами видео о качестве "буханки"
-
Я у себя использовал ТИГовское сопло №10. Оно не очень распространено и не всегда есть у нас в продаже. Ну и обрезать надо аккуратно. Дисульфит молибдена помогает. Проверено на медных соплах.
-
@Schlosser, Не умею я выполнять покупки у китайских товариСЧей. Надо что-бы кто-то сел, рассказал, показал на пальцах, научил, помог... такое делать. По-этому пока довольствуюсь местными перекупами.
-
Да нет. Я для CuSi3 использовал. Попутно укорачивал как держатель токопроводящего наконечника, так и сам наконечник. Хочу еще попробовать натереть газовое сопло дисульфитом молибдена. Хотя и без это не прилипает. Единственный недостаток — боюсь расколоть сопло уронив или ударив горелкой. Оно все же хрупкое. Медные газовые сопла у нас дерьмовые, хоть и дешевые. В качестве изолятора используют фторопласт или еще какую дрянь. Чуть перегрел и само сопло слазит с изолятора. После этого, как правило наконечник можно выбрасывать, он не будет долго служить.
-
Я уже упоминал. У меня несколько (четыре) различных полуавтомата, с разными диаметрами проволок, ....предназначенные в основном под различные задачи. Ну и соответственно — различные рукава (там еще не все ) под различные виды работ. Также все аппараты перевел на подачу газов ч-з быстросъемы для того же. Вместо штатного медного газового сопла. Делал "лайт" укороченный вариант МВ-15 для сварко-пайки CuSi3. Удобней так работать
-
Так на "детских" токах в основном и работаю, лишь 36-ю иногда использую. ))) А так, 24-я и 26--я самое оно. )))) Работы у меня — разнообразные, но в основном — по мелочам. Километровые швы не ложу.
-
У 15-й ПВ очень низкое. Она идеально подходит для варки кузовщины . Не живут комплектующие долго на "взрослых" токах. Если выполнять различные по назначению сварочные работы, то желательно иметь несколько рукавов под разные виды работ. Стоят сейчас они не баснословные суммы ( не рассматриваем рукава с обратной связью) и практически все сварочники имеют разъем KZ-2 Как-то так: В зависимости от конкретного вида работы подключаю необходимый рукав....
-
Я иногда варю алюминий полуавтоматом "Спика Алюмиг" ("Тритон"). Подающее — обыкновенный 4-х роликовый китаец (SSJ). Для него изготовил медную вставку, которую подогнал к самим роликам и заподлицо с любим каналом сварочного рукава. Т.е. можно работать и с алюминием и с другой проволокой и можно прижать соединительной пластиковой резьбовой гайкой рукава вплоть до прикосновению с самими роликами. При этом, вставка легко вынимается и чиститься. Как правило весь мусор и стружка собираются в начале канала. Медная вставка идеально подходит из медной тормозной автомобильной трубки диаметром 4,75 х 0,9. Просто необходимо подобрать нужную длину вставки.
-
Дедушка — старый, ему все равно (с) Вот никак не понимаю такое отношение к своему здоровью.))))