Calma
-
Постов
979 -
Зарегистрирован
-
Посещение
-
Победитель дней
23
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Calma
-
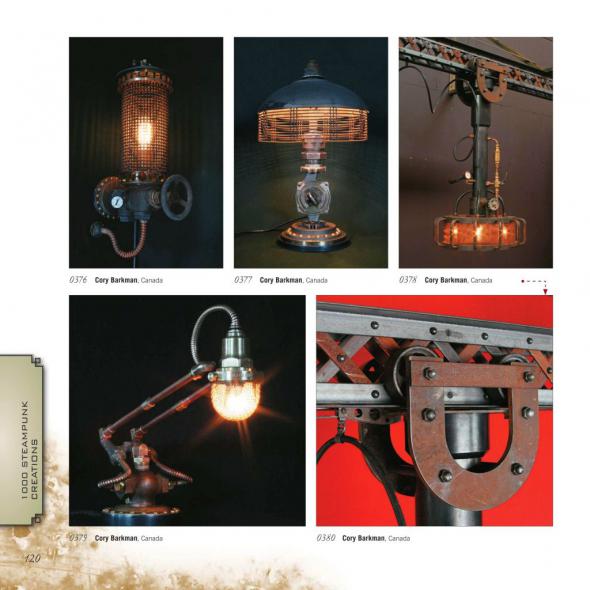
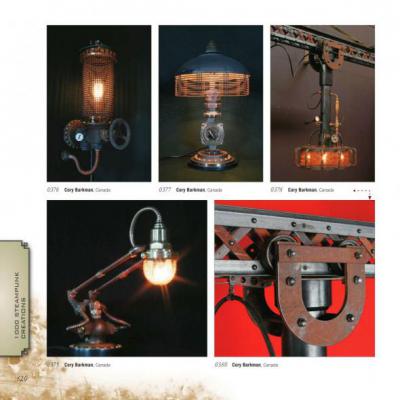
 Кстати именно для того помещения могу предложить последний писк моды, в наличии и единственный экземпляр Есть в наличии и еще кое-чего, только надо пойти на железную дорогу и гвоздиков надергать на подвесы )))
Кстати именно для того помещения могу предложить последний писк моды, в наличии и единственный экземпляр Есть в наличии и еще кое-чего, только надо пойти на железную дорогу и гвоздиков надергать на подвесы )))




-
У меня еще очень много такого ))) Раньше немного увлекался стимпанком.....и всяким-разным... Глядишь и миллионером стану.)))
-
Можно чего-нибудь и из стимпанка зафигачить )))))

-
Нищеброды )))) Не могли они взять таких с десяток и в люстру связать.
-
Полноценно ПАНЧ_11 не заменит ни чего, но если уж искать ему замену, то лично я бы посматривал на монель, а уж потом и CuSi3.
-
У вас настройки синергии "привязаны" к выставленной толщине металла . Нажмите, как уже упоминали, одновременно два энкодера, покрутите левым найдя параметр "Tick" и правым задайте толщину свариваемого металла. А уже после можете корректировать параметры сварки.
-
Коля! А это что такое???

-
Не всегда и не каждый чугун будет так свариваться. И еще:
-
.....не угадал....с размерами ... http://технотрон.рф/ru/produkt/komplekt-zaschity-kornja-shva/
-
Наверное, многие озвученные параметры правильны,...... но для своего конкретного объема задуваемой детали. Основное, наверное вытеснить кислород из объема и создать гарантированную подпитку защитного гага, который не увеличивает давление в задуваемом объеме. Самбурно как-то выразился.
-
Пора забывать о таком "расточительстве" . Латунь видимо у вас, а не бронза. Знакомый парнишка купил китайца с подогревом, так там точно черный металл корпуса... и гальваника — для придания дорогого вида.)))
-
Может быть и из черного металла, никелированные.
-
А вы то как думаете, с поддувом она варит или без?
-
@brat_h, Сегодня бросило мне это видео на Ю-Тубе Ей так же посоветуете выкрутить дюзу и на слух варить?
-
Под конец рождественских праздников (вроде 16-го января, суббота была) приходилось варить кузов прицепа китайцем Крамером. Морозы тогда стояли -17 и снег. Варил в не отапливаемом цеху. Температура — та же, что и на улице, только без ветра. Корку льда со снегом сплавлял в местах сварки при помощи пропановой горелки. Правда дальше 20см. от места сварки все же был лед. Так же переживал будет ли варить сварочник на таком морозе.... раньше такой "авнтюры" еще не имел. Но китаец отработал на все 5+ В общей сложности положил более 11,5 метров шва, при этом без каких-либо замечаний.
-
Да я как-то не вникал. Там многоконтурная гидросистема. Не очень верится, что допустим поворот стрелы и подъем будут осуществляться с одинаковым давлением, хотя ... Они умудрялись 60-ку ковш разорвать на сантиметров 30 в углу. Что-бы отремонтировать, мне пришлось двумя резаками греть металл (одним не получалось) и лебедкой стягивать отогнутые части, для устранения разрыва и сварки..
-
У меня есть "VIP" клиенты, у которых несколько единиц подобной техники. В свое время один из них очень смеялся, когда я удивлялся почему у них не работает "защита от дурака". По идее на гидравлике должен стоять регулируемый/настраиваемый стравливающий клапан, который по достижению определенной нагрузки в гидросистеме, разгружает ее путем слива в гидробак. Мне кажется, что на этой технике такое не предусмотрено. Возможно это лишь у них такое....я лично не в курсе. Теперь о конкретном случае. Гидронасос качает довольно резво. В транспортное положение стрела отводится вбок, причем довольно шустро. Примечал, что при отводе стрелы в крайнее положение происходит довольно сильный удар в упор. При некоторой выработке на пальце и сильном ударе, мне кажется возможным появление трещины именно в этом месте...... и даже после удачного ремонта. Хотя могу быть и не прав.


-
По памяти, там вроде косынка не пойдет, а только накладка. Но там другая на мой взгляд может возникнуть проблема — по любому утянет при сварке, а добиться надобно соосности отверстий.
-
Ну почему же. Просто в аппарате трубка подачи газа крепится на жестко укрепленные детали входа и выхода и шанс повреждения, разрыва, разгерметизации значительно ниже, чем в шлангпакете рукава, который более подвижен и подвержен механическим воздействиям. В аппарате, лично я бы проверял уже во вторую очередь.
-
Да и присадок 4047 вам видимо все больше и больше начинает нравиться при сварке литьевого алюминия ))))) Хорошая штука... иногда даже незаменима, как при сварке ЦАМа.
-
А почему не проверить? Опустили в емкость с водой рукав, одну сторону заткнули, даже пальцами, а в другую пустили чуть воздуха от компрессора....только без энтузиазма, что б трубку не разорвало. По наличию пузырьков в воде можно определить место подтекания, если такое имеется.
-
Этого стоило и ожидать. Каждый стремиться заработать побольше, но законы рынка "устаканивают" рост цен. Мне кажется, что развиваться надобно, повышать свою квалификацию и тогда можно будет "удержаться на плаву" , не смотря на повышения цен. Особо одаренные даже умудряются прилично зарабатывать, главное, найти "свою нишу".
-
До какой температуры греете головки?
-
Видимо совместное с саудитами предприятие)))))
-
Но они действительно хорошие и выносливые горелки. Раз потратитесь на корпус цанги, или еще лучше на линзу под диаметр 3.2 — 4.0мм и горя не будете знать.