mehanik1102
-
Постов
2 096 -
Зарегистрирован
-
Посещение
-
Победитель дней
4
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент mehanik1102
-
 так а в чём проблема? Режем латки из ст3, делаем на них отбортовку, чтоб напряжения компенсировать и варим, да хоть и нихромом.
так а в чём проблема? Режем латки из ст3, делаем на них отбортовку, чтоб напряжения компенсировать и варим, да хоть и нихромом. -
К\В шлифовать как чисто и делать нестандартные вкладыши. В блок ставить гильзы. Отверстия под гидрокомпенсаторы расточить в размер компенсатора. - Стандартные решения. Хватит ли у Вас технологических возможностей? Не превысит ли цена работ цену приобретения иного агрегата?
-
При ремонтных работах - это когда готовый элемент кузова пристраиваем, создавая имитацию того, что крыло, к примеру, не менялось. А вот когда надо залатать дырку в брызговике, или заменить часть облицовки двери, или латку в пол, не заменяя полностью деталь - вот тут и возникают мысли - а как лучше? И какая то мать...
-
Точечной сваркой. Там иначе чем в нахлёст не получится. Да и последующая обработка погружением производится.
-
@supoplex,Спасибо! Вот только мысль крутится - а встык варить не кошернее будет? Потому как образуется невентелируемый зазор, который будет провоцировать ржавление.
-
Подробнее про отбортовку, пожалуйста.
-
Не показатель. Любопытно было бы услышать отзыв о состоянии и проделанной работе по ремонту-обслуживанию через полгода - год ежедневной эксплуатации.
-
Есть иной подход - брать автомобиль с убитым силовым агрегатом и самому капиталить. И тут всё более честно - никто обычно такое к продаже не готовит и все дефекты видны невооружённым взглядом. И цена адекватнее. После самостоятельной переборки отказ агрегатов намного менее вероятен.
-
@Vanguard,Оно то может быть и заварено, Но! Есть 2 способа - правильный и как получится. Посему и спросил, как правильно? А тратить 4043 на чистый Ал., имея чистый Ал. в виде Ал. электропровода полагаю неправильно.
-
Спасибо! Провод из кабеля пойдёт?
-
Здравия желаю, господа специалисты! Поиском пользовался, не нашёл, потому прошу не пинать. Какую присадку использовать при сварке молочного бидона и прочей посуды производства СССР?
-
А оно изначально такое. А по сути - Беда в отсутствии профсоюза. Такого, каким он был в Штатах середины 20 века. Либо в отсутствии самососнания наёмного работника. И когда квалифицированные работники массово не будут соглашаться на существующие условия труда, работодателям ничего не останется, кроме как улучшать эти условия. А посему - "Не стоит прогибаться под изменчивый мир. Пусть этот мир прогнётся под нас!" (С)
-
А тут уже каждый решает сам. Для нормальной жизни не так уж и много надо.
-
Огород, подсобное хозяйство и маленькая собственная мастерская спасут .
-
Один для стали(25А), другой для ТС(64С) - обычно.Точил должно быть много и разных. Для вольфрама хорошо 64С зерном 20 и потвёрже связка.
-
Если со струментом на выезд - то не стоит.
-
И кто б спорил. Вы еще зерно алмаза посоветуйте. У меня 160/125. Может неправильное зерно?
-
Почему б не начать тренироваться на толстом? Чтоб уловить закономерности поведения дуги и ванны?
-
Для шлифмашин в настоящее время выпускаются торцовые лепестковые круги со шлифшкуркой. С разной шлифшкуркой. И такой круг можно подобрать для вполне комфортной заточки электрода. Если ось электрода располагать тангенциально относительно круга, то и направление риски будет практически правильным.
-
Не принципиально. Можно и 3,2 электород использовать, немного более остро заточив. Электроду фиолетово, болгарка или китайское точило. Направление риски играет роль .
-
Источник тока под эти разные виды сварок имеет одинаковую характеристику. Если без плюшек. Так что позволяет.
-
Попробую вставить свои 5 копеек. @Sergey345, Возьмите поршень от автомобиля из какого нить лома . И на нём тренируйтесь. Сначала на днище - там толсто и не страшно, потом на юбке - там есть места разной толщины. Поначалу без присадки - получите ванну и ведите её по длине поршня, потом - с присадкой, формируя валик, а потом - прорезать шлифмашиной канавку и заварить зазор с присадкой. Результаты - в студию.
-
У меня когда то при такой работе аккумулятор взорвался. Не бензобак, но все равно неприятно.
-
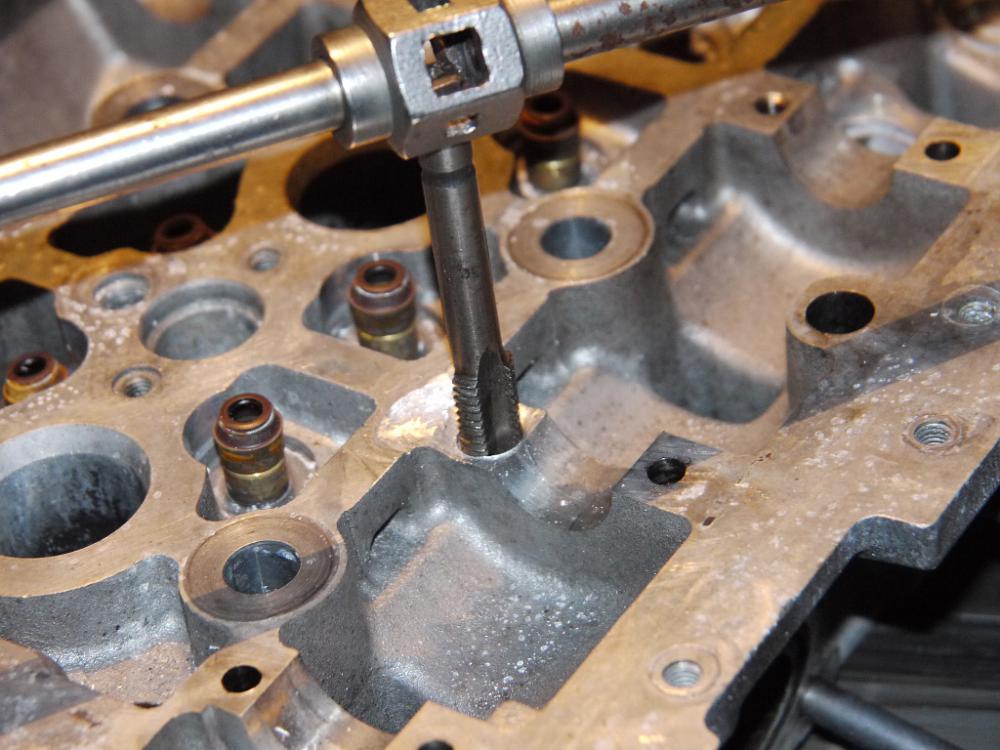
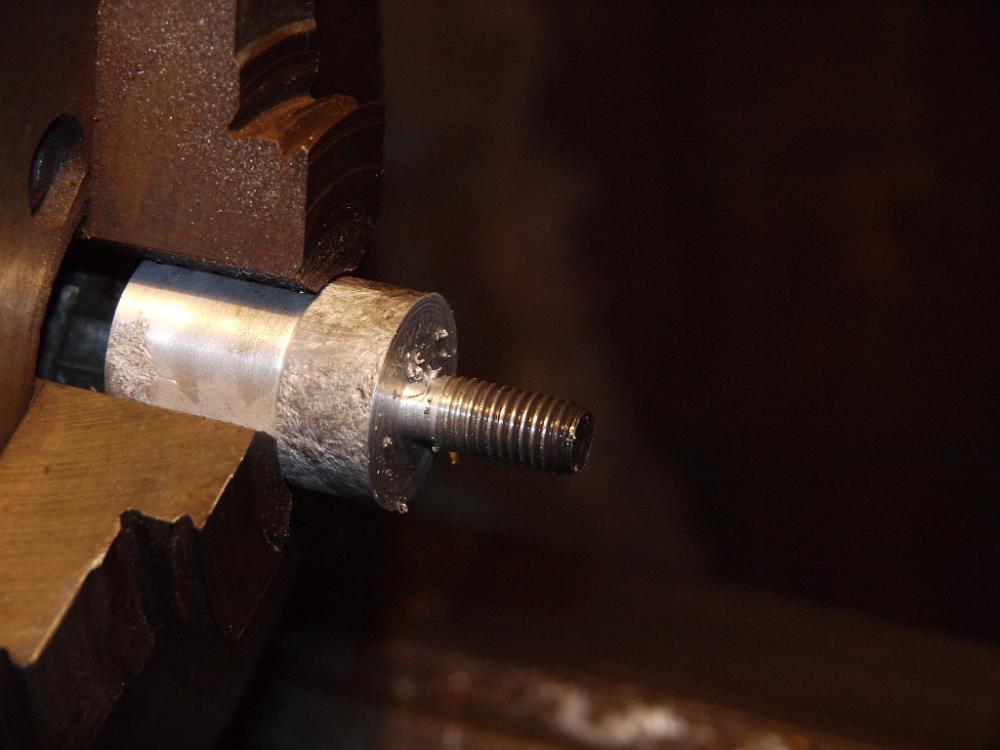
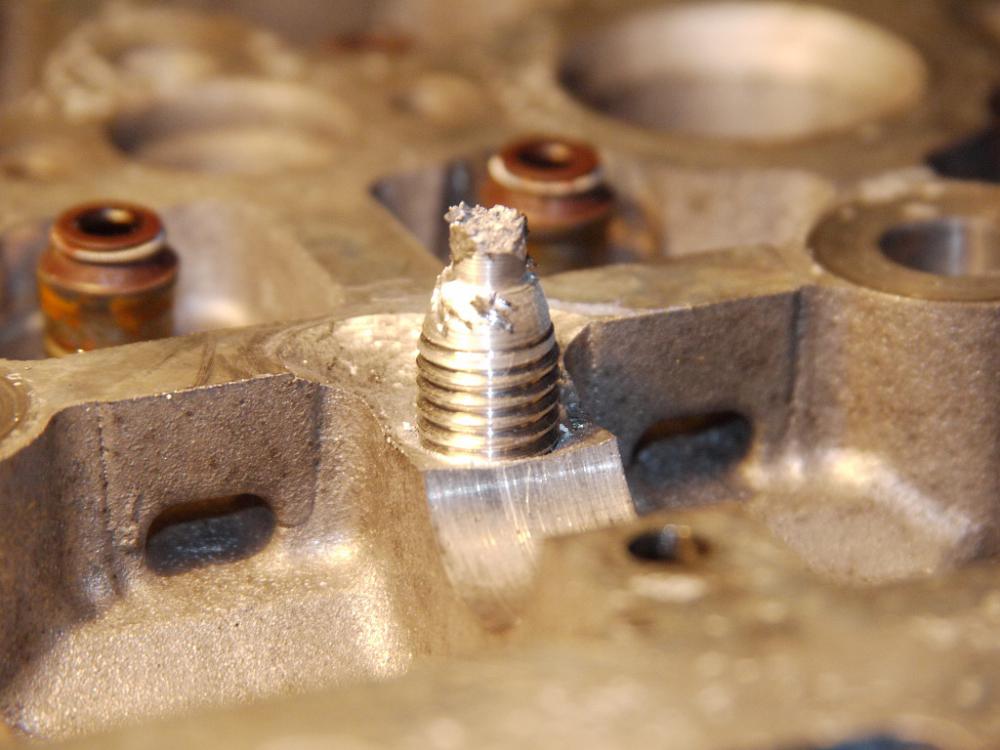
Таки вернёмся к нашим баранам. Долго думал по поводу заварить отверстие М8. Не захотел - сильно много сварки. Засверлил Ф10 Нарезал М12 Изготовил ввёртыш Вкрутил Запилил Обварил Далее - остывание и мехобработка.

-
Какое сопло и вылет электрода?