Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Глобул
-
6 ноября исполнится 7 лет как Алексей с нами тут выкуривает наши хотелки, а фубага я чот не видел. 2 года назад. Не знаю куда ушёл за это время фубаг, а вот за гроверс можно точно узнать.
-
Прорезиненные рукавицы в продаже бывают, но это никак не для сварки.Во первых через них можно обжечься -- довольно хорошо проводят тепло. Во вторых руки в них быстро потеют, они отсыревают, и начинают довольно хорошо проводить электричество. Так что не стоит.
-
Сухие в первую очередь должны быть. А в остальном материалы примерно одинаковые у всех. Выбирайте помягче, жёсткие будут вам мешать.
-
@alexofarada, не пробовал. Не знаю.
-
Нате ещё программку: https://yadi.sk/d/WrpbzJnB2i7_fQ
-
@Mikhailsvarka, Это последний фильтр, и редуктор. Я говорил о баллоне на котором компрессор собран -- накопитель самого компрессора, там будет большая площадь испарения влаги на дне этой ёмкости. "Курите" слив конденсата с компрессора -- как это делать. И делайте почаще, если сам компрессор этого не умеет.
-
Смотря что за осушитель. В бюджетном варианте это просто радиатор и вентилятор, который стремиться снизить температуру сжатого воздуха до атмосферной. Если там у вас реально холодильник, то он при минусовой температуре превращается в бюджетный вариант. Главное следить чтоб в ресивере не было конденсата. Испарение с поверхности будет насыщать влагой воздух, и эта влага будет смерзаться на первом же заужении проходного сечения на пути от ресивера до плазмотрона.
-
@Георгий 11, Жора, я спрашивал за максимальное сечение валика за один проход на диаметр проволоки. Есть такое?
-
@tehsvar, Лёха, я тебе футболочку сделал:

-
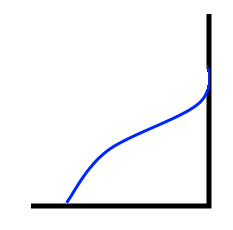
Не уверен. За один проход, или за три, количество наплавленного металла не меняется (не должно меняться) то есть не меняя режим, вы не меняете скорость наваливания этого количества металла. Есть некая граница, например после 16 мм катета есть реальная возможность заузить шов делая его в один проход. Есть реальная возможность получить наплыв -- то есть угловой шов, металл в большой ванне будет отекать вниз, и горбик валика будет у вас не посередине, а внизу -- ближе к нижней детали. Тут же следует что этого металла будет не хватать возле зоны сплавления с верхней деталью. Вы получите вот такую картинку: Это однозначно брак. Называется это нарушением геометрии шва. То есть повторюсь -- не обязательно, а есть риск получить такую картинку, и с ростом катета этот риск растёт. Я понимаю что всем пофиг какая там геометрия... пока ничего не оторвалось по шву... но если чонить произойдёт, то начальство может свалить вину на вас. Теперь второе кошмарное в широких однопроходных швах -- кратер в конце шва -- думаю об этом и разговаривать не стоит. Ну и нормативы -- существуют чёткие ограничения на, емнип, площадь сечения одного прохода для диаметра проволоки, или может это как-то по другому описывается, я так с налёту не нашёл. Буду щас созывать сюда наших инженеров. @Георгий 11, @welderman, @ЛехаКолыма, помогите.
-
Ага -- может кто и зайдёт когда-нибудь. Вить, у нас много модеров интересующихся сваркой алюминия? Я вот случайно зашёл -- прочитал. И второй аспект по модерации алюминиевых тем -- тут нарушений практически не бывает. Народу тут мало, все кто пишет, довольно серьёзные хлопцы, так что модерировать тут обычно нечего. Таким образом я тебе пытаюсь убедить, что для таких случаев надо или становиться тут своим модератором, или звать чужого кнопкой "жалоба". И в какую конкретно тему перетащить, я чот теряюсь.
-
 @welderman, в Аксае я по теории не слышал ничего.
@welderman, в Аксае я по теории не слышал ничего. -
@Hlorofos, да -- заняты. Создают товарный вид на продукции на продажу. А это у меня ремонты -- агрохолдинг напрягает. Я пытался фоткать те переломы которые они привозят, но на фотках ничего не понятно -- вот и фоткаю иногда просто швы -- пытаюсь спуститься до уровня форумчан с простенькими п/а. А то на селке швы -- одно расстройство.
-
По моему Аксай не твой уровень -- ехай в Киров лучше.
-
Я только за.Может сделал бы такую же тему здесь? У меня ощущение что твой учебный центр покруче будет. Эмм... в тех условиях действительно не до теории -- ею вы и дома можете заняться, или здесь -- есть и инженеры профильные, и технологи, и библиотека. Во всяком случае теоретический курс ПТУ вы и сами, в домашних условиях, можете совершенно бесплатно скурить. Так что в этом плане я считаю правильно, @welderman.
-
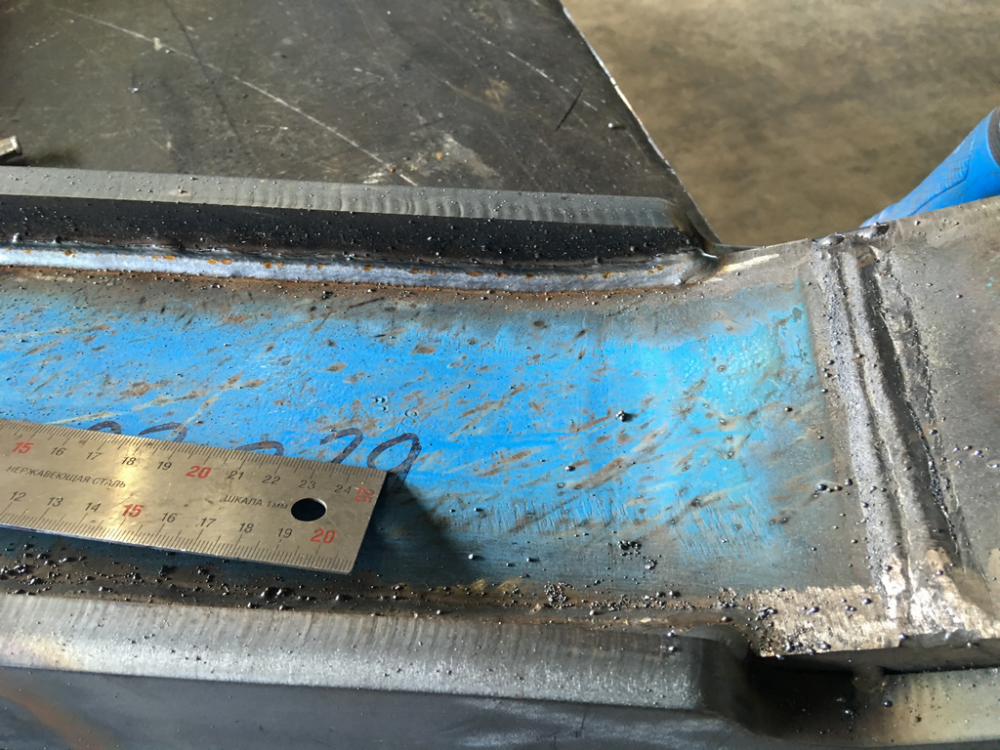
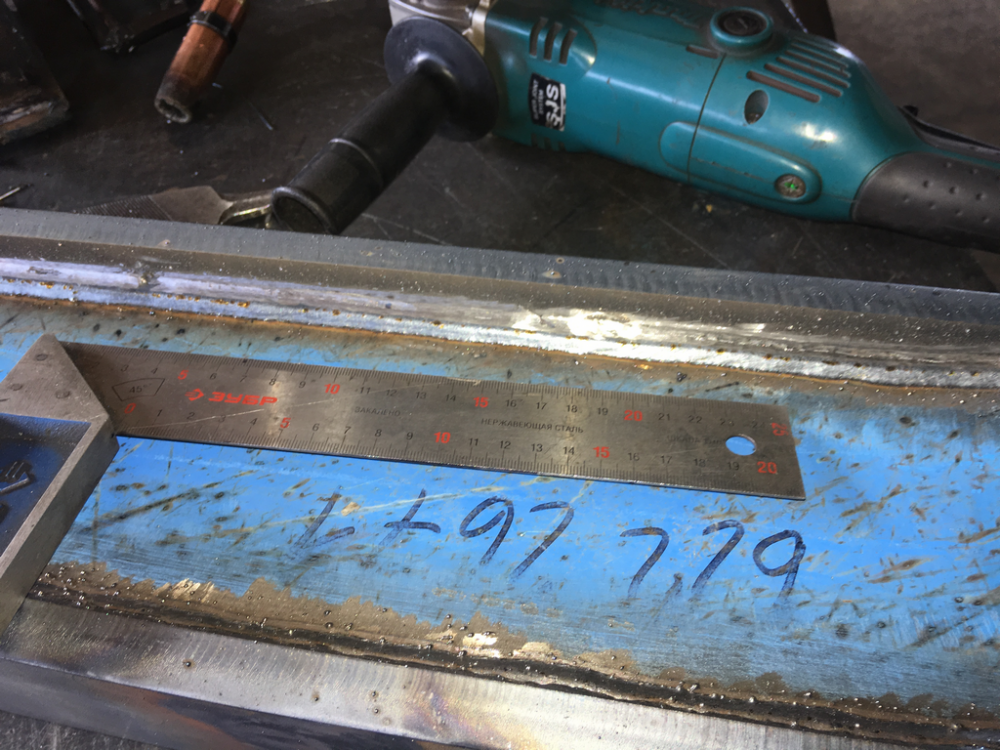
@Вад11, не хватает индуктивности. Пробовал корректировать длину дуги -- короче плохо и длиннее плохо. Если удлинять набрызг укрупняется, и намертво приваривается к металлу, укорачиваешь -- металл "выгорает" -- шов покрывается коричневым налётом, набрызг мелкий, но очень много. Обманывать пробовал -- бестолку -- игра с диаметром лишь корректирует длину дуги, по настройке газа -- вабще не понятно меняется ли хоть что нибудь -- смесь, кислота переключаю -- не видно разницы. Единственное что видимо помогает -- тупой угол атаки, но на таких длинных швах не выдерживаю. Ну и делай скидку, что там набрызг с трёх проходов. С одного тоже многовато, а с трёх совсем уж картинка жуткая.
-
Инструктор по прыжкам с парашютом в самолёте: -- Так, первый пошёл, второй пошёл, третий пошёл, хорошо, хорошо, парашютики не забываем...
-
Вот я выкладывал в сварочных швах три прохода простым п/а: http://websvarka.ru/talk/topic/4810-svarochnye-shvy/?p=353937 Там наименьшей толщины металл 16 мм. То есть и катет шва должен быть такой же. Теперь в чём фишка. Я кладу нитку с катетом миллиметров 8 -- узенький шов на большом токе и с большой скоростью (он потому то и кривой получается у меня). Таким образом я получаю и зону термического влияния небольшую -- именно соответствующую тоненькому шву. И напряжения которые создаёт этот шов невелики. Затем по зоне термического влияния, то есть прямо по зоне сплавления первого прохода с основным металлом я протягиваю ещё одну такую же нитку. При этом первый проход переплавляется чуть не наполовину, следовательно напряжения созданные первым проходом у нас практически исчезают. Зона термического воздействия остаётся такая же небольшая, просто сдвигается на один проход. Затем повторяем эту процедуру с другой стороны первого прохода и там все процессы повторяются -- металл напряжённый при остывании первого прохода вытягивается при воздействии сварочной дуги, напряжения пропадают, и возникают вновь при остывании крайнего шва. Но это напряжения приложенные ниткой с катетом 8 мм, а не целиком наваленным 16 мм. То же и с зоной термического влияния -- околошовная зона там соответствует тоненькому шву, а не колбасе которую наваливали там сразу постепенно двигаясь вперёд, и прогревая сантиметры в сторону. Если что непонятно -- переспросите. Укажите пожалуйста, на всякий случай марку стали и проволоки. Мало ли что -- может и там у вас не очень правильно. Да -- примерно так.Кислота или смесь?
-
Необязательно. Вы обсуждаете выложенные вами фотки -- всё правильно. Да и речь идёт как раз о ваших буднях.
-
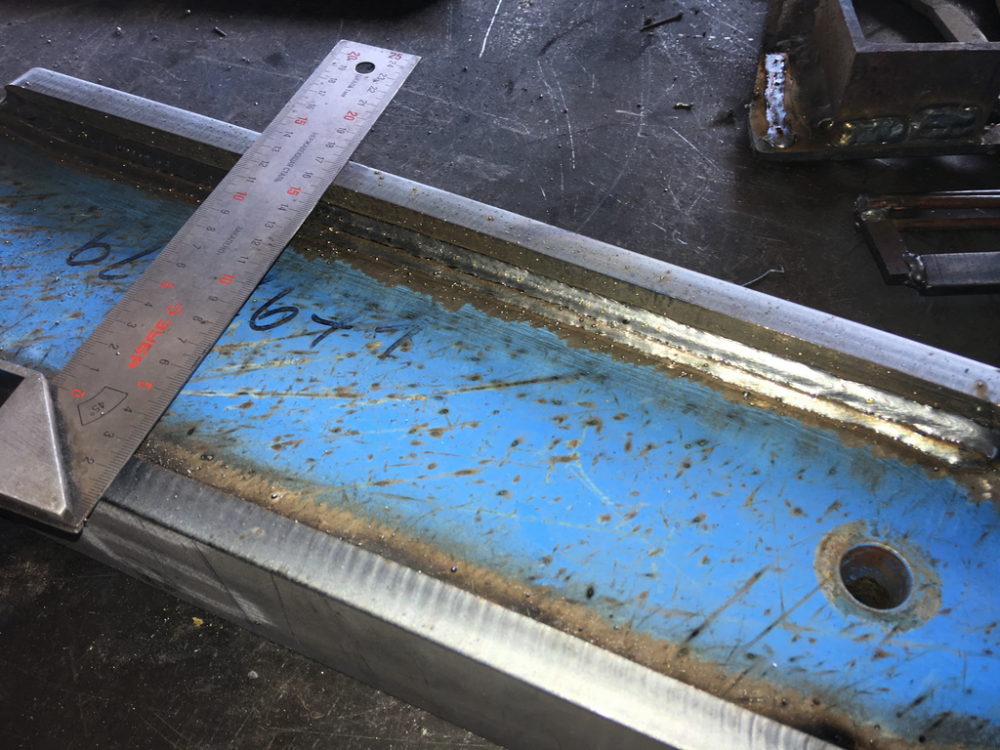
@Сусанин, да -- один горбатенький получился. @G_Kar, брызг от этого аппарата реально многовато -- такой уж он есть. Вот это сразу после второго прохода: http://websvarka.ru/talk/uploads/monthly_10_2018/post-14762-0-77849800-1540870565.png Вот это то же самое место но подготовленное болгаркой под третий проход: http://websvarka.ru/talk/uploads/monthly_10_2018/post-14762-0-61984300-1540870583.png
- 2 393 ответа
-
- 14
-

-
Ну получается не шире, а трёхпроходной. Helvi Silvermig 499, никаких пульсов в нём нет -- кондовый п/а, правда с синергетикой. Регулятора индуктивности нет. Aristorod 69; 1.2 mm; 29 вольт; 226-270 A; смесь.
- 2 393 ответа
-
- 27
-
-
Предсказуемый на все сто -- не советую.
-
Мы имеем ввиду госты на сварочные швы, так сказать, а не о фермах у нас шла речь. Это наш недавний спор.
-
Ну вы же сказали: "советские" -- я не согласен. Я считаю что и другие инженеры были не хуже, вопрос в том, куда и как их направляли.Например вы знаете, что в Америке можно получить общее высшее образование? То есть не профильное, а общее -- без специализации. В Европе можно получить высшее гуманитарное, или высшее техническое так же без конкретной специализации, а потом уже выбрать работу, и идти доучиваться уже по профилю. Так что я не знаю откуда этот миф об узких специалистах. Вот я общаюсь с инженером по гражданскому строительству -- он про сварку знает меньше меня -- птушника. Я ему многие аспекты освещаю. Так что как-то это всё сложнее чем мы привыкли знать. И часто совсем не так.
-
@welderman, вот я именно об этом -- три с половиной года я на форуме, и постоянно что-то новое узнаю. В некоторые темы мне и ляпнуть нечего -- вот по аргону, особенно по алюминию я молчу как рыба об лёд, и плохо понимаю о чём там вообще идёт речь.