

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
- Популярный пост
- Популярный пост
было бы интересно попробовать)) . Копия хорошая!
Попробуйте,только работы с такими крышками будет значительно больше,чем кажется сначала.
Готовая копия.




-
 12
12
-
Каким образом вы определили мой возраст ? )))))))))) Сами спрашиваете как варит, а потом говорите не интересно, определитесь уж ))) Данная тема создана для обсуждения Гроверса и его проблем, при чем не Гроверса в целом, а конкретной модели, точнее двух, поэтому обзор полуавтомата другой фирмы, мягко говоря, здесь будет не уместен.
Вы уже обсудили эту модель Гроверса на 60 станицах в 1181 сообщении с 18 года.Сколько надо времени,чтобы вы обсудили ее до конца?
-
- Популярный пост
- Популярный пост
Рационально используем панч. Облицовка чугуна панч,а остальное наращиваем сталью...толщина примерно 10мм.





-
15
-
@Точмаш 23, Из чего варили? АМц ?
Да.
-
1
-
-
- Популярный пост
- Популярный пост
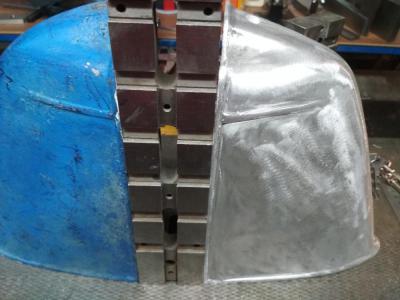
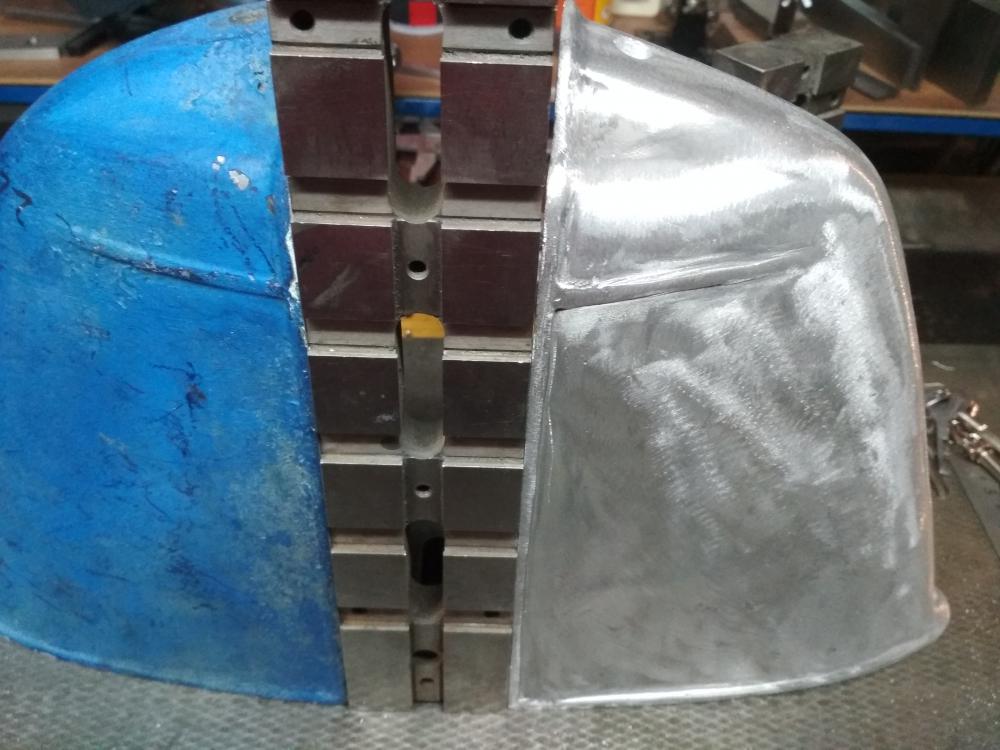
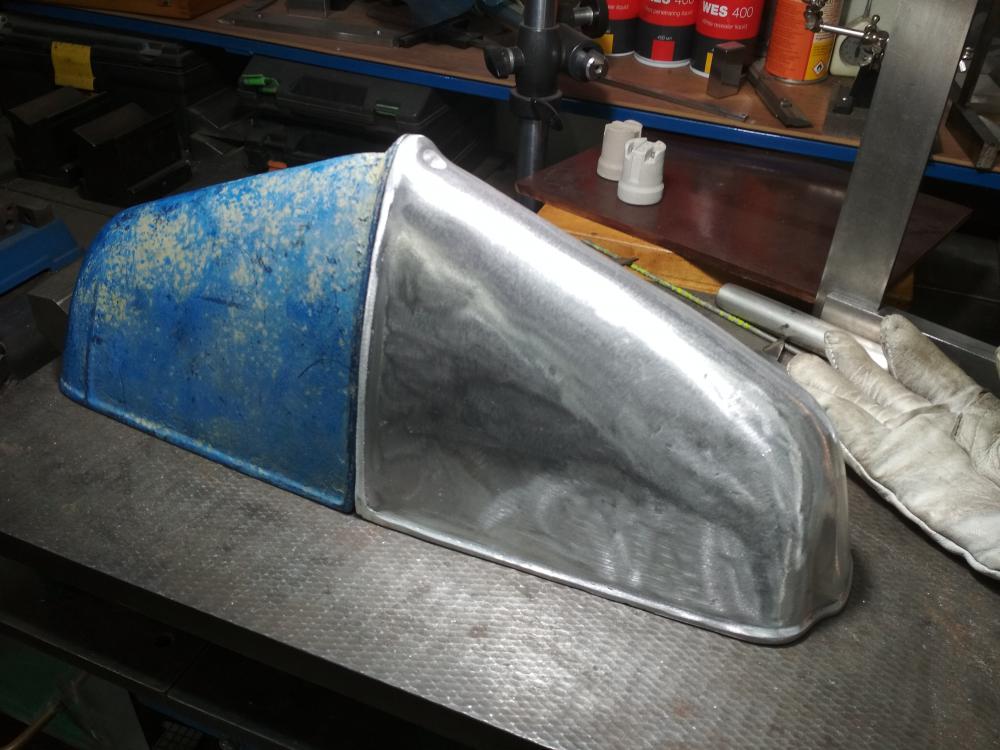
Крышка морского катера.Производство Вольво. Спрашивают - Где можно отлить такую крышку?
Говорю -Представляешь,сколько это будет стоить;надо сделать модель,надо найти нужную литейку и лтейщиков ,которые могли бы отлить тонкостенную алюминиевую деталь?
Отвечают -Если заказывать из Швеции,то обойдется в 60тыс.Ну,что ж -все может быть:морской шведский катер -это не серийный автомобиль.
В общем,пришлось людям помочь -сварить точную копию из 5-миллиметрового алюминиевого листа.В основном работа закончена,но остается откорректировать некоторые радиусы и плоскости...около 15 часов чистого времени.









-
20
-
Электроды китайские были. Ну, конечно, к такому аппарату надо и хорошие электроды прикупить.
Можно с чем-то соглашаться,а можно и нет.Так,небольшой обзор.
jportal.ru/forum/forum62/topic22076/
Предлагаю вашему вниманию краткий обзор вольфрамовых электродов для микроимпульсных сварочных аппаратов. В обзоре сравниваются электроды диаметром 1мм от разных производителей.[/size]
Начну с самых дорогих:[/size]
ESAB WC20
http://www.jportal.ru/upload/user_add_files_cache/a281ff0f0d1bc0c26e09bb3ee6e706aa/small_2018-06-12%2015.27.59.jpg
Цена за упаковку что-то в районе 16$[/size]
Электроды с добавкой оксида церия.[/size]
Длина соответствует заявленной, диаметр отличается в большую сторону- 1,05-1,10мм.[/size]
От остальных электродов отличаются по цвету. Похоже, что чем-то покрыты. В целом выглядят прилично, аккуратно. Маркировка грубовата, толстый слой краски.[/size]
В работе показали себя относительно неплохо. Как и ожидалось- лучше работают на малом токе. Дуга мягкая, хорошо работают по серебру с мелкими деталями. Обгорают равномерно, без расслоения и сколов. Требуют опции предварительного подогрева. Оценка 4 с минусом.[/size]
Lincoln Electric WCe20
http://www.jportal.ru/upload/user_add_files_cache/a281ff0f0d1bc0c26e09bb3ee6e706aa/small_2018-06-12%2015.28.30.jpg
Цена за упаковку около 14$[/size]
Электроды с добавкой оксида церия.[/size]
Длина и диаметр соответствует заявленной.[/size]
Внешне выглядят замечательно. Ровненькие, шлифованные. На вид не отличаются от Abicor Binzel.[/size]
В работе показали себя с наихудшей стороны, очень плохо. Вместо зажигания дуги наблюдается ионизация аргона вокруг электрода с характерным хлопком. Ни функция предварительного подогрева, ни прочие ухищрения не заставили их нормально зажигаться. Горят моментально, не хотят работать на любой величине тока. Полный провал.[/size]
Abicor Binzel E3
http://www.jportal.ru/upload/user_add_files_cache/a281ff0f0d1bc0c26e09bb3ee6e706aa/small_2018-06-12%2015.24.48.jpg
Цена за упаковку 14$[/size]
Вольфрамовые электроды с добавкой смеси оксидов редкоземельных металлов.[/size]
Длина и диаметр соответствуют заявленным.[/size]
Внешне выглядят замечательно. Ровненькие, шлифованные. Марки нанесены аккуратно.В работе показали себя хорошо. В большей мере подходят для работы на больших значениях тока. Стойкость электродов на высоте. Зажигание дуги стабильное, но жестковатое. Компенсируется функциями предварительного подогрева в сочетании с функцией мягкого поджига дуги. Не рекомендуется очень острый угол заточки.[/size]
Abicor Binzel WR2
http://www.jportal.ru/upload/user_add_files_cache/a281ff0f0d1bc0c26e09bb3ee6e706aa/small_2018-06-12%2015.26.29.jpg
Цена за упаковку 11$[/size]
Вольфрамовые электроды с добавкой смеси оксидов редкоземельных металлов.[/size]
Длина и диаметр соответствуют заявленным.[/size]
Внешне выглядят замечательно. Ровненькие, шлифованные. Марки нанесены аккуратно.В работе показали себя наилучшим образом. Замечательно работают как на малых, так и на больших значениях тока. Зажигание дуги замечательное. Работают с любыми аппаратными настройками. Стойкость электродов практически такая же, как и в случае с Binzel E3. Мой основной рабочий электрод между ESAB WC20 и Binzel E3.[/size]
Китайский "no name" WT20
http://www.jportal.ru/upload/user_add_files_cache/a281ff0f0d1bc0c26e09bb3ee6e706aa/small_2018-06-12%2015.27.04.jpg
Цена за упаковку 10$[/size]
Вольфрамовые электроды с добавкой оксида тория.[/size]
Длина и диаметр соответствуют заявленным.[/size]
Внешне выглядят хуже всех из выше перечисленных. Поверхность шероховатая, обработаны слегка неровно. Марки нанесены неаккуратно, но слой краски тонкий. Сам электрод темнее.[/size]
Основательно радиоактивны(!). Дозиметр громко пищал в двадцати сантиметрах от них.[/size]
В работе показали себя плохо. Очень быстро прекращали зажигать дугу даже с функцией предварительного подогрева. Высокие значения тока, для которых ториевые электроды и предназначены, не выдерживают. Кончик электрода просто отваливается куском. Радиоактивный мусор.[/size]
-
5
-
-
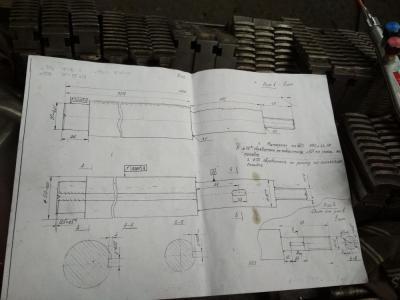
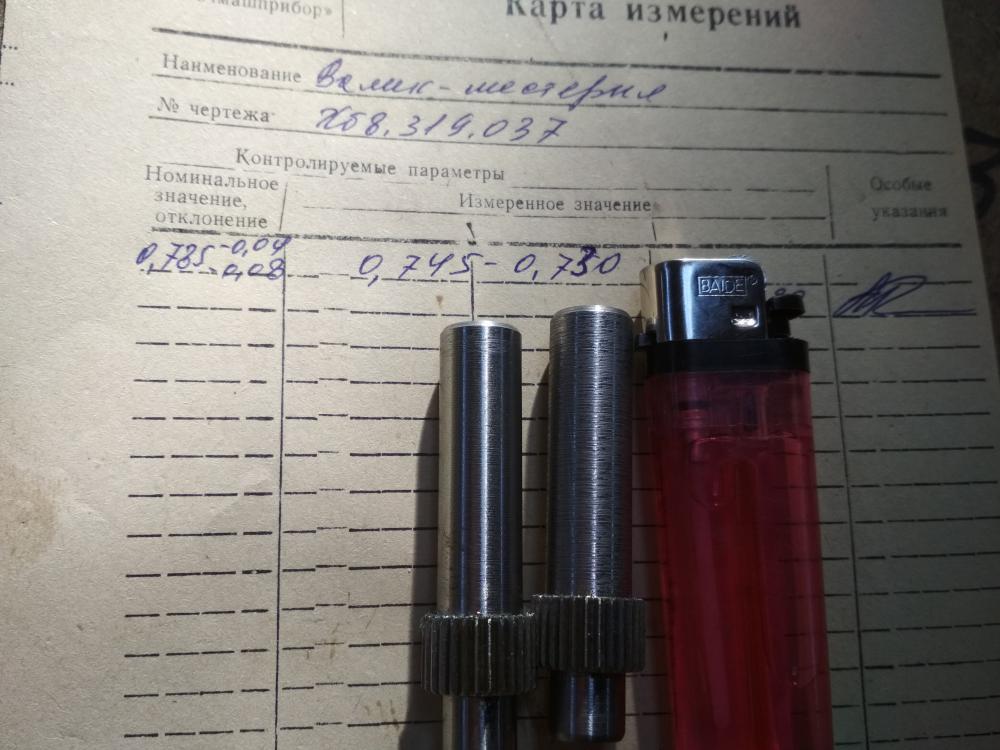
Валик-шестерня.Без необходимого оборудования изготовить такой валик -шестерню довольно проблематично с требуемой точностью(указана в карте измерений) и количеством зубьев в шестерне -29



-
7
-
-
Я рассказывал про тот аппарат что ХХ-48в. и не скрывал проблемы, добавили один элемент в схему и аппарат до сих работает на СТО.
4 в одном,однако.Раньше огуречный лосьон был два в одном -выпивка с закуской в одном флаконе.Что -то меня большие сомнения берут по поводу пользы универсализма...по отдельности как-то лучше.Как думаешь?
-
5
-
-
@Георгий 11, я вылез, зарегился самозадротом и налоговая поздравила со входом в схему самоуничтожения своих доходов. Я обрадовался, но нужен ведь рассчетник, кто если не Сбербанк, который неделю мне мозги делал во всех излюбленных камасутре позах, в итоге я завис как полусамозадрот!
Смекнул и откатился назад в землянку, сплюнул и по старинке.......
Вчера котов душили, душили. Филипп Филиппович вздрогнул и посмотрел на Борменталя. Глаза у того напоминали два черных дула, направленных на Шарикова в упор. ... Как-то жалко он съежился у притолоки и грыз ноготь, потупив глаза в паркет. Потом вдруг поднял их на Шарикова и спросил, глухо и автоматически: - Что же вы делаете с этими... с убитыми котами? - На польты пойдут, - ответил Шариков, - из них белок будут делать на рабочий кредит.
-
Коническая косозубая шестерня. Сломано два зуба. Вариант такого ремонта заведомо провален -проработала два дня -никелевый подслой,наплавка Р6М5
Но это был последний шанс восстановить работоспособность,а вдруг,но чуда не бывает.
Это сложная в изготовлении шестерня с твердость поверхности порядка 56ед.(точно не помню,но за 50),т.е.приработка была невозможна,а ручная доводка криволинейной поверхности весьма сложное дело,и не берусь утверждать,что возможное.
при твердостизубьев больше НВ350 и окружной скорости колес больше 15 м/c прирабатываемостьзубьев не происходиНайти в Японии было сложно,а заказать на Ростовском вертолетном -около 50тыс. Как бы не хотелось помочь,но...






-
8
-
-
- Популярный пост
- Популярный пост
На форуме иногда задают вопросы -можно ли восстановить наплавкой сломанные зубья шестерен? В принципе можно,но с какой точностью,каким наплавочным материалом и какой твердостью наплавки.Надо развеять иллюзию,что восстановить работоспособность шестерни очень просто,т.е.,что для этого нужен всего лишь сварочный аппарат,необходимый наплавочный материал и некоторый навык в работе,но это не так.С начала надо ознакомиться с технологией изготовления зубчатых колес.На фотографиях приведены основные типы станков для серийного изготовления цилиндрических прямозубых и косозубых шестерен -Зубофрезерный,зубодолбежный,зубозакругловочный,долбежный.
Также зубчатое колесо можно изготовить на фрезерном станке с набором модульных фрез.Итак,нужно иметь минимум-токарный станок,фрезерный с делительной головкой и модульными фрезами,возможность термической обработки заготовки.
Технология изготовления зубчатых колес.Большое значения для реализации свойств зубчатого зацепления имеет технологияего изготовления. Наиболее простой является технология изготовления зубъевметодом деления. Эта технология может быть осуществлена на универсальномфрезерном станке инструментом в виде дисковой или пальцевой фрезы(рис.4.18, а иб). По этой технологии в заготовке фреза последовательно прорезает одну впадинузуба за другой. При этом получается пониженная точность зацепления по шагу и попрофилю зуба. Ошибки в профиле зуба появляются из-за того, что технологияпредусматривает изготовление зубчатых колес с разными , но близкими , числамизубьев одной фрезой.Рис.4.18Несравненно более совершенным является метод обкатки. Эта технологияосуществляется на специальных зубодолбежных или зубофрезерных станках либоинструментом в виде рейки или долбяка (рис.4.18,в), либо инструментом,называемым червячной фрезой.(рис.4.18,г).В этой технологии инструмент наряду сдвижением резания обкатывается вокруг заготовки при этом зацепление получаетсязначительно более точным.




-
10
-
@Точмаш 23, все о нас заботяться, депутаты(бандиты в костюмах) ... Под благовидными предлогами они облагают народ налогами(оброк), которые потом аккумулируются в различных фондах и благополучно разворовываються. Раньше налог был 12% и на все хватало: на пенсию, на здравохранение, на медицину... За все их законы за последние 20 лет, я бы им всем лоб зеленкой помазал...
Где бы вы не были,где бы вы не скрывались,мы все равно найдем вас и позаботимся о вас.
-
5
-
-
Минфин России предлагает резко повысить размер социальных взносов для индивидуальных предпринимателей, чтобы помочь бюджету Пенсионного фонда, а также фондам обязательного медицинского и социального страхования.
Согласно законопроекту, внесенному Минфином в ноябре прошлого года, отчисления ИП должны увеличиваться существенно быстрее инфляции - на 10,6% в 2021-м году, на 9,6% - в 2022%, а затем на 6% и 6,2% в 2023-24 гг.
В сумме за четыре года размер взносов станет больше на 29,5%, пишет Finanz.ru.
-
2
-
-
ГОСТы: сварные соединения. Типы, конструктивные элементы и размерыРучная дуговая сварка:
типы соединений, подготовка кромок, размеры сварного шва- ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
- ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
типы соединений, подготовка кромок, размеры сварного шва- ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
- ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
типы соединений, подготовка кромок, размеры сварного шва- ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
- ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
типы соединений, подготовка кромок, размеры сварного шва- ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры.
- ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
типы соединений, подготовка кромок, размеры сварного шва- ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры.
- ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры.
типы соединений, подготовка кромок, размеры сварного шва- ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
- ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры.
- ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
- ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры.
- ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры.
- ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
- ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
(ГОСТ вступает в действие с 01.07.2010 г. Обзор ГОСТ Р ИСО 17659-2009)
ГОСТы: процессы сваркип»ї
ГОСТы: сварные соединения. Типы, конструктивные элементы и размеры
ГОСТы: сварочные расходуемые материалы
ГОСТы: сварочное оборудование
ГОСТы: механическое сварочное оборудование
ГОСТы: безопасность труда, требования безопасности к сварочному оборудованию
ГОСТы: неразрушающие методы контроля сварных соединений, качество сварки
ГОСТы: методы химического анализа сварочных материалов
ГОСТы: газовая сварка и резка металловГОСТ: процессы сварки ГОСТ: сварные соединения ГОСТ: сварочные расходуемые материалы ГОСТ: сварочное оборудование ГОСТ: сварочное механическое оборудование ГОСТ: требования безопасности ГОСТ: контроль и качество сварки ГОСТ: испытания разрушающие и методы анализа ГОСТ: аттестация процедур сварки и персонала ГОСТ: газовая сварка и резка ГОСТ: марки стали. Сортамент-
7
-
Условные изображения и обозначения швов сварных соединений ГОСТ 2,312-72
СВАРКА МЕТАЛЛА.Термины и определения основных понятий ГОСТ 2601-84
http://docs.cntd.ru/document/1200004380
Выдержка из ГОСТа -
57. Сварное соединение
Неразъемное соединение, выполненное сваркой
D. Schweissverbindung
Е . Welded joint
F. Joint soudé; Assemblage soudé; Soudure
58. Стыковое соединение
Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями
http://text.gosthelp.ru/images/text/2791.files/image004.gif
D. Stumpfstoss; Stumptschweissverbindung
Е . Butt joint
F. Assemblage en bout; Joint en bout
59. Угловое соединение
Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев
http://text.gosthelp.ru/images/text/2791.files/image006.gif
D. Eckstoss; Eckverbindung
Е . Corner joint; Fillet weld
F. Joint d’angle; Soudure en corniche
60. Нахлесточное соединение
Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга
http://text.gosthelp.ru/images/text/2791.files/image008.gif
D. Überlappstoss; Überlappverbindung
Е . Lap joint; Overlap joint
F. Assemblge à recouvrement; Joint a recouvrement
61. Тавровое соединение
Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента
http://text.gosthelp.ru/images/text/2791.files/image010.gif
Ндп. Соединение впритык
D. T-Stoss; T-Verbindung
E. Tee joint; T-joint
F. Assemblage en T; Joint en T
62. Торцовое соединение
Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу
http://text.gosthelp.ru/images/text/2791.files/image012.gif
Ндп. Боковое соединение
D. Stirnstoss
E. Edge joint; Flange joint
F. Joint des plaques juxtaposées; Joint à bords relevées
63. Сварная конструкция
Металлическая конструкция, изготовленная сваркой отдельных деталей
D. Schweisskonstruktion
Е . Welded structure
F. Construction soudée
64. Сварной узел
Часть конструкции, в которой сварены примыкающие друг к другу элементы
D. Schweissteil; Schweisseinheit
Е . Welded assembly
F. Ensemble soudé; Assemblage soude.
65. Сварной шов
Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации
Шов
D. Schweissnaht
E. Weld
F. Soudure
66. Стыковой шов
Сварной шов стыкового соединения
D. Stumpfnaht; Slossnalit
Е . Butt weld
F. Soudure en bout; Soudure bout à bout
67. Угловой шов
Сварной шов углового, нахлесточного или таврового соединений
D. Kehlnaht
Е . Fillet weld
F. Soudure d’angle
68. Точечный шов
Сварной шов, в котором связь между сваренными частями осуществляется сварными точками
D. Punktschweissung
Е . Spot weld
F. Soudure par points
69. Сварная точка
Элемент точечного шва, представляющий собой в плане круг или эллипс
D. Schwelsspunkt
Е . Weld spot; Weld point
F. Point de soudure; Point soudé
70. Ядро точки
Зона сварной точки, металл которой подвергался расплавлению
D. Schweisslinse
Е . Weld nugget; Spot weld nugget
F. Noyau de soudure; Lentille de soudure
71. Непрерывный шов
Сварной шов без промежутков по длине
Ндп. Сплошной шов
D. Durchlauiende Naht
Е . Continuous weld; Uninterrupted weld
F. Soudure continue
72. Прерывистый шов
Сварной шов с промежутками по длине
D. Unterbrochene Naht
Е . Interrupted weld; Intermittent weld
F. Soudure discontinue; Soudure intermittente
73. Цепной прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого
http://text.gosthelp.ru/images/text/2791.files/image014.gif
Цепной шов
D. Symmetrisch unterbrochene Naht
Е . Chain intermittent weld; Chain intermittent fillet weld
F. Soudure discontinue symmétrique
74. Шахматный прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны
http://text.gosthelp.ru/images/text/2791.files/image016.gif
Шахматный шов
D. Unterbrochene versetzte Naht
Е . Staggered intermittent weld
F. Soudure discontinue alternée
75. Многослойный шов
-
D. Mehrlagennaht
Е . Multi-run weld; Multi-pass weld
F. Soudure en plusieurs passes;
Soudure à couches multiples;
Soudure à plusieurs couches
76. Подварочный шов
Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва
D. Gegennaht
Е . Sealing bead
F. Cordon support; Cordon à l’envers
77. Прихватка
Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
D. Heftnaht
Е . Tack weld
F. Soudure de pointage
78. Монтажный шов
Сварной шов, выполняемый при монтаже конструкции
D. Baustellenschweissnaht; Montageschweissungs
Е . Site weld
F. Soudure de montage
79. Валик
Металл сварного шва, наплавленный или переплавленный за один проход
D. Schweissraupe
Е . Weld bead; Bead
F . Cordon
80. Слой сварного шва
Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва
Слой
D. Lage
Е . Layer
F . Couche
81. Корень шва
Часть сварного шва, наиболее удаленная от его лицевой поверхности
http://text.gosthelp.ru/images/text/2791.files/image018.gif
D. Nahtwurzcl; Wurzel
Е . Weld root
F. Racine de la soudure
82. Выпуклость сварного шва
Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости
http://text.gosthelp.ru/images/text/2791.files/image020.gif
Выпуклость шва
Ндп. Усиление шва
D. Nahtüberhöhung
Е . Weld reiniorcemcnt; Weld convexity
F.Surépaisseur de la soudure
83. Вогнутость углового шва
Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости
http://text.gosthelp.ru/images/text/2791.files/image022.gif
Вогнутость шва
Ндп. Ослабление шва
D. Konkavität der Kehlnaht
Е . Fillet weld concavity
F. Concavité de la soudure
84. Толщина углового шва
Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла
http://text.gosthelp.ru/images/text/2791.files/image024.gif
D. Nahthöhe; Kehlnahtdicke
Е . Fillet weld throat thickness
F. Epaisseur à clin; Epaisseur d’une soudure en angle
85. Расчетная высота углового шва
Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника
http://text.gosthelp.ru/images/text/2791.files/image026.gif
Расчетная высота шва
D. Rechnerische Nahtdicke
Е . Desipn throat thickness
F. Epaisseur nominale de la soudure
86. Катет углового шва
Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части
http://text.gosthelp.ru/images/text/2791.files/image028.gif
Катет шва
D . Schenkell ä ng у; Nahtschenkel
Е . Fillet weld leg
F. Côte de la soudure d’angle
87. Ширина сварного шва
Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением
Ширина шва
D . Nahtbreite
Е . Weld width
F. Largeur de la soudure
88. Коэффициент формы сварного шва
Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине
Коэффициент формы шва
D. Nahtiormfaktor
Е . Weld shape factor; Weld geometry factor
F. Facteur géométrique de la soudure
89. Механическая неоднородность сварного соединения
Различие механических свойств отдельных участков сварного соединения
Механическая неоднородность
D . Mechanische Inhoniogenit ä t
Е . Mechanical heterogeneity
F. Hétérogénéité mécanique
90. Мягкая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Мягкая прослойка
D. Weiche Zwischenlage
Е . Soft interlayer
F. Couche intermédière douce
91. Твердая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Твердая прослойка
D. Harte Zwischenlage
Е . Hard interlayer
F. Couche intermédière dure
92. Разупрочненный участок сварного соединения
Участок зоны термического влияния, в котором произошло снижение прочности основного металла
Разупрочненный участок
D. Infestigte Zone
E. Weakened zone
F. Zone affaibliu
93. Контактное упрочнение мягкой прослойки
Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями
Контактное упрочнение
D. Lokale Verfestigung
Е . Local strengthening
F. Raffermissement locale
ТЕХНОЛОГИЯ СВАРКИ
94. Направление сварки
Направление движения источника тепла вдоль продольной оси сварного соединения
D. Schweissrichtung
Е . Direction of welding
F. Sens de la soudure; Direction de la soudure
95. Обратноступенчатая сварка
Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва
http://text.gosthelp.ru/images/text/2791.files/image030.gif
D. Pilgerschrittschweissen
Е . Back-step sequence; Back-step welding; Step-back welding
F. Soudage à pas de pélerin
96. Сварка блоками
Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них
http://text.gosthelp.ru/images/text/2791.files/image032.gif
D. Absatzweises Mehrlagenschweissen
Е . Block sequence
F. Soudage par blocs successifs
97. Сварка каскадом
Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть
http://text.gosthelp.ru/images/text/2791.files/image034.gif
D. Kaskadenschweissung
Е . Cascade welding
F. Soudage en cascade
98. Проход при сварке
Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке
Проход
D. Schweissgang
Е . Pass; Run
F . Passe
99. Сварка напроход
Сварка, при которой направление сварки неизменно
D. Einrichtungschweissen
Е . One direction welding
F. Soudage dans un sens
100. Сварка вразброс
Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине
D. Absatzweises Schweissen
E. Skip welding
F. Soudage fractionné
101. Сварка сверху вниз
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз
D. Fallnahlschweissen; Abwärtsschweissen
E. Downhill welding
F. Soudage descendant
102. Сварка снизу вверх
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх
D. Aufwärtsschweissen
E. Uphill welding
F. Soudage montant; Soudage ascendant
103. Сварка на спуск
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается сверху вниз
D. Bergabschweissen
E. Downward welding (in the inclined position)
F. Soudage descendant (en position inclinée)
104. Сварка на подъем
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх
D. Schrägaufwärtsschweissen Bergautschweissen
E. Upward welding (in the inclined position)
F. Soudade montant (en position inclinée )
105. Сварка углом вперед
Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки
D. Schweissen mit stechendcr Brennerstellung
E. Welding with electrode inclined under acute angle
F. Soudage avec électrode inclinése en avant
106. Сварка углом назад
Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки
D. Schweissen mit schleppen der Brennersteilung
E. Welding with electrode in dined under obtuse angle
F. Soudage avec électrode inclinése en arriére
107. Сварка па весу
Односторонняя спарка со сквозным проплавлением кромок без использования подкла
https://internet-law.ru/gosts/gost/851/
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швовСодержание: [скрыть]
 Виды сварных соединений.
Виды сварных соединений.Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:

Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:

Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
 А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор. Пример чертежа сварных швов по ГОСТ.
Пример чертежа сварных швов по ГОСТ.Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
 Варианты изображения сварных швов на чертежах.
Варианты изображения сварных швов на чертежах.Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки Как обозначаются различные виды швов.
Как обозначаются различные виды швов.Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шваЭто обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
 Классификация сварных швов.
Классификация сварных швов.Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Условные обозначения сварных швовГОСТ 2.312-72 устанавливает условные изображения и обозначения на чертежах швов сварных соединений.
В случае необходимости показать форму и размеры сварного шва (например, нестандартного шва) поперечное сечение шва выполняется в соответствии с рис. 4. Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва сплошными тонкими линиями.
Штриховка свариваемых деталей выполняется в разные стороны. При необходимости на чертеже указываются размеры конструктивных элементов швов (рис. 4, а).

Сварные швы делятся на однопроходные и многопроходные в зависимости от числа проходов сварочной дуги. На изображении сечения многопроходного шва допускается наносить контуры отдельных проходов, обозначая их прописными буквами кириллицы (например, А, Б, В на рис. 4, б).
Независимо от способа сварки видимый шов изображается условно сплошной основной линией, а невидимый – штриховой линией (рис. 4, в). От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой.
***
Стандартные сварные швыВ сварочном производстве применяют, как правило, стандартные сварные швы, параметры которых определяются соответствующими стандартами.
Наиболее часто на чертежах приходится наносить подробное обозначение сварки деталей из углеродистых сталей с применением швов, выполняемых автоматической дуговой сваркой, поскольку при использовании ручной сварки соблюсти требования стандартов очень сложно. Поэтому ручная сварка в промышленном машиностроении используется редко.
Типы сварных швов определяет ГОСТ 5264-80. Сварные соединения из алюминия и алюминиевых сплавов выполняются швами по ГОСТ 14806-80. Кроме того, существует еще ряд стандартов, определяющих типы и конструктивные элементы швов иных сварных соединений, а также способы их сварки.
Каждый стандартный шов имеет буквенно-цифровое обозначение, полностью определяющее конструктивные элементы шва.
Буквенная часть обозначения определяется видом сварного соединения. Различают следующие виды сварных соединений:
- Стыковое соединение (С) – свариваемые детали соединяются своими торцовыми поверхностями (рис. 5, а).
- Угловое соединение (У) – свариваемые детали расположены под углом и соединяются по кромкам (рис. 5, б).
- Тавровое соединение (Т) – торец одной детали соединяется с боковой поверхностью другой детали (рис. 5, в).
- Соединение внахлестку (Н) – поверхности соединяемых деталей частично перекрывают друг друга (рис. 5, г).
Между кромками свариваемых деталей предусматривается зазор величиной 0…5 мм. В зависимости от требований, предъявляемых к сварному соединению, кромки свариваемых деталей подготавливаются по-разному.
Сварка может выполняться во всех четырех видах сварного соединения без скоса кромок (С2) и со скосом одной или двух кромок (С5, Т9).
Скосы могут быть симметричными и ассиметричными, прямолинейными и криволинейными.

По расположению швы делятся на односторонние и двухсторонние. Шов выполняется сплошным (рис. 6, а и б) или прерывистым (рис. 6, в и г), характеризуемым длиной l провариваемых участков, которые расположены с определенным шагом t. Двухсторонние прерывистые швы выполняются с цепным или шахматным расположением проваренных участков.
Швы сварных соединений могут выполняться усиленными (рис. 7). Усиление (выпуклость) шва определяется величиной q. Некоторые типы швов (отдельные швы тавровых, нахлесточных и угловых соединений) характеризуются величиной К (рис. 7, а), называемой катетом шва.

Совокупность всех конструкторских особенностей стандартного шва обозначается цифрой, которая совместно с буквенным обозначением вида сварного соединения определяет буквенно-цифровое обозначение типа шва по соответствующему стандарту, например, С1, С2, С3…, У1, У2, У3…, Т1, Т2, Т3…, Н1, Н2…, (см. рис. 8).
***
На изображении сварного шва различают его лицевую и оборотную сторону, при этом лицевой стороной считают ту сторону, с которой производится сварка (рис.
7, а); лицевой стороной двустороннего шва с несимметричной подготовкой (скосом) кромок деталей считают сторону, с которой производится сварка основного шва А (рис. 7, б).
При симметричной подготовке кромок двустороннего шва за лицевую сторону можно принять любую сторону шва (рис. 7, в).

Каждый шов сварного соединения имеет определенное условное обозначение, которое наносят на чертеже в соответствии с рис. 7:
- на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
- под полкой линии-выноски, проведенной от изображения шва с обратной стороны.
ГОСТ 2.312-72 устанавливает вспомогательные знаки, входящие в обозначение шва и характеризующие его (табл. 1).
Таблица 1. Вспомогательные знаки, характеризующие сварной шов и входящие в его обозначение (выдержка из ГОСТ 2.312-72)

Знаки выполняются сплошными тонкими линиями. Знаки (за исключением знака 5) должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Структура условного обозначения стандартного сварного шва (рис. 9):
1. Вспомогательные знаки шва по замкнутой линии ○ и монтажного шва ┐ (см. таблицу 1 и рис. 9).
2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений. 3. Буквенно-цифровое обозначение шва. 4. Условное обозначение способа сварки (допускается не указывать).
5. Для швов, тип которых характеризуется катетом шва (рис. 8, а), проставляют: знак 1 (табл. 1) и размер катета в миллиметрах.
6. Для прерывистого шва – размер длины провариваемого участка, знак / и знак Z (размер шага). 7. Вспомогательные знаки (усиление шва снять, наплывы, неровности) (см. таблицу 1). 8. Шероховатость механической обработки поверхности шва.

В обозначении шва проставляются только те параметры и знаки, которыми характеризуется обозначаемый шов. Учитывая, что условное обозначение стандартного шва дает исчерпывающие сведения о нем, на поперечных сечениях сварных швов подготовка кромок, зазор между ними и контур шва не изображаются, а свариваемые детали штрихуются в разные стороны (см. рис. 5 и 9).
На рис. 10 и 11 приведены изображения сварных швов с условными обозначениями, которые расшифровываются с учетом того, что ГОСТ 2.312-72 допускает не указывать способ сварки.
На этих рисунках в качестве примера дано условное изображение шва как на лицевой стороне, так и на его обратной стороне.
Очевидно, что на рабочих чертежах условное изображение шва должно находится только на одной стороне (предпочтительно на лицевой).

Условное изображение шва, изображаемого на рис. 10, расшифровывается следующим образом: 1) ┐ – шов выполняется при монтаже изделия;
2) ГОСТ 5264-80 – шов для сварки деталей из углеродистой стали дуговой сваркой (в условном обозначении шва способ сварки не указан);
3) С18 – стыковой двусторонний шов со скосом двух кромок. Размеры скоса кромок приведены в ГОСТ 5264-80, который устанавливает форму кромок; 4) знаки 7 (табл. 1) указывают, что усиление снято с обеих сторон; 5) шероховатость поверхности шва: с лицевой стороны – Rz20, с обратной стороны – Rz80.
- На рис. 11, а представлен сварной шов, характеризуемый следующими данными: 1) ○ – шов выполнен по замкнутой линии;
- 2) ГОСТ 14806-80 – шов для сварки алюминия;
3) Т3 – тавровый двусторонний шов без скоса кромок (любая сторона принимается за лицевую); 4) РИНп – сварка ручная дуговая в инертных газах неплавящимся электродом (допускается не указывать); 5) треугольник с цифрой 6 – катет шва 6 мм; 6) длина провариваемого участка 50 мм; 7) шаг 100 мм;
- Рис. 11, б иллюстрирует изображение и обозначение шва со следующими характеристиками:
- 1) ГОСТ 14806-80 – шов для сварки алюминия;
2) Н2 – шов соединения внахлестку без скоса кромок, односторонний, прерывистый. Шов выполняется полуавтоматической сваркой в инертных газах плавящимся электродом (в обозначение сварного шва способ сварки не внесен); 3) треугольник с цифрой 6 – катет шва 6 мм; 4) длина провариваемого участка 100 мм; 5) шаг 200 мм; 6) ﬤ – шов выполняется по незамкнутой линии.
***
Упрощения обозначений сварных швовНа рис. 11, в представлено изображение и обозначение сварного шва при сварке полимеров (пластмасс). Параметры шва:
1) ГОСТ 16310-80 – шов сварных соединений из винипласта или полиэтилена;
2) С10 – двусторонний шов стыкового соединения с двумя симметричными скосами одной кромки; ГОСТ 16310-80 устанавливает форму кромок (рис. 11, г), за лицевую сторону можно принять любую сторону шва; 3) НГП – сварка нагретым газом с присадкой (допускается не указывать).
- При выполнении сварных соединений все швы могут быть одинаковыми. При этом одинаковыми считаются швы, если: — их типы и размеры конструктивных элементов в поперечном сечении одинаковы; — к ним предъявляются одинаковые технические требования;
- — они имеют одинаковое условное обозначение.
Когда на чертеже имеются изображения нескольких одинаковых швов, то условное обозначение шва наносят у одного из них, а от остальных проводят только линии-выноски с полками (рис. 12).
Всем одинаковым швам присваивается один порядковый номер. Этот номер наносится:
- на линии-выноске, имеющей полку с нанесенным условным обозначением шва (перед этим номером допускается указывать число одинаковых швов);
- на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
- под полкой линии-выноски, проведенной от изображения шва с обратной стороны (на рис. 12 не показано).
Если на чертеже все швы одинаковые и изображены с одной стороны (лицевой или обратной), то им допускается не присваивать порядковые номера. При этом швы, не имеющие обозначения, отмечаются только линиями-выносками без полок (рис. 13).
На изображении изделия, имеющего ось симметрии, разрешается отмечать линиями-выносками и обозначать швы только с одной из симметричных частей изображения.
Допускается швы сварных соединений на чертежах не отмечать линиями-выносками, а приводить указания по сварке в технических требованиях чертежа. Эти указания должны определять места сварки, способы сварки, типы швов сварных соединений, их конструктивные элементы и расположение.
***
Изображение и обозначение нестандартных сварных швовВ ряде случаев применяются нестандартные швы, конструктивные размеры которых не установлены стандартом. Пример изображения и нанесения условного обозначения нестандартного шва представлен на рис. 14. Конструктивные размеры нестандартного шва указываются на его поперечном сечении.
Для простейших нестандартных швов сварки плавлением в их условные обозначения записывают:
1. Для прерывистого шва: — размер длины провариваемого участка;
— знак 2 или 3 (см. табл. 1);
— размер шага;
— знаки 4, 5 и 6 (см. табл. 1).
Расположение условного обозначения относительно полки-выноски, применение знаков 5 и 6 (см. табл. 1) и обозначение шероховатости поверхности нестандартного шва (при его механической обработке) осуществляется по аналогии со стандартным швом.
- В технических требованиях необходимо указать способ сварки, которым должен быть выполнен нестандартный шов.
- На учебных чертежах обозначения стандартных и нестандартных швов можно значительно упростить, указывая только буквенно-цифровое обозначение типа шва, номер стандарта и величину катета.
- ***
- Заклепочные (клепаные) соединения
-
7
-
Отправлено Сегодня, 21:04
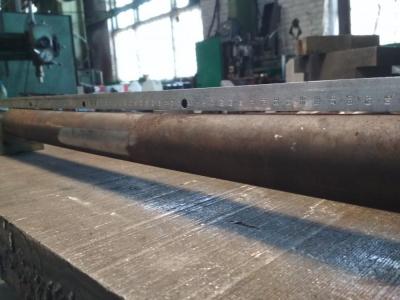
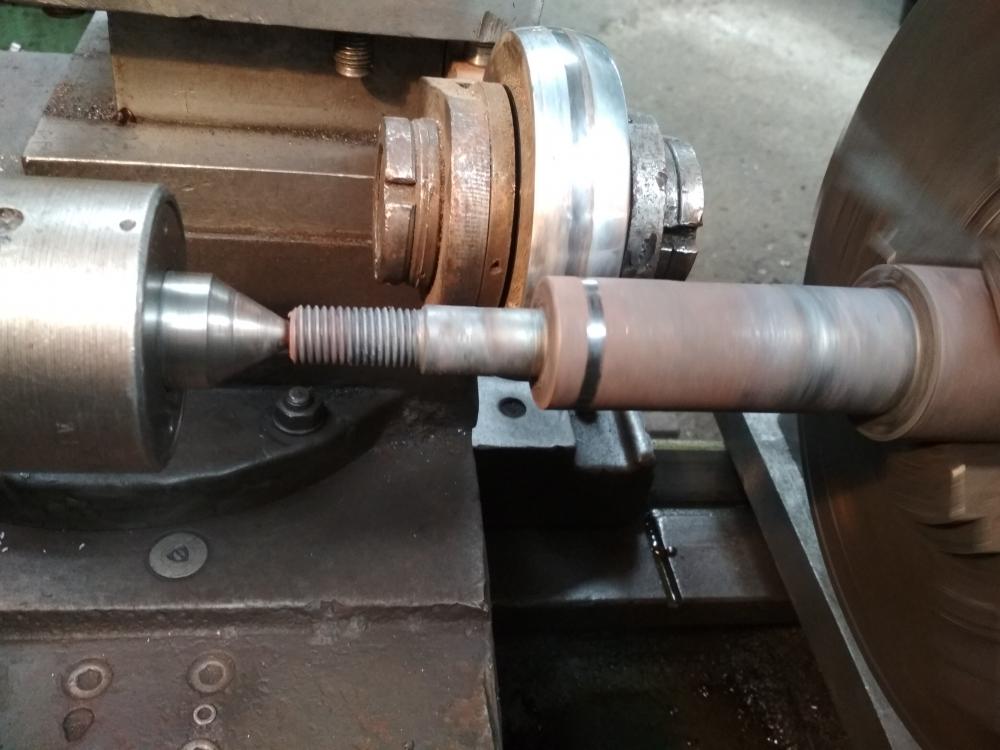
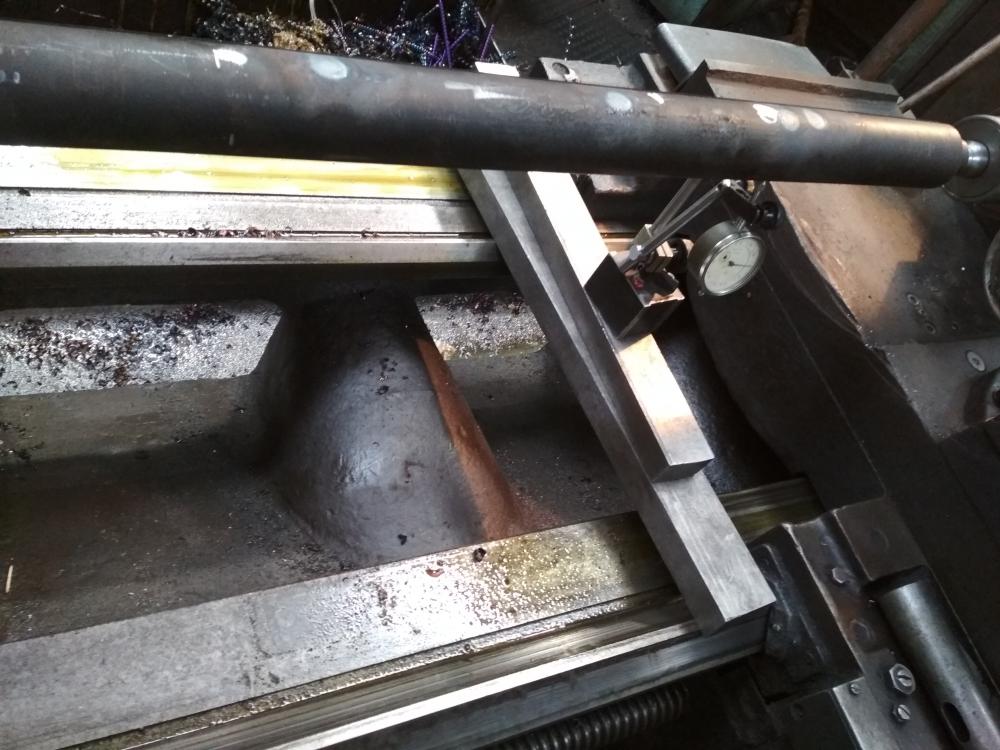
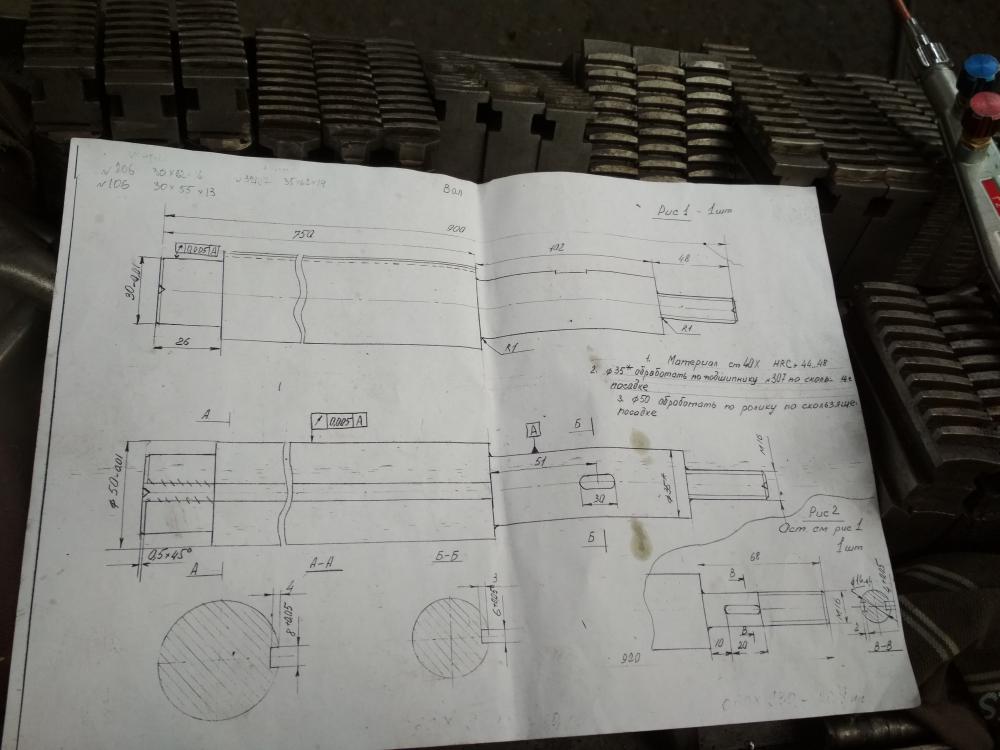
Сторонний заказ на два вала ст.40х 50/900. Твердость 44-48 ед.Закалка на масло дает 26ед.,закалка на воду 44ед. и повышенное коробление.Валы изогнуты в сторону шпоночной канавки на 7мм.
Правка в призмах на гидравлическом прессе усилием 100т. Следующая операция -правка шейки вала обкаткой и центровка резьбовой части с нагревом порядка 500С. Правка в станке дип 300 Дополнительная термоправка точечным нагревом ацетиленовой горелкой.В настоящий момент биение 0,8мм. Вылеживание 3 суток,а затем опять правка.В термообработку вал поступил с припуском 2мм.
Вопросы тип -Как изменится структура стали после правки на прессе?
Как повлияет нагрев на эксплуатационные характеристики оставим за скобками
Здесь много вопросов к техдокументации: Почему выбрана ст,40х с закалкой 44-48ед.твердости с закалкой на воду без учета степени коробления.
Зачем вообще нужна такая твердость.
Зачем такой допуск по биению 0,005мм .
Зная(или не зная),что после закалки в воду будет коробление вала,уже заложены номинальные размеры шпоночной канавки без учета деформации,т.е.,если поверхность вала допускает дальнейшую мехобрботку за счет припуска,то канавка корректировке не подлежит и т.д.
Прикрепленные изображения- http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-77993600-1583516505_thumb.jpg
- http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-31843400-1583516569_thumb.jpg
- http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-57721800-1583516647_thumb.jpg
- http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-28379900-1583516719_thumb.jpg
- http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-13390700-1583518533_thumb.jpg
- http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-55445700-1583517147_thumb.jpg
- http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-52941600-1583517455_thumb.jpg
- http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-88945200-1583517525_thumb.jpg
- http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-15123200-1583517573_thumb.jpg
- http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-31065200-1583518446_thumb.jpg
-
8
-
Сторонний заказ на два вала ст.40х 50/900. Твердость 44-48 ед.Закалка на масло дает 26ед.,закалка на воду 44ед. и повышенное коробление.Валы изогнуты в сторону шпоночной канавки на 7мм.
Правка в призмах на гидравлическом прессе усилием 100т. Следующая операция -правка шейки вала обкаткой и центровка резьбовой части с нагревом порядка 500С. Правка в станке дип 300 Дополнительная термоправка точечным нагревом ацетиленовой горелкой.В настоящий момент биение 0,8мм. Вылеживание 3 суток,а затем опять правка.В термообработку вал поступил с припуском 2мм.
Вопросы тип -Как изменится структура стали после правки на прессе?
Как повлияет нагрев на эксплуатационные характеристики оставим за скобками
Здесь много вопросов к техдокументации: Почему выбрана ст,40х с закалкой 44-48ед.твердости с закалкой на воду без учета степени коробления.
Зачем вообще нужна такая твердость.
Зачем такой допуск по биению 0,005мм .
Зная(или не зная),что после закалки в воду будет коробление вала,уже заложены номинальные размеры шпоночной канавки без учета деформации,т.е.,если поверхность вала допускает дальнейшую мехобрботку за счет припуска,то канавка корректировке не подлежит и т.д.







-
3
-
-
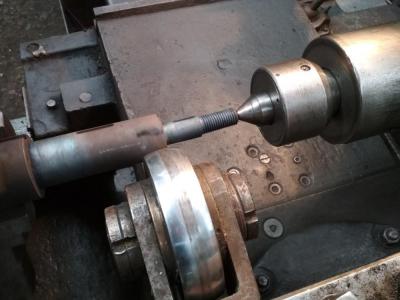
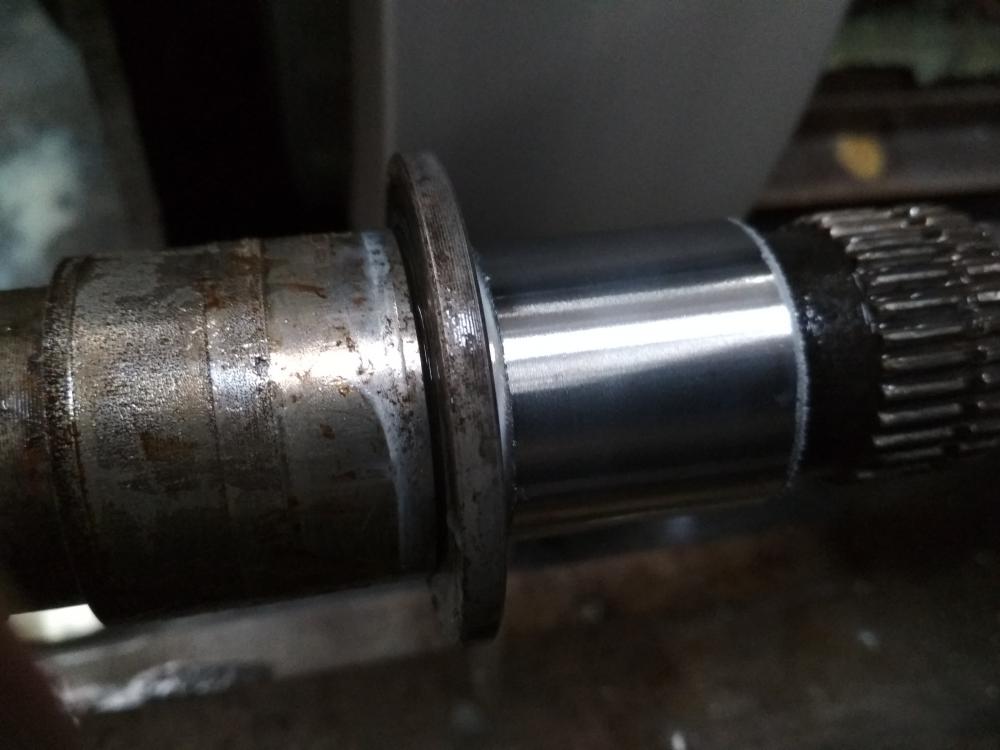
Завершение работы по восстановлению шеек вала.Вторая шейка наращена до 1,20мм. Промежуточное шлифование до 0,85 мми. Наращивание последнего слоя до 1,15мм. Шлифование в размер.




-
8
-
-
Основные сведения об эвольвентном зацеплении
Профиль боковых сторон зубьев зубчатых колес с эвольвентным зацеплением представляет собой две симметрично расположенные эвольвенты.
Эвольвента - это плоская кривая с переменным радиусом кривизны, образованная некоторой точкой на прямой, обкатывающейся без скольжения по окружности, диаметром (радиусом) db(rb) называемой основной окружностью.
Основные параметры эвольвентного зацепления. На рис. 1.1 показано зацепление двух зубчатых колес с эвольвентным профилем. Рассмотрим основные параметры зацепления, их определения и стандартные обозначения.
В отличие от принятого ранее, обозначение всех параметров производится строчными, а не заглавными буквами с индексами, указывающими их принадлежность колесу, инструменту, типу окружности и виду сечения.
Стандартом предусмотрены три группы индексов:
- первая группа: n, t, x - означает вид сечения, соответственно нормальный, торцовый (окружной), осевой;
- вторая группа: a,f,b,w,y- означает, что параметр относится соответственно к окружностям выступов, впадин, основной, начальной и любой концентричной окружности. Для делительной окружности индекс не указывается;
- третья группа: 1, 2, 0 - означает, что параметр относится соответственно к шестерне, колесу, зуборезному инструменту.
Порядок использования индексов определяется номером группы, т.е. вначале предпочтение отдается индексам первой группы, затем второй и т.д.
Некоторые индексы разрешается опускать в случаях, исключающих возникновение недоразумений или не имеющих применения по определению. Например, у прямозубых цилиндрических колес не используются индексы первой группы. В ряде случаев некоторые индексы с целью сокращения записи также опускаются.
Некоторые индексы разрешается опускать в случаях, исключающих возникновение недоразумений или не имеющих применения по определению. Например, у прямозубых цилиндрических колес не используются индексы первой группы. В ряде случаев некоторые индексы с целью сокращения записи также опускаются.
Рассмотрим зацепление двух прямозубых цилиндрических (рис. 1.1) колес: с меньшим числом зубьев (z1), называемого шестерней, и с большим числом зубьев (z2), называемого колесом; соответственно с центрами колес в точках О1 и О2. В процессе обката шестерни с колесом происходит качение без скольжения двух центроид - окружностей, соприкасающихся в полюсе зацепления - Р. Эти окружности называются начальными, а их диаметры (радиусы) обозначаются с индексом w: dwl (rwl), dw2 (rw2). Для некорригированных колес эти окружности совпадают с делительными окружностями, обозначение диаметров (радиусов) которых дается без индексов первой и второй групп, т.е. для шестерни - d1(r1), для колеса - d2(r2).
http://texinfo.inf.ua/razdeli/reg_instr/teorez01/zc1007.jpg
Рис. 1.1. Эвольвентное зацепление зубчатых колес
Делительная окружность - окружность, на которой шаг между зубьями и угол профиля равны им же на делительной прямой зубчатой рейки, сцепленной с колесом. При этом шаг (Р = π · m) - расстояние между двумя соседними одноименными сторонами профиля. Отсюда диаметр делительной окружности колеса d = P · Z / π = m · Z
Модуль зуба (m = P / π) - величина условная, имеющая размерность в миллиметрах (мм) и используемая как масштаб для выражения многих параметров зубчатых колес. В зарубежной практике в этом качестве используется питч - величина, обратная модулю.
Основная окружность - это окружность, от которой образуется эвольвента. Все параметры, относящиеся к ней, обозначаются с индексом b например, диаметры (радиусы) колес в зацеплении: db1 (rbl), db2 (rb).
Касательно к основным окружностям через полюс зацепления Р проходит прямая N-N, а ее участок N1-N2 называется линией зацепления, по которой в процессе обката перемещается точка контакта сопрягаемых профилей колес. N1-N2 называется номинальной (теоретической) линией зацепления, обозначаемой буквой g. Расстояние между точками пересечения ее с окружностями выступов колес называется рабочим участком линии зацепления и обозначается ga.
В процессе обката зубчатых колес точка контакта профилей перемещается в пределах активного (рабочего) участка линии зацепления ga, которая является нормалью к профилям обоих колес в этих точках и одновременно общей касательной к обеим основным окружностям.
Угол между линией зацепления и перпендикуляром к линии, соединяющей центры сопрягаемых колес, называется углом зацепления. У корригированных колес этот угол обозначается αw12; для некорригированных колес αw12 = α0.
Межцентровое расстояние некорригированных колес
aW12 = rW1 + rW2 = r1 + r2 = m ·( Z1 + Z2 ) / 2
Окружности выступов и впадин - окружности, проходящие соответственно через вершины и впадины зубьев колес. Их диаметры (радиусы) обозначаются: da1 ( ra1 ), df1 ( rf1 ), da2 ( ra2 ), df2( rf2 ).
Шаги зубьев колес - Pt Рb, Рn, Рх - это расстояния между одноименными сторонами профиля, замеренные:
- по дуге делительной окружности в торцовом сечении - окружной (торцевый) шаг Pt = d / Z;
- по дуге основной окружности - основной шаг Pb = db / Z;
- по контактной нормали (линии зацепления) - основной нормальный шаг Рbn;
- по нормали к направлению зубьев и по оси (у винтовых передач) - нормальный шаг Рn и осевой шаг Рх.
Коэффициент перекрытия, ε - отношение активной (рабочей) части линии зацепления к основному нормальному шагу:
ε = ga / Pbn
Окружная (торцовая) толщина зуба, St - длина дуги делительной окружности, заключенная между двумя сторонами зуба.
Окружная ширина впадины между зубьями, е - расстояние между разноименными сторонами профиля по дуге делительной окружности.
Высота головки зуба, ha - расстояние между окружностями выступов и делительной:
ha = ra - r
Высота ножки зуба hf - расстояние между окружностями делительной и впадин:
hf = r - rf
Высота зуба:
h = ha + hf
Рабочий участок профиля зуба - геометрическое место точек контакта профилей сопрягаемых колес, определяется как расстояние от вершины зуба до точки начала эвольвенты. Ниже последней следует переходная кривая.
Переходная кривая профиля зуба - часть профиля от начала эвольвенты, т.е. от основной окружности до окружности впадин. При методе копирования соответствует форме головки зуба инструмента, а при методе обкатки образуется вершинной кромкой режущего инструмента и имеет форму удлиненной эвольвенты (для инструментов реечного типа) или эпициклоиды (для инструментов типа колеса).
http://texinfo.inf.ua/razdeli/reg_instr/teorez01/zc1008.jpg
Рис. 1.2. Зацепление зубчатой рейки с колесом
Понятие об исходном контуре рейки
Как было показано выше, частным случаем эвольвенты при z = (бесконечность) является прямая линия. Это дает основание использовать в эвольвентном зацеплении рейку с прямобочными зубьями. При этом любое зубчатое колесо данного модуля независимо от числа зубьев может быть сцеплено с рейкой того же модуля. Отсюда возникла идея обработки колес методом обкатки. В зацеплении колеса с рейкой (рис. 1.2) радиус начальной окружности последней равен бесконечности, а сама окружность превращается в начальную прямую рейки. Линия зацепления N1N2Так как профиль зубьев рейки - прямая линия, это в значительной мере упрощает контроль линейных параметров зубьев и угла профиля. С этой целью стандартами установлено понятие исходного контура зубчатой рейки (рис. 1.4, а) проходит через полюс Р касательно к основной окружности колеса и перпендикулярно к боковой стороне профиля зуба рейки. В процессе зацепления начальная окружность колеса обкатывается по начальной прямой рейки, а угол зацепления становится равным углу профиля зуба рейки α .
Так как профиль зубьев рейки - прямая линия, это в значительной мере упрощает контроль линейных параметров зубьев и угла профиля. С этой целью стандартами установлено понятие исходного контура зубчатой рейки (рис. 1.3, а)
В соответствии со стандартами, принятыми в нашей стране для эвольвентного зацепления, исходный контур имеет следующие параметры зубьев в зависимости от модуля:
- угол профиля α = 20°;
- коэффициент высоты головки h*a = 1;
- коэффициент высоты ножки h*f = 1,25;
- коэффициент радиального зазора с* = 0,25 или 0,3;
- коэффициент граничной (рабочей) высоты зуба h*L = 2;
- шаг зубьев Р = π · m;
- толщина зуба S и ширина впадины е: S = е = 0,5Р = π · m / 2.
Делительная прямая рейки проходит по середине рабочей высоты зуба hL.
Для зуборезных инструментов основные параметры зубьев по аналогии с изложенным выше задаются параметрами исходной инструментальной рейки (рис. 1.3, б). Так как зубья режущего инструмента обрабатывают впадину между зубьями колеса и могут нарезать колеса с модифицированным (фланкированным) профилем, между названными исходными контурами имеются существенные различия:
- Высота головки зуба исходной инструментальной рейки ha0 = (h*f0 + с0 )m = 1,25 m, т.е. коэффициент высоты головки й h*a0 =1,25. Высота ножки зуба hf0 = 1,25 m, а полная высота зуба h0 = ha0 + hf0 = 2,5 m.
- Если нарезаемое колесо имеет срез у головки (модифицированный профиль), то ножка зуба инструментальной рейки должна иметь утолщение с параметрами h ф 0 , α ф 0 , n ф 0.
- Толщина зуба у зубчатой рейки S = π · m / 2 ,
а у инструментальной рейки при нарезании колес с модифицированным профилем зубьев S0 = π · m / 2 ± ΔS0
http://texinfo.inf.ua/razdeli/reg_instr/teorez01/zc1009.jpg
Рис. 1.3. Исходные контуры:
а - зубчатой рейки; б - инструментальной рейки
Поправка ΔS 0 берется из справочников [23, 24] в зависимости от величины модуля зуба. Знак "+" берется для чистовых, а знак "-" - для черновых инструментов. В первом случае происходит утонение зубьев нарезаемого колеса с целью создания бокового зазора между зубьями сцепляемых колес, во втором случае утолщение, в результате чего нарезаемые зубья получают припуск на чистовую обработку.
У колес с обычным (модифицированным) профилем зубьев изменение толщины нарезаемых зубьев можно получить путем смещения инструментальной рейки относительно центра колеса и утолщение ее зубьев у ножки не требуется.
Параметры зацепления корригированных зубчатых колес. Корригирование (исправление) колес дает возможность улучшить зубчатое зацепление по сравнению с нормальным зацеплением в отношении трения, износа и прочности зубьев, уменьшить вероятность подреза ножки зубьев при малом их числе и др.
Применительно к долбякам корригирование дает возможность получения задних углов на режущих кромках (см. ниже).
Из известных методов корригирования на практике наибольшее применение нашло высотное корригирование, которое осуществляется путем смещения профиля исходной инструментальной рейки относительно центра нарезаемого колеса. Такое смещение принято считать положительным, если рейка отводится от центра колеса, и отрицательным, когда она приближается к его центру (рис. 1.4).
http://texinfo.inf.ua/razdeli/reg_instr/teorez01/zc1010.jpg
Рис. 1.4. Схема высотного корригирования зубчатого колеса:
1 - положительное смещение; 2 - нулевое смещение; 3 - отрицательное смещение
Величина смещения оценивается произведением хо · m, где х0 - коэффициент смещения
При положительном смещении высота головки зуба нарезаемого колеса h'a1 увеличивается на величину хот, а высота ножки h'f1 уменьшается на ту же величину. При отрицательном смещении, наоборот, высота головки зуба уменьшается, а высота ножки увеличивается. Полная высота зуба колеса в обоих случаях остается неизменной.
Так как при этом положение делительной и основной окружностей колеса постоянно и не зависит от величины смещения, то неизбежно изменение толщины зуба нарезаемого колеса по делительной окружности из-за смещения делительной прямой рейки относительно начального положения на величину ± хо · m. Как видно из рис. 1.5, толщина зуба по делительной окружности у корригированного колеса при смещении рейки инструмента
S'1, 3 = π · m / 2 ± 2 · x0 · m · tg α0
где ΔS = x0 · m · tg α 0.Знак "+" берется при положительном, а знак "-" - при отрицательном смещении.
При расчетах зуборезных инструментов, например долбяков, зубья которых корригированы, возникает необходимость определения толщины зуба на окружности любого радиуса - rу, концентричной с делительной окружностью радиусом r.
http://texinfo.inf.ua/razdeli/reg_instr/teorez01/zc1011.jpg
Рис. 1.5. Изменение толщины зуба на делительной окружности при положительном смещении инструментальной рейки.
-
7
-
Давно это было.Сейчас оборудование заброшено,но кое-что вспомнить стоит.В свое время, возникла производственная необходимость в изготовлении винтов и валов диаметром от 100мм и длинною 10 000мм. Что было сделано?Взят серийный станок и к нему на фундаменте была установлена дополнительная станина.Удавалось изготавливать детали приемлемого качества.



-
8
-
-
- Популярный пост
- Популярный пост
И так, что такое модуль шестерни? Как вычисляется модуль шестерни и чем он обусловлен? На этот вопрос нам помог учебник — Техническое черчение, изданный еще в 1972 году (как ни странно, на просторах современного интернета не так уж и много информации по данному вопросу).
Шестерни (на техническом языке — зубчатые колеса) служат для передачи движения от одного элемента машины к другому. Зубчатые колеса в зависимости от характера зацепления (внешнее или внутреннее), взаимного расположения вращающихся валов, способа передачи и т.д. могут быть самой различной конструкции. Наиболее распространенными являются цилиндрические и конические шестерни.
http://slotcar-dz.com/wp-content/uploads/2012/01/modul-shesterni-risunok-1-420.jpg
Рисунок 1 - Элементы зубчатого колеса (шестерни)
И так, из каких же элементов состоит шестерня (зубчатое колесо) изображенная на рисунке 1, а. Основным элементом шестерни является зуб (рисунок 1, б) — выступ определенной формы, предназначенный для передачи движения посредством воздействия на выступ другого элемента зубчатой передачи. Часть зубчатого колеса, в которую не входят зубья, называется телом зубчатого колеса (рисунок 1, в). Часть зубчатого колеса, состоящая из всех его зубьев и некоторой связывающей их части тела колеса, называется зубчатым венцом.
Впадиной называется пространство, заключенное между боковыми поверхностями соседних зубьев и поверхностями вершин и оснований впадин (рисунок 1, г).
Начальной поверхностью зубчатого колеса (рисунок 1, д) называется соосная поверхность, по которой катится без скольжения такая же поверхность друого колеа, находящегося в зацеплении с первым. Начальная поверхность колеса делит зуб на две части — головку и ножку.
На рисунке 1, е показано изображение на чертеже некоторых основных элементов зуба. Проекция поверхности выступв на плоскость, перпендикулярную оси зубчатого колеса, называется окружностью выступов, поверхность впадин — окружностью впадин, поверхность делительной поверхности — делительной окружностью. На этом чертеже обозначены высота зуба — h, головки зуба — h' и ножки зуба - h''.
Торцовым шагом t3 называется расстояние по делительной окружности между одноименными профилями смежных зубьев. Диаметр делительной окружности — dд, диаметр окружности выступов — Dе, впадин — Di.
Модулем шестерни m называется отношение диаметра делительной окружности к числу зубьев Z:
m= dд/Z.
Модуль шестерни (зубчатого колеса) можно выразить еще и как отношение торцового шага к числу π:
m= tз/π
Высота головки зуба нормального зубчатого колеса примерно равна модулю h'=m, а высота ножки h''≈1,25 m. В соответствии с этими соотношениями можно установить следующую зависимость диаметра выступов De от модуля m и числа зубьев Z зубчатого колеса:
De = m (z + 2).
http://slotcar-dz.com/wp-content/uploads/2012/01/modul-shesterni-risunok-2-300x180.jpg
Рисунок 2 - Условное изображение конического зубчатого колеса (шестерни)
Для передачи движения между валами, оси которых пересекаются, применяются конические зубчатые колеса. Условное изображение конического зубчатого колеса показано на рисунке 2. В разрезе плоскостью, проходящей через ось колеса, зубья изображаются незаштрихованными. На виде, полученном проецированием на плоскость, перпендикулярную оси колеса, сплошными линиями изображаются окружности, соответствующие большому и малому выступу зубьев и штрих-пунктирной линией — окружность большого основания делительного конуса.
У конического зубчатого колеса имеются свои специфические элементы и соответствующие обозначения и размеры, отсутствующие у цилиндрического колеса:
Φ — угол делительного конуса;
Φе — угол конуса выступов;
Φi — угол конуса впадин;
L — конусное расстояние;
ν — угол внешнего дополнительного конуса.
Основные размеры некоррегированных конических зубчатых колес могут быть определены по следующим формулам.
Диаметр начальной окружности:
dд = m z.
Диаметр окружности выступов:
Dе = m (z + 2cos Φ).
Диаметр окружности впадин:
Di = m (z — 2,4cos Φ).
Конусное расстояние:
L= dд/(2cos Φ)
По материалам учебника «Техническое черчение» Авторы: Е.И Годик, В.М. Лысянский, В.Е. Михайленко, А.М. Пономарев. Киев. 1972г
Информация взята с сайта: http://slotcar-dz.com/chto-takoe-slotcar/modul-shesterni
-
10
-
σт 80 МПа -------- 4047
σв 170 МПа
δ 12%
σт 55 МПа -------- 4043
σв 165 МПа
δ 18%
σт 120 МПа ---- 5356
σв 265 МПа
δ 26%
И 356 с временным сопротивлением разрыву 262МПа
-
2
-
-
Да были ямы и бордюры и без них сейчас не как и грешен не святой .
В том году Опель в заднее колесо как снайпер угодил меня на 90 развернуло , опель оставил бампер на асфальте, вылетели фары из глазниц и радиатор лег на мотор .
В общем проверил диск прокатился не чего не бьет , сгонял в шиномонтаж сняли прокрутили на станке и визуально проверили и даже балансировка не понадобилась.
Как-то немцы показывали испытание дисков БМВ ,отлитых из алюминия разной чистоты,т.е. оригинальные были из алюминия с незначительным количеством примесей,а другие из довольно "грязного" алюминия -китайская реплика.
Так вот,первые при испытаниях на удар деформировались без образования трещин и сколов,а вторые в местах удара разрушались.
-
1
-
-
Подскажите пожалуйста критерий выбора именно такого присадка для сваривания диска
Третий снимок сверху -трещина по середине шва,можно с уверенностью сказать,что металл шва 4043
А критерий выбора -близкая механическая прочность.
-
2
-
















































{kind=link}
{kind=link}
Сварка алюминия
в Аргонодуговая сварка — TIG
Опубликовано
Нет,Валера,здесь речь идет о совершенно разных вещах.Насмотрелись хороших передач -тот же Дискавери часто показывает,как в матрицах из кевлара слой за слоем проклеевают корпуса тех же катеров,детали кузова автомобиля и т.д.В этом случае матрица будет гарантировать геометрический размер изделия,т.к. слои проклеиваются изнутри.Что же предлагается здесь?
На готовую деталь слой за слоем накладывать материал по ее внешней поверхности.Что получим?...а надо нарастить слой толщиной 6 мм. Площадь привалочных криволинейных поверхностей равна 80 квадратным сантиметрам и они расположены строго под углом 90гр. друг к другу-надо обеспечить необходимую точность и надо помнить о жесткости макета.Я бы еще мог понять,если бы в гипсе или в другом материале сделать оттиск,а потом по форме изнутри моделировать поверхность детали.