

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
А чо много и я бы взял 12-14 и там похоже и пробочку сливную снесли,,,, и мне плевать на конкурентов и могут к ним отправиться не обижусь и новый да 25000р и по желанию могут и за новым сгонять а вот его сразу и сейчас может и не оказаться.
6-8 и что это сейчас такое ,,,, да не чего три раза в пятерочку и не шикуя .
Вот с меня везде дерут и не спрашивают и почему я должен скидывать в двое , латки мои , аргон мой, присадок мой, помыть и поскрябать мое, руки мои, здоровье мое, время мое, качество и гарантия мои, ляктричество мое ,,,,,,,,, да 15 и не меньше или пошли к конкурентам я не против , которые в основном по шиномонтажам сидят да и у них тоже цены не хилые 70р сантиметр ну и не каких гарантий , а чо удивляться они за 15 дюймов только переобуть 1800 + грузики + баланс а это 20 да прибавим с лихвой 30мин не более .
Сварка на полдня растянуться этого подопечного + пробочку изготовить ну если это с качеством не как в шиномонтаж.
Я тебе хочу привести один пример.Прокатчики машин часто возили коробки.Надо было восстанавливать резьбы креплений кронштейна.Коробки бывали разобранные,бывали в сборе,что увеличивало время работы.Надо было вырезать,наплавить и нарезать резьбу .Меня устраивала цена за три точки 2тыс.Какое-то время это продолжалось,но потом прокатчики заявили,что это для них очень дорого.Дорого? В таком случае разбежались...и они ушли.Надо будет спросить у механика -сколько они сейчас платят за подобный ремонт.


-
 3
3
-
-
Вот где то и давно уже Сахалин Кот писал , что тыща рублеф у него это только посмотреть на деталь и понять что делать с нею .
А мы за сие даже и не заикаемся .
Парень живет не в Москве и московском регионе,не обижайся,но вы зажрались в этих местах до невозможности,он живет не на Севере и не на Дальнем Востоке,а Волгограде,где зарплата в 25 тыс.считается весьма неплохой.За одну тысячу рублей в этих местах человек восьмичасовую смену горбатится на заводе или фабрике.
А потом задам один простой вопрос:не переоценили ли свой труд участники дискуссии на этой ветке?
-
4
-
-
Если тебе столько готовы заплатить,то в чем проблема?Только еще надо поискать тех людей,которые готовы столько заплатить.
-
3
-
-
Ну это не серьезно.
Еще как серьезно:работа несложная и не затратная.
-
2
-
-
А
3-4тыс. потолок.
-
3
-
-
Я бы рублей за 6-8 сделал. Работа не сложная на самом деле.
И это много.
-
может где нибудь есть жужжание или стрекот от Меркле
К вертолету подойди,там тебе будет и жужжание, и стрекот
-
4
-
-
Откуда такая цифра? У меня иное - 40Х с температуры 850С в масло и отпуск при 200С даёт 40 - 43 HRC
Как в печь ложили, как вынимали, в каком положении заготовка в печи находилась?
Никак.
От заворота мозгов конструктора и полагания на САПР.
От частоты вращения зависит и требований балансировки механизма.Думаю,как вам ответить,наверное,так:
Как "ложили", хорошо,что не "поклали" в электропечь вал метровой длины?Разумеется,не в вертикальном положении производился нагрев.
Стаж термистов десятки лет,которые постоянно работают со сталью 40х. Кстати,сошлюсь на Чип https://www.chipmaker.ru/topic/227843/результат практически одинаков.Вы сами занимались закалкой ст.40х в масле на тв.40-43ед.? Это принципиальный вопрос.
Вы исследовали структуру закаленной ст.40х с указанной твердостью после деформации?Лично вы,что так уверено говорите.
-
1
-
-
Ну, с отбелом чугуна и с последующей мехобработкой я вроде немного знаком. Меня более интересовал вопрос влияние хрома на прочность сварочного шва. Для сваривания нихромом пользовался лишь ТИГ способом сварки.
На снимке твердость по Бринеллю - МНЖКТ,КМц,ПАНЧ 11 и нихром 20/80.Твердость ПАНЧ 11 -143,твердость нихрома -197(данные таблиц 140-150NB.На снимке диаметр отпечатка -4,3мм). В нагартованном состоянии нихром довольно прочный сплав -102кг/мм2(временное сопротивление),а в отожженном примерно 20-23кг/мм2 по пределу текучести .В принципе,можно посмотреть характеристики ст.хн78

-
8
-
-
Hlorofos, пока покупать не буду. Надо переждать карантин и кризис. Погоняю ещё в своём Profi
Сейчас ничего покупать не надо,т.е.что-то заказывать с доставкой из другого города - посылка из Москвы идет СДЕК в Краснодарский край с 24 марта до сих пор - это полторы тысячи верст ...и как ее вообще получить,богу известно. Ну,а когда это закончится -будем надеяться,что это случиться,то добавьте к нынешней цене еще 50-70% от стоимости на сегодняшний день..., а может быть,и больше.
-
@Точмаш 23,@selco, Уже довольно длительное время, в некоторых случаях ремонта не особо ответственных чугунных изделий использую обыкновенных нихром Х20Н80 из имевшихся старых запасов. Так случилось, что он оказался под рукой... Относительно никеля — все понятно, а вот присутствие хрома вызывает ряд вопросов. Хотелось бы услышать грамотную, обоснованную критику в применении нихрома для сварки чугуна. Из возможных отслеживаемых последствий ремонтов вроде держит, но закрадываются сомнения ввиду не распространенности такого ремонта.
Хром является карбидообразователем,т.е.способствует отбелу.С подогревом варите сколько угодно.
-
4
-
-
Вполне может быть. Хотя по искре при резке показалось, что чугун, да и пальцы после резки были черные
Я говорю о сошке,а в вашем случае может быть и высокопрочный чугун.
-
- Популярный пост
- Популярный пост
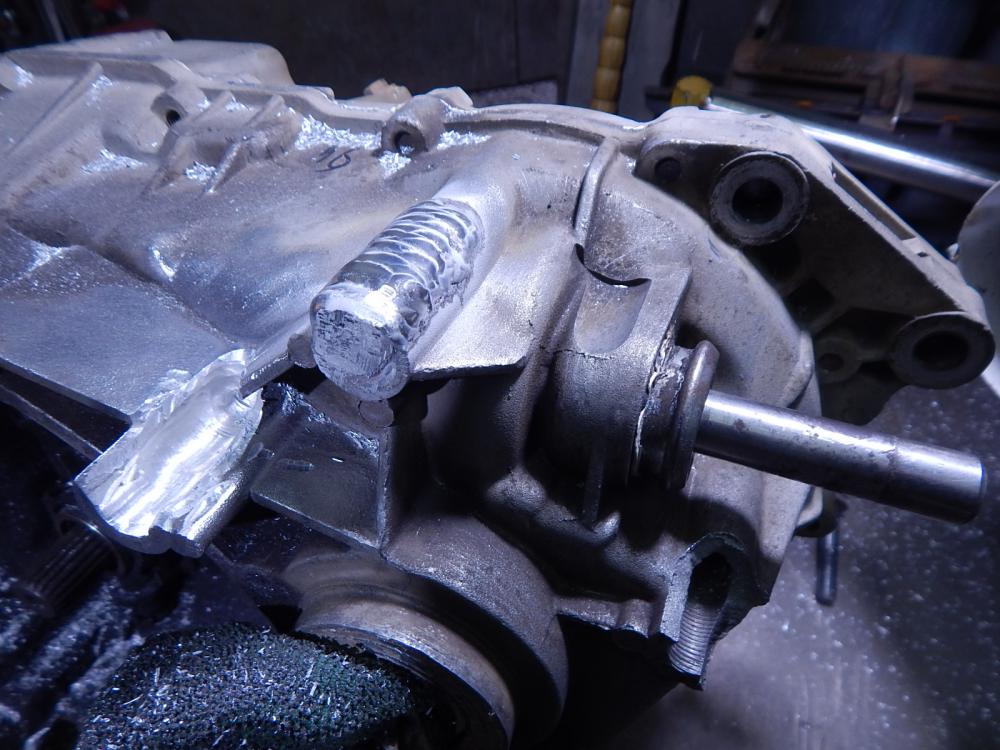
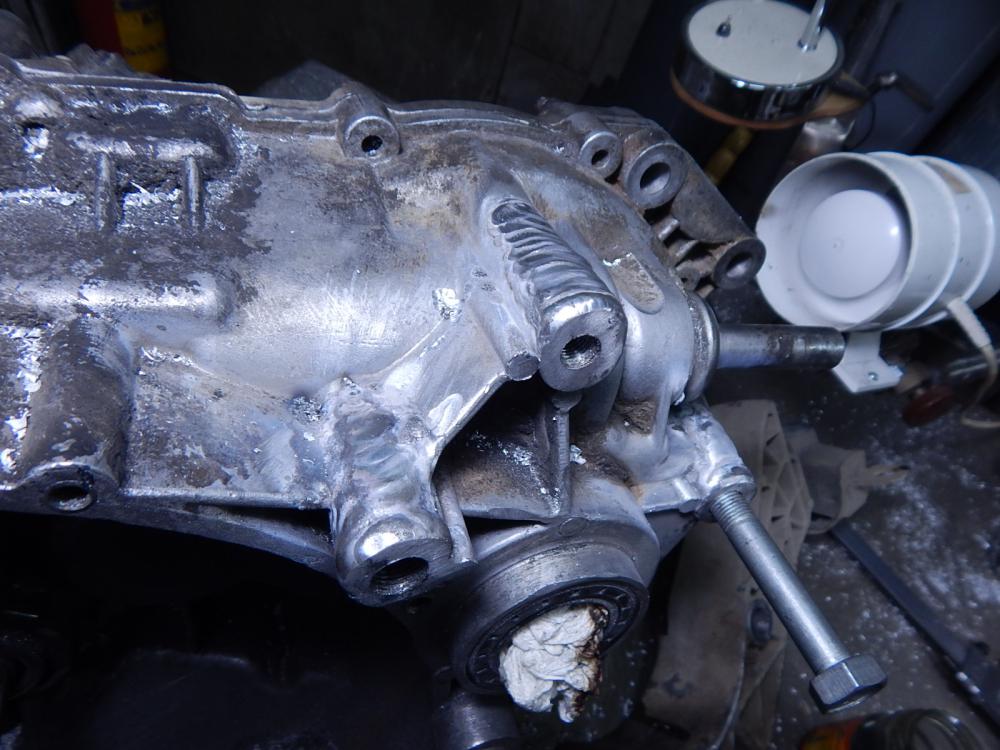
Сегодня обратились- надо переварить чугунный рычаг крепления подушки.
Это не чугун,это стальная сошка рулевого(сварка с подогревом. 12,64).Так,на заметку возьмите,когда в следующий раз столкнетесь со сваркой рычагов.



-
14
-
Виктор , гарантия будет ,,,
Ты говоришь о мерах по предотвращению попадания водорода в шов извне,т.е. об удалении оксидной пленки,адсорбирующую влагу, о подогреве детали пред сваркой ,чтобы удалить влагу,травление присадочного материала,увеличение его диаметра -это стандартные меры.Я о другом.
Головки -это вторичный алюминий со всеми вытекающими отсюда последствиями.И,если при литье в автоклаве предельное содержание водорода не будет давать пористость отливки,то это не значит,что она не проявиться при сварке.
-
3
-
-
Подогрев да согласен и нужон , но не для 1 или 2см шва что и вызвало дискуссию
По сути, это точечный нагрев,где(все-таки оговорюсь-в отдельных случаях)можно пренебречь общим подогревом,но на 50-100мм шва у тебя не будет никакой гарантии,что пористость не превысит пределов допустимой нормы.
-
1
-
-
Для чего нужен подогрев головки ГБЦ .

Как видно из таблицы,растворимость водорода падает скачкообразно в зависимости от температуры алюминия.Подогрев головки нужен для того,чтобы увеличить время существования сварочной ванны в жидком состоянии для ее дегазации,а также для снижения скорости нарастания сварочных напряжений.
Для чего надо снижать скорость нарастания сварочных напряжений?
К примеру,возьмите кусок ткани и попробуйте разорвать ее плавным нарастанием усилия или рывком. Результат будет предсказуем.
-
8
-
-
@Точмаш 23, очень интересно, но мозг не доезжает до этих терминов. Своими словами будь добр!
Намедни иду по улице.Маленькая девочка на самокате обогнала меня,а потом увидела голубя.Бросила самокат и стала гоняться за ним.Голубь убегает,подпрыгивая,но не улетает.Вдруг,слышу голос мамы-Маша,не гоняй больного голубя...но,кто -то из прохожих заметил - Он не больной,он ленивый.
Это к вопросу "догоняния"
При температуре металла,скажем,порядка 600С он начинает плавиться,т.е. -это начало образования сварочной ванны,но чтобы металл расплавился полностью,надо температуру довести до 660С (пусть значения температур будут условными)
В этом промежутке температур от начала плавления -солидуса,до полного расплавления -ликвидуса,металл находится в твердо -жидком состоянии. Вопрос в том,в какой период плавления ты начнешь подавать присадку в сварочную ванну,либо это будет период неполного расплавления металла,либо полного,но не перегретого.От этого будет зависеть состояния металла сварочного шва,то же блеск.
-
8
-
-
@selco, у меня иногда получаются матовые швы на литейных железках, опыт и чутьё подсказывают, что такой цвет хуже, чем когда шов имеет блеск и такую работу считаю выполненной хреново.
То бишь по процессу сварки это видно, а после сварки и внешний вид и оттенок шва подчеркивает не очень хороший результат. Внутри холодного шва всегда присутствуют поры, если их нет, то тем не менее, металл шва не претерпел нужное температурное воздействие, кристаллическая решетка неправильной структуры.
Многие, не в силу выполнить работу при правильном тепловложении, аппарат не позволяет и т.д. прибегают к хитростям функций источника, мол смазанная синусная дуга и низкая частота, уберегут от возникновения пор и т.д.
Но если взять меня, доверяю только должному теплу в ванну. И металл ровненько ложится и блестит всё, а главное не трещат швы, что я постоянно вижу на цистернах.
На диаграмме состояния алюминиевого сплав (в данном случае ) Al-Cu есть линия солидуса,т.е. начала плавления и линия ликвидуса -конца плавления,выше которой металл находится в жидком состоянии.В промежутке между солидусом и ликвидусом сплав находится в твердо -жидком состоянии.
-
3
-
-
В пору бы 4047...
В пору бы 5356
-
Классы прочности болтов: маркировка, классификация, ГОСТ 7798-70. Сталь для болтов
Класс прочности болтов - ГОСТ 7798-70, маркировка, виды, обозначение
Класс прочности гаек, винтов, болтов и шпилек определен их механическими свойствами. По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Правила расшифровки класса прочности болтов достаточно просты. Если первую цифру обозначения умножить на 100, то можно узнать номинальное временное сопротивление или предел прочности материала на растяжение (Н/мм2), которому соответствует изделие. К примеру, болт класса прочности 10.9 будет иметь прочность на растяжение 10/0,01 = 1000 Н/мм2.
Умножив второе число, стоящее после точки, на 10, можно определить, как соотносится предел текучести (такое напряжение, при котором у материала начинается пластическая деформация) к временному сопротивлению или к пределу прочности на растяжение (выражается в процентах). Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%.
Предел текучести – это такое значение нагрузки, при превышении которой в материале начинаются не подлежащие восстановлению деформации. При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести.
Высокопрочные болты, временное сопротивление у которых равно или больше 800 МПа, используются не только для крепления элементов крановых конструкций, но и при строительстве мостов, при производстве сельскохозяйственной техники, в железнодорожных соединениях и для решения ряда других задач. Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше.
Параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки (холодной и горячей), резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие.
Автоматы по холодной и горячей высадке, на которых изготавливаются болты высоких классов прочности, могут быть различных марок, некоторые модели позволяют производить от 100 до 200 изделий в минуту. Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%.
Основными марками стали, используемыми для производства таких крепежных элементов, являются 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Требуемые механические свойства этим высокопрочным болтам придаются и при помощи термической обработки, проводимой в электропечах, в которых создается специальная защитная среда (с ее помощью удается избежать обезуглероживания стали).
Разные типы болтов изготавливаются и из углеродистой стали, при этом получаются изделия, относящиеся к разным классам прочности. Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности.
Рассмотрим, к примеру, сталь 35, из которой можно изготовить болты следующих классов прочности:

Основные марки стали, применяемые при производстве болтов
Приведенная таблица позволяет ознакомиться с наиболее популярными марками сталей, используемыми для производства крепежных изделий. Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей.
Классификация болтов, относящихся к категории высокопрочных, включает в себя узкоспециализированные изделия, используемые в отдельных отраслях промышленности. Характеристики таких узкоотраслевых крепежных элементов оговариваются отдельными нормативными документами.
Так, требования к высокопрочным болтам, головка «под ключ» у которых имеет увеличенные размеры, используемым при возведении мостов, оговариваются советским ГОСТ 22353-77 (ГОСТ Р 52644-2006 — российский стандарт). Прочность, указанная в этих нормативных документах, соответствует временному сопротивлению на разрыв (кгс/см2). Фактически этот показатель соответствует границам прочности.
Классификация болтов узкоспециализированного назначения также подразумевает их разделение по вариантам исполнения. Так, различают следующие категории болтов.

Параметры высокопрочных болтов
В таблице указаны параметры, которым соответствуют высокопрочные болты. Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
Маркировка болтов по классу их прочности
Система маркировки болтов, значение которой можно посмотреть в специальных таблицах, чтобы определить, какой именно тип крепежа вам подойдет, разработана Международной организацией по стандартизации (ISO). Все стандарты, разработанные в советское время, а также современные российские нормативные документы, основываются на принципах данной системы.
Обязательной маркировке подлежат болты и винты, диаметр которых составляет более 6 мм. На крепежные изделия меньшего диаметра маркировка наносится по желанию производителя.
Маркировка не наносится на винты, имеющие крестообразный или прямой шлиц, а изделия, имеющие шестигранный шлиц и любую форму головки, маркируются обязательно.
Не подлежат обязательной маркировке также нештампованные болты и винты, которые изготовлены точением или резанием. Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции.

Стандартное расположение маркировки на болтах
Местом, на которое наносится маркировка болта или винта, является торцевая или боковая часть их головки. В том случае, если для этой цели выбрана боковая часть крепежного изделия, маркировка должна наноситься углубленными знаками. Выпуклая маркировка по высоте не должна превышать:
Геометрию различных видов резьбового крепежа регламентируют отдельные ГОСТы. В качестве примера можно рассмотреть изделия, выпускаемые по ГОСТ 7798-70. Такие болты с головкой шестигранного типа, относящиеся к категории изделий нормальной точности, активно используются в различных сферах деятельности.
- 5.6 — болты изготавливают на токарных или фрезерных станках методом точения;
- 6.6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы;
- 8.8 — такой класс прочности можно получить, если подвергнуть болты закалке.
- Виды болтов с исполнением «У», которые могут эксплуатироваться при температурах, доходящих до –40 градусов Цельсия. Что важно, буква «У» не указывается в обозначении таких изделий.
- Изделия с исполнением «ХЛ», которые могут использоваться в еще более жестких температурных условиях: от –40 до –65 градусов Цельсия. В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».
- 0,1 мм – для болтов и винтов, диаметр резьбы которых не превышает 8 мм;
- 0,2 мм – для крепежных изделий, диаметр резьбы которых находится в интервале 8–12 мм;
- 0,3 мм – для болтов и винтов с диаметром резьбы больше 12 мм.
Для производства применяют несколько марок стали. Распространенными считают - 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. После выполнения термообработки, болты, получают заданные параметры, определенные в соответствующих нормативных актах. Термическую обработку осуществляют в электрических печах с применением защитной среды. Она препятствует исходу углерода из стали.
Болты высокой прочности могут быть произведены из разных марок и будут получены изделия, которые будут относиться к различным группам прочности. Варьируя разнообразные режимы термообработки, есть возможность получения изделий с разными параметрами прочности.
Как пример можно рассмотреть применение стали 35 для производства болтов, относящихся к разным группам прочности:
- 6 — болты выполняют на станках токарно-фрезерной группы;
- 6 и 6.8 — крепеж производят на высадочном прессовом оборудовании;
- 8 — этот класс получат после прохождения термообработки.
Болты высокой прочности, включают в себя и специализированные метизы, нашедшие применения строго в определенных областях. Требования к продукции определяют в отраслевых документах.
Крепежные изделия, применяемые в авиастроении, производят на основании так называемых нормалей (отраслевых стандартов). Эти метизы отличает повышенная прочность, малый вес и точность. Применение этих болтов и гаек обеспечивает безопасность эксплуатации техники. Для их производства применяют стали, относящиеся к углеродистым или легированным. Готовые изделия покрывают усиленным слоем антикоррозийного покрытия.
Продукция, применяемая при возведении мостовых сооружений и их конструктивных элементов, нормируется ГОСТ Р 52644-2006.
Болты особой прочности, производят в разном исполнении. Различают несколько вариантов. Болты категории «У» допускается эксплуатировать работать при – 40 ºC. Изделие типа «ХЛ» эксплуатируются в диапазоне от – 40 до – 65ºC.
Для изготовления метизов с высокой прочностью, применяют следующие марки сплавов: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
На болтах, выполненных из нержавеющей стали должна быть указана марка стали. Индексы, наносимые на болт, могут выпуклыми или выдавленными. Размер шрифта определяет завод-изготовитель, руководствуясь требованиями ГОСТ.
Точность болтовДругое важное свойство – это точность. Производители выпускают продукцию двух классов точности. Класс А – подразумевает то, что стержень встает в отверстие с минимальным зазором. Диаметр посадочного отверстия не может быть больше толщи болта на 0,3 мм. Такой точности довольно просто добиться в условиях производственного цеха, но практически невозможно на строительной площадке. Крепеж класса В и С могут быть установлены в посадочные отверстия больше стержня изделия на 2 – 3 мм.
Точность исполнения болтового соединения оказывает заметное влияние на его прочность и сопротивлению нагрузок. В частности, чем точнее выполнено посадочное отверстие, тем будет меньше воздействие нагрузок, возникающих перпендикулярно оси стержня.
 https://pellete.ru/stal/stal-dlya-boltov.html
https://pellete.ru/stal/stal-dlya-boltov.html
-
8
-
Взяли улучшенный болт, обрезали его при самой шляпке и приварил его в торец к раме.
Возникает ряд вопросов:
1 Какому классу прочности соответствует взятый болт?
2 Каким св.материалом производилась сварка ?
И,если это был болт 10,9 или 12,9 ,то что же получилось в итоге?...,а сталь для болтов в этих классах прочности -10,9 -ст.45,ст40х,ст45г,ст35хгса.
12,9 -ст35хгса,ст40хнма
-
@Точмаш 23, а отломанный кусок свинца можно будет приварить? Если да, то чем и как? ) Есть рдс, миг и тиг )
Можно,но довольно сложное занятие. АДС на АС
-
1
-
-
Не знаю, правильно ли здесь это спрашивать, но я попробую

Скинули фото ломанного киля от катера. Что это за металл, можно определить по фото?
Скорее всего,это свинец(его сплавы).Возможны варианты с заливкой бетона в металлический корпус,но удельный вес бетона меньше,чем удельный вес свинца,что определяет выбор материала.
-
2
-
-
, а если водо\воздушный душ с вращением. П.С. было давно и единожды , вроде прокатило
 .
.Нет.




Расценки на сварку алюминия
в Ценообразование работ и изделий.
Опубликовано
Механик ничего с этого не имел -я договаривался с владельцами прокатки напрямую.