

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Пайка алюминия: припой, флюс, горелки

Инструменты для разборки телефонов
Почему алюминий плохо паяется? Здравствовать желаю дорогим моим читателям! Пайка алюминия меня заинтересовала еще лет 5 назад, когда пришлось срочно запаивать радиатор охлаждения моего Кузнечика. Ниже покажу его фото и место пайки на радиаторе, который до сих пор работает. Недавно меня спросили чем лучше всего паять алюминий? Я решил прочитать все вменяемые статьи и личные мнения по пайке алюминия и изложить это на одной странице. Так родилась эта статья. Поехали!
Здравствовать желаю дорогим моим читателям! Пайка алюминия меня заинтересовала еще лет 5 назад, когда пришлось срочно запаивать радиатор охлаждения моего Кузнечика. Ниже покажу его фото и место пайки на радиаторе, который до сих пор работает. Недавно меня спросили чем лучше всего паять алюминий? Я решил прочитать все вменяемые статьи и личные мнения по пайке алюминия и изложить это на одной странице. Так родилась эта статья. Поехали!Кто пытался паять алюминий, тот знает, что обычный припой на него совершенно не липнет. Все из-за устойчивой пленки оксида алюминия, которая обладает плохой адгезией к припою. Причем эта пленка покрывает алюминий и его сплавы очень быстро. Не успеешь зачистить — легкий металл уже окислился. Поэтому все методы пайки алюминия борятся сначала именно с пленкой, а затем уже заботятся об адгезии.

Оксид алюминия (Al2O3) в минералогии называется корундом. Крупные прозрачные кристаллы корунда являются драгоценными камнями. Из-за примесей корунд бывает окрашен в разные цвета: красный корунд (содержащий примеси хрома) называется рубином, а синий — сапфиром. Теперь понятно почему окисная пленка совсем не паяется.

Лучший трубчатый припой Kaina Как удалить оксидную пленку?Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического.
Осаждать медь или цинкХимический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.

Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать.
После осаждения медь или цинк лудятся без проблем стандартными флюсами. Мне кажется, что этот метод имеет смысл применять в промышленных масштабах и для особо ответственных работ.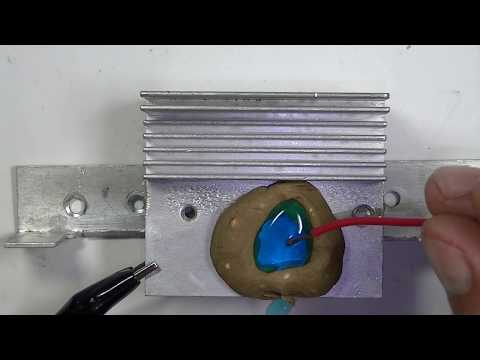
Использовать масло без водыВторой по сложности метод заключается в удалении оксида алюминия под масляной пленкой. При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку.
Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения термовоздушной паяльной станцией.
Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом.

Паять активным флюсомСуществуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии.

В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз.
Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути.
Флюсы для пайки алюминия
Паяльная станция Hakko 936 с набором инструментовРассмотрим все распространенные флюсы для пайки алюминия.
Канифоль
Да, канифолью можно паять алюминий. Да, в безвоздушной среде без оксидной пленки. Даже при таком раскладе времени обычно тратится больше, чем с активными флюсами. Да, это не профессионально, но паяет же.
Порошковый флюс
Порошковые флюсы для пайки алюминия часто применяют вместе с газовой горелкой. При этом все пишут, что кислород к пламени добавлять нельзя. Из-за него снижается эффективность флюса из-за окисления алюминия. Порошковые флюсы часто применяют следующие:
- Активный флюс Ф-34А. Выполнен по ТУ 48-4-229-87 и имеет в составе — хлорид калия 50%, хлорид лития 32%, хлорид цинка 8%, фторид натрия 10%. Такой состав успешно используется с легкоплавкими и тугоплавкими припоями, содержащими много химических добавок. Хорошо растворяется в воде и гигроскопичен.
- Бура (натриевая соль борной кислоты) представляет собой порошок, который при температуре 700 градусов плавится и становится вязким. Стоит дешево, растворяется в воде. Смывается хорошо с лимонной кислотой.
- Ацетилсалициловая кислота. Я как-то пробовал паять таблеткой ацетилсалициловой кислоты — пары сильно обжигают глаза и нос. В общем, опасная вещь! Лучше активным жидким флюсом паять.
- Активный паяльный жир — хоть и не является порошком, но является твердым флюсом, который состоит из парафина, вазелина, деионизированной воды, хлорида цинка и хлорида аммония. Его структуру создает парафин, так что обычно паяльник опускают в банку или крошат паяльный жир на место пайки. Паяет он достаточно хорошо, особенно если подогревать место лужения. Пары лучше не вдыхать и отмывать после пайки, потому как корродирует и окисляет металлы со временем. Впрочем, как и любой активный флюс.

Жидкие флюсы хороши тем, что их можно нанести тонким слоем. Испаряются они активнее и часто имеют обжигающие пары. Больше предназначены для пайки паяльником.
- Флюс Ф-64 содержит тетраэтиламмоний, фториды, дионизированная вода, смачивающие присадки и ингибиторы коррозии. Он способен разрушать прочную оксидную плёнку значительной толщины, а значит подходит для пайки больших заготовок. Подходит для пайки алюминия, оцинкованного железа, меди, бериллиевой бронзы и т. д.
- Флюс Ф-61 содержит триэтаноламин, фторборат цинка, фторборат аммония. Его можно рекомендовать для низкотемпературной пайки при 250 градусах или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L содержит 32% олова, свинец и кадмий. Этот состав лучше всего оправдывает себя при использовании припоев того же производителя на температурах от 160 градусов и выше.
- Есть и другие жидкие флюсы, но перечислять их не буду — все должны быть в равной степени хорошие.
Припои для пайки алюминия часто делаются в большей части из алюминия или из цинка. Производители вносят в состав разные добавки, чтобы улучшить свойства припоев: понизить температуру плавления, улучшить прочность, смачиваемость и т.д. Приезжают к нам припои из Франции, Германии и Америки. Про отечественные тоже расскажу.
Припой HTS-2000

Это самый разрекламированный припой. Пайка алюминия с ним очень проста. Посмотрите промо-видео про пайку припоем HTS-2000 от компании New Technology Products (США). Говорят, что он даже лучше и крепче алюминия. Но это не точно.
А вот реальный опыт пайки припоем HTS-2000. Припой прилипает плохо по началу, но потом вроде бы даже взялся. Проверка давлением показала, что место пайки травит. Есть мнение, что HTS-2000 нужно паять только с флюсом. Выводы делайте сами.

Припой CastolinПрипой Castolin 192FBK состоит из алюминия 2% и цинка 97%. 192FBK является практически единственным припоем для спайки алюминия с алюминием в списке предложений французской компании Castolin. Есть еще припой AluFlam 190, но он предназначен для капиллярной пайки и не имеет флюса внутри. Также в линейке есть припой Castolin 1827, предназначенный для пайки алюминия с медью при температуре около 280 градусов.

Трубчатый припой Castolin 192fbk в сердечнике содержит флюс, так что можно паять без рекомендуемого жидкого флюса Castolin Alutin 51 L. В видеоролике ниже показан процесс пайки. Хороший припой — можно брать по цене 100 — 150 руб. за пруток весом 10 грамм.

Припой ChemetПрипой Chemet Aluminium 13 применяется для сварки алюминия и его сплавов, с температурой плавления выше 640 градусов. Он состоит из алюминия на 87% и кремния на 13%. Сам припой плавится при температуре около 600 градусов. Стоимость — около 500 руб. за 100 грамм, в которых целых 25 прутков.

Его старший брат Chemet Aluminium 13-UF имеет внутри трубки флюс, но стоит дороже — 700 руб. за 100 грамм и 12 прутков.
Никаких вменяемых видеороликов по пайке этим припоем я не нашел. Конечно этот список припоев не является исчерпывающим. Есть еще Harris-52, Al-220, ПОЦ-80 и др.
Отечественные припои
- ПОС-61. А почему бы нет? Когда я паял алюминиевый радиатор, у меня был под рукой только этот. И держит хорошо уже 5 лет.
- Алюминиевый припой 34А — для пайки газопламенной горелкой, в печи в вакууме или с погружением в расплав солей алюминия и его сплавов, кроме Д16 и содержащих > 3% Mg. Плавится при 525 градусах. Хорошо паяет сплавы алюминия АМц, АМг2, АМ3М. За 100 грамм придется заплатить около 700 руб.
- Припой марки А — изготовлен в соответствии с ТУ 48-21-71-89 и состоит из цинка на 60%, олова на 36% и меди на 2%. Плавится при температуре 425 °С. 1 пруток весит около 145 грамм и стоит где-то 400 руб.
- SUPER A+ применяется с флюсом SUPER FA и изготавливается в Новосибирске. Позиционируется, как аналог HTS-2000. За 100 грамм припоя просят около 800 руб. Отзывов пока нет.

Сравнение припоев для пайки алюминияВ этом ролике Мастер провел сравнение припоя HTS-2000 с Castolin 192fbk и отечественным алюминиевым припоем «Алюминиевый огурец». Огурец практически состоит из алюминия, так что прочность его высока, но паять надо в печке. Отзывы о припое HTS-200 крайне негативные, а Castolin 192fbk хорошо паяет и имеет хорошую смачиваемость при разогреве.
Другой Мастер сравнивал HTS 2000 с флюсом Fontargen F 400M и припой Castolin 192FBK.
Результаты такие:
- HTS 2000 — тягучий припой, приходится прибегать к стальным инструментам для разравнивания припоя по поверхности металла. С флюсом ситуация намного лучше.
- Castolyn 192FBK — высокая текучесть и затекаемость. Маленькие дырочки паяются с ним быстро. Большие дырки им паять тяжело — может провалиться внутрь радиатора.


Универсальный тестер радиоэлементов LCR-T4 Порошковая проволокаФлюсовая порошковая проволока — нужна для сварки алюминия, а не для пайки. Не путайте эти два понятия. Достоинством этой проволоки является сварка без применения газа. Это электросварка для алюминия. Интересная штука, но дорогая. Покажу хороший видеоролик о сварке порошковой проволокой.

Паяльник для пайки алюминияПайка алюминия при помощи паяльника должна учитывать площадь спаиваемых деталей. Алюминий, как и медь является хорошим проводником тепла, а значит тепла от паяльника должно поступать больше, чем рассеивают его спаиваемые детали.

Примерный расчет такой — 1000 кв. см. алюминия эффективно могут рассеять около 50 Вт тепловой мощности. Получается, чтобы спаять две детали с общей площадью 1000 кв. см, нужно взять паяльник с мощностью около 90 — 100 Вт, как минимум. Тогда пайка алюминия будет достаточно быстрая, чтобы не превратиться в пытку.
Можно паять и маломощным паяльником. Например, когда я паял радиатор своего Кузнечика паяльником 60 Вт, то мне помогла термовоздушная паяльная станция, которая выполняла роль подогрева.

Жало паяльника лучше брать с площадью побольше. Встречал упоминания зазубренных жал. Это чтобы легче было снимать оксидную пленку под слоем масла. Такое жало применять удобно — не нужно стружку пилить.
Горелки для пайки алюминия
Когда мощности паяльника и подогрева не хватает для спайки, например, толстых алюминиевых листов, то на помощь приходят газовые горелки.
Про горелки я уже писал отдельную статью — Топ 10 горелок для пайки. Мощность и размер сопла горелки также зависит от тех площадей, которые нужно прогреть. Достоинством грелки является бесконтактное донесение тепла и высокая скорость разогрева. Часто края заготовки не успевают нагреться, а соединение уже спаяно.
Соблюдайте технику безопасности при работе с горелками!
Вот что можно делать с простой горелкой на баллончике.

Что лучше — сварка или пайка алюминия?Споры при ответе на этот вопрос и не думают стихать. Оказывается все зависит от вашего предназначения. Точнее предназначения ваших соединяемых деталек.
Если нужно запаять радиатор автомобиля, то подходит лучше пайка алюминия, потому как дешево. Для ответственных работ (несущие конструкции) и пищевых емкостей (например, молочная фляга) лучше подходит сварка, потому как надежнее. Вот как бы я сформулировал ответ на этот вопрос.
Ясно, что Мастеру с газовой сваркой легче заварить радиатор, а не паять его и наоборот — Мастеру с паяльником легче запаять.
А теперь посмотрите про TIG сварку для начинающих. Очень полезно и хорошо снято.

Как заработать на пайке алюминия?А теперь самое интересное — как и сколько заработать на пайке алюминия. Я открыл Авито и пошерстил стоимость работ по пайке алюминия. Вот что получилось:
- пайка радиатора автомобиля, холодильника, кондиционера — от 1000 руб.
- пайка проводов электропроводки — 15 руб. за пайку.
- ремонт велосипедных рам — от 500 руб.
- пайка алюминия для пищи, например, кастрюль — от 100 руб.
Затраты:
- Газовый баллончик с горелкой 700 — 1000 руб.
- Припой Castolin 192FBK — 150 руб. за пруток * 5 = 750 руб.
- Тренировочный радиатор — бесплатно или за 500 руб. в металлоломе.
- Желание — бесценно!
Бизнес-план:
- Потратить 2000 руб. на инструмент и опыт
- Отбить затраты за 2 ремонта.
- Еще останется на 3-4 ремонта минимум.
- Рентабельность 200 — 300 %!
А теперь обещанное. Вот так примерно выглядел мой радиатор.

В этом месте кожух вентилятора от нагрева выгнулся и начал тереть по радиатору. Образовалось три дырки, через которые попер антифриз. Помню эту ночку. Хорошо, что в пределах города был.

У меня получилось вот так.

Во всей Ростовской области я видел только одну такую же машинку. Однажды в г. Каменск-Шахтинском мы с ней стали на светофоре друг за другом. Выглядело забавно.
Вот и всё. Надеюсь, что теперь пайка алюминия для вас не является чем-то особенным. Для вас трудился Мастер Пайки. А чем вы паяете алюминий?
https://masterpaiki.ru/payka-alyuminiya-pripoy-flyus-gorelki.html
-
 3
3
-
Эта ветка о расценках на сварку алюминия или о сварочных аппаратах.Это уже вопрос к модераторам.
-
2
-
-
@vch, если это не кино... мой мир уже не будет прежним.
Какое кино? У меня крыса кактус съела .
-
- Популярный пост
- Популярный пост
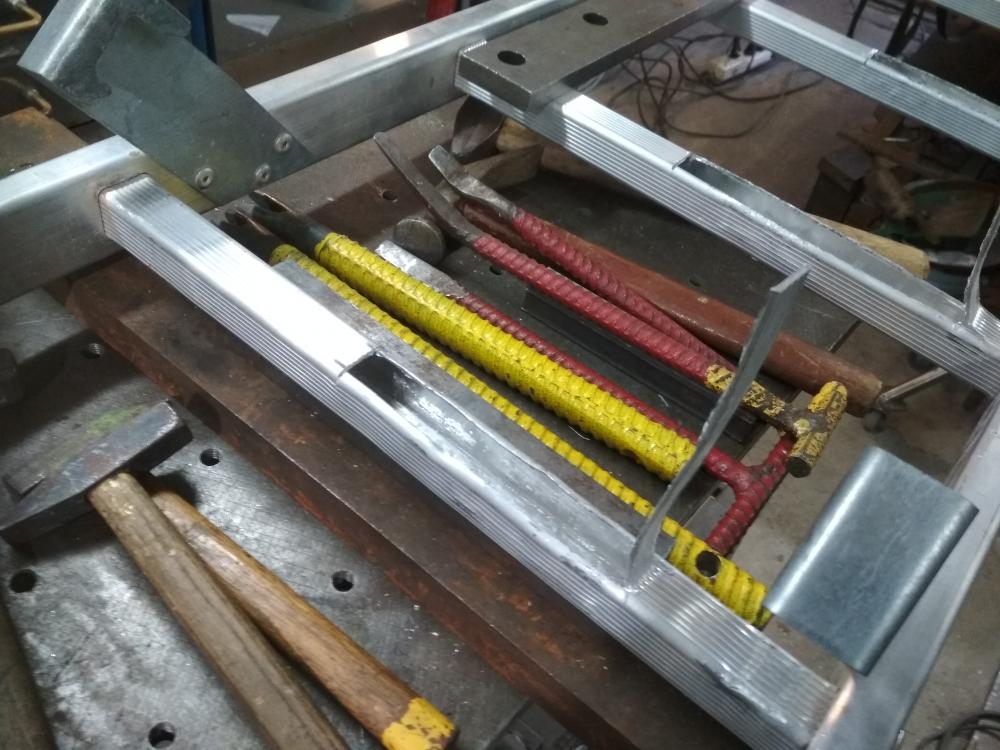
Алюминиевая лестница 3/12 - 10 метровая,очевидно АД 33.Ушло больше 4 часов на рихтовку и сварку.Сейчас бы оценил работу в 4тыс.,не меньше,а стоит ли ее ремонтировать по такой цене -этот вопрос остается открытым.





-
14
-
... давно было ,сверлили заготовку\ пластину, на каком то третьем отверстие сверло село , все по уму: скорость , охлаждение, подправили сверло- без успехов, перешли к соседнему отверстию все путем
 .
.Содержание хрома в качественных сталях ограничивают 0,15 -0,25%.Будет больше,то возможна подкалка.
-
1
-
-
Это корпус цилиндра ф 400мм. Заготовка прошла черновую токарную,термообработку -улучшение и часть чистовой токарной,но неоднородность стали,которая возрастает от центра к краям не позволила довести ее до конца.Следующей должна быть внутренняя шлифовка,но...Поставщиком дефектность заготовки признана безоговорочно.




-
3
-
-
Низкотемпературная пайка алюминияПайка алюминия: твердая и мягкая
Для алюминия и алюминиевых сплавов применяют различные способы пайки. Пайка бывает:
- высокотемпературной пайкой – твердыми припоями и
- низкотемпературной пайкой – мягкими припоями.
По-английски:
- brazing и
- soldering, соответственно.
- К твердым относят припои с высокой температурой плавления (ликвидус выше 450 °С).
- Мягкие припои плавятся ниже температуры 450 °С.
Мягкие припои для алюминия
Рисунок – Ремонт алюминиевой трубы путем пайки мягким припоем [2]Поскольку пайка мягкими припоями проводится при температуре ниже 450 °С, то, естественно, в этом случае не применяются твердые припои – припои на основе алюминия. Ранее большинство мягких припоев для пайки алюминия содержали цинк, олово, кадмий и свинец. В настоящее время кадмий и свинец признаны вредными для людей и окружающей среды. Поэтому современные мягкий припой для пайки алюминия – это сплавы на основе олова и цинка.
Оловянно-цинковые сплавыДля пайки алюминия к алюминию и алюминия к меди специально разработаны оловянно-цинковые сплавы:
- 91 % олова / 9 % цинка – эвтектический сплав с точкой плавления 199 °С
- 85 % Sn / 15 % Zn – интервал плавления от 199 до 260 °С
- 80 % Sn / 20 % Zn – интервал плавления от 199 до 288 °С
- 70 % Sn / 30 % Zn – интервал плавления от 199 до 316 °С
- 60 % Sn / 40 % Zn – интервал плавления от 199 до 343 °С
Эвтектические припои широко применяют для печной пайки и других автоматических систем пайки алюминия. Это позволяет минимизировать применяемый нагрев для тонкостенных изделий путем быстрого плавления и затвердевания при температуре 199 °С.
Интервал затвердевания припоя, когда он находится в полужидком-полутвердом состоянии, позволяет выполнять над изделиями дополнительные операции, пока припой полностью не затвердел.
Повышенное содержание цинка способствует лучшему смачиванию припоя, но с увеличением содержания цинка температура полного затвердевания припоя (ликвидус) значительно возрастает.
Особенности мягкой пайкиПайка мягкими припоями алюминия отличается от аналогичной пайки других металлов. Оксидная пленка на алюминии – плотная и огнеупорная – требует активных флюсов, которые разработаны специально для алюминия. Температура пайки также должна контролироваться более жестко.
Для алюминия сопротивление коррозии значительно больше зависит от состава припоя, чем для меди, латуни и железных сплавов. Все паяные мягкими припоями швы имеют более низкую коррозионную стойкость, чем швы после твердой пайки или сварки.
Высокая теплопроводность алюминия требует быстрого нагрева, чтобы обеспечить нужную температуру в шве.
Пайка деформируемых алюминиевых сплавовПрактически все алюминиевые сплавы так или иначе могут быть подвергнуты пайке мягкими припоями. Однако их химический состав сильно влияет на легкость пайки, тип припоя, применяемый метод пайки и способность паяного изделия выдерживать различные нагрузки в эксплуатации.
Относительная способность к низкотемпературной пайке – пайке мягкими припоями – основных деформируемых алюминиевых сплавов выглядит следующим образом:
- отлично паяются: 1100 (АД), 1200 (АД), 1235 (≈АД1), 1350 (АД0Е), 3003 (АМц):
- хорошо паяются: 3004 (Д12), 5357, 6061 (АД33), 6101, 7072, 8112;
- средне паяются: 2011, 2014, 2017 (Д1), 2117 (Д18), 2018, 2024 (Д16), 5050, 7005 (1915);
- плохо паяются: 5052 (АМг2,5), 5056 (≈АМг5), 5083 (АМг4,5), 5086 (АМг4), 5154 (≈АМг3), 7075 (≈В95).
Сплавы, которые содержат более 1 % магния, нельзя удовлетворительно паять с применением органического флюса, а сплавы с более чем 2,5 % магния – с активными флюсами. Сплавы, которые содержат более 5 % магния, нельзя паять ни с каким флюсом.
При пайке алюминиевых сплавов, содержащих более 0,5 % магния, расплавленные оловянные припои проникают между зернами металла. Цинк также способен проникать по границам зерен между зернами алюминиево-магниевых сплавов, но уже при содержании магния более 0,7 %. Это межзеренное проникновение усугубляется наличием напряжений, внешних или внутренних.
Алюминиевые сплавы, легированные магнием и кремнием, менее подвержены межзеренному проникновению, чем бинарные алюминиево-магниевые сплавы.
Алюминиевые сплавы, содержащие медь или цинк в качестве основных легирующих элементов, обычно также содержат достаточное количество других элементов. Большинство этих сплавов подвержены межзеренному проникновению припоя и их обычно не паяют.
Термически упрочненные сплавы обычно имеют более толстую оксидную пленку чем та, которая возникает естественным образом. Эта пленка затрудняет пайку мягкими припоями. Для таких сплавов обычно перед пайкой применяют химическую подготовку поверхности.
Пайка литейных алюминиевых сплавовБольшинство литейных алюминиевых сплавов имеют высокое содержание легирующих элементов, что увеличивает вероятность того, что эти элементы будут растворяться в припое, а припой будет проникать по границам зерен. Поэтому литейные алюминиевые сплавов мягкими припоями паяются плохо.
Кроме того, характерные для литейных сплавов шероховатость поверхности, мельчайшие полости или пористость способствуют удержанию флюсов и делают удаление флюсов после пайки очень трудным.
Три литейных алюминиевых сплава 443.0, 443.2 и 356 относительно хорошо и легко паяются мягкими припоями. Несколько хуже, но еще приемлемо паяются сплавы 213.0, 710.0 и 711.0.
Источники:
- Aluminum and Aluminum Alloys, ASM International, 1996
- EEA Aluminium Automotive manual – Joining – Brazing, EEA, 2015
Пайка алюминиевых сплавов твердыми припоямиАлюминий и алюминиевые сплавы можно соединять большим разнообразием процессов пайки. Разделяют высокотемпературную пайку или пайку твердыми припоями и низкотемпературную пайку или пайку мягкими припоями. В английском языке для этих видов пайки применяют различные термины – brazing и soldering соответственно.
К твердым относят припои с температурой плавления ликвидус, то есть окончания плавления, выше 450 °С, а также ниже температуры солидус, то есть начала плавления, основного металла. Пайка мягкими припоями отличается от пайки твердыми припоями точкой плавления припоя – мягкие припои плавятся ниже температуры 450 °С.
Отличие твердой пайки от сваркиПайка твердыми припоями отличается от сварки тем, что при ней не происходит существенного подплавления основного металла. Таким образом, температура пайки твердыми припоями находится между температурами сварки и пайки мягкими сплавами. Кроме того, паяные твердыми припоями алюминиевые конструкции обычно находятся между сварными и паяными мягкими припоями также и по прочности, и сопротивлению коррозии.
Флюсы, температуры ликвидуса и солидусаПайка алюминиевых сплавов твердыми припоями стала возможной благодаря разработке флюсов, которые разрушают оксидную пленку, не повреждая при этом нижележащий металл и припои, которые также являются алюминиевыми сплавами.
(См. также Флюсы для плавления алюминия)
Припои на основе алюминия, применяемые для пайки алюминиевых сплавов, имеют температуры ликвидуса намного более близкие к температуре солидуса основного металла, чем при пайке большинства других металлов. По этой причине припайке твердыми припоями необходим жесткий контроль температуры. Температура пайки должна быть примерно на 40 °С ниже температуры солидуса основного металла. В отдельных случаях при точном контроле температуры и коротком цикле пайки, эта разница может даже 5 °С. Большинство алюминиевых сплавов паяют твердыми припоями при температурах от 560 до 615 °С.
Алюминиевые сплавы для твердой пайкиТермически необрабатываемыми деформируемыми сплавами, которые паяются лучше всех, являются сплавы серии 1ххх и 3ххх, а также сплавы серии 5ххх с низким содержанием магния. Сплавы с более высоким содержанием магния паяются труднее.
Обычно хорошо паяются термически упрочняемые сплавы серии 6ххх, например, 6063 и 6061. Алюминиевые сплавы серий 2ххх и 7ххх имеют низкие температуры плавления и поэтому их трудно паять, за исключением таких относительно низколегированных сплавов как 7004 и 7005.
Из литейных алюминиевых сплавов хорошо паяются сплавы 356.0, 357.0, 359.0, 443.0, 710.0, 711.0 и 712.0.
Пайка алюминия твердыми припоями обычно ограничена толщиной изделий не более 0,4 мм. Однако при пайке окунанием и вакуумной пайке без флюса толщина изделия может достигать 0,03 мм.
Промышленные твердые припоиПромышленные твердые припои для пайки алюминия и алюминиевых сплавов содержат от 7 до 12 % кремния. Пониженные точки плавления получают – при некоторой потере в коррозионной стойкости – путем добавок меди и цинка. Твердые припои относятся к алюминиевым деформируемым сплавам серии 4ххх. Самыми известными из них являются сварочные сплавы 4343, 4047 и 4145.
Выбор твердого припояПри пайке с применение горелки обычно применяют припой с температурой ликвидус как можно ниже от температуры солидус основного металла. Поскольку в этом случае температурный контроль затруднен, то большая разница температур плавления снизит вероятность случайного подплавления основного металла.
(См. Температура плавления алюминиевых сплавов)
Когда необходимо получить плотный паяный шов выбирают припой с коротким интервалом плавления – минимально разницей между температурой ликвидус и солидус. Например, сплав 4047 имеет интервал между температурами твердого и жидкого состояний всего 5,5 °С. Этот припой почти эвтектический и быстро превращается из жидкого в твердый и сильно сокращает время пайки, что часто очень благоприятно сказывается на качестве паяного шва. Такой припой особенно подходит для тонких паяных швов.
Источник: Aluminum andAluminumAlloys, ASM International, 1996
-
8
-
@валера1963, чача фаногорийская, знатная штука! Особенно 50 градусная.
Что в ней такого знатного?
-
1
-
-
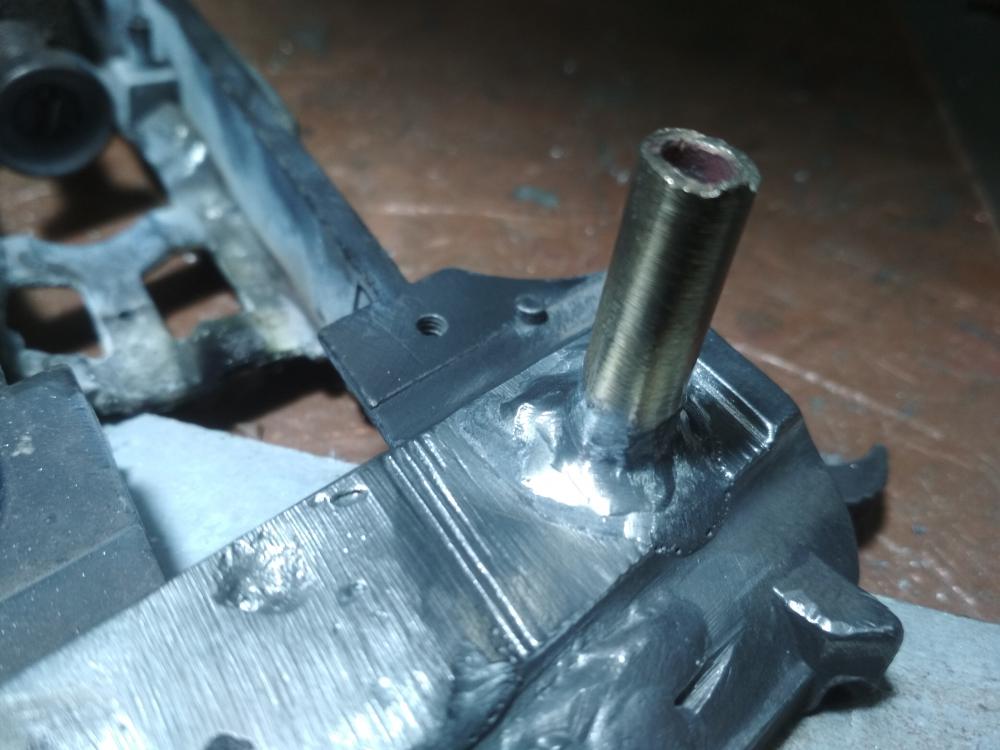
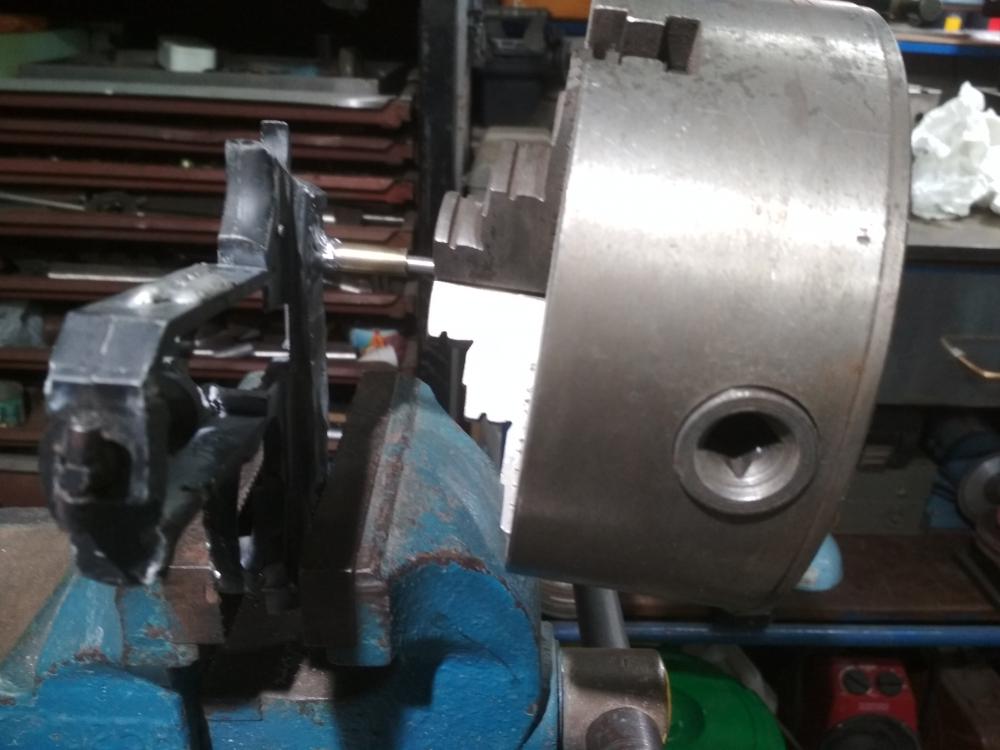
Теперь давай немного усложним задачу-вварим латунную трубку в цинковую рамку Кастолин 192фбк.Шов должен быть полноценным.На этой трубке висит 160 токарный патрон...шов выдержит и большую нагрузку.







-
6
-
-
@Точмаш 23, про 192-й с вытащенным флюсом просто вау! И фиг догадаешься, что так было можно
А с флюсом 192-й,не мешает флюс сварке? И почему шарик электрода такой огромный?
Несколько откорректированные режимы и шов прутком с флюсом Harris Alcor ZnA22.
И шов чистым цинком Ц 0





-
5
-
-
Это я и сам знаю, на пробу возьмёшь? прутки 1.6мм х 500мм
Спасибо,не откажусь.Александр,давай попозже:сейчас сыт этим безобразием с доставкой по горло -что со СДЕК,что с Али..черт его знает,где болтаются посылки до сих пор...никакой ясности и определенности.
-
1
-
-
@Точмаш 23, про 192-й с вытащенным флюсом просто вау! И фиг догадаешься, что так было можно
А с флюсом 192-й,не мешает флюс сварке? И почему шарик электрода такой огромный?
На больших токах флюс не мешает,мешает на малых.Шарик большой? ф 1.6...менять электрод было лень,а ток около 120а
-
1
-
-
По крайней мере в нём флюса нет. По составу он схож HTS2000, но на самом деле у них нет ничего общего. У меня такое чувство, что в Harris52 вообще нет цинка и отличается от 4047 только более низкой температурой плавления. На прутках маркировка отсутствует. Могу дать не много на пробу или для экспертизы.
Нет
Я тоже под него брал, но всё руки не доходят.
Назначение припоя: Для пайки алюминия
Наличие флюса: Без флюса
Производитель: HARRIS (США)
Тип твердого припоя: Цинк-алюминиевый
Применяется для высокотемпературной пайки алюминия. Флюс не требуется. Состав: Алюминий 4%, Медь 2,5%, Цинк 93,5%. Рабочая температура 380-420С.-----Припой харис ALCOR ZnA22 2мм, с флюсовым сердечником...замена 52-
3
-
-
Цинковый анод.Присадка -отрубленная полоса от того же анода 9/9мм.Импулсь.Вначале провал на постоянном токе,затем импульсом на пременном.



-
3
-
-
@Точмаш 23,может как-нибудь создадите отдельную темку про сварку кастолином 192. До сих пор не могу понять, как варить припоем, да еще и таким лекгоплавким, в котором есть флюс?
Цинковый анод(гальванический)(.Кастолин 192фбк с флюсом. Импульс.




-
5
-
-
Пробовал очень давно. Что-то помню не получилось
. Валяется рябая фигня среди недобитков.Буду искать и пробовать.Только у нас даже намёков нет на него.
Кастолин 192фбк удаляем флюс.Получаем харисс 52(в близком приближении).Варим.
Карбюратор. Сварка в глубине,слегка затруднена.Импульс...тот же кастолин 192фбк.






-
4
-
-
Может когда-то попробую пайку, какой флюс к ней посоветуете?
Газовая сварка.
. При сварке применяют флюс из 50 % хлористого цинка и 50 % нашатыря. После сварки рекомендуется легкая проковка с последующим быстрым охлаждением в воде.
-
2
-
-
Цинк и цинковые сплавы.
-
2
-
-
Я уже три года его нигде купить не могу. То что попадается на сайтах, уже давно нет вналичии и под заказ даже не везут.
А зачем он нужен,если есть кастолин 192фбк? На Западе никому в голову не придет ремонтировать детали из цинковых сплавов сваркой,а для пайки алюминия уже есть новые припои,как тот же кастолин. Выход -покупать цинковую проволоку Ц1.
-
Идеально подходит низкотемпературный Harris52, но с ним теперь проблемы, исчез с продажи.
По какой цене покупал последний раз?
-
1
-
-
Зато квас квасом был,а не химической дрянью,как сейчас.
-
4
-
-
СДЭК пока работает.
У меня с ними договор. Бывают задержки.
У меня в среднем 25 отправок в месяц, так что есть статистика.
Последние были такие: Москва 3.4 -Минск 7.4, Москва 28.4 - Саратов 4.4, Москва 26.4 - Саратов 3.4.
А по стоимости, если выбирать вариант склад-склад (это пункт выдачи в жилых домах, который ближе), то например Москва-Саратов 3кг будут стоить 210р.
Конечно,работает,только мне посылка пришла в город еще 2 апреля,а получить ее до сих пор не могу.Пункты выдачи закрыты,а ближайшая перспектива получения 24 апреля-5 мая ...и я сейчас сто раз пожалел,что связался этой конторой.Кстати,никакой внятной информации от них получить невозможно,не то что внятной,а вообще никакой,кроме дебильного автоответчика.
- Добавлен в базу03.04.2020 18:46:34
- Последнее обновление08.04.2020 06:06:21
- Прогнозируемый период доставки25.04.2020 - 05.05.2020 (не гарантируемый)
-
1
-
Сейчас СДЕК не стоит отправлять,лучше Деловыми линиями.
-
- Популярный пост
- Популярный пост

-
10







































Сварка сплавов ЦАМ.
в Аргонодуговая сварка — TIG
Опубликовано
Затронул важную тему.
Давай по порядку.Сайты по продаже припоев указывают состав Харрис 52-
Припой Harris-52 для пайки алюминия без флюса
Применяется для высокотемпературной пайки алюминия. Флюс не требуется. Состав: Алюминий 4%, Медь 2,5%, Цинк 93,5%. Рабочая температура 380-420С.
Туба 0.56кг (380 прутков)
Также указан состав Харрис Алкор 22 - магазин EWM
HARRIS ALCOR 22 (Zn78Al22)
Состав: Алюминий 4%, Медь 2,5%, Цинк 93,5%. Рабочая температура 380-420С.
То есть,речь идет о том,что это припои на основе цинка.
Ты прислал прутки,но а я решил проверить верна ли информация сайтов).Раньше с Харрис 52 не сталкивался,а вот с Алкором 22 сталкивался и,надо сказать,думал,что в нем есть значительная доля цинка,но...
Дальше снимки.Травление в соляной кислоте-реакция слабая.Слева направо -Кастолин 190,Харрис 52, Харрис Алкор 22
Второй снимок -осветление в азотной кислоте...рядом цинковая стужка Ц0
Реакция со щелочью слабая и у цинка тоже.
Лабораторный анализ.Ставилась задача -определить наличие цинка в сплаве.
В прутках Харрис 52 и Алкор 22 цинка нет.Это сплавы на основе алюминия.