- Популярный пост


Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Взбодрю темку. Предложили немного поварить медные токопроводы. В сечении прямоугольник 100х10. С меня только сварка, два слесаря выделяются в моё распоряжение (плётку то же выдадут). Собственно вопрос: под РАДС какая присадка для этой цели подойдёт? Требование сохранения уровня электропроводности 90% от аналогичной у чистой меди.
Так же замечу, что проволоку М0 или М1 мне заказать не где, да и не стану я этим заниматься, т.к. если проблемность вопроса превысит экономическую выгоду, то пусть заказчик ищет дурачка в зеркале.
Св.БрХЦрК.
-
 3
3
-
-
- Популярный пост
- Популярный пост
Я так одному припаял твердосплавные пластинки.Перед этим наплавлял разным,даже сормайтом.Хватало на неделю,оказалось что у него выжимной подклинивало а он не знал.После ,как я припаял твердосплав,выжимной стёрло в пыль за две минуты.Если выжимной нормальный,чем угодно можно наплавить и будет ходить.
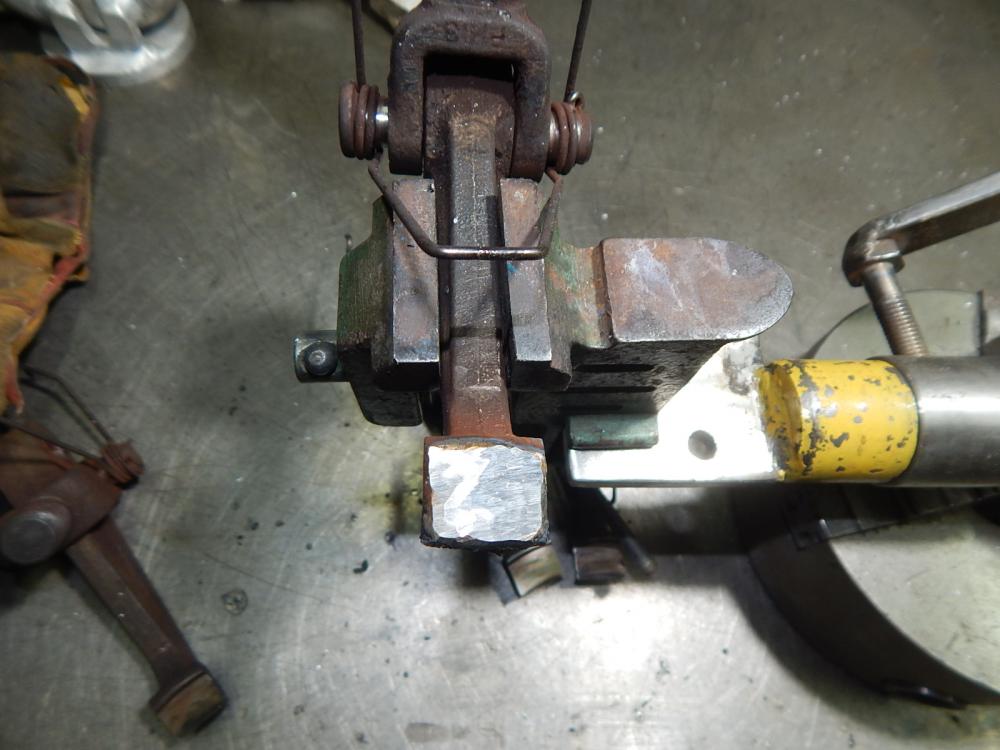
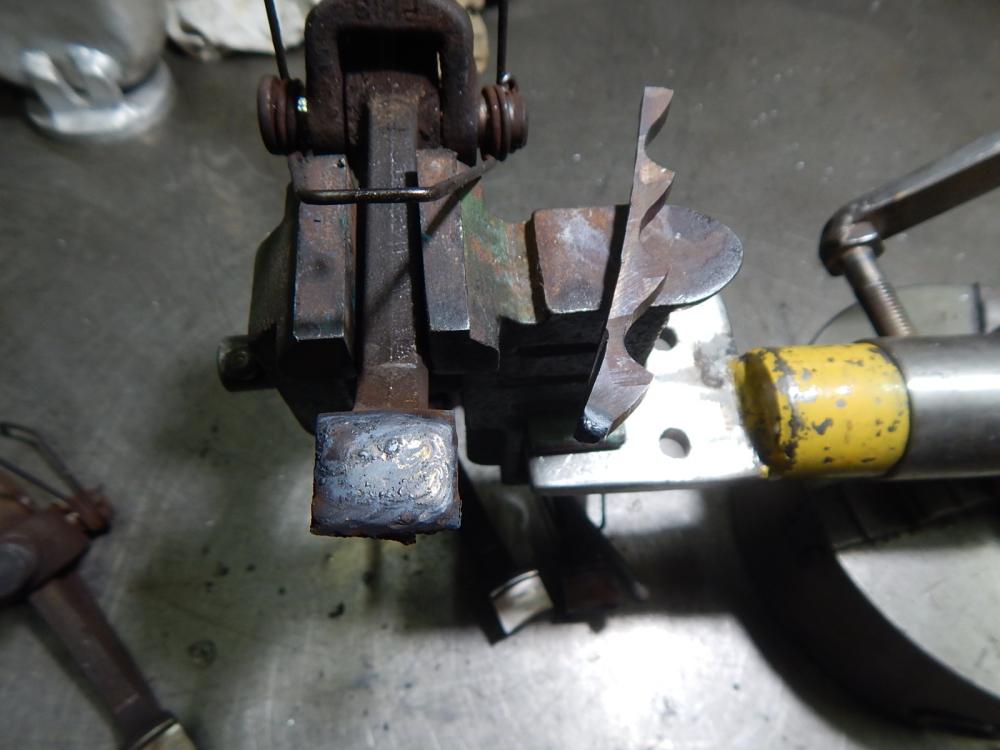
Рычаг изготавливается из 35 стали и подвергается цианированию с твердостью слоя 58 - 62 HRC.При износе поверхность наплавляют сормайтом 1...,а чем угодно наплавлять не стоит.
-
10
-
- Популярный пост
- Популярный пост
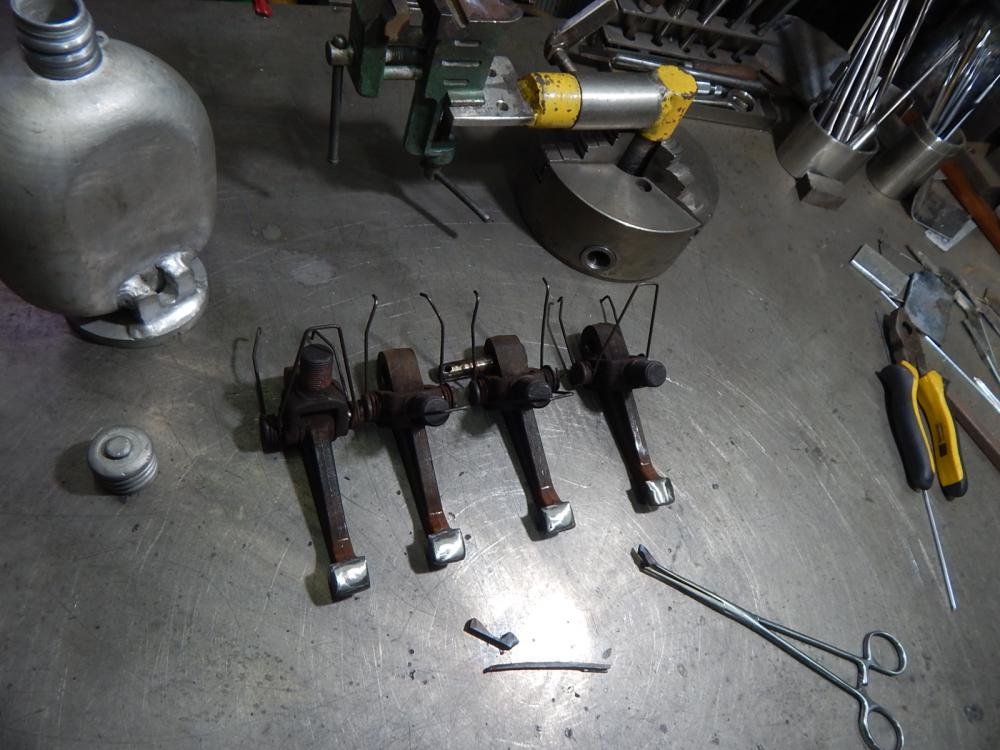
Рычаг нажимного диска сцепления .Один из вариантов восстановления поверхности.Подслой нихрома и наплавка Р6М5. Таким же образом восстанавливал режущие кромки штампов...работают.




-
21
-
- Популярный пост
- Популярный пост
Коробка





-
16
-
Лимонка и уксус,это уже каменный век с ними нужно кипятить несколько раз,чтоб хоть немного отъело с теплообменника,сам пробовал,а когда знакомые ребята мыли спец жидкостью и показали сколько гадости вымывается из теплообменника,тогда только поверил,что технологии не стоят на месте.
При удалении отложений со стенок медных теплообменников - начиная тепл. твч и заканчивая тепл. колонок-всегда использовали раствор соляной кислоты...заливка,выдержка,промывка водой,продувка.
-
2
-
-
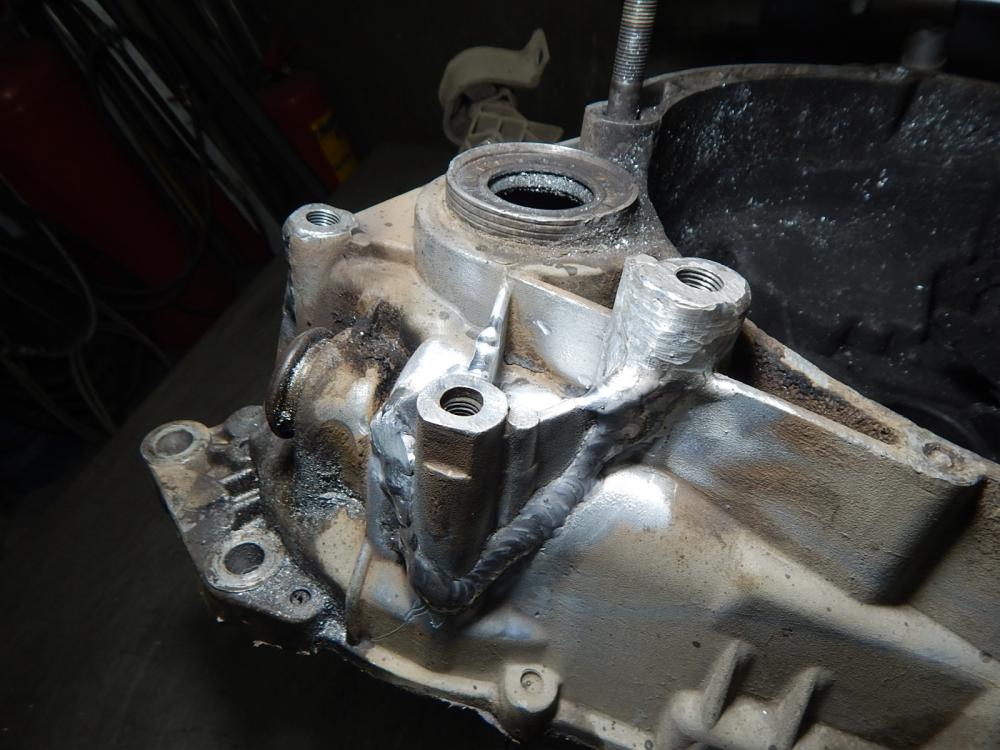
Валик сверху это максимально быстрая заварка трещины возле шва.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20171116_182600.jpg
Визиульных трещин нет, но шов сифонит со всех сторон...
Посмотрите геометрические параметры шва:коэффициент формы проплавления,коэффициент формы сварочного шва,коэффициент выпуклости шва и т.д.,последний наиболее важен при сварке чугуна,иначе будете получать то,что получили.Для герметизации пор и других несплошностей деталей после сварки,работающих при температуре до 200 С обратите внимание на Анакрол 90
-
5
-
-
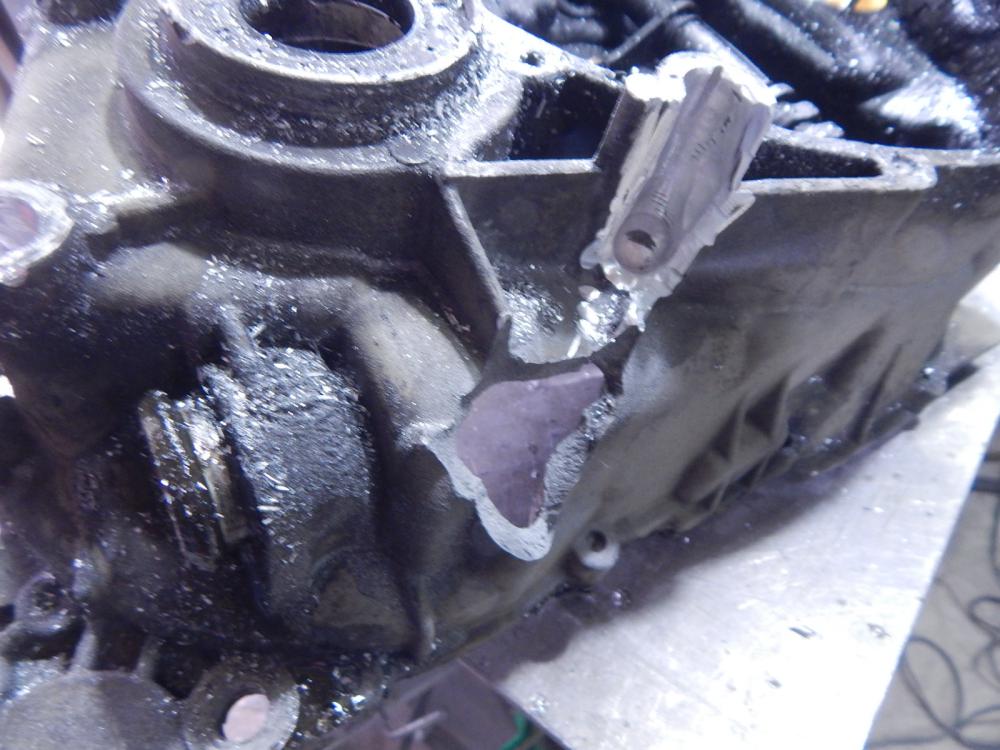
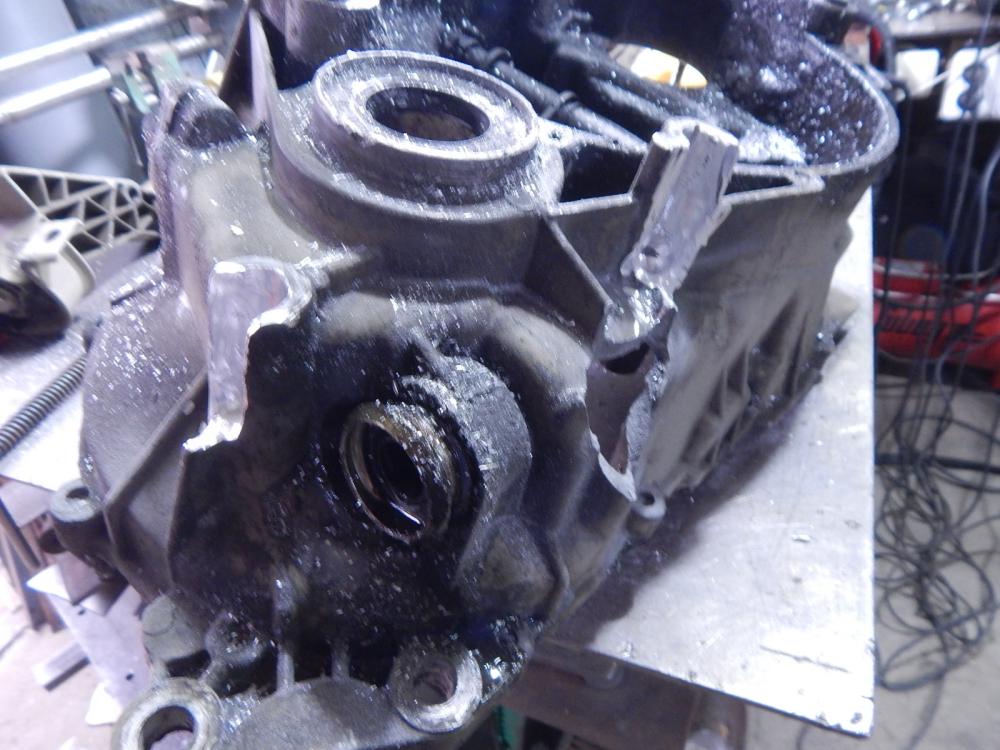
Блок хендай старекс
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20171116_165613.jpg
Малость разморозили....
Подогрев не представляется быть возможным, с обратной стороны стоит электро котёл. Запресован.
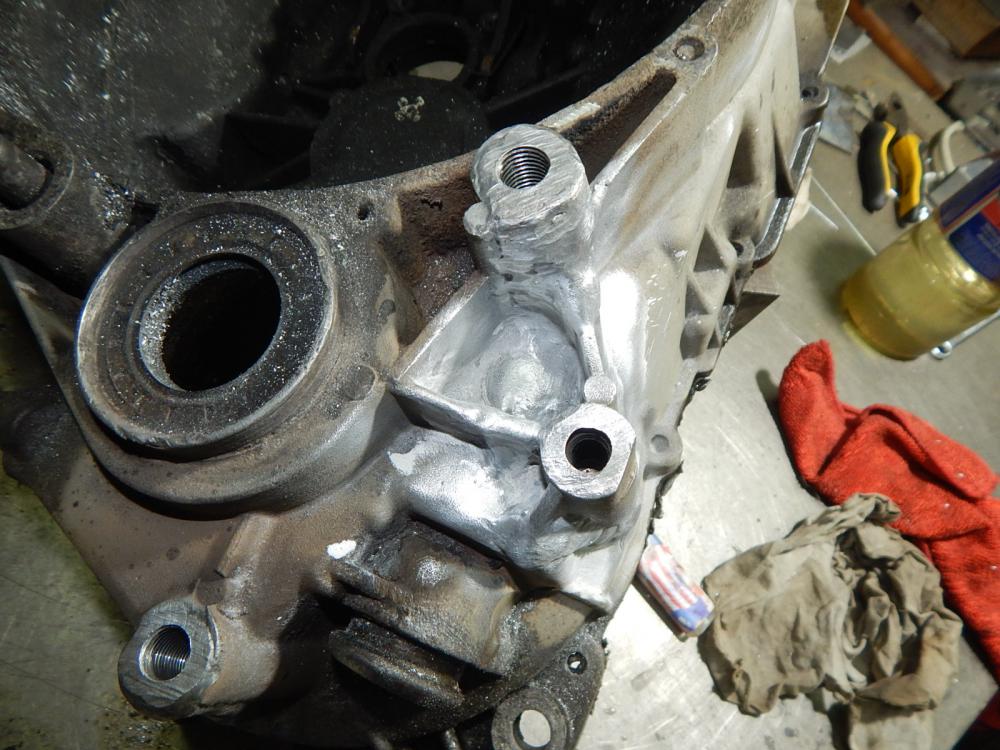
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20171116_165755.jpg
Панча нет! Но если без него никак, то готовы подождать...
Пробовал варить отбитыми электродами OK Ni-Cl (92.18), сразу треск около шва!!!
Нужен совет бывалых...
Если сделать неглубокую разделку,то при усадке наплавленного металла будут надрывы по тонкому слою в зоне сплавления практически в любом случае - так будут действовать напряжения. Рзделка должна быть не менее двух третей глубины,даже ,если нужно заварить цепочку пор,другие несплошности после сварки,то надо либо их вырезать на нужную глубину,либо одиночные высверлить на туже глубину.Думаю,вы знаете,для чего нужна проковка наплавленного металла.Интернет вам доступен-найдите материалы и посмотрите при каких температурах возможна проковка шва.
-
7
-
-
Василий,поздравляю тебя с днем рождения.Пусть твое упорство,твоя воля всегда останутся с тобой ,чтобы не происходило в жизни.Здоровья тебе и веры в себя.
-
3
-
-
@DeSado, Специально сварочной проволоки нет.Чтобы избежать горячего растрескивания вам надо подобрать св.материал с большим содержанием легирующих элементов,чем в АД 35,т.е. это либо 43,либо 56 - близкие по мехсвоствам.Выбор будет зависеть от того, какую нагрузке будут испытывать шов.Если он будет работать на сдвиг и анодироваться,то 53 ,если на разрыв, при повышенных температурах,проходить термообработку,то 43
-
6
-
-
@Точмаш 23, без дерьма внутри, что сплошь в моторных сплавах.
Именно о них и речь идет,а не о чистых деформированных
-
1
-
-
Виктор, я уже давно высказал свое мнение ТИГ а вот ПА бы не стал хотя мои смогут это сделать но с меньшим качеством .
Далее пошли видео Авроры коя так прекрасно варит АЛ рассчитаны на несведущих и сколь их попалось неведомо не кому, да и хозяин штуцера похоже настроен серьезно и по сему карты в руки .
С меньшим качеством? Что напоминает осетрину второй свежести ..качество либо есть,либо его нет
-
1
-
-
Что значит качественный силумин?Знаешь,есть классическое определение качества; и Запорожец, и Мерседес могут быть качественными машинами,но это машины разных классов,т.е из в принципе сравнивать нельзя.Так же и обстоит дело с силуминами-Ал 2 качественный сплав и А 356 тоже качественный сплав,но это разные сплавы .
Виктор, я уже давно высказал свое мнение ТИГ а вот ПА бы не стал хотя мои смогут это сделать но с меньшим качеством .
Далее пошли видео Авроры коя так прекрасно варит АЛ рассчитаны на несведущих и сколь их попалось неведомо не кому, да и хозяин штуцера похоже настроен серьезно и по сему карты в руки .
Пусть пробует..опыт приходит через собственный лоб...пока его не расшибешь,то вряд ли поймешь о чем речь шла
-
2
-
-
Силумин варить можно и нужно,только смотря чем и как.
Варить то думаю можно но с импульсом а еще лучше гелию к аргону добавить , но думаю поры все все равно не вывести.
Давно был у меня немецкий BRIMA BR 320 транс четыре ролика и даже автоподстройка подачи и пробовал я на нем люминь , тоже самое после 100А вроде фырчать начинает до 100А чихает плюется и может даже пробить насквозь проф трубу и как резаком резать ее. В общем ставил 250А или выше даже и точками вот тогда что то получалось , ну и со временем надоело мне это да и импульс аппараты стали на выставках появляться.
Валера,мы сейчас должны говорить о работоспособности детали после сварки,т.е. речь должна идти о качественной сварке,а не о том,что можно что-то к чему -то приварить или нет.
-
2
-
-
Если погреть этот корпус градусов до 170-190(не определяю точно толщину стенки),то присобачить штуцер можно и,скажем,без особых проблем,но..Что будем делать с пористостью,посторонними включениями и другими гадостями в шве?Внешне шов будет выглядеть прилично,а если во внутрь заглянуть?Возможно ли избежать этих неприятных вещей при сварке силумина полуавтоматом? ..и нужно ли вообще варить силумин полуавтоматом?
-
2
-
-
аудюхах все детали с хитрым составом и хрен заваршь, но он типа мастер)
---
Он очень хитрый мастер
-
7
-
-
- Популярный пост
- Популярный пост
Изготовить можем любой диаметр, вопрос целесообразности. Минимальный объем для производства 15-20 кг. Года 2 назад на совете форума вебсварки решили попробовать изготовить минимальную партию ф 2.0мм, этот диаметр так и прижился и в наличии всегда держим.
Мне кажется мнжкт выгорит, температура не шуточная в котле.
Для интенсивной газовой коррозии меди нужны определенные условия,а именно:состав газов(их концентрация) и температура.Допустим,стойкость меди к СО2 равна 1(высшая),а стойкость к СО - 5 (низшая).Если медь на том же коллекторе будет интенсивно корродировать из -за высоких температур и состава выхлопного газа,то основными продуктами горения природного газа будут СО2 водяной пар к которым медь стойка(при условии нормально работающей топки).Медные теплообменники газовых колонок работаю десятки лет без повреждений,разумеется,интенсивность тепловой нагрузки на них ниже,чем на секции котла,но достаточно высокая.Будет ли мнжкт корродировать в топке котла?Будет,но с низкой скоростью,тем более,что задача у мнжкт при такой сварке одна - герметизация пор и не более.Надо еще учитывать образование накипи на стенках,которая сделает свое дело
----
А что касается диаметра проволоки,то для ремонтных сварок оптимально будет 2 мм.Меньший диаметр прутка будет перегревать ванну,а больший охлаждать .
-
11
-
- Популярный пост
- Популярный пост
При нормальной сварке ЦАМ цинк практически не выгорает,так что и последствия не слишком тяжелые.На мой взгляд,пыль от разделки трещин в чугуне борфрезами наносит больше вреда,Вообще-то,есть элементарные средства защиты,которыми не надо пренебрегать,а так - любая сварка не слишком полезная для здоровья
-
10
-
Ну я про экстремальную эксплуатацию имел ввиду, в нормальных условиях может и будет жить, а в остальном - Jasic=)
Знаете,это стандартная ситуация в российской промышленности:есть аппарат;в чем-то этот аппарат не доработан,скажем так-еще сырой,но беда в том,что никто на заводах палец о палец не ударит,чтобы устранить выявленные недостатки и сделать качественную вещь.Речь о Форсажах AC/DC. Классическая ситуация - низы не могут,а верхи не хотят,то есть конструкторы с технологами и хотели бы,да руководству не до этого..ширпотреб он и в Африке ширпотреб.Знакомые купили полуавтомат Форсаж с подающим устройством.На тритий день он сломался,отправили на завод,там отремонтировали и сейчас они очень довольны полуавтоматом.Все идет как-то через пень-колоду,во истину - в России легких путей не ищут.
-
4
-
-
Лицевая сторона лежит на полированной нержавеющей трубке .Видишь капризного черта,пошли его в другое место..ездить пусть научатся сначала .На этом диске было девять незачищенных швов,пять из которых после прокатки лопнули.Что ты предлагаешь с такими дисками делать?Надо разделать,проварить,а потом зачистить все это хозяйство и не поцарапать ничего?
-
8
-
-
- Популярный пост
- Популярный пост
Простой позиционер для сварки дисков.


-
13
-
Форсаж хороший аппарат, но не надежный. Поэтому на производство лучше его не брать.
Интересное определение - хороший,но не надежный...это как о пенсии -маленькая,но хорошая.
-
6
-
-
- Популярный пост
- Популярный пост
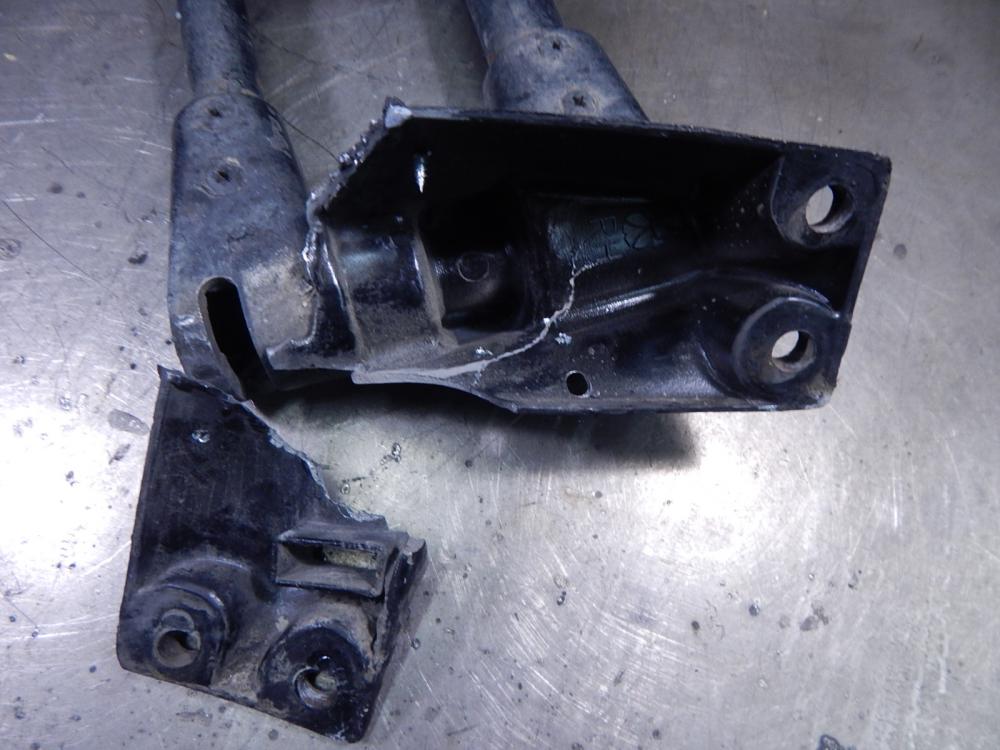
Стоит или не стоит,это вопрос риторический.Зеркало хорошего знакомого и,естественно,работа бесплатная.Если бы это был сторонний заказ,то стоила бы такая работа 5-6 тыс. с учетом времени и затраченных ресурсов.Не вижу особых проблем работы с ЦАМом,но,надо сказать,что ЦАМ ЦАМу рознь.ЦАМ можно варить тем же Кастолином с гарантированным качеством.
Сварка дорогостоящих деталей,вроде зеркал и другой навески БМВ и Мерседесов,оправдана,а что касается подобных деталей,как это крепление,то вопрос остается открытым-готовы ли люди платить за такую работу.
Алексей абсолютно прав,говоря,что такие крепления в ремонтных случаях надо изготавливать из стали.
-
10
-
- Популярный пост
- Популярный пост
Площадка кронштейна бокового зеркала автобуса.ЦАМ ,но есть и алюминиевые вставки),согласно теме.Два года назад варил,стояло это время нормально,пока снова не его не ударили.Не было одного фрагмента сбоку и второго посередине -пришлось делать вставки из алюминия.Проварено с двух сторон.





-
19
-
- Популярный пост
- Популярный пост
Коллектор тойоты.Две шейки почти полностью лопнули. Привалочная поверхность после сварки 0,3 мм по краям .




-
20












Сварка чугуна ТИГ-ом часть 1
в Аргонодуговая сварка — TIG
Опубликовано · Изменено пользователем Точмаш 23
@Serj55441, Мне представляется,что многие из вас никогда не сталкивались с производством,т.е. чертежами,технологиями,отк,т.е с жесткими рамками в работе.
Приведенные вами рекомендации рассчитаны на исправление брака литья при массовом производстве отливок.Еще раз повторю:в условиях производства,когда жестко регламентирована технология.И сам панч, и технология его применения рассчитана на поток,разрабатывалась и подгонялась под его условия.Там некогда будет "облизывать" каждый блок - предписано выполнить те -то и те технологические операции и никакой лирики,никакой отсебятины-все предельно жестко,все делается по возможности быстро,дешево и сердито. Эти рекомендации рассчитаны на только что выплавленный чугун,а не тот, с которым приходится сталкиваться в ремонтных работах .
И вот здесь,то,что подходит для производства, не подходит для ремонтной сварки.У ремонтной сварки свои особенности.