

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Донышки от пивной банки?
-
 1
1
-
-
цена вопроса по наварке и бу головки. наверно будет не рентабильно клиенту. да и нагрузка на тот болт приличьна. отрывает тот кусочек из за удара поршнем по клапанам
Если не понадобится координатно - расточной станок для точного восстановления отверстия,(по снимку трудно определить)то цена такой работы в пределах 5-6 тыс.Ничего там сложного нет.
-
4
-
-
Думается,что в вашем случае это будет ближе к тавровому соединению.С другой сторон,если руководствоваться ГОСТ 16037 на трубные соединения,где указаны основные типы соединений,то в вашем случае будет некоторое отступление от основного типа соединения,но в принципе тоже самое,ближе У15
-
всем привет! помогите пожалуйста обозвать шов в моем случае нижняя деталь фланец dn80pn40 верхняя бобышка(диаметром 40 мм ) с резьбой на сквозь не проходит (ставится в небольшой паз 1 мм) получается сварка в моем случае односторонняя угловая (в среде аргона) эскиз из госта 16037-80. конкретно такого нет в госте
http://i102.fastpic.ru/thumb/2018/0226/d3/738b110db5d2c44bb3cd75907dafa2d3.jpeg
Откройте ГОСТ 5264 Ручная дуговая сварка.Соединения сварные.
-
1
-
-
Есть у нас ВД 306 с прекрасными характеристиками - нержавейку варит превосходно.Прохожу как-то раз мимо,там сварщик с сантехнического участка,а сантехники -эти ребята простые,без затей,не все,конечно,но изрядной частью...Что делал.Смотрю,замкнул электрод и ждет.Стало интересно.Прошло некоторое время,естественно,электрод дымить стал,тот его отодрал,довольный,как тот пацан на видио у Сапера,смотрит на меня. - Ты что ,Пашенька, делашь?..спрашиваю. - Как что - электрод прокаливаю,,мы всегда так делаем.
Ну,что ему сказать?
-
8
-
-
Что делать,обучение само по себе очень дорогое...выбирать особо не приходится
-
5
-
-
Нет работы за деньги - можно заняться профилактикой оборудования, прибамбасингом или почитать, но зачем вымучивать себя именно сваркой в никуда? Расходуя ресурс и материалы?
А если хочется научиться тонкое с пользой варить - можно найти металлоломный люминиевый радиатор и тренироваться на нём.
А действительно,что балерина бестолку крутится на сцене? Привязать ей к ноге динамомашину,пусть ток дает в недоразвитые районы...все польза будет.
-
3
-
-
Дмитрий в точку наверное . Во смотри с брошью и рассуждает вроде правильно , но на самом деле лонжерон грязный приваривают да и не показали швов .
А это лонжерон несущий и он должен быть подогнан и очищен как у кот одно место.
Помнишь слова одной песенки-
Я тебя слепила из тог, что было,а потом что было ,то и полюбила...Как-то небрежно сделано
-
1
-
-
Рено Лагуна- капот АМг,сваривал 5356.
Сплавы АМг не вполне подходят для наружных панелей,так как при деформировании могут появляться полосы Людера,поэтому внешние панели из АД,внутренние могут из АМг.Литые детали пдвески - тот же материал,что и на колесных дисках А 356.Профили-силовые элементы из АД и седьмой серии,наш 1925
-
8
-
-
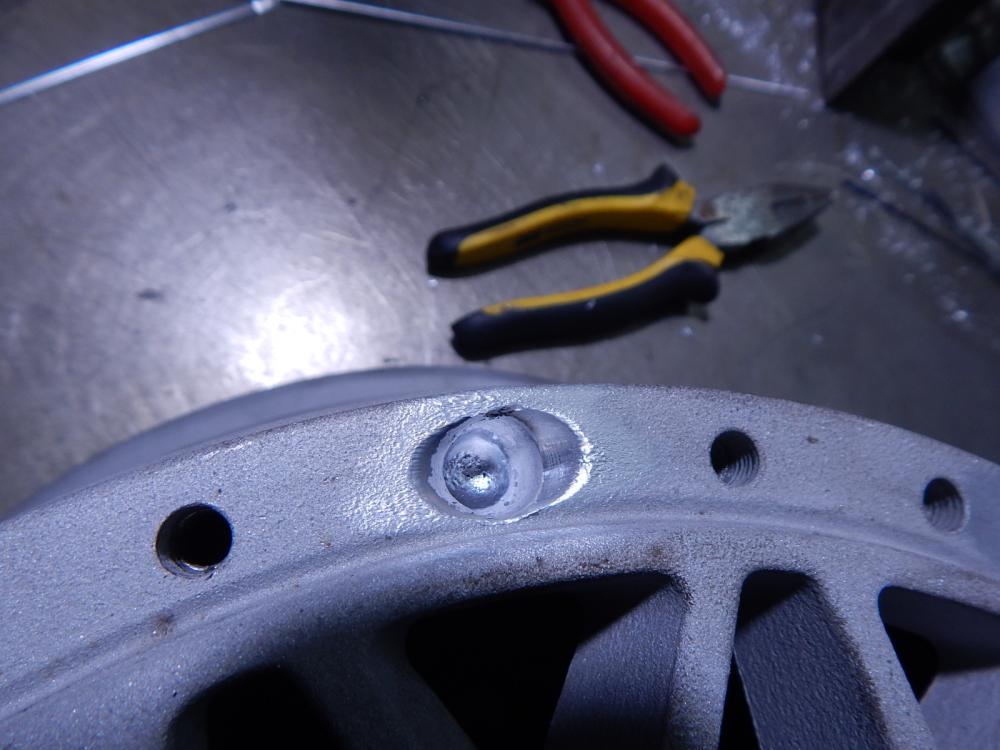
С разметкой отверстий дело обстоит просто:крепится закраина на 15 болтах.Вытачивается оправка из ст.45 ф 7мм ,конус под углом 120.Оправка вставляется в отверстие закраины, точно происходит разметка центра.Сверление ф 5,5,нарезание резьбы и все очень точно становится на свои места - это выверенные вещи.
-
8
-
-
Я тоже все восстанавливаю сам и не вижу здесь никаких сложностей,трудностей и проблем.Единственное,что можно сделать,так это слегка откорректировать цену за доводку поверхностей.
-
Пройти крацовкой,рассверлить на 8,5; выбрать фрезой конус,закрыть дно с обратной стороны и наплавить остальное,По времени 15 минут. 300 р?
-
2
-
-
@Точмаш 23, по самым скромным расчетам 17 рублей работа выходит. Качественно отпескоструили!!!
150 отверстие,больше не стоит.
-
На них молиться надо,а ты ..стрелять,стрелять
-
1
-
-
Если на баллоне стоит поверочное клеймо организации, проводившей переаттестацию ,где указан год до которого годен баллон,то обязаны принять.Допустим,баллон выпущен в 12.78.83,то он обязателен к приемке до декабря 2018 г. - это положение никто не отменил до настоящего времени,а все остальное самодеятельность .
Есть приказ №116 Ростехнадзора от 2014 г. согласно которому срок службы баллонов ограничен 20 годами,но это касается баллонов,выпущенных после 1 февраля 2014 г. На все остальные баллоны,выпущенные до этого года срок эксплуатации установлен в 40 лет.
-
8
-
-
На дня "потерял " один из аргоновых баллонов.Баллон "линды" 75 года выпуска отказались обменивать,хотя в прошлом году получил этот баллон в обменнике у них же.Дело в том,что на местной заправке в прошлом году взорвался баллон и погиб человек.Теперь баллоны "старше" 40 лет обмену не подлежат,только в лом.Если до кого это не докатилось,то имейте в виду - проверяйте дату выпуска баллона при обмене.Это касается всех баллонов с газами.
-
4
-
-
По сравнению с аргоном? Капельный перенос немножко другой.Что касается полуавтомата,это нормальный вопрос.
-
- Популярный пост
- Популярный пост
Крышки с МАЗа .Панчем в углекислоте на обратной полярности.Несколько пор подварка тиг мнжкт.


-
19
-
Не должно остаться никаких следов переделки.Диски дорогие .
-
- Популярный пост
- Популярный пост
Разборные диски BBS с БМВ Во время пескоструйной обработки повредили резьбы.Стенка 18 мм.Надо будет 54 отверстия восстановить.Резьба 7 шаг 1




-
17
-
Притащили мне ударенную в угол головку:
Сдается,что угол надо было выварить с подогревом головки
-
1
-
-
- Популярный пост
- Популярный пост
Компенсатор гидроусилителя руля мерседеса.В изломе просматривается медная прослойка на стыке,Излом хрупкий.Сталь магнитится.Раньше пытались варить,но безрезультатно.В начале скептически отнеся к этому стыку,но зря:весь ряд сварочных материалов давал пористость и кристаллизационные трещины.Пришлось аргоном мнжкт и пайкой аларметом 211 выйти из положения.Несколько месяцев работает.Привезли еще один.

-
12
-
- Популярный пост
- Популярный пост
@Точмаш 23,Таки конкретное действо над железом на Вашем заводе - это сугубо Ваши проблемы. Но! - раз Вы выставили сие на обозрение - обсуждение, терпите.
А по существу - если перед тем, как ставить заготовку на станок была бы проведена нормализация или улучшение, проблем с деформациями было бы намного меньше. На местном заводе именно так и поступали - сначала в термичку, потом на обдирку, потом опять в термичку и затем на финишную обработку. Да и теоретики технологии машиностроения о том же писали.
Продолжение.Заводские технологии не предусматривают вообще никакой правки - ни термической,ни механической.Любое коробление,а оно неизбежно после термообработки,убирается за счет припуска.Иное дело сторонние заказы.Это комплект из трех валов.Один вал 2200 / 110 .В отделе первый раз заказчикам отказали - нет необходимых условий для изготовления валов сечением 38 / 2200 - еще раз повторю:деталь сложная.Заказчики зашли с другой стороны - напрямую через руководство..может все-таки сделаете? Их можно понять:в крае в общем-то не осталось производств,и им одна дорога - заказывать такие валы в Нижнем,Ижевске и т.д. Такова действительность,если дальше так пойдет,то скоро последние станки сдадут в лом.Теперь о валах.Второй вал - сделали перецентровку и двумя точками ацетиленовой горелкой добились биения в одну десятку.Далее прошла токарная обработка и шлифовка с периодами вылеживания вала.В результате биение шеек 0,01 и 0,03,то есть по факту валы сделаны).На снимках валы 1600 / 64 и 2500/120 - это заводские детали ст40х улучшение - никакая правка при их изготовлении недопустима,коробление убирается за счет припуска при токарной обработке,шлифуются,хромируются - наращивание 150 мкм,окончательная шлифовка,в отдельных случаях полировка.






-
12
-
Опечатка-серийное и мелкосерийное .












{kind=link}
Будни сварщика с иллюстрациями, часть 5
в Фотогалерея
Опубликовано
@selco,
Подержи в азотной подольше и возьми лучше жесткую зубную щетку - толку больше,чем от тряпочки и кисточки.Есть еще щетки из тонкой нержавеющей проволоки наподобие зубных щеток-они хорошо удаляют налет и не царапают поверхность