ВлаДон
-
Постов
830 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент ВлаДон
-
Добрый день. Как с вами связаться?
-
Ремонт твердотопливного котла длительного горения. На 4 день не включили вентилятор в итоге котел поплыл. Передклали. Была толщина 5мм, стала 10

-
Принесли латунную гайку с деревообрабатывающего станка. Хотел было пропаять, но припой кудато испарился. Пришлось варить.
-
Прям в этой теме на данный момент 2 страницы. На вторую страницу не переходит
-
О, пферд... Давненько даже в продаже не встречал. Я перешёл на вюртовские лепестки. При работе с алюминием не забиваются от слова совсем. А вот зачищать швы на алюме только лугаабразив отрезные 2мм.
-
Варил точно такую же стойку электросамоката. Вот точ точ такую. Чтоб избежать этой проблемы, заварил это овальное отверстие. Хозяин сказал что сам сделает необходимое, но выше на насколько см. Сдесь не продумали данный каркас и сделали 2 отверстия одно рядом с другим. Тем самым ослабив конструкцию
-
И снова возник вопрос. Винт лодочного мотора. На слом вот такая губка Именно этот винт ниразу не варен. Иногда попадается вот такая губка после сварки. Причем не в наплавленном металле, а в родном. При сварке очень сильно пузырит. Пробовал и различные присадки и предварительный прогрев. На данном этапе стараюсь на небольших токах в ускореном режиме варить. Чтоб поры неуспевали вылезть в сварочный шов
-
Ребята, подскажите. Заказчик в качестве закладных замонолитил рельсы. Теперь мне необходимо установить на эти закладные ленточную пилораму. В процессе прихваток заметил, что швы местами отрывает. Чем посоветуете варить. Прихватывал уони-13/55. Что посоветуете? Может какие электроды другие, либо токи увеличивать?
-
@Миротворец, пытаюсь загрузить фото - пишет невозможно. Пытался в несколькиз темах
-
Однако то еще занятие катать трубу по ребру.
-
Наплавлял сегодня валы. Практически без перерыва. Токи около 90А. Вроде все и хорошо, но сразу после наплавки начал собираться домой. И в процессе водных процедур обратил внимание на пожелтение на правой руке. Пожелтение ровно в том месте, где перекидываю кабель через руку. Никто не замечал такого? От чего может быть?
-
Постоянные клиенты дают тебе тот заработок, от которого в принципе и зависит смысл работы. Заезжие зачастую это просто приятный бонус для кармана. Если в несезон кормишься только от постоянных, то за сезон на заезжих можно сорвать очееь неплохо. Например те же кондиционерщики. Как потеплело - заезжих много, а как к осени - так без постоянных и ноги протянуть можно.
-
Тема всегда актуальная. Стандартная трещина на диске - рубль. Каждая последующая на диске - за минусом 200р. Это для заезжих клиентов. Для постоянных шиномонтажек 800р каждая. Для випов рупль без скидок. Вывел для себя такую формулу одна минута работы за столом (трубки кондера, поддоны, диски и прочее) - 35р минута. Однотипная работа делается быстро и ненапряжно. Поэтому смело можно брать качеством и количеством. Работа от постоянных клиентов типа подварить ковш, раму, прицеп берется от потраченного времени, материалов и ответственности ремонтируемого элемента. Если ремонт неответственной детали, то около 1р час с минимальной суммой в 2р. Если деталька ответственная, то умножаю на 2-3. Работа от залетных клиентов той же специфики сразу умножается на 2, а в случае ответственных работ на 3-4. Это расценки без учёта затраченных материалов. Например наплавка и востановление направляющих шторного полуприцепа обходится клиенту в 17р. На данную работу уходит день без перекуров.
-
Не поведет вообще, если сварку будешь проводить швами по 2-3см и сразу же продувать из сжатым воздцзом до остывания.
-
 Вот что значит начал работать сам на себя
Вот что значит начал работать сам на себя -
@NURA,ох как я люблю такие пазлы... Привезли три усилителя. Один в качестве примера, два как доноры. Собрал из 2х один ровный. Сегодня позвонили сказали что есть ещё подрамники... Тоже три...
- 723 ответа
-
- 13
-

-
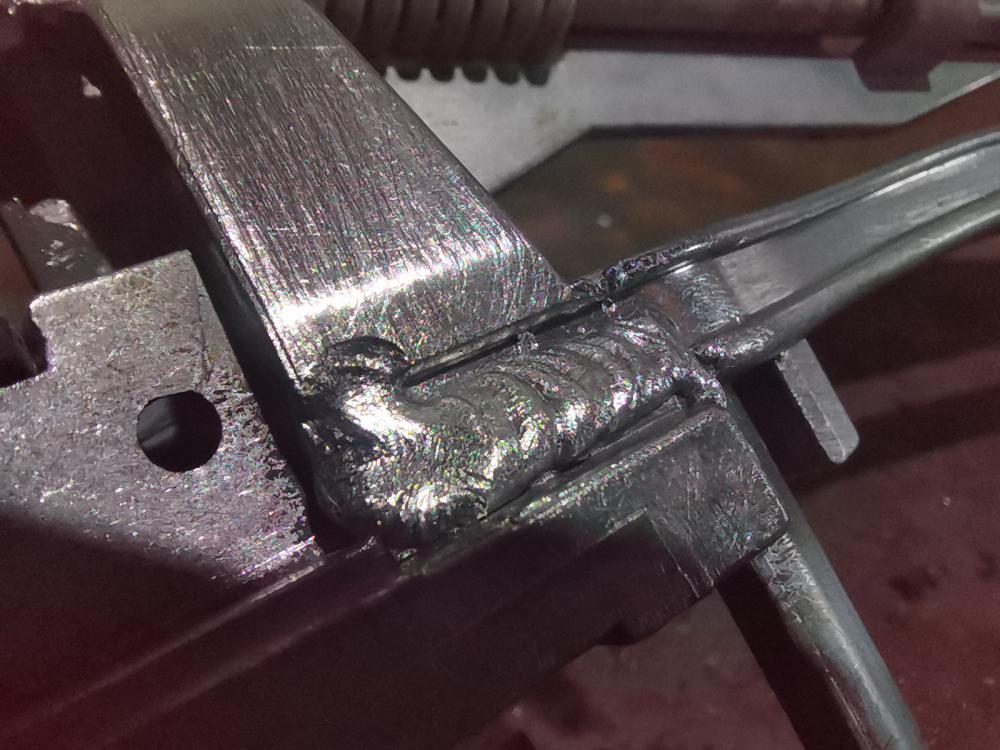
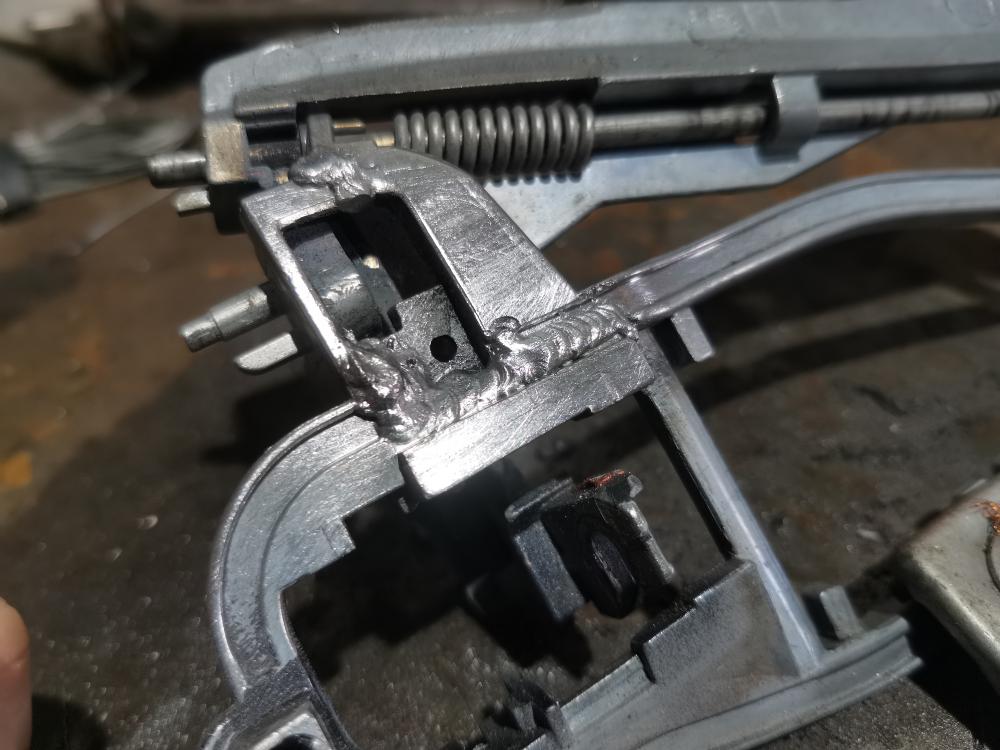
Варил ZnAl4. Крепление автомобильной ручки
-
Это не твой сегодня улетел?
-
Емкость не варил, но подобную работу делал. Необходимо было сделать основания подстолий из листа 3 мм с обечайкой. Обварить сплошняком. Варил швами по 5см с промедутком в 20-25см. Каждый шов сразу же после налодения охлаждал сжатым воздухом. Далее все швы под зачистку. Плоскость в итоге идеальная.
-
Всем здравия! Нужна помощь в проектировании аппарелей. Есть заказ на подламывание площадки манипулятора и заказчик хочет изготовить аппарели под спецтехнику. Я сталкивался только с алюминиевыми, но там профиль слодного сечения в основе. А необходимо изготовить железные. Вот и не знаю что взять за основы в категории вес-нагрузка.
-
Если есть резак, то проблем вообще не вижу. У меня 200А аппаратик уже 6 лет страдает. Варил все, что можно только варить в полуприцепах и прицепах.
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
А вот и нет! Лодочные моторы лучше варить 5356. Она лучше всего противостоит оксидированию от морской соли. Все моторы для соленой воды изготавливаются из подобного сплава. Для пресной - сплавы 4 группы только для улучшения процесса литья. Хотя многие производители не заморачиваются и все льют из 5 группы.Раньше тоже использовал 4043, пока не углубился в тему.
- 3 331 ответ
-
- 3
-
-
- технологии
- TIG
- (и ещё 1 )
-
Кто как борется с теплой массой? Провод еще советская медь, обжат медной трубкой, в трубке обпаян медным припоем. Прикручен к прищепке латунной гайкой. Прищепка эсабовская с латунными щеками. Хватило на год... Хотя все и пережато..