selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Во как и выложенные ниже выдержки из книг относятся для автоматической сварки то есть не вольфрамом а проволочкой и Со2 добавляют для снижения поверхностного натяжения капли и стабилизации процесса . Вот теперь поговорим о вольфраме и СО2 в аргоне , и не допустимо иначе бы и не зачем было очищать аргон до ВЧ . Сколь такой смесью пусть даже будет всего 2% Со в аргоне проварите ММ , ну максимум 300-500 и то это я сильно преувеличил и на вольфраме будет куча всяких оксидов да и сам он поплохеет и дуга будет примерно как ложка манной каши растекшиеся по блюдцу и все прелести ТИГ утрачены , а они в концентрированной дуге и особо на тонком 1мм , впрочем толстое вообще не получиться с СО2 по тоой причине что вольфрам сразу начнет гореть , моментально . Ferio ,,, не баламутьте народ и не вешайте лапши . Впрочем на сей неделе я покажу что выходит со смесью Ar98% x CO2% вольфрамом особо на нержи , о большем количестве СО2 говорить вообще не о чем. Минус вам пока заочный . Вот очень компетентная и старая фирма понимающая толк в сварке и газах , изучайте и найдите мне смесь под ТИГ с СО2 ,,,,, смеси есть для ТИГ но не как не СО2. http://websvarka.ru/talk/files/file/861-gazovaia-azbuka/ ЗЫ...ЗЫ совсем забыл и вами была упомянута выше "газосварка" алюминия , да было и такое но там флюс в помощь и хвост пламени защищает алюминий от повторного окисления да и пламя настраивается нейтральное чтобы не было избытка кислорода тем паче не "сгоревшего ", да и сварщику придется немного переучиться под АЛ и не как не сталь это ,,,,, и сей пример вообще не к чему.
-
Во ,,,, мы мартовские "коты" С ДНЕМ РОЖДЕНИЯ!!!
-
@Георгий 11, Георгий , спасибо и привет Штурману.
-
Миротворец , Kondor416 Спасибо за поздравления !!!! , но еще рано и 23 го , впрочем у Саши уже 23. Да и не особо важно число и главное внимание . Вот мы сегодня с котом уже празднуем чуток и основное завтра , я пивка хорошего попил , он ветчины кусок + блюдце молока , ну и валяемся ТВ смотрим да форум читаем. Ура не ура а уже седьмой десяток к середине и нет бы наоборот .

-
Надо тоже поставить , хотя пока все стабильно уже 6 лет , все новое в сети деревни относительно , до этого было наверное 50 х годов прошлого века . А вообще интересно и вот Меркле и Евоспарк да и Форсаж подключаются и не обязательно соблюдать подключение фаз L1.L2. L3 к проводам , а вот ЕВМка требует соблюдение фаз то есть провода по цвету и к определенной фазе.
-
Да че там предусмотрено отработал на двух фазах и это значит что силовые транзисторы или диоды не все работали а только те которые получали питание и нагрузка на них удвоилась и главное выдержали и это хорошо . Ну да тем паче я в них не понимаю , но защиту китайцы просто обязаны сделать хоть от пропадания фазы и тем самым обезопасить пользователя от поломок . Вот мой бывшей Селко тот отключался но не полностью и все "безобразия" моей сети записал на корочку , итальянцы мне порекомендовали исправить сеть и обозначили хорошая сеть залог долгой работы аппарата . Слава богу усе исправили еще в 2014 году и теперь полная стабильность.
-
Вот китай и здесь с экономил и за что только деньги берут . Опасно это для аппарата и Kondor416 повезло и похоже что он на ХХ был, то есть без дуги. Не буду говорить про бренды и у них есть защита ,,,,, вот наш родной Форсаж и то не хилую защиту аппарата сделал на уровне брендов и это правильно.
-
Ну директору зачет однозначно и он знает свое дело, впрочем Георгию тоже зачет за помощь . Ну а остальным кто выше и должны заботиться о детях - огромный минус . Вижу тележечка довольно старая и уже давно надо было поменять на современное более качественно сконструированное и удобное для детей .
-
@Schlosser, Антон , пуш-пул Cebora родной гусак изолирован ну это и понятно 250 амперный импульс полуавтомат и еще транс был изначально обозначен для ремонта автотехники и скорее легковой и там в основном режим сварки- точки в том числе и люминь . Кстати он был укомплектован и второй горелкой обычной и импульс режим включался только с пуш-пул . Ну а так согласен и их уйма разновидностей , у Меркле сопло резьбовое и двухтрубная воздушка , но у меня была от TBI горелка 450А воздушка , сопло -цанга , двух трубная и вот жалею что продал и еще Евросоюза не было и на шланге made in German , без проблемная и не разу не чего не застревало и не клинело , проволочка как "лодочка по течению" подавалась плавно и стабильно. Похоже Евросоюз испортил немцев и скатились они ниже своих возможностей .
-
Антон , не ты не прав и есть воздушки и их много у коих гусак изолирован , то есть по сути он двух трубный, внутренняя труба несет токовую нагрузку. Вот однотрубный то есть требуется на трубу изоляция и она есть в виде резинового шланга . Это двухтрубный и кстати китай хороший , и внешняя труба изолированная от внутренней и не требует спец. изоляции и выполняет в некой форме роль охлаждения.






-
Да вроде проварил и согласен отпилить и новое но не всегда сие возможно . Я вот бы еще с наружи подчистил шов и надел кусок " трубы " плотно прилегающий и обварил бы по торцам и уже не вся силушка богатырей смогла бы сломить сие.
-
Великий Лебедев ,,,, ну и конечно антидот нужон . https://yandex.ru/video/preview/?filmId=13804121887495796104&text=что%20думает%20алкоголик%20на%20утро&path=wizard&parent-reqid=1584809932821300-732222724007588919500089-vla1-0692&redircnt=1584809937.1
-
Игорь , речь скорее идет об импульсном режиме , ну и какая туты короткая дуга и проволока не когда не будет толкать деталь и вот навряд ли удастся загнать в такое аппарат он плохо и кое как но будет отрабатывать "импульс" . aleksein Фотки сваренного бы не помешали нам, да и вам освоить аппарат
-
Ну сразу про длину дуги и в импульс режиме короткой она не может быть в принципе и где то оптимально 1,5-2мм расстояние для сброса капельки металла и для сего коррекция -40---0---+40 есть и надобно на "!кошке" откорректировать предварительно ну и потом варить деталь . Если слишком короткая дуга в импульсе то будут брызги и не стабильность процесса . Вот так примерно должна сварка в импульсе без брызг и длина дуги не короткая но и не слишком длинная усе в меру . Импульс по звуку узнаете и начало без импульса Правильно и наружный угол и уже нет там толщины 4мм . Вот так примерно собранно и мое 5мм и на аппарате достаточно 2-2.5мм выставить и этого хватит с лихвой для наружного угла .


-
Мышечная сила и тренинг для тела сварщика . Кстати сколь он может накачать максимально. ЗЫ у нас в армии были ножные для откатников пушки 76мм калибр и их 2 было , так вот в каждый по 50 атмосфер накачивали и как бы особо этого не замечали по сопротивлению насоса что 50 атмосфер и не 5 же .
-
Советский , надежности еще на полвека хватит.
-
Во что в комментариях видео 0.5мм что вы вставили сказал хозяин самого видео отвечая . "А лучше конечно, всем советую, не варите тонкий металл от 1 мм и ниже. Это ювелирная работа и зрение убивает быстро, садит мгновенно. Не те деньги, что сегодня платят в этой Богом забытой стране, что бы варить приличный метраж тонкой стали. Лучше найдите другую работу. Ваши глаза заменят на другие, а Вам их никто не вернет. Поэтому снимать и показывать подробности по сварке от 0.5 мм и выше толщину не стану. Берегите себя." И в какой то степени он прав , но не в коем случаи не отговариваю вас и я немного другого мнения от комента и тонкое варить очень огромный опыт приобретать и в дальнейшем он 1000% пригодиться и не один раз . И по сему если есть металл 0.5мм то почему и нет , конечно 50 литров бачки ну не знаю стремно , но можно еще чо придумать , в общем усе в ваших руках . 1 тренинг 2 не даром 1 2












-
Миллер вроде на DC держит , но это не важно и 3А и даже 5А в паузе сойдет и даже чуть лучше будет чем 1А . Вот думаю бачки с 0.5ММ ну не как без зиг машины чтобы "ребер" накатать для крепости , да и чо такое 0.5 фольга и какой бак с нее на 50 литров . Выше отписал фляжки под коньяк и то редко так как сварка имеет свою специфику , отбортовка , очень короткая дуга , рука как у робота и т.д. Вот ФОЛЬГА 05мм , может чуть меньше мерил одной рукой , но усе не далеко ушло .
-
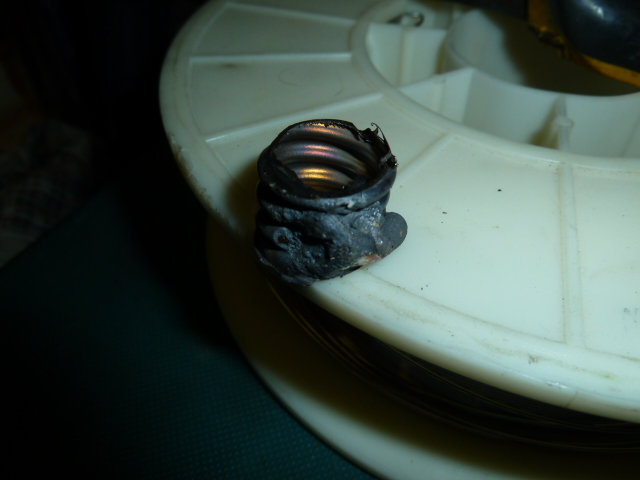
Ну надо посмотреть что на моем , и меня больше беспокоила катушка чуть уже чем их стандарт и гайкой не поджималась вот и приклеил 5мм резинку на гайку , у вас сальник и сие понял . На Ютуб его сперва и если нет там канала то создайте и загружаете ну и сюда ссылку и обычно сразу видео вставляется вместо ссылки , моментально .
-
Антон и видел сие уже , попу асы молодцы . Но вот теперь представь принесли Точмаш некую деталь и чтобы запустить тиг аппарат , он вместо этого делает ящики для земли , ищет саму землю или ее надобно "создать" не вся пойдет , ну и горн и еще чего чтобы люминию наплавить , да с первого раза может не выйти (у пупу аса опыт пятками уже наверное лет десять) и сколь времени + нервы + силы ,,,, не и он скорее да и любой из нас включит ТИГ или ПА и повторит детальку сваркой .
- 3 327 ответов
-
- 4
-

-
- технологии
- TIG
- (и ещё 1 )
-
Да все просто и решаемо , из камеры трактора или еще чего и критерий такой резина 4-5мм толщины , вырезаем "шайбу" и приклеиваем 88м или еще каким ее на гайку катушкодержателя и получаем очень даже не плохой держатель и ноу проблем под все катухи . Да это так и вот в пульсе нерж со смесью 80х20 пробовал и усе в норме . Ну и особо не смотрим на смесь в программе и можно применить что и делал например 92х8 и аппарат сие позволяет с его коррекцией -40 - 0 - +40 это не составляет вообще не какой проблемы.
-
Правильно , самое главное крепко и на долго . Вот раньше у дружка кафе было и столы и стулья с тонкостенной трубочки точно не скажу ну где то 20-25мм в диаметре, покупные. Так вот на ремонт каждую неделю по три четыре стула да и столы привозил , вырывает сварку с мясом трубы ,,,, да это и понятно "кафе" и публика как весом разная так и темпераментом выпил лишнего и стулья "полетели" и пока наряд приедет ......
-
Михаил как это НЕ и согласен по наружке можно отпечатать деталью , а вот внутри как и если не "как" то это будет целиковая алюминиевая болванка . По внутренней стороне отпечатать "землю " и думаю ее оттуды не извлечь целиковой , вод для этого и делаются разборные модели .
- 3 327 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Ну электрод 1мм хорошо но он проблемы 0.5мм не решит и можно воткнуть 1.6мм разницы практически не заметите ,, еще раз повторюсь многое зависит от адекватности аппарата. По видео , сварки я там не увидел то есть самого процесса и только швы кои ну не как не 1мм ширины и шире явно вот бы автору за место цанги приставить линеечку и это о чем то говорит и не известно 0.5мм это или еще чо , да и лист гофра коя сопротивляется сама по себе поводкам , ровный лист и это уже другой компот. Допустим что 0.5мм и может ее сложили в некую накладку или допустим что в стык (но мало вероятно ) ну и скорее подкладка теплоотводящая , поддув , сварщик (если это не машина) с крепкими нервами и крепкой рукой , который может держать длину дуги на уровне 1мм , что выше будут прожоги и не кто мне не докажет обратное или присадки накидаете как "плохой полуавтомат " заполняя разбегающиеся кромки 0.5 нержи. В общем видео сомнительно и мне не чего не доказало. Да согласен с этим Но 50литров для 05мм это много и если нет ребер жесткости или еще чего то порвет однозначно не сразу но порвет . Согласен и здесь , но вот что будет из нутри если без поддува и тепло отвода и это усе усложняет- удорожает процесс ,,,,, ежи а это уже не допустимо да и 0.5мм еще в общем не о чем. Если на 1мм нержи можно избежать "ежей " при определенных условиях сварки то с 0.5 мм это не выйдет.