selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Жека , усе это в приделах нормы и главное чтобы коррекции хватало . Вот наверняка каждый аппарат (то есть одиночный индивидуум например 10 ЕВМок и у каждого свой характер ) в том числе и ЕВМ и Меркле и т.д. имеют свой характер и немного отличаются по настройкам и это как люди нет одинаковых. Ну и синергетика это что то среднее и вот на какой ее проволоке проверяли и наверняка качественной и газ на порядок точнее, положение сварочного шва (впрочем вроде последний из ЕВМок ТИТАН имеет пространственное положение синергетики) , да и при какой температуре окружающего воздуха и это известно только производителю . Чо мы имеем , проволока наверняка ниже классом , газ тоже , температура тут наверное вообще промолчать надо . Вот по сему производители и делают коррекцию и чем выше ее % тем выше класс аппарата. Ну и ячейки памяти имеются на Меркле за 250их и ЕВМка вроде столь же имеет и вносим в память от корректированные и отработанные вами или мною да кем угодно программы и аппарат с точностью их будет выполнять . Вот только тетрадочку надобно завести так как в JOB не все параметры отображаются и с тетрадочкой легче , впрочем у Селко можно забить "название программы " на дисплей и может на новых у кого тоже сие есть , но тетрадочка надежнее и главное быстрее открыли выбрали № JOB прочитали свои каракули и поняли что это то что нужно вам в данный момент , да в принципе JOB можно в любой момент от корректировать или вообще кардинально изменить. И главное в JOB все настраиваться гораздо точнее так например в Меркле да и других думаю тоже самое , и аппарат их точно отработает. http://websvarka.ru/talk/topic/13098-merkleselco/?p=418456
-
@Павел163, "Верх идиотизма" так вроде видео обзывается , но я скажу больше его автор сам на букву "И " Объясню , кто же набивает смазки не оставляя "свободного" пространства в "картере" вот что то в авто полный поддон не заливают . Ну и об температуре да выше показало по тому что гидро сопротивление смазки а "свободного" места нема вот и поперло со всех щелей , ну и смазка отдавала тепло корпусу интенсивнее и не только по тому что "грелась" но и потому что ее площадь соприкосновения с корпусом куды выше была чем у порции смазки заводской. ЗЫ я вот просто в заводскую порцию добавляю две чайные ложки моторного масла и при работе это все перемешивается и смазка более "текуча" и после работы она не остается на стенках корпуса а стекает в том числе и на шестерни спасая их от масляного голодания . Еще можно вычистив заводскую смазку , положить примерно такой же объем+2 чайные ложки смазки ШРУЗ и она текуча (в отличии от заводской) да + имеет в составе Молибден дисульфида коей является очень эффективным средством для высоконагруженных механизмов коими не сомненно являются Шрузы авто .
-
Да не знаю даже кто делает полностью пластик и даже не видел таких и от китая , может в лихие 90е какой нить кооператив выпускал и были таковы которые и ПА делали . Вот у меня все с латунными вставками гайки с наружи пластик как изолятор от посторонних падающих и не только железяк .

-
Да подтвержу что горят прожектора , я вот фильм с тиг дугой хотел снять и решил подсветить прожектором , когды маску снял то прожектор уже не работал сгорел.
-
Это надо еще узнать у хозяина случившегося и какая горелка . Вообще Форсаж вот сим комплектовался https://www.binzel-abicor.com/RU/rus/home/и я у них полностью пластиковых гаек не видел и резьба латунь. В прочем я совсем не видел в живую полностью пластиковых гаек и скорее самое что не на есть "дешевка" и еще надо поискать с такими вот по сему и не видел. Так что Форсаж то винить пока рано и поподробнее разобрать ДТП и мож китай или индия (экзотика) какой стоял или вообще не прикрутили как положено или за горелку аппарат волоком таскали,,, видел и такое . Вот что то нет такой реакции на китай ПА кои глючат пачками и не варят как положено , а на Форсаж можно и Полкона спустить не разобравшись.
-
Миротворец Саша, С Днем Рождения!!! Здоровья и это главное ,,,, остальное мишура.
-
Ну смотря чо и если Алюминий кузов то не всякий ПА и справиться . http://websvarka.ru/talk/topic/10443-svarka-aliuminiia/?p=339421 Люминь вроде и по фото не совсем ясно. Ну и зачистили не как и от сего и сварка такая особо на Ал сплавах впрочем это ко любому металлу относится , деталь похоже крашенная .
-
Сергей , да я тоже бы привык если была бы возможность . но вот все таки ранняя прошивка точнее была и лучше и заваливался в плюс 80% на микс токе и без них в миксе тяжко так как надо чтобы была мощнейшая очистка в период АС тока и по времени короткая чтобы сохранить острозаточенный ляктрод для DC тока и иначе если он "тупой" то DC ток не выполнит своих функций на Ал сплаве то есть не будет провара в глыбь да и шов будет довольно грязный . Вот кстати у Селко плюсовая волна по времени максимально 65% и для микс тока маловато в неких случаях (проверено) ,,,, но но Селко имеет ко всему и токовый баланс и я могу выставить по амперам до 200% плюсовую волну от минусовой , а временной баланс убрать в 35% как по умолчанию или даже в 15% и получается мощнейшая очистка при АС токе с малым временем плюсовой волны, и ляктрод остро заточен и он с лихвой выполняет свою работу на DC токе и выходит у Селко примерно в два раза больше возможностей настройки на микс токе чем у Ево . Вот сколь раз заводил разговор с Андреем о токовом балансе на Ево и он понимает но пока не как не сделают . Но когда сие произойдет и надеюсь что произойдет то это будет супер " бомба" ,,,,, пока Ево просто "бомба " конечно навороченная но не полностью.
-
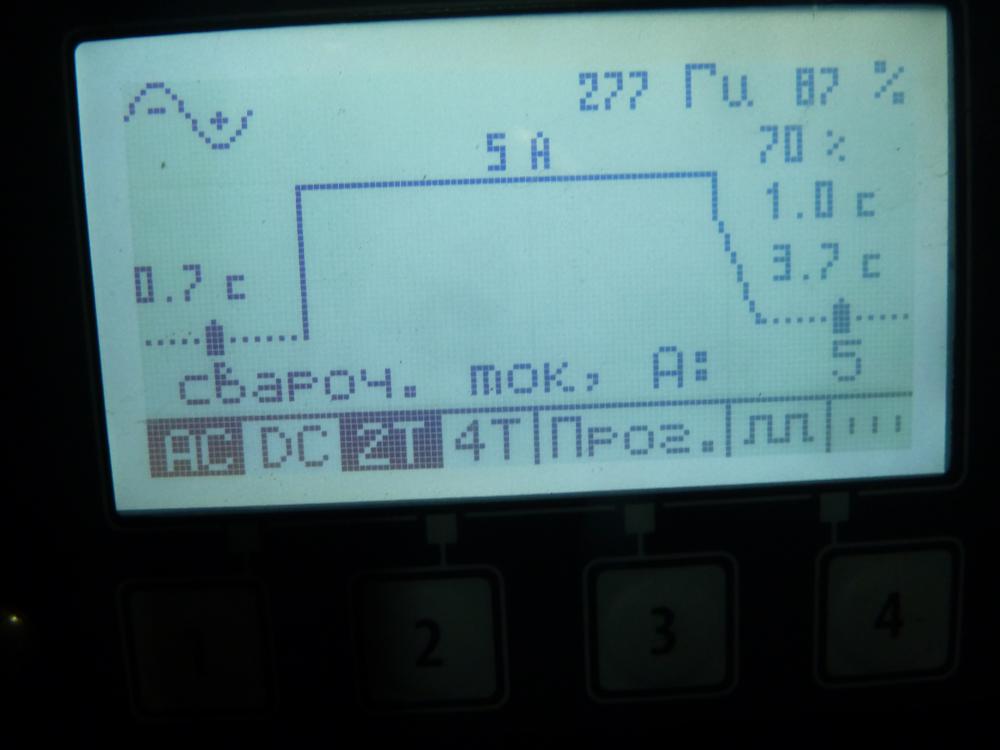
Вроде Кемппи сим страдает. 50Х50 и да у многих это 0 , но не у всех и я привык как у СЕЛКО то есть у него регулировка баланса идет по плюсовой волне и не какого 0 нет (не он есть когда на табло 50% плюсовой и это значит что минус тоже будет 50% . Ну и все просто то есть на табло 15% и это значит что плюс волна 15% ,,,, минус 85% Форсаж500 , тоже нет явного 0 и скрытый 50х50% , но примерно так же как у Селко , только баланс регулируется по минусовой волне то есть с точностью наоборот (вот от сего и путаница и каждый производитель вс тавляет свои фишки в том числе и попугаев и последние вообще не о чем и ... ) вОТ на фото минус волна имеет 87% в правом верхнем углу дисплея ,,,, и выходит вычитаем из 100% и получаем положительную 13% Евоспарк ( что у меня был первые прошивки ) имел 0 то есть 50х50% и в обе стороны то есть плюс и минус до 80% времени могли регулироваться и усе это отображалось на дисплее ,,,,, одним словом класс . Сейчас не знаю как у них но вроде в попугаях ,,,,,,, ах ах зря испортили усю прелесть настройки баланса .
-
Во как и выложенные ниже выдержки из книг относятся для автоматической сварки то есть не вольфрамом а проволочкой и Со2 добавляют для снижения поверхностного натяжения капли и стабилизации процесса . Вот теперь поговорим о вольфраме и СО2 в аргоне , и не допустимо иначе бы и не зачем было очищать аргон до ВЧ . Сколь такой смесью пусть даже будет всего 2% Со в аргоне проварите ММ , ну максимум 300-500 и то это я сильно преувеличил и на вольфраме будет куча всяких оксидов да и сам он поплохеет и дуга будет примерно как ложка манной каши растекшиеся по блюдцу и все прелести ТИГ утрачены , а они в концентрированной дуге и особо на тонком 1мм , впрочем толстое вообще не получиться с СО2 по тоой причине что вольфрам сразу начнет гореть , моментально . Ferio ,,, не баламутьте народ и не вешайте лапши . Впрочем на сей неделе я покажу что выходит со смесью Ar98% x CO2% вольфрамом особо на нержи , о большем количестве СО2 говорить вообще не о чем. Минус вам пока заочный . Вот очень компетентная и старая фирма понимающая толк в сварке и газах , изучайте и найдите мне смесь под ТИГ с СО2 ,,,,, смеси есть для ТИГ но не как не СО2. http://websvarka.ru/talk/files/file/861-gazovaia-azbuka/ ЗЫ...ЗЫ совсем забыл и вами была упомянута выше "газосварка" алюминия , да было и такое но там флюс в помощь и хвост пламени защищает алюминий от повторного окисления да и пламя настраивается нейтральное чтобы не было избытка кислорода тем паче не "сгоревшего ", да и сварщику придется немного переучиться под АЛ и не как не сталь это ,,,,, и сей пример вообще не к чему.
-
Во ,,,, мы мартовские "коты" С ДНЕМ РОЖДЕНИЯ!!!
-
@Георгий 11, Георгий , спасибо и привет Штурману.
-
Миротворец , Kondor416 Спасибо за поздравления !!!! , но еще рано и 23 го , впрочем у Саши уже 23. Да и не особо важно число и главное внимание . Вот мы сегодня с котом уже празднуем чуток и основное завтра , я пивка хорошего попил , он ветчины кусок + блюдце молока , ну и валяемся ТВ смотрим да форум читаем. Ура не ура а уже седьмой десяток к середине и нет бы наоборот .
-
Надо тоже поставить , хотя пока все стабильно уже 6 лет , все новое в сети деревни относительно , до этого было наверное 50 х годов прошлого века . А вообще интересно и вот Меркле и Евоспарк да и Форсаж подключаются и не обязательно соблюдать подключение фаз L1.L2. L3 к проводам , а вот ЕВМка требует соблюдение фаз то есть провода по цвету и к определенной фазе.
-
Да че там предусмотрено отработал на двух фазах и это значит что силовые транзисторы или диоды не все работали а только те которые получали питание и нагрузка на них удвоилась и главное выдержали и это хорошо . Ну да тем паче я в них не понимаю , но защиту китайцы просто обязаны сделать хоть от пропадания фазы и тем самым обезопасить пользователя от поломок . Вот мой бывшей Селко тот отключался но не полностью и все "безобразия" моей сети записал на корочку , итальянцы мне порекомендовали исправить сеть и обозначили хорошая сеть залог долгой работы аппарата . Слава богу усе исправили еще в 2014 году и теперь полная стабильность.
-
Вот китай и здесь с экономил и за что только деньги берут . Опасно это для аппарата и Kondor416 повезло и похоже что он на ХХ был, то есть без дуги. Не буду говорить про бренды и у них есть защита ,,,,, вот наш родной Форсаж и то не хилую защиту аппарата сделал на уровне брендов и это правильно.
-
Ну директору зачет однозначно и он знает свое дело, впрочем Георгию тоже зачет за помощь . Ну а остальным кто выше и должны заботиться о детях - огромный минус . Вижу тележечка довольно старая и уже давно надо было поменять на современное более качественно сконструированное и удобное для детей .
-
@Schlosser, Антон , пуш-пул Cebora родной гусак изолирован ну это и понятно 250 амперный импульс полуавтомат и еще транс был изначально обозначен для ремонта автотехники и скорее легковой и там в основном режим сварки- точки в том числе и люминь . Кстати он был укомплектован и второй горелкой обычной и импульс режим включался только с пуш-пул . Ну а так согласен и их уйма разновидностей , у Меркле сопло резьбовое и двухтрубная воздушка , но у меня была от TBI горелка 450А воздушка , сопло -цанга , двух трубная и вот жалею что продал и еще Евросоюза не было и на шланге made in German , без проблемная и не разу не чего не застревало и не клинело , проволочка как "лодочка по течению" подавалась плавно и стабильно. Похоже Евросоюз испортил немцев и скатились они ниже своих возможностей .
-
Антон , не ты не прав и есть воздушки и их много у коих гусак изолирован , то есть по сути он двух трубный, внутренняя труба несет токовую нагрузку. Вот однотрубный то есть требуется на трубу изоляция и она есть в виде резинового шланга . Это двухтрубный и кстати китай хороший , и внешняя труба изолированная от внутренней и не требует спец. изоляции и выполняет в некой форме роль охлаждения.
-
Да вроде проварил и согласен отпилить и новое но не всегда сие возможно . Я вот бы еще с наружи подчистил шов и надел кусок " трубы " плотно прилегающий и обварил бы по торцам и уже не вся силушка богатырей смогла бы сломить сие.
-
Великий Лебедев ,,,, ну и конечно антидот нужон . https://yandex.ru/video/preview/?filmId=13804121887495796104&text=что%20думает%20алкоголик%20на%20утро&path=wizard&parent-reqid=1584809932821300-732222724007588919500089-vla1-0692&redircnt=1584809937.1
-
Игорь , речь скорее идет об импульсном режиме , ну и какая туты короткая дуга и проволока не когда не будет толкать деталь и вот навряд ли удастся загнать в такое аппарат он плохо и кое как но будет отрабатывать "импульс" . aleksein Фотки сваренного бы не помешали нам, да и вам освоить аппарат
-
Ну сразу про длину дуги и в импульс режиме короткой она не может быть в принципе и где то оптимально 1,5-2мм расстояние для сброса капельки металла и для сего коррекция -40---0---+40 есть и надобно на "!кошке" откорректировать предварительно ну и потом варить деталь . Если слишком короткая дуга в импульсе то будут брызги и не стабильность процесса . Вот так примерно должна сварка в импульсе без брызг и длина дуги не короткая но и не слишком длинная усе в меру . Импульс по звуку узнаете и начало без импульса Правильно и наружный угол и уже нет там толщины 4мм . Вот так примерно собранно и мое 5мм и на аппарате достаточно 2-2.5мм выставить и этого хватит с лихвой для наружного угла .
-
Мышечная сила и тренинг для тела сварщика . Кстати сколь он может накачать максимально. ЗЫ у нас в армии были ножные для откатников пушки 76мм калибр и их 2 было , так вот в каждый по 50 атмосфер накачивали и как бы особо этого не замечали по сопротивлению насоса что 50 атмосфер и не 5 же .