selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
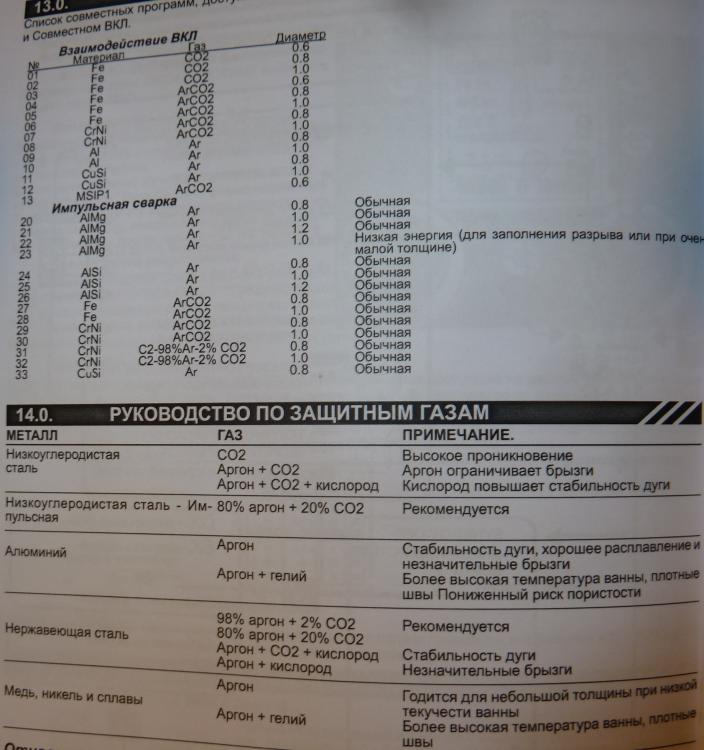
Не ну табличка должна или в мануале программы прописаны с маркой проволоки + газ и т.д. ,,,,, или китайцы совсем охренели . В общем так по газу Алюминий и CuSi3 --- аргон Черное --- смесь Ar82х Co18 или 92х8 нерж ------ смесь 98х2 Длина дуги в импульсе должна быть где то 2-3мм и проволочку должно быть видно из сопла и не как не из нутри горение дуги и это длинная дуга не чего хорошего не сулит. Должна быть коррекция длины дуги на аппарате и это главная ручка (если она конечно есть на аппарате а может и одной ручкой регулироваться и тогды код должен быть) в импульс сварке , вот почему немцы ее сделали на виду и большую и без нее не туды и не сюды . Вот на фото внизу дуга изображена в плюс -длиннее в минус- короче . УЧУСЬ Александр , не,,,, И надо делать и пусть в настройках . Вот коррекция даже стартового тока , если этого нет то в начале сварки может в импульсе брызгать , ну и спад в 2Т обязательно и его коррекция + отжиг и это на самом деле выход проволоки уже когда не горить дуга . Зачем нужон , да все просто и без него на спаде будет уходить под токосъемник и естественно привариться к сему . Вот я тут пробежался по меню и видно что есть. ЗЫ , вот Андрей у меня был и говорю забирай Меркле - поизучайте у него вроде почти все по уму,,, потом привезете . Сказал, спасибо и у них есть с чего изучать .


-
Ну вот и у нас теперь есть у кого поучиться , только пусть больше показывает и рассказывает. И я уже где то вроде отписывал как в Дмитрове видел двух полуавтоматчиков кои изготавливали подкатные подъемники под Икарус-гармошки . Так вот обычные промышленные СССРовские ПА подающий А№.... какой то + ВДУ606 катушка проволоки на полтонны под потолком висит и проволока около 2мм и это на глаз , так вот они на ВДУ не чего не перестаивают шпарят тонкое и толстое на одних настройках только где тонкое горелка - летит быстрее , где толстое - медленнее и шовчики хороши , ну чо сказать опыт и не один год наверное шпарят . LOCO 30лет стажу ПА и это обалдеть и конечно робот даже японский отдыхает "харахири"
-
Вот суды пусть звонят и найдут - подберут вам сталь ,,,,, вот о цене тоже не скажу и с ними . https://elsteel.ru/products/hot-rolled-sheet/104-hrsa
-
Ну если на автомате то не задерживаете дыхание и т.д. , рука крепка и глаз как у орла и все думаю большего и не надо ,,,,, не ПА еще хороший , но у вас хорош без сомнения .
-
Чо сказать и только одно можно
-
Ну дичь али нет не знаю , но похоже он скопировал вот это , только намного дешевле .
-
@Точмаш 23, Сергей , Виктор ,,,, смотрите китаеза немного чем мы по другому решает вопрос "толстого за один проход" , авианосец наверное варит ,,,, мда американцы отстанут точно немного ждать осталось Сергей , своих студентов потренеруй с двумя сразу,, интересно же .
-
Виктор , я даже о сим (обижаться) и не подумал ,,,,,, рабочие будни и всем пользительны ,,,,, ты уже попробовал и показываешь и мне тоже охота попытать и как времечко позволит врублю всю мощь своего 330А , а может и больше даст, вот только СО2 осталось совсем не много и усе перевел на поддув баков , да и балон просрочен наверное уже лет 5 не менял СО , но не бяда поменяем аттестация не дорого .
-
Это понимаю так то есть вы к проволоке добавляете металл заготовки для заполнения зазора ? Но сие можно и углом горелки относительно шва сделать, то есть получиться "полуутопленная дуга и где то примерно в середине толщины заготовки будет жарить. .
-
Верх старался больше жарить и может горелку "подкручивал вверх", и это правильно чтобы приварилось а не прилипло . ЗЫ , старею и сразу не усек .
-
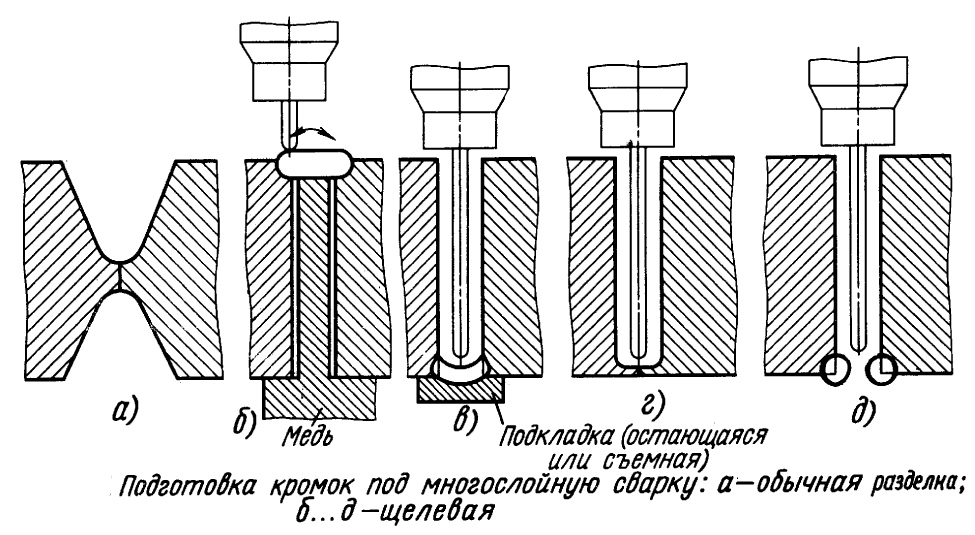
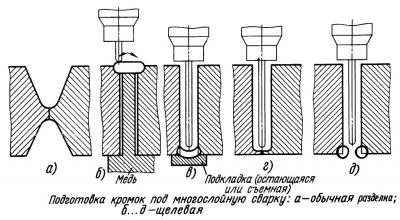
Да усе просто металл насквозь стал пролетать через 5мм зазор и вот к верхней части металла он скорее просто прилип а не приварился , в принципе варить то можно но думаю брак будет однозначно . https://findpatent.ru/patent/47/477798.html Виктор , да там вроде все понятно и конечно реклама от самого производителя но правдивая . Вот кстати щелевая СССР и что удивительно , последний вариант "метался " от стенки к стенке ,,,. за долго от немцев и думаю тоже не спроста , а чтобы проварилось то и то , а не "прилипло " и пусть как не разогрет металл но без самой дуги не туды и не сюды .
-
Согласен , согласен
-
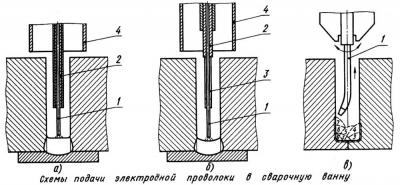
Вот немецкий Cloos показывает "Рапид" схожий с Дееп , но вот да разделка меньше от стандарта но она еть , да и полного провара не показывают , глыбже да от стандарта Виктор , мы тут обсуждаем и не больше и совесть твоя чиста и может я в чем то и не прав и может где и варят так без разделки Но вот узкая разделка или как в СССР щелевая сварка , так вот усе это в "лежачем" виде сваривалось да и там все таки нечто другое начиная от зашиты газом до сопел и горелок да и токи под 1000А , вот Cloos еще дальше пошел и дуга "метается" от стенки к стенке и думаю не спроста это .
-
Не , ну ребята нет не где в Гостах - остах таких толщин без разделки, и это означает что без нее родимой брак выходит или большая вероятность заполучить его . Вот наткнулся у нас же и обсуждали, может не совсем то но поучительно по крайней мере для меня и что скажите . http://websvarka.ru/talk/topic/3115-zamena-svarnogo-shva-t8-na-t3/
-
Виктор , усе это хорошо на вид , но у меня все таки протестует "душа" . Вот это просто заливка металла в некий зазор и думаю дефектов там куча мала , 1е- ну не достаточной будет газовая защита даже при высоких расходах и давление дуги и испарения металла от проволоки раскидывает защиту напрочь завихрения и проникновение воздуха и окисление сделают свое поганое дело и скорее может и есть такая технология но в лежачем положении + сопло "немеренной" длины или вообще в газовой камере или вакууме . 2е но не получить катет 12мм даже если очень постараться усе потечет и все . Все таки многопроходный качество будет выше
-
Сергей у тебя чугун частый гость и ты уже АС по нему
-
Какая длина трубы и если не длинная то....... Видел мужики печку-камин варганили изощренную какому нить олигарху , так вот труба наверное 1000мм была и это на вскидку . вырыли яму нужного диаметра и глубины , налили воды , вставили туды конец трубы ну и лазером выставили под нужным углом подперев со всех сторон палками - распорками , ну и по контуру воды обрисовали мелом или еще чем , ну и далее дело болгарки или еще чего может плазмы .
-
Совсем чуток сварки , но без нее старый американец Фред , терял до 3 литров "крови" за день .







- 3 962 ответа
-
- 23
-

-
Виктор , как будет возможность покажи ,,,, не чтобы оспорить , а просто интерес . Может и можно и без сих режимов , вот еще от газа много зависит и если в смеси то более текуч шов , в СО наверное получше да и не выйдет на струйный в нем и КЗ . В общем интерес ,,,,,,,,. как нить попробую на своем .
-
Виктор , вот смотри это выдержки из ссылки в сообщении #23 Итак, сталь 15мм, зазор 3-5мм. Сварочный полуавтомат: HighPULSE 550. Режим сварки: Merkle DeepARC. Сила сварочного тока: 400А. Сварочное напряжение: 34В. и вот фотки сего от туда же , что хорошего , шов стек на нижнюю пластину и скорее просто лежит на ней . И это еще видео не видели , а может и видели , ну в общем черти что и посему его и спрятали . Не сам режим Deep и подобные ему хорош но нужно знать меру особо на тавре , а вот "лежачий" шов думаю можно и проплавить , да и видео дуги у них в лежачем положении в основном. ЗЫ и все таки думаю 12мм тавр лучше за несколько проходов .



-
 @Stasoid, Это вам к Сергею попробовать , но думаю и сам увидит и отпишет. Попробуйте в ЛС ему проблему озвучить http://websvarka.ru/talk/user/18250-sivanov/
@Stasoid, Это вам к Сергею попробовать , но думаю и сам увидит и отпишет. Попробуйте в ЛС ему проблему озвучить http://websvarka.ru/talk/user/18250-sivanov/- 1 ответ
-
- 2
-
-
Виктор ну в чем же дело и да я показал видео топикстартеру как вариться катет 12мм , ну и он не озвучил нужон полный провар али нет . Ну если хочет то пусть врубает 400А и кладет 12мм за один раз , но путного из сего не чего не получиться и мой пост #23ссылочка посмотрите шовчик и если его такое устроит то почему и нет , я не против.
-
Вот вчера чуток ошибся , видео конечно не доступно , но это безобразие 15мм можно посмотреть ,,,,, в принципе о чем вчера и говорил . https://www.merkle-russia.ru/info/1902/ Слыхал конечно , но пошутить то можно чуток тем паче воскресенье , да и наши в футбол пока выигрывают у Турции . ЗЫ , я пока тут увлекся и прозевал ,,,, уже проигрывают
-
Антон , нифига ты словечко отыскал или американцы??? , мне пришлось узнавать что это значит ПенетрацияПенетра́ция (от лат. penetratio — проникать) может означать: Пенетрация в медицине — распространение патологического процесса за пределы органа или части тела. Пенетрация — мера проникновения конусного тела в вязкую среду, параметр, характеризующий свойства нефтепродуктов.а еще есть и в секс пенетрация , ну это вы сами посмотрите если есть желание ЗЫ наверное американцы правы 100%
-
Да , Георгий так и есть ,,,, не какие Форке и Дееп и даже крутящаяся дуга не проплавят 20мм без разделки , или как в #6 сообщении второе видео , иллюзионист показывает фокус железячку то под углом поставили относительно другой и получается она стоит на собственном угле а он в разы тоньше чем сама железяка вот и фокус вам и многие в том числе и я разевал рот и удивлялся по первому . Не конечно можно получить обратный валик сразу за один проход но усе зависит от толщены пластин и вот по первому у них было да аж до 25мм но вот вчера (сейчас не охота искать по новой да и я уже знал сие) наткнулся они снизили предел толщины за один проход для этих режимов до 7-8мм и это уже похоже на правду . Вот смотри алюминий и не помню вроде 2мм и видно образование обратного валика ,,, но тут режим двойной пульс, пластиночка стоит как положено перпендикуляр, и он не главный а главный смесь аргон+гелий 50х50 Антон , вот внимательнее посмотри видео и когды он делает "скок-прыг" то в этом месте точно будет не сплавление и пустота и ....... ну тут вопрос уже к дефектоскопам . Вот опять не охота искать , вчера смотрел вертикал человек усе по науке делал и опытный , разрезал потравил и показывал есть не сплавления маленькие но есть ,,,, вот такой он коварный вертикал.