selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Да и у нас давно , в частности в Электростали так же варят и уже давным давно. Кстати , вот только сегодня открыл журнальчик притащенный с выставки и очень интересный. Вот и про Evospark написано и не я один тестировал его.
-
Да согласен и тоже делал похожее .



-
Виктор , да не предвзятое , просто vnuk (кстати он по нержи супер сварщик ) технологию сварки дал и похоже их изделие по другому нельзя варить. Но тут же началось , лучше электродом или с поддувом , да тиг хром выжигает да и чего только стоит вылет электрода в 30мм, и выходит что у некоторых тиг предвзятое отношение . Вот просто и хочется сказать что да есть такая технология "тандем" и применяют . Приезжай у меня два аппарата и попытаем "тандем" на пару а то мне одному не как . Вот я же ссылку дал и там есть и для чего "тандем". http://merkle-russia.ru/democenter/- учебный центр. Аргоно-дуговая сварка изделия с двух сторон дуга в дугу (сварка тандем). Представитель немецкой компании Butting передает опыт инженеру-сварщику Евротек. Сварка дуга в дугу используется при изготовлении криогенных установок, резервуаров, цистерн, бойлеров большой ёмкости из легированных и нержавеющих сталей. Позволяет добиваться за один проход высококачественных сварочных швов благодаря аргонной защиты и укладке сварочного шва с двух сторон одновременно.

-
Петр а я очем говорил , было еще видео немецкое и там вроде 7мм пластина но ставили под углом и получалась как бы разделка то есть дуге надо было бы пробить 2-3мм , но не нашел и его и вывод поспешили они про провар толстого с одного захода. нашел и тоже видео от Евротек но варит немец и я с ним на выставках общался .
-
Варится и я не сорю , но тиг качества не даст не один ляктрод. Ну кто сказал что вылет 15мм ну а 30мм это вообще за все рамки, и если все по уму то при тиг сварке не чего не выгорит а вот электрод и ПА выгорание дадут . Ну и студент не для поддува а для сварки и она с двух сторон сразу идет и это плюс и думаю немцы тысячу раз проверили прежде чем дать "добро" Ну и Электросталь под боком и там атом пром и все варится только тиг и трубы и емкости и т.д. , утром сварщик приходит наваривает пробный "пяточек" и потом на экспресс анализ и только потом допуск к основной работе. Ну и сейчас без палаток уже не кто не варит даже ММА ветер и ее не щадит и делает свое дело , да и минули в прошлое те времена когда сварщик в поле с ветром и морозом в обнимку да и тех надзор уже навряд ли пропустит такое.
-
Олег удалили все , и раньше было вот такое до 15мм и вранье и видео удалено . Или ставили железяку вертикальную под неким углом и она естественно опиралась на другую своим углом и как бы получалось "естественная разделка " ну и потом народу показывали какие молодцы они пробили 10мм насквозь. И еще один момент , все эти "пробивания " показывают на угловых внутренних швах и не одного "лежачего" встык и попытайте и посмотрим чо получится. http://merkle-russia.ru/news/1656/ По ссылке напрямую не открывается и открываем по ссылке - новости- стр.№2 Видео демонстрация сварочного процесса DeepARC на примере сварки стали 15мм
-
Сгонял и смотрите + еще поддон , баки отвратительные и даже стояк забора топлива на герметике на обоих так как прорези под защелки почти отсутствуют. В общем в понедельник начальник вернется с рублевки и решать будет , но я их и за 40к.р. не возьму и минимум полтинник за оба и + поддон 5 -7 к.р. он двойной и тоже поковыряешься.
-
Ну 100зеленых - равняется по сему курсу 5600р , да и вмятины бывают разные. У меня 2бака и со сложными вмятинами да еще и с разрывами по днищу и 40000р мож еще мало и завтра сгоняю фото покажу . Я вот еще думаю и 40к.р. мало будет и может и не возьмусь . Хотя донора дадут на заплатки и т.д. и он тоже круглый но американец и в диаметре похудее будет .
-
Ну это не чего страшного и наш АМГ не хуже забугорного , а вот на ММ. экономят и конечно 3мм лучше. Вообще как то круглый от американца ремонтил и он 3мм но мягкий как пластилин и править одно удовольствие , а вот от Мана попадался тот как пружина и даже нагрев не помогает в общем править тяжко такой.
-
 А пост газ будет или все обрывается?
А пост газ будет или все обрывается? -
Согласен , вот по моей ссылке 2,5мм бак , и он точно не заводской а так сказать копия энного. Что касается цены копий , то уже было у меня такое как то привезли ну и моя цена им показалась дорогой и сказали новый купят . Через пару дней привезли на ремонт старый и ругаются на сайте одна цена а в реалии за 1литр объема 1,5 или даже 2 евро , ну и считаем в руб. Ну и Вольво у поляков не капотная а обычная а баки круглые стоят да целых 2 по баку на каждой стороне . фото из инета но у них точь в точь

-
Можно и не снимать и так еще отъездит не одну тыс. км . Вот только вчера ездил в "Грузовой центр" смотреть Волво , наскочил или на бордюр или еще чего в общем поддон дыра и два бака круглые с наполовину измятыми торцами и порванным днищем . Поддон двойной и сталь не проблема и заварим , а вот с баками повозится придется крепко но время есть до 22февраля так как поляки и уехали "пересекать границу" . Вот и думаю за поддон там 5-7тыс будет ремонт , а вот баки не менее 40к.р. и за меньшее не намерен с ними возиться. Вот сейчас посмотрел на сайте и таков бак круглый 800л 31к.р. , но скорее вранье и стоит он под 100к.р. будет . В общем завтра сгоняю и сфоткаю баки да и поддон. Интересно сколь бы стоил ремонт баков в Польше как ни как ЕС да и деньги евро. http://volvo-bak.ru/
-
Ну это спорный вопрос и ТИГ самая "чистая" сварка и не даром на особо ответственных корень варят ТИГ ну а опосля чем богаты. Поддув и так можно и тогда второй горелки не надобно , все дело в том что сварка с двух сторон и можно присадку с двух подавать и самое главное провар и нагрев один только раз что важно для нержи , если по другому но несколько проходов ну и нагревов больше ненужных. Толщина и vnuk ее озвучил от 3мм и до 10мм прокатит ну а что ниже или выше здесь надо технологам работать. http://merkle-russia.ru/democenter/
-
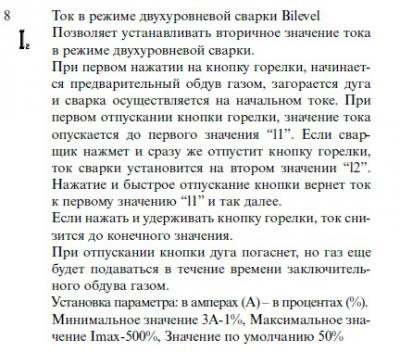
@welderman, Вот вам от Selco 2х уровневая сварка и алгоритм работы кнопки и может что почерпнете и попытаете на своем. Да что то молчат представители и что они скажут.
-
Вот здесь почитайте с этого http://websvarka.ru/talk/topic/2325-o-zaschitnykh-gazakh-i-smesiakh/?p=317624 и до конца страницы и может что и выберите.
-
Дмитрий ты чо говоришь то что не любят , любят и уважают за твои иногда неожиданные и интересные репортажи. Что касается хим заточки то вот есть паста но по мне это такая дрянь и вольфрам уже заранее испорчен нагреванием пламенем горелки или того хуже замыкают на массу и аргона нема воздух делает свои дела и химия убивает его до конца, да и заточка эта не по канонам получается и ... https://www.youtube.com/watch?v=6nZkwuJz5i8&t=169s http://imwelder.ru/posts/37
-
Ну а куды без этого. Дмитрий да это я понял и посмотрел . А вот здесь не очень понял , где они лучше варят в аппаратах оптоволокно , или ты пробовал их в ТИГ горелку и в ней лучше варят. Кстати а каков диаметр электродов
-
Да можно заточить правильно и пойдет , химия тоже не всегда полезна. Вот на вашем фото кончик ляктрода (наверное контакт поджиг и аппаратик покажите если можно ) ну не как уже на сварку не пойдет и нужна переточка.
-
В нем вообще все отсутствует и за такой мануал на аппарат скидка должна быть 30% , так как это не пойми чо. Попробуй не отпускать кнопку пройдет спад и конечный ток время отработает и должен "погаснуть" и пост газ , или в этом режиме его нет. , но может и не так и тогда принудительно отрываем горелку и что то там китайцы намудрили с "REP" режимом. Видится так это новый REP режим в аппарате и по сему круче , пудрят мозги людям.
-
Ну и я свою технику подачи внесу и так меня учили аргонщики СССР . Американская ну не как мне не нравится , а может все зависит от индивидуального "устройства" пальчиков каждого аргонщика . Америка ну крайне не удобно https://www.youtube.com/watch?v=tPR4BGWbD_8 Ну и я и с Форсажем отработали в паре. https://www.youtube.com/watch?v=Lh60XnugrSk&t=2s
- 53 ответа
-
- 19
-

-
- технологии
- аргон
- (и ещё 1 )
-
Валера, зря смеешься и все возможно. И второе Русский язык богат и подпись в низу объявления можно трактовать и по другому , то есть для изготовления космических кораблей. И это не "наш" наборчик и здесь подкладка сине-фиолетовая , у "нашего" бордовая. Ну и Джоди в пролете , таможня не даст "добро". https://www.youtube.com/watch?time_continue=5&v=wdPNRzOBhi8
-
Андрей вот у немцев и в прочем у итальянцев все написано . И похоже феррит может часть какую убьет излучения . Вот у меня тоже без заземления , а может и есть заземление в розетках точно есть , а те что 380 там 5 штырей и самый толстый земля . Но может этого и не достаточно и надо корпус заземлять , давайте рассказывайте что у чему. PU300k.pdf MANUAL_GENESIS_1700_2200_AC_DC-CZ-PL-RU-TR-RO-BG-SK.pdf
-
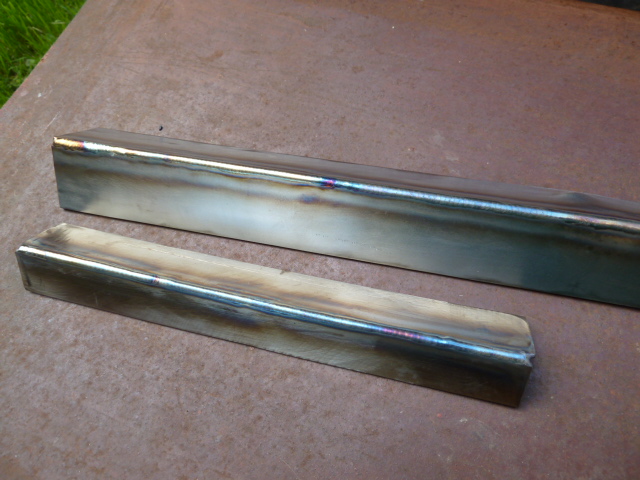
Ждем фото а еще лучше видео и весьма сомнительно . Перейдет в крупнокапельное и о проваре можно забыть, да шов будет не айс. Вот вам пример DEEP ARC от Merkle и как было заявлено "глыбокий провар и быстрота" и кстати и у EWM и других "именитых" были да и есть похожие режимы. Так вот на "заре" этих режимов появилось куча видео как толстое и даже 15мм на сквозь провар за один прием . Сейчас все удалено и да режим мощнейший но и им 5мм будет тяжко на сквозь и без зазора , или все потечет или или.... P.S. Steelcar , чтобы швы были аккуратные и не торчали как "горы" снимаем фаски и варим .
-
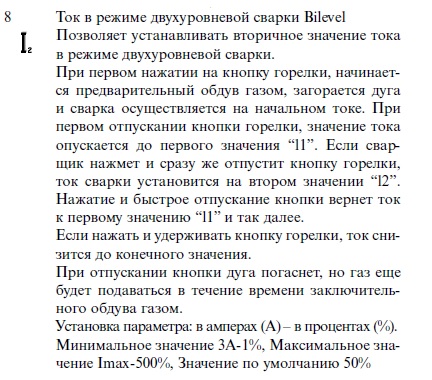
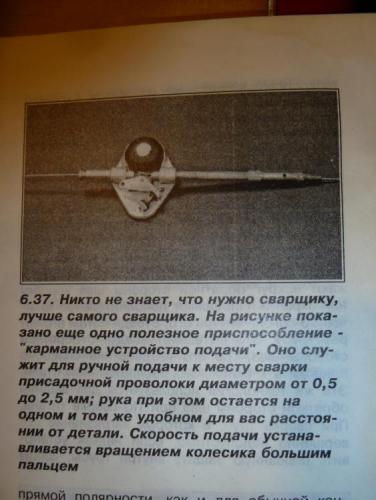
Костя согласен и у меня кое чо есть. Вот например подавать тонкую 06 - 0,8мм и даже 1мм не совсем удобно тем паче если это не пруток для ТИГ а с катушки и тогда вот такое на электротяге спасает . Подающий очень отзывчив и моментально понимает что от него хотят.




- 53 ответа
-
- 14
-
-
- технологии
- аргон
- (и ещё 1 )
-
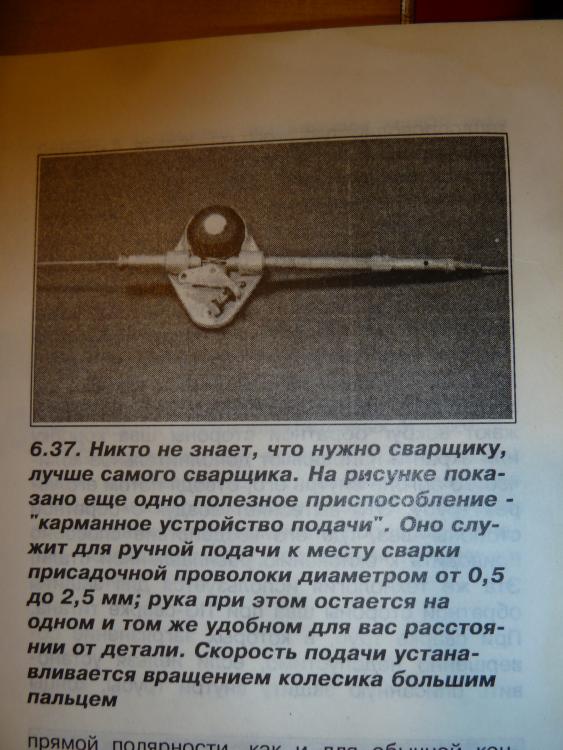
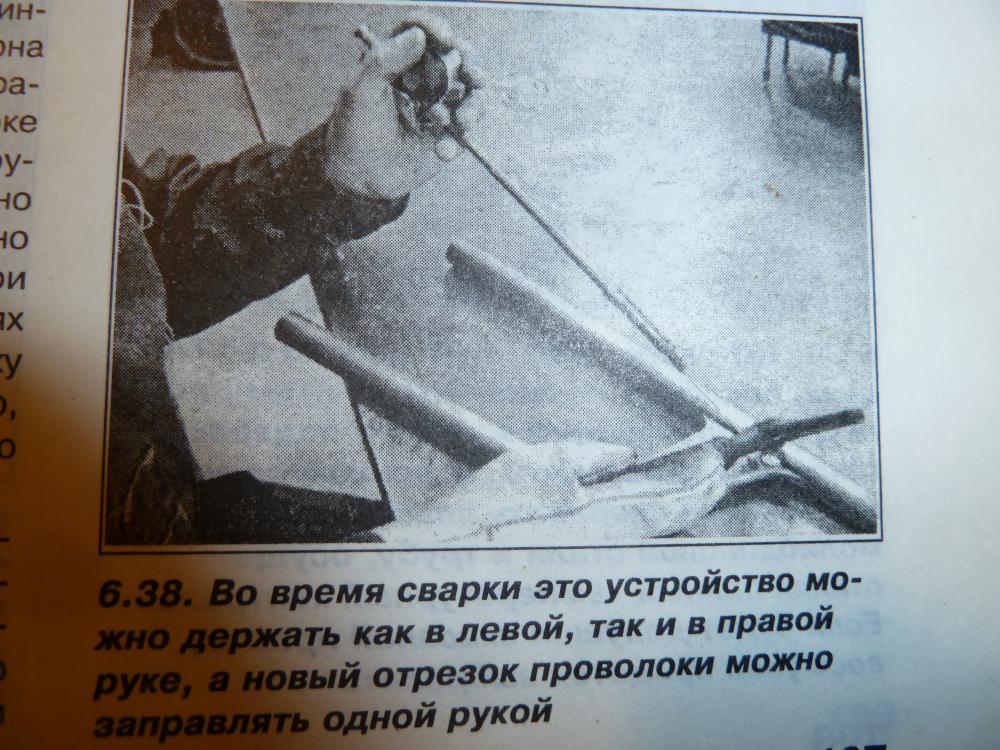
Костя , ну этот что показан в №1 посту то да он не работоспособен и нагреется быстро и пальцы рядом так что выпустите его из рук по реакции "самосохранение". Но можно вот типа такого и он точно маде ин "колхоз" , но рука далеко да и пруток можно "сжигать" полностью второй вставляете и он толкает огрызок первого. И еще не маловажное обстоятельство пруток подается большим пальцем что привычнее аргонщику , указательным что то не то будет с ритмом . Да и конструкция последнего в разы проще. P.S. Ustas_ , Ну и ради справедливости скажу что у вас очень хорошо все вышло , а чтобы не ожигать пальцы можно вставить "удлинитель" из чего либо , трубка , да тот же кусок стального канала от ПА горелки пойдет и в этом случаи пруток можно будет так же сжигать до конца.

- 53 ответа
-
- 5
-
-
- технологии
- аргон
- (и ещё 1 )