selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Варится но у меня присадочка была под Д16 но чуток не хватило и 4043 добил. http://websvarka.ru/talk/topic/1398-vosstanovlenie-aliuminievykh-detalej-tig-om-i-ka/?p=155289 P.S. Лодочка бегает по Волге и уже 4 й сезон пойдет и доп. заплаток на мои сварные не делали , друг информирует так как мне интерес есть .
- 3 327 ответов
-
- 5
-

-
- технологии
- TIG
- (и ещё 1 )
-
Компас можно сохранять в формате фото .
-
Николай , гараж это нашЕее все ,,,,, но в моем возрасте, а было бы мне 35-40 то нашел бы фирму где ценят труд сварщика . Вот в принципе в перестройку и в самом начале ее было тяжко , но нашел и в то время конечно в те времена не кому сварщики не нужны были , а вот классные шофера и конечно не на грузовик и не к простым людям еще как нужны и платили щедро . Вот тут друга детства встретил и он уже 30 лет в Мостоотряде № не знаю в Москве их много , так вот все эти 30 лет вахтовый метод и очень достойная зарплата (он работает трактор, экскаватор) да раньше в вагончиках кои сейчас запрещены и теперь модули , туалет ванна и т.д. по 3 человека в комнате. В общем живет хорошо да и дом построил почти как у Чубайса .
-
В Америку . ЗЮ хорошо там хде нас нет ,,, работайте дома и главное все качественно и хорошо делать .
-
 @Вад11, Вадим , ну не интересно,,,,, не работа класс но, и хоть чуток приблизительных параметров Фрони , да и проволока- газ (смесь) или порошок ты последнее время только им и варил и тогда намного интереснее будет. .
@Вад11, Вадим , ну не интересно,,,,, не работа класс но, и хоть чуток приблизительных параметров Фрони , да и проволока- газ (смесь) или порошок ты последнее время только им и варил и тогда намного интереснее будет. . -
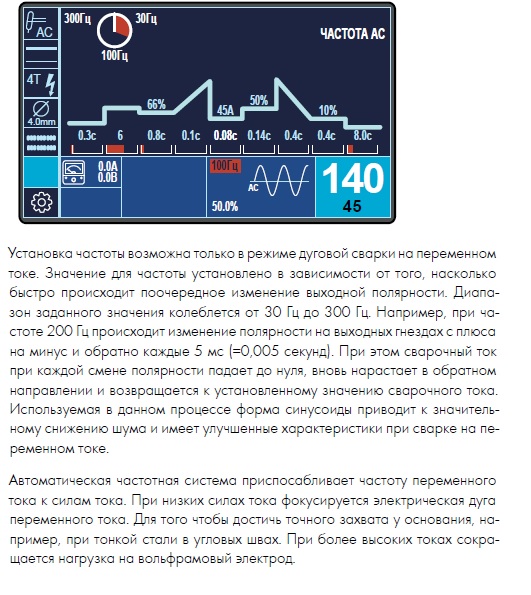
Олег , это так но сейчас уже актуально 400гц и они работают . Здесь идет уже подмешивание ВЧ импульса к АС току и например сам АС ток может иметь например 30-300гц а вот подмешанный ВЧ импульс от 600 до 15000гц . И даже в низкочастотном импульсе можно подмешать ВЧ импульс и например в пике 600гц а в паузе 10000гц и это как в DC так и в АС токе . На сей момент две фирмы сие могут в АС токе + ВЧ , REHM и наш EVOSPARK . ВЧ импульс стабилизирует дугу не дает ей "скакать" и т.д. Впрочем вот тут можно посмотреть . Ево EVOSPARK_cat_oct.pdf REHM 730 1994_INVERTIG.PRO digital RU_20130610.pdf


-
А если трубу пропустить змейкой через поддон и эффективнее усе будет. Вот раньше на военных подогреватель грел тосол , а его выхлопные газы поддон и смотрите конец 2й минуты.
-
Должна и работает , но сварка низкотемпературная и я выше это обозначил и нужон опыт с нею , но вот с опытом особо проблем не вижу и каждый может приноровиться к сему и главное есть несколько способов . http://svarka-weld.ru/svarochnye-materialy/prutki-prisadochnye/prisadochnyy-prutok-dlya-latuni-cuzn40-d20-mm Вот видео и скорее тут не цинковая но вот как то так нужно со всеми латунными присадками .
-
Георгий , это очень очень много фыркать будет зверски и надо спец. приемы в ТИГ применять с нею.
-
Скорее всего аппарат из этих +\-15% предела не выйдет и отключит сварочную дугу оставив рабочим вентилятор. Усе правильно сделано и при напряжении 160вольт это не сварка и что нам показывают иные "фирмы" оставим на их совести.
-
Не пробовал , но сразу смущает тот факт что цинка в ней 40% и он будет серьезной помехой в ТИГ сварке . https://rs-nt.ru/products/327/2324/ А вот CuSi3 , на чугун тоже ложится отлично да и проблем в ТИГ и МИГ не составляет. https://rs-nt.ru/products/327/2317/
-
Вадим , вот если они стоят и с ними общаются то есть с Ево , то это и есть работа и не представляю по другому ,,, ручки - кнопки покрутил и думаю уже не кто не остановится и обязательно попробует чо вышло в "живую" . Ну и учебный процесс с горелкой в руках в самом начале обучения ученика для самого аппарата куда неприятнее так как постоянные замыкания в ванну и так далее ,,, и аппарату куды приятнее общаться с опытным сварщиком ,,,,, но в обоих случаях это для аппарата работа.
-
Да заточка влияет , вот с двойным углом электрод меньше нагревается и дуга плотнее . Есть такая технология охлаждения электрода тоже влияет на плотность дуги но там спец горелка . http://tctena.ru/texnologii/cold-wire
-
Понял . Вот это главное и тогда будет успех ,,, убирайте зазор и желательно в 0.
-
Вот это не хорошо и надо как то убрать сей зазор и это много для его заварки с толщиной самой стенки в 1.мм Вот вижу буртик на фото и может осадить так до буртика чтобы зазор ушел.
-
Ломоносову повезло и за него вступился архиепископ , а иначе сожрали бы его монахи - ученые. Вот пробиваются за деньги кои потом выходят А вот кои одарены умом и если нет бабла , то в поле . Вот Демидову тоже повезло с Петром мимо проезжал и пистоль сломался, иначе бы не было его Ну вот его последователи тратили в Италии в том числе и на благотворительность ,,,, аааа Россия подождет и нет в ней нуждающихся https://pantv.livejournal.com/209915.html
-
Жаль что у вас швы не в почете. Ну я явно не один и много нас по всему миру. А вот здесь , я вам предлагаю пари и это не только Селко аппарат может с ним конечно легче но львиная доля в опыте и руках . Пари - и по рукам , через два дня вы мне что тоо похожее покажите , впрочем зря наверное я у вас опыт а я как вы выразились Подмосковный самоделкин .


- 156 ответов
-
- 10
-
-
Вот опять двадцать пять ,,,, уже года три назад (не буду искать ) тут сказали что Selco не существует и банкроты , а мне что то все три года регулярно обновления и новинки приходили. Я вот с таким успехом и в вашей же манере спрошу про СЕА и думаю они не богаче Selco , ну а по сварочной технике позади и копируют Selco. Скажите - брехня , тогда поднимаем историю обоих и у Selco современный ТИГ был уже в 2007 году коей и сейчас не все превзошли , и смотрим что было у СЕА . Вот на вас я всегда удивляюсь , не одного шва на форуме но зато "правильные" рассуждения ,,,,, и давай те ко мне и я вам покажу на чо способен Selco. Ну и не одно Подмосковье работает Selco , кстати приедете свожу в Электросталь атом маш и там есть Selco исправно выполняют свою функцию и думаю там покруче отбор сварочного оборудования , у нас так рассуждения .
-
Антон , да вроде ровная рама и не гнутая , но может и возили девицу пышную на трубе сей , но это было так в 40-60х годах , сейчас думаю девица на "жердочку" свою прекрасную попу пожалеет . Труба тонкостенка видно и давай выкладывай , что ты там усек.
-
Не , ну сталь не известа и она может быть любой и если это хромомолибдена (надо померить толщину стенки трубы) то лопнет и чтобы держало надо термообработку , с косынкой в середине трубы и продольным швом снизу и сверху ,( кстати его если правильно сделать и видно не будет) то рама побегает и если уж лопнет то не в сием месте.
-
Согласен и не сколь не отрицаю . Но у вас в разы лучше было и вот Тула и область супротив вас были просто "нищета" . Прошу огромного извинения у Тулы и области , меня как то в 20 годов мамаша друга обозвала прилюдно "нищетой" и да и супротив друга может так и было , но я сделал выводы , ну и ей это не простил до конца дней ее.
-
Чо то две темы параллейно идут ,,,,,, модераторы АУ....уууу . Вот не каких прутков да и как его там удерживать , пропил впрочем вот в параллели я еже усе написал http://websvarka.ru/talk/topic/12108-svarka-ramy-stal-start-shosse/?p=371976
-
А мне чо боятся , "рыжегО" , да не боюсь , тов . или господин. Путилина тоже , я если чо и на "соловках" работу найду и мне не столь много и осталось , вот только внука ТИГ сварке обучить , впрочем он в свои 12 многое уже умеет и если "чо" то дойдет своим умом или по моим и не только "конспектам " туты на Форуме.
-
Конечно , не она омерика родимая но с помощью " рыжих" , на том свете тов Сталин ему устроит "нано технологии" ,,,,,,, я знаю.